Advanced 3d printing of metals
Metal 3D Printing | 3D Printing Technology
Technology
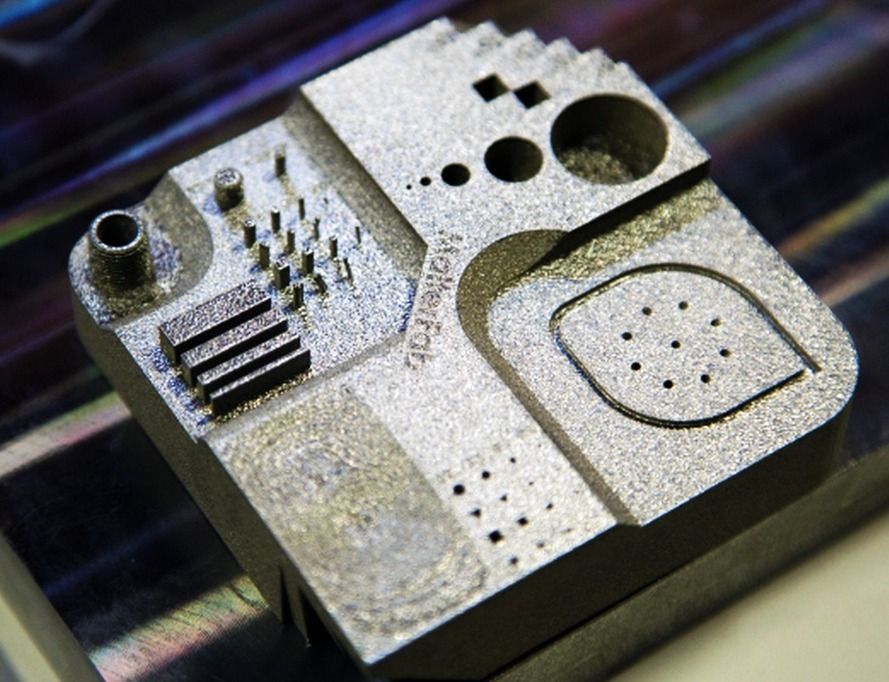
Metal 3D printing, or selective laser melting (SLM), combines the design flexibility of 3D printing with the mechanical properties of high-performance metal alloys to create unique, strong, and lightweight parts, even for the most complex applications. Metal 3D printing is ideal for creating fully functional prototypes and end-use parts that may be impossible to produce using conventional manufacturing methods.
Why work with Materialise Manufacturing?
Producing metal parts with Materialise is all about making the complex simple. From working with our Design & Engineering Team to accessing our industry-leading Metal Competence Center in Bremen, we help you take advantage of the flexibility and speed metal 3D printing offers compared to traditional methods. Whether you need prototypes or full series production, you can count on us from start to finish.
Discover applications of metal 3D printing
Lower manufacturing costs and increased design freedom made metal 3D printing the ideal choice for this redesigned aluminum gripper.
The exceptional thermal resistance of Inconel (IN718) made it an ideal choice for a crucial component in the cooling of a liquid-fueled rocket engine.
Redesigning two production line components for metal 3D printing improved efficiency and saved Philips Lighting almost €90,000 a year.
3D printed in titanium using a topology optimized design, LIFT Aircraft Inc's new ENDY bracket weighed 40% less than the original, without compromising performance.
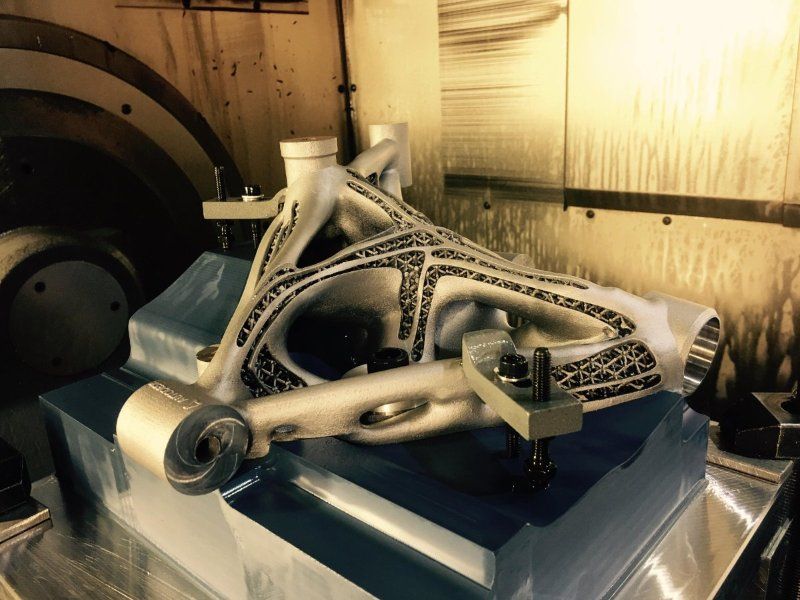
The interior of this 3D-printed titanium wishbone has a honeycomb structure to reduce weight while maintaining strength.
Technical specifications
| Maximum build dimensions | Dimensions are unlimited as components may be composed of several sub-parts. The maximum build envelope is 500 x 280 x 315 mm |
| Standard accuracy | In accordance with:
|
| Layer thickness | 0. |
| Minimum wall thickness |
|
| Surface structure | Unfinished parts are typically rough, but various post-production finishes are possible |
 04 – 0.09 mm (material dependent)
04 – 0.09 mm (material dependent)Materials
Choose from a broad selection of materials when you come to Materialise for your metal 3D printing projects.
Material
Aluminum (AlSi₁₀Mg)
Technology
Metal 3D printing
Material
Titanium (Ti₆Al₄V)
Technology
Metal 3D printing
Material
Stainless Steel (SS316L)
Technology
Metal 3D printing
Material
Inconel (IN718)
Technology
Metal 3D printing
Material
Stainless Steel (C465)
Technology
Metal 3D printing
Grades
Balance performance and efficiency in every project with your choice of Standard or Performance grades.
Standard
The all-rounder, where it’s all about technology:
- Ideal for prototypes and simple end-parts
- Form-, fit-, and function-testing
- Strength and density similar to cast parts
- Industry-standard quality requirements
Performance
The specialist, for complex production:
- Ideal for complex metal parts designed for AM
- Preferred for applications in demanding environments
- Suited for series production
- Higher strength and density than casting
- Specialized quality test reports available to your specification
Work with us: discover our products and services
Want to bring metal 3D printing into a future project? Discover the services that can help you do it.
Order online
Get direct 24/7 access to the technologies and materials you need to bring your designs to life. Instant quotes, short lead-times, and easy checkout.
Instant quotes, short lead-times, and easy checkout.
Manufacturing services
Innovate and speed up your manufacturing in collaboration with our experts. Rely on our full range of in-house technologies suitable for all industries and applications.
Prototyping services
Transform your product development cycle and get the best possible products to market faster. Get unbiased advice and dedicated support from teams committed to your success.
Software
Build your success on a platform of software tools that efficiently manage and control the 3D printing process, allowing you to meet the highest standards of the most demanding industries.
Consultancy
Work with our experts to translate your business challenges into 3D printing opportunities and identify the applications that can help you meet your needs.
Get in touch
Would you like to ask a question or begin working on a project? We’d love to hear from you.
Talk to our team
Train and learn
Get more from your next project with helpful resources dedicated to metal 3D printing.
Quick links
How to design for metal 3D printingFind related trainingEXPERT INSIGHT
Taking the Plunge: the When, How, and Where of Metal 3D Printing
4 min read
WHITEPAPER
Struggling with Production Costs and Lead Times of Metal Parts?
EXPERT INSIGHT
Taking the Plunge: the When, How, and Where of Metal 3D Printing
4 min read
WHITEPAPER
Struggling with Production Costs and Lead Times of Metal Parts?
© Copyright Materialise 2022
Cookie Statement
Legal terms
Privacy notice
Types of 3D Printing in Metal
Metal powder is the backbone of metal 3D printing. Though it’s difficult and dangerous to handle in its raw state, its unique features make it the preferred metal stock type. The vast majority of metal 3D printing technologies utilize metal powder.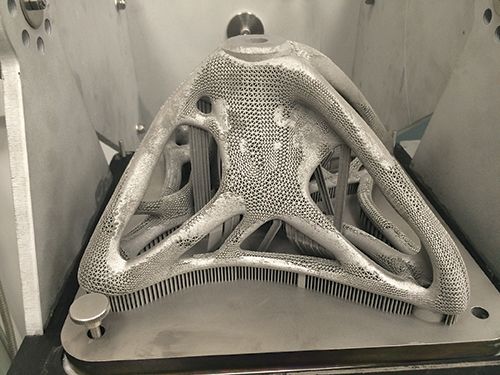 As a result, the major differences between types of metal printers relate to how they fuse the powder into metal parts. These methods vary greatly, ranging from using high energy lasers to fuse loose powder to extruding bound metal powder filament. In this article, we’ll take a look at the most heavily used types of metal 3D printing, how they work, and why they’re beneficial.
As a result, the major differences between types of metal printers relate to how they fuse the powder into metal parts. These methods vary greatly, ranging from using high energy lasers to fuse loose powder to extruding bound metal powder filament. In this article, we’ll take a look at the most heavily used types of metal 3D printing, how they work, and why they’re beneficial.
Powder Bed Fusion
Known by many names, powder bed melting is currently the most common type of metal 3D printing. These machines distribute a fine layer of powder over a build plate and selectively melt a cross section of the part into the powder layer. There are two distinct types of powder bed melting techniques: Selective Laser Melting and Electron Beam Melting.
Selective Laser Melting (SLM)
Also known as: Direct Metal Laser Sintering (DMLS), Selective Laser Sintering (SLS), Direct Metal Printing (DMP), Laser Powder Bed Fusion (LPBF).
The majority of Powder Bed Fusion machines are Selective Laser Melting (SLM) machines.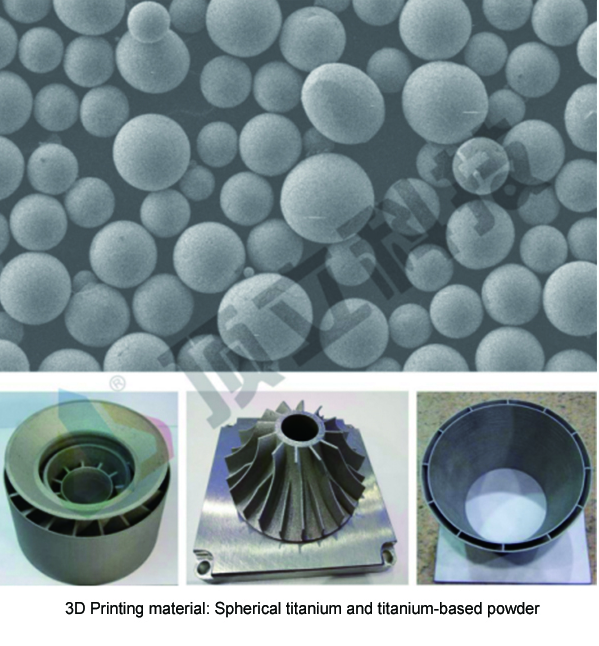 SLM machines use high powered lasers to fuse metal layers into parts. After a print, an operator removes the part (or parts) from the powder bed, cuts the part away from the build plate, and post processes the part. It’s the current standard for metal printing -- most companies in Metal AM today sell SLM machines.
SLM machines use high powered lasers to fuse metal layers into parts. After a print, an operator removes the part (or parts) from the powder bed, cuts the part away from the build plate, and post processes the part. It’s the current standard for metal printing -- most companies in Metal AM today sell SLM machines.
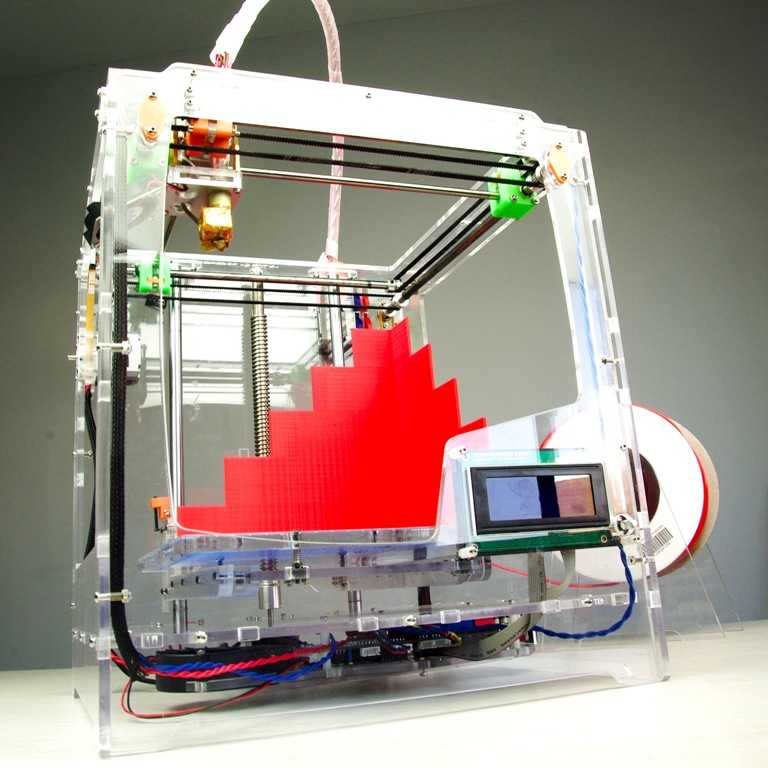
An SLM machine while printing.
As the most mature variety of metal 3D printing, SLM is often considered the standard that other technologies are evaluated against. SLM printed parts are great for precise, geometrically complex parts that would not be otherwise machinable. They fit into a wide variety of applications: from dental/healthcare to aerospace. Build volumes range from very small (100mm cube) to large (800mm x 500mm x 400mm) and print speed is moderate. Precision of these machines is determined by laser beam width and layer height. Most materials available to be 3D printed today can be used on an SLM machine.
While these machines are groundbreaking, a wide variety of facility and post processing requirements limit these machines to industrial users. SLM machines require trained professionals to operate them. Because of its intricate process, many parts need to be printed and tweaked a few times to yield results. After printing, most parts require significant post processing and heat treatment. In addition, the metal powder that these machines use is both extremely dangerous and expensive to handle: most fully baked SLM machines cost upwards of 1M dollars to implement and a dedicated technician to run.
SLM machines require trained professionals to operate them. Because of its intricate process, many parts need to be printed and tweaked a few times to yield results. After printing, most parts require significant post processing and heat treatment. In addition, the metal powder that these machines use is both extremely dangerous and expensive to handle: most fully baked SLM machines cost upwards of 1M dollars to implement and a dedicated technician to run.
Electron Beam Melting (EBM)
EBM machines use an electron beam instead of a laser to fabricate parts. GE Additive is the only company producing EBM machines. The electron beam yields a less precise part than SLM, but the process as a whole is faster for larger parts. These machines have almost all of the same constraints, costs, and issues as SLM machines, but are used more heavily in aerospace and medical applications than anywhere else. Similarly to SLM, EBM machines cost upwards of 1M to set up and require a dedicated technician to run.
Direct Energy Deposition
Direct energy deposition uses metal feedstock and a laser to fabricate parts. Unlike powder bed fusion, the stock (which can be powder or wire) and the laser both sit on a single print head that dispenses and fuses material simultaneously. The resultant parts are very similar to Powder Bed Fusion, with a few key differences and opportunities.
Powder DED
Also known as: Laser Material Deposition (LMD), Blown Powder
The sibling of Selective Laser Melting, Direct Energy deposition also uses a laser and metal powder to fabricate metal parts. Instead of spreading powder on a bed and melting it with a laser, DED machines precisely blow powder out of a print head onto a part, using an on-head laser to fuse it to the part in construction.
A BeAM DED 3D printer depositing and melting metal powder with a dual purpose print head.
As both machines use metal powder and a laser, parts printed with DED are very similar to those printed by SLM with one key exception: DED machines can utilize their unique powder distribution system to “heal” non printed parts that have deficiencies.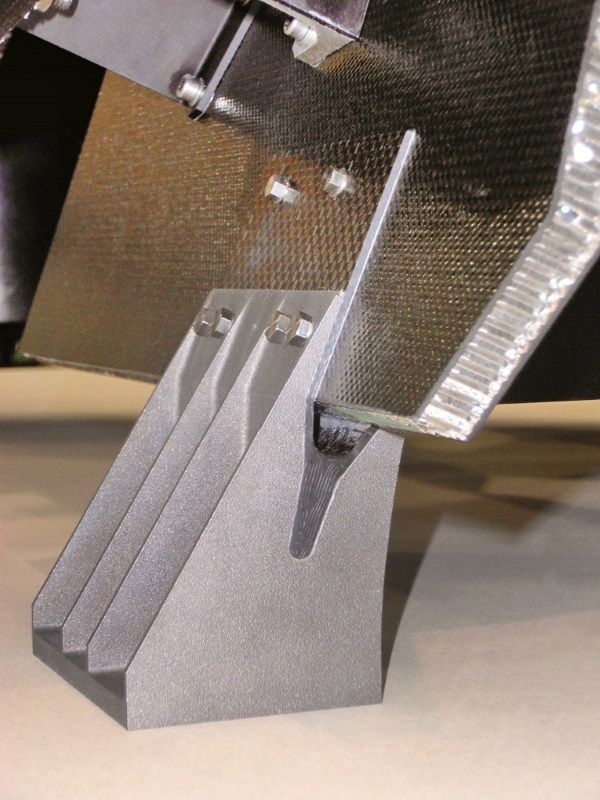 Their available materials, post processing and powder management requirements are analogous to SLM, and machines also cost in the 1M dollar range.
Their available materials, post processing and powder management requirements are analogous to SLM, and machines also cost in the 1M dollar range.
Wire DED
Also known as: Electron Beam Additive Manufacturing, or EBAM
Wire DED machines use a laser to melt feedstock in a very similar manner to their powder DED relatives -- however, their feedstock is metal wire instead of blown powder. It’s a niche technology used with larger build volumes (as large as 5m x 1m x 1m) and faster print times at the expense of precision and quality. As a result, Wire DED parts are designed to be significantly larger and less precise than powder bed machines. These machines cost several million dollars per unit and are extremely uncommon in the space.
Binder Jetting
Binder Jetting is a large scale, high fidelity method of metal 3D printing that may replace SLM as the premier loose powder based method of 3D printing. The field has exploded from a single manufacturer to a variety of companies (including AM industry leaders) in the last two years. Due to its speed and scalability, it may be the technology that propels metal additive manufacturing capabilities into production volumes.
Due to its speed and scalability, it may be the technology that propels metal additive manufacturing capabilities into production volumes.
The technology behind metal binder jetting reflects what a conventional (2D) printer uses to quickly jet ink onto paper. First, a binder jetting machine evenly distributes metal powder over its print bed, forming an unbound layer. Then, a jetting head much like one in a 2D printer distributes binding polymer in the shape of the part cross section, loosely adhering the powder. The process repeats until the machine yields a finished build of completed parts.
A Digital Metal binder jetting machine, capable of producing fine detail.
Parts printed on Binder Jetting machines require a post processing step called “sintering” to become fully metallic. In this process, the printed part is heated in an oven to just below its melting temperature. The binding material burns away and the metal powder unites into a full metal part. This process can be done in batches, meaning that it doesn’t significantly affect throughput.
Vacuum furnaces are usually massive, industrial grade machines.
Binder Jetting holds two main advantages over Selective Laser Melting. First, machines CAN print much faster by using multiple heads to jet in several places simultaneously. Second, the machine can make tens or even hundreds of the same part in one build. These parts can be sintered in a large furnace to achieve a manageable batch production infrastructure. As a result Binder Jetting is significantly faster on a per part basis than any other type of metal printing. With this speed (and powder management requirements) comes massive costs -- currently, the only machines in this space cost well over a million dollars.
Bound Powder Extrusion
Also known as: Atomic Diffusion Additive Manufacturing, Bound Powder Deposition
Bound Powder Extrusion (BPE) is an exciting newcomer to the metal additive manufacturing space. Unlike almost every other major 3D printing process, BPE machines do not use loose metal powder. Instead, the powder is bound together in waxy polymers in the same way that metal injection molding stock is created. The result is a material that’s much safer and easier to use than loose powder: bound powder extrusion material can be handled by hand and does not require the safety measures that loose powder machines do. BPE filament is extruded out of a nozzle in a manner very similar to standard FFF 3D printing, yielding a “green” part that contains metal powder evenly distributed in waxy polymer. After printing, BPE has two post processing steps: first, the polymer is mostly dissolved in a “wash” machine; second the washed part is sintered in an oven (similar to binder jetting). During the sintering process, the part shrinks to account for the space opened up by the dissolved binder, yielding a fully metallic part.
Instead, the powder is bound together in waxy polymers in the same way that metal injection molding stock is created. The result is a material that’s much safer and easier to use than loose powder: bound powder extrusion material can be handled by hand and does not require the safety measures that loose powder machines do. BPE filament is extruded out of a nozzle in a manner very similar to standard FFF 3D printing, yielding a “green” part that contains metal powder evenly distributed in waxy polymer. After printing, BPE has two post processing steps: first, the polymer is mostly dissolved in a “wash” machine; second the washed part is sintered in an oven (similar to binder jetting). During the sintering process, the part shrinks to account for the space opened up by the dissolved binder, yielding a fully metallic part.
The Metal X printing system contains a metal 3D printer, part washing station, and sintering furnace.
As a filament based printing process, the part constraints of BPE parts closely mirror those of conventional FFF plastic printing: it works well for almost all part geometries, and can print with open cell infill. Parts printed on BPE systems still often require post-processing -- heat treatment for parts that need advanced properties (though this is required for every metal), and post machining/polishing for enhanced surface finishes -- but there’s no powder management and reduced facility requirements. BPE machines leverage a simpler process to be much more affordable than all other major types of metal 3D printing, with machines costing between $120,000 and $200,000. The Markforged Metal X uses this process -- to learn more about this process, check out this article on the Metal X process.
Parts printed on BPE systems still often require post-processing -- heat treatment for parts that need advanced properties (though this is required for every metal), and post machining/polishing for enhanced surface finishes -- but there’s no powder management and reduced facility requirements. BPE machines leverage a simpler process to be much more affordable than all other major types of metal 3D printing, with machines costing between $120,000 and $200,000. The Markforged Metal X uses this process -- to learn more about this process, check out this article on the Metal X process.
Copper 3D Printing - Complete Guide
Copper is one of the newest and most promising areas of metal 3D printing for everything from electric motors to heat sinks.
Previously, copper 3D printing was a challenge due to the metal's reflectivity and high thermal conductivity, but advances in printers and materials have largely resolved these early problems. Today, 3D printed copper propulsion systems send rockets into space, 3D printed copper heatsinks cool processors, and 3D printed copper coils boost the performance of electric motors.
Today, 3D printed copper propulsion systems send rockets into space, 3D printed copper heatsinks cool processors, and 3D printed copper coils boost the performance of electric motors.
3D printed copper parts (Source: Trumpf)
Why 3D print copper?
Copper has always been a very useful metal due to its ability to conduct heat and electricity, resist corrosion and even kill bacteria and viruses. Demand for complex copper parts is on the rise as 3D printing opens up even more uses and possibilities for this metal.
3D printing (also known as additive manufacturing) enables the creation of exceptionally complex shapes, fine details, internal structures and lattice inserts that are not possible with any other form of metal fabrication. These capabilities reduce weight, increase efficiency, and reduce fabrication and assembly times, as multi-component assemblies can be 3D printed as a single unit.
Additive Metallurgy
3D printing also makes it possible to produce this relatively expensive metal more efficiently, reducing waste because only the amount of material needed is used to make each part. For companies interested in copper 3D printing, reducing raw material costs is critical.
For companies interested in copper 3D printing, reducing raw material costs is critical.
If you already produce custom copper parts, 3D printing can significantly reduce your production costs while optimizing part performance.
Markforged 3D printed copper heatsink (Source: Markforged)
Although there aren't many 3D printers that can print copper, there is still a wide variety of printing technologies and prices.
FDM printers using copper-filled plastic filament can produce copper jewelry, decorative items, and other parts that are almost 100% copper. While for more advanced production, 3D printers using copper powder, rods or copper polymer slurry produce industrial parts with excellent mechanical and conductive properties, which can meet international standards such as IACS (International Annealed Copper Standard).
Let's look at what types of printers can work with copper today.
Trumpf's TruPrint 1000 Green Edition 3D printer
several equipment manufacturers have recently included copper in their material list. Since copper is highly reflective, laser processing of the powder has been a hurdle for manufacturers. However, this technology and materials have evolved to solve this problem.
Since copper is highly reflective, laser processing of the powder has been a hurdle for manufacturers. However, this technology and materials have evolved to solve this problem.
3D printer manufacturer Trumpf, for example, has developed an industrial green laser that can 3D print materials such as copper, copper alloys, and precious metals that are difficult to process with infrared waves.
Two powder layer technologies for metal 3D printing, DMLS (Direct Metal Laser Sintering) and EBM (Electron Beam Melting), work by depositing a thin layer of copper powder onto a platform inside the printer. The powder heats up while lasers or electron beams draw the first layer of the part. When the particles in the layer fuse, the platform is lowered slightly into the assembly chamber, and fresh powder is poured on top, and the process is repeated. Some of the copper powder left over from the process can be recycled for use in the next print.
Copper additive manufacturing powder from GNK Powder Metallurgy (Source: GNK)
Copper-bonded 3D inkjet printers
Copper powder bonded with a liquid binder and sintered in a furnace is a 3D printing technique known as binder inkjet printing that allows parts to be obtained without the use of an auxiliary material. Bond jetting is a no-heat process in which a bonding layer is sprayed between each layer of metal; the binder is then removed during the sintering process.
Bond jetting is a no-heat process in which a bonding layer is sprayed between each layer of metal; the binder is then removed during the sintering process.
Binder blasting is a popular additive manufacturing method for high volume metal parts.
Featured image of
Metal-on-Copper FDM Blasting Bet
Metal-on-Copper Printed Copper Parts The most economical approach to 3D printing copper parts is to use machines that extrude the filament. Metal filament for printing metal parts consists of a plastic base with metal particles evenly interspersed in it. Copper interspersed filament for copper parts is a unique type of composite filament that, when used correctly, produces strong, chemically resistant, and near-solid metal parts. Virtually any Fused Deposition Modeling (FDM) printer can print near-solid metal parts using copper-filled polymer filament. Currently, there is only one option on the market - from the manufacturer of threads The Virtual Foundry. Other types of copper thread contain enough real copper particles to be polished and given a metal-like weight, but are for decorative purposes. A company in Chile called Copper3D produces a copper-filled filament that produces parts that do not have metal parts, but parts that have the antibacterial and antimicrobial properties of copper. NASA is even testing the filament for use in "interplanetary microbial contamination," according to the company. In addition to the mainstream FDM printers, two other filament-extruding printers also offer copper, but they use their own proprietary materials. Desktop Metal uses a bonded metal filament, while Markforged uses a similar metal powder bonded into a plastic matrix. Cold spray and DED copper 3D printers WarpSpee3D cold spray 3D printer (Source: Spee3D) Although these two methods of metal 3D printing are not usually combined together, we are combining them here due to their general application for coating metal parts with another metal and for layering metal parts with metal powder. Directed Energy Deposition (DED) is a system developed by Optomec of New Mexico to create, improve and repair metal parts. Like SLS, in DED, high-power lasers build up 3D structures in layers, creating parts with high density and strength, ideal for mechanical applications. In 2019Optomec developed a new copper DED process to produce heat exchangers for use in the aerospace, chemical and other industries. Spee3D's WarpSpee3D process is unique in its use of supersonic 3D deposition to produce parts from a range of metal powder materials, including copper and aluminum. Cold spray is an additive manufacturing technique in which metal powder is injected into a supersonic pressurized gas stream. Instead of melting the metal, cold spraying holds it together in a process called plastic deformation. Companies such as Spee3D are using cold spray technology to apply an antimicrobial copper coating to doors, handrails and touch panels intended for use in hospitals, schools and other public places. Cold spray is also the fastest metal 3D printing method. Spee3D printed a 17.9kg (17.9kg) pure copper aerospace rocket nozzle lining (pictured below) on WarpSpee3D in about three hours at a cost of just $716, according to the company. Parts like this are usually made from solid forged copper, which takes weeks and costs tens of thousands of dollars. One of the disadvantages of DED and cold spray is that they are limited in the production of complex geometries. Rocket nozzle copper plating, engineer spark-free copper hammer and copper cable clamp, 3D printed by Spee3D (Source: Spee3D) Photopolymerization Holo) Metal DLP 3D printing is similar to resin 3D printing in that it uses UV light projected onto a photosensitive slurry to cure layer by layer. California startup Holo recently completed a facility where it plans to 3D print pure copper parts on its proprietary 3D printers that are not for sale. Holo will specialize in 3D printed copper cooling solutions for high performance computers, electric vehicles, RF antennas and heat exchangers. Admatec, a Dutch manufacturer of 3D printers, offers printers that also use copper slurry to produce highly detailed copper parts. Copper slurry material for 3D printing (Source: Admatec) Share article:  The company claims that its copper filament is suitable for printing on any filament 3D printer with a hardened nozzle and a hot end that can reach temperatures of up to 225ºC. However, the parts do not become metal immediately after printing and require additional post-printing steps to melt the resin binder and leave only the metal.
The company claims that its copper filament is suitable for printing on any filament 3D printer with a hardened nozzle and a hot end that can reach temperatures of up to 225ºC. However, the parts do not become metal immediately after printing and require additional post-printing steps to melt the resin binder and leave only the metal. 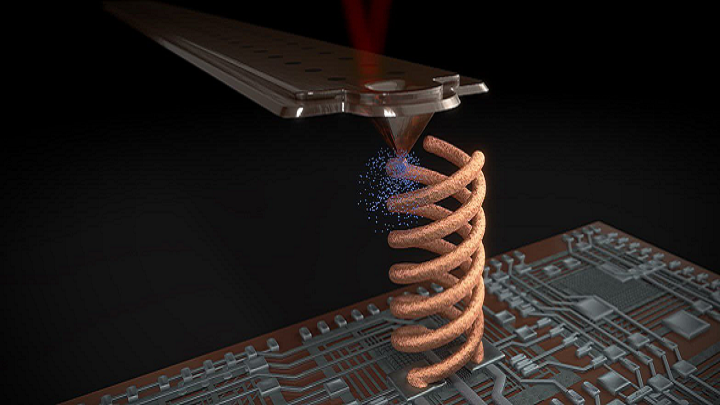 The printers from these manufacturers produce all-metal parts designed for industrial use, such as machine tools, induction coils, heat sinks, and functional prototypes.
The printers from these manufacturers produce all-metal parts designed for industrial use, such as machine tools, induction coils, heat sinks, and functional prototypes. 
 Instead of resin, metal DLP printers use a liquid polymer filled with metal powder and a small amount of binder. After the parts are printed, they have to go through several more stages before they become the final metal parts. Metallic DLP printing is valued for fine detail.
Instead of resin, metal DLP printers use a liquid polymer filled with metal powder and a small amount of binder. After the parts are printed, they have to go through several more stages before they become the final metal parts. Metallic DLP printing is valued for fine detail.
| ADMATEC is proud to introduce the world's first 3D printing process monitoring system for ceramics and metals. The Surveillance System improves control of the modular metal and ceramic 3D printer through layer tracking, foil movement, and time-lapse video recording of the print. The patented Admaflex raw material feed system has enabled the successful development and rapid implementation of a process monitoring system, because with Admaflex film you can see exactly what is happening during the printing process and record it layer by layer. For example, if 180 products are printed on the build platform and only one failure is detected, the monitoring system will detect this and continue with the remaining 179parts for a successful completion. We remind you that under a more traditional approach, such as VAT, this would mean that the entire series goes into marriage. "Our customers can now track every step of the print process with additional log files that provide proof of the print process, especially for the biomedical and aerospace industries." - Jako Saurwalt, COO Admatec. To date, since the commercial launch of the Admaflex 130 in 2016, a large number of 3D printers have been installed and launched around the world. This has provided very valuable customer feedback, which constantly pushes Admatec to further develop. One of the results of this development was the launch of this observation-based process monitoring system. | Jako Saurvalt, COO of Admatec, states: “We are constantly working to improve not only new hardware and materials, but also functionality and performance. Through software updates that aim to improve the machines of our existing customer base, we are simultaneously improving the efficiency of the technology as a whole.” “We are witnessing a gradual change in ceramic 3D printing, from being used primarily as a research and development tool, to the actual production method, especially for investment casting and aesthetic applications,” says Nadia Yaakubi, business developer at Admatec. That's why Admatec are becoming more and more famous - thanks to their "custom approach". Customers can select the desired parameters by selecting the 3D printer that best suits the function for the task at hand, whether it is for R&D or manufacturing. From customizable build platform size up to 160(x) x 100(y) x 400(z)mm and projector pixel size to determine the desired print quality, up to speeds up to 300 layers per hour, providing the complement to print metals on the same 3D printer. The control system will be added to these options for the current Admaflex 130, but the new generation of printers will have this feature de facto, as the benefits are clear. 3D printing with ceramics and metals using Admaflex technology will continue to revolutionize the design and simplification of the production of complex and expensive parts that require high detail and the use of high-performance materials. With huge potential to reduce costs and increase flexibility to increase production. |
 The launch of this new feature offers complete documentation and traceability of the manufacturing process. The complex has been specially designed for demanding industries that require high performance and full traceability of the production process, such as the aerospace sector, the biomedical industry and the aesthetic sector.
The launch of this new feature offers complete documentation and traceability of the manufacturing process. The complex has been specially designed for demanding industries that require high performance and full traceability of the production process, such as the aerospace sector, the biomedical industry and the aesthetic sector.