3D printing resin suppliers
PhotoCentric 3D | MatterHackers
Technical Specifications
- UV Laser resin formulated specifically for 405 nm.
- UV DLP resin formulated for both 385 nm and 405 nm.
- Both UV resins cure quickly and give amazing, detailed results.
PhotoCentric 3D
PhotoCentric 3D UV DLP Resin
Created to work with a wide range of DLP SLA printers.
PhotoCentric 3D UV Laser Resins
Formulated to work in a large number of third-party SLA printers.
PhotoCentric 3D UV LCD Resins
Formulated to work with a wide range of UV backlit DUP 3D printers
PhotoCentric 3D Resin Cleaner
Quick and highly effective post processing solution
Guides & Articles
How to Succeed with Quantum Dichromatic PLA Filament
Follow this guide for tips and tricks on how to get the best results when 3D printing with Quantum Dichromatic PLA filament.
How To Succeed with LayerLock SLA Build Surfaces
Successfully achieve strong bed adhesion for Laser, DLP, and SLA resin prints using LayerLock SLA Resin 3D Printing Build Surfaces.
How To Build A Successful Makerspace
Find out the necessary components to create an effective space for your maker community.
How to Succeed When 3D Printing with Polypropylene
Successfully produce 3D printed parts out of polypropylene filament with these tips on achieving stronger bed adhesion and minimizing shrinkage.
Tech Breakdown and How to Succeed: Ionic Hybrid Support Material
Supporting engineering-grade filament has been difficult without a support material dedicated to higher temperature 3D printing. Ionic aims to solve that.
How To Succeed with OBC 3D Printing Filament
From Dow Chemical, OBC combines flexible and rigid into one unique material with properties of both.
How To Succeed with LayerLock Garolite Build Surfaces
Successfully achieve strong bed adhesion for NylonX, NylonG, and standard filaments using LayerLock Garolite Build Surfaces.
How to Succeed with LayerLock Powder Coated PEI Build Plates
Powder coated PEI steel sheets are a great alternative build surface for strong bed adhesion. Here's how you can succeed using this durable build plate.
How To Succeed When 3D Printing With Nylon
Learn how to 3D print Nylon like a pro. Nylon is a stronger and more durable alternative to PLA or ABS and easy to 3D print with using these Tips and Tricks.
How To Succeed When 3D Printing With ASA Filament
Follow this step-by-step guide to learn how to print with ASA, the perfect material for any outdoor projects.
PRO Series Resin | MatterHackers
What is resin 3D Printing?Resin 3D printing, or SLA 3D Printing, is the process by which liquid resins are cured or hardened layer-by-layer using a laser (laser SLA), LCD screen (MSLA), or digital light projector (DLP).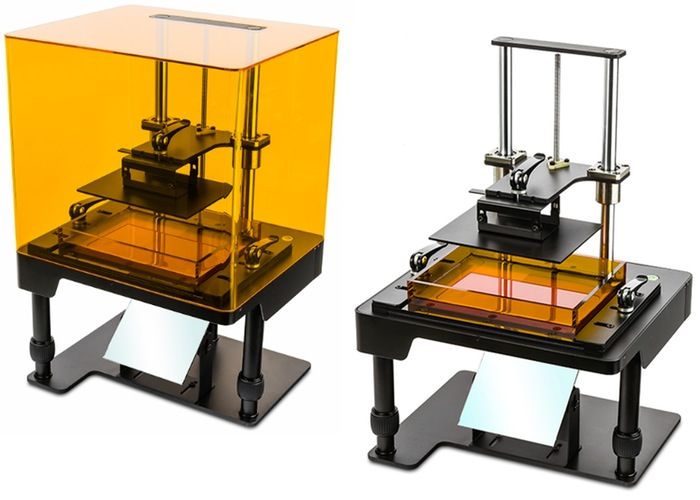
Resin 3D printers are capable of incredibly detailed 3D prints at a high resolution without the easily visible layer lines typically associated with FDM 3D printing. Once an SLA printed part is complete, it must be post-processed in UV light.
The high resolution of resin 3D printed parts makes resin a popular option for printing small, finely detailed models such as dental models, medical models, jewelry, tooling prototypes, and even miniatures.
What is PRO Series Resin?
Where other 3D printing resins are made for a general purpose, PRO Series Resin has various unique formulations tailor-made for specific performance.
- PRO Series Model Resin was designed to have consistent colors from pouch to pouch for the express goal of being color mixable! Combine 1 part red to 1 part blue and achieve the same shade of color every time. Experiment and find the color mixture to perfectly match your brand's unique hue.
- PRO Series Dental Resin was made for the dental industry, where you need many iterations to be printed fast while remaining accurate.
 This resin keeps its color throughout the 3D printing process and performs exceptionally well at the lower layer heights necessary for dental 3D printing.
This resin keeps its color throughout the 3D printing process and performs exceptionally well at the lower layer heights necessary for dental 3D printing. - PRO Series High Precision Resin can be stored and used for years at a time when properly handled, an essential factor for professional users. Most importantly, finished parts exhibit extremely low shrinkage so you know that the part you design is the part that you will have once you've gone through post-processing.
What kind of resins are used for 3D Printing?
There are many different resin materials that provide high-quality and highly detailed, smooth results when compared to FDM 3D printers and filament. Explore a wide variety of properties between differing resins such as:
- High-Temperature 3D Printer Resins - High-temperature resins for stronger, bolder 3D printed parts
- Flexible 3D Printer Resins - Flexible Resins that can bend but also maintain their shape
- Casting 3D Printer Resins - Rapid prototype castable products using lost wax and metal casting.

- PRO Series Epoxy-Free Resins - MatterHackers PRO Series Resin combines the industry-leading features of epoxy-free and incredibly stable 3D Printer Photopolymer Resin with application-specific formulas like Model, High Precision, Dental, and more.
Is 3D Printer resin expensive?
No, 3D printer resin is not expensive. You can find 3D Printer resin for as low as $18.98 per 500g bag, like our MH Build Series Resin which is great for everyday 3D printing. For use-case specific formulations, PRO Series Resin can get a bit pricier but is well worth the expanded capabilities within your 3D printing toolbox.
What considerations should I be aware of with resin 3D Printing?
Unlike the plastics used in FFF 3D printing, the resins used in resin 3D printing are not inert and are actually a skin-irritant in their uncured form that require some precautions in order to use safely. Most importantly, be sure to wear nitrile gloves anytime you intend to handle liquid resins.
To learn more about best practices for safe resin printing, read our how-to guide: Safely Handle, Use, and Dispose Resins for SLA 3D Printers
How safe are 3D printing resins?
Material extrusion by molten filament layering modeling (FDM) is the most popular method of 3D printing with resins, but resins are becoming more and more important for consumers. Resin technologies such as stereolithography (SLA) were previously only used in dental laboratories, engineering departments and manufacturing plants due to the high cost of the equipment. Now that machines have become more affordable, more and more ordinary users are using SLA technology, which calls into question their safety.
Unlike FDM devices, resin printers use photosensitive liquids to print, curing materials with ultraviolet light. Liquid polymers pose a greater potential health risk than raw materials in fiber form. The toxicity of the resource may put off some users, but printing with resin can be safe if the right algorithm is followed.
What are the potential risks of resins
The word "toxicity" is a warning, but according to the definitions developed by occupational safety and health professionals, any substance that, under certain conditions, can cause harm to health or disease, is "toxic". According to this formulation, many substances around us are potentially dangerous, including perfumes and mattress filling. But are there any particular risks when using liquid resins for 3D printing?
The main concern with photopolymer resins is that they can cause skin irritation on contact. In some cases, contact of the substance with unprotected skin results in burns and blisters, which may require medical attention. If the materials come into contact with the eyes, they will cause irreparable damage.
Many resins are sensitizers, which means that prolonged exposure sometimes causes a mild allergic reaction. The chemicals that make up most resins are irritants that provoke the appearance of dermatitis - inflammation of the skin due to rejection of foreign elements. The skin quickly absorbs such chemicals, so prolonged contact with the composition or exposure to a large dose can lead to more serious consequences.
The skin quickly absorbs such chemicals, so prolonged contact with the composition or exposure to a large dose can lead to more serious consequences.
Another problem with resin 3D printing is air pollution. The material releases fumes, potentially reducing indoor air quality (IQA). Poor IQA scores can lead to headaches, fatigue, or more serious reactions such as breathing problems. These effects are due to volatile organic compounds (VOCs) and other small particles that cause an inflammatory response in the airways, leading to swelling or tenderness.
Long-term effects from working with liquid polymer are rare but significant:
• If the vapors are inhaled for a long time, chronic diseases of the respiratory system may appear.
• Some of the VOCs emitted by resins are suspected to be carcinogens, so they are likely to cause cancer after prolonged exposure.
• Constant physical contact can lead to severe allergies.
Standards and manufacturer's instructions
On the other hand, most resins on the market do not pose a significant hazard. Companies that produce such materials must comply with government standards and additional recommendations ISO 9001. Regulations ensure that chemicals produced by businesses are minimally harmful. However, some hazardous elements, such as asphalt fumes and synthetic mineral fibers used in fiberglass, are still widely used and over half a million workers are exposed to them.
Companies that produce such materials must comply with government standards and additional recommendations ISO 9001. Regulations ensure that chemicals produced by businesses are minimally harmful. However, some hazardous elements, such as asphalt fumes and synthetic mineral fibers used in fiberglass, are still widely used and over half a million workers are exposed to them.
Manufacturers usually provide Material Safety Data Sheets (MSDS) that list any potential health concerns. For example, corneal burns from overexposure to the eyes, or nausea and vomiting if swallowed. All these documents are provided in order to provide users with maximum safety when using consumables.
Some compounds may be more dangerous than others for certain people. If a person does not know if they are allergic to any materials, they should act as if they are and handle the product with care.
Safety Steps
Several government agencies have conducted research on the safety of epoxy 3D printing. They all showed that long-term emissions from printing are mostly negligible, although risks exist if proper precautions are not taken. Since studies have found traces of hazardous substances when working with resin formulations, safety regulations must be observed.
They all showed that long-term emissions from printing are mostly negligible, although risks exist if proper precautions are not taken. Since studies have found traces of hazardous substances when working with resin formulations, safety regulations must be observed.
3D printing resins are not as scary as they seem, but they still need to be handled with care. First of all, direct contact of the mass liquid with any part of the body must be avoided. Safety goggles and nitrile or latex gloves should always be worn to prevent toxins from getting into the eyes or onto the skin.
Also make sure that the workplace is well ventilated. Ventilation is critical for any 3D printer, but especially for resin printing equipment. It is best to work under an exhaust hood, but if this is not possible, it is advisable to print near an open window with a fan.
Read the safety data sheet from the manufacturer before opening the photopolymer container. If there are any special instructions regarding the use of the material, then they are reflected in the document.
Finally, residues or waste must not be dumped into the sewer, as this can be harmful to the environment. Either dispose of it in the manner recommended by the manufacturer, or dry with UV light until the mass hardens.
Resin printing is safe when proper precautions are taken
When the user knows what risks resin compositions present, he will be safe from trouble. Although 3D printing consumables are toxic, but if the safety procedures are strictly followed, then working with these materials becomes not dangerous. With the right precautions, there is no reason to avoid 3D printing with resin.
Source
Tags:
Material extrusion, molten filament deposition modeling (FDM) technique, resin 3D printing, resins, SLA technology, 3D printing resin safety, MSDS )
Photopolymer 3D printer
3D printers can be sorted not only by the printing technologies used, but also by the consumables used. In this section, we will look at devices that use photopolymer resins to build models.
In this section, we will look at devices that use photopolymer resins to build models.
- 1 Consumables
- 2 Laser stereolithography (SLA)
- 3 Projector stereolithography (DLP)
- 4 Multi-jet (MJM and PolyJet)
- 5 3D pens
- 6 Additional illumination
Consumables
Photopolymer resins are liquid polymers that harden when exposed to light. As a rule, such materials are sensitive to the ultraviolet range, which determines the design of photopolymer printers. One of the common design elements is a transparent colored cap or housing made of a material that filters ultraviolet radiation. This is done both to protect the user's eyes and to protect the supplies inside the printer from exposure to sunlight and background lighting.
Photopolymer resin loaded into Form 1 3D printer
The physical properties of resins after polymerization vary widely. Both rigid and flexible options are available, transparent and matte. A wide selection of colors is also available. Resin consistency and exposure times also vary, so a range of compatible media should be considered when choosing a printer.
Both rigid and flexible options are available, transparent and matte. A wide selection of colors is also available. Resin consistency and exposure times also vary, so a range of compatible media should be considered when choosing a printer.
The last aspect to consider when choosing a material is its toxicity. There are both quite toxic options and biologically safe ones.
The cost of consumables can be considered the Achilles' heel of photopolymer printing. The plants themselves are already reaching quite acceptable price levels, but it is still quite difficult to find inexpensive photopolymer resins. It is hoped that the proliferation of inexpensive photopolymer printers will lead to an increase in the production of consumables and lower prices.
Laser Stereolithography (SLA)
SLA Model
The firstborn of photopolymer printing and modern 3D printing in general. The technology was developed in 1984 by Charles Hall, who later founded 3D Systems.
SLA printers use laser emitters to cure the photopolymer supply.
A typical SLA printer consists of a consumable tray sitting under a build platform driven vertically by a raise/lower mechanism.
Alternatively, the cuvette itself can be driven - what matters is the relative movement of the platform and the container. Above the cuvette is a laser emitter and a mirror system for deflecting the laser beam.
During printing, the platform is immersed in the consumable for the thickness of one layer of the digital model.
Since photopolymer resins can be quite thick, a leveling mechanism is often used to speed up the process.
SLA printer operation diagram
After alignment, the process of material illumination begins. Illumination is produced by laser irradiation. Most photopolymer resins are designed to cure (polymerize) when exposed to ultraviolet light, which determines the choice of laser frequency. The movement of the beam along the X and Y axes is determined by the operation of the deflecting mirrors.
The movement of the beam along the X and Y axes is determined by the operation of the deflecting mirrors.
After the drawing of the layer is completed, the platform is immersed in the material for the thickness of one more layer, and the process is repeated with the drawing of the next layer of the digital model.
Model building animation
SLA printing takes quite a long time, and printers using this method tend to have relatively small build areas.
This is mainly due to the high cost of laser emitters: printing large objects with a single laser will take too much time, and installing additional emitters and mirrors will complicate the design, increase the dimensions of the installation and raise the price to an unacceptable level for most users.
Despite the success of this technology, projected stereolithography is considered to be a more promising, albeit very similar, method.
Projector Stereolithography (DLP)
Formlabs Form 1 Desktop DLP Printer
A close relative of laser stereolithography, this method uses digital LED projectors instead of laser machines with mirror deflection systems. The method became popular due to the development of technology for the production of low-cost high-resolution digital projectors by Texas Instruments.
The method became popular due to the development of technology for the production of low-cost high-resolution digital projectors by Texas Instruments.
Layers are illuminated using a digital projector that highlights the patterns of the entire layer, which distinguishes this method from SLA, where the "picture" emerges progressively using an ultraviolet laser.
A similar approach has previously been used on SGC-type units, but this technology used physical photomasks, making the process costly, time consuming, slow and noisy.
FTI continues to exist, a development of SGC that is virtually indistinguishable from DLP printing, as it also uses digital LED projectors.
DLP printer design
Simultaneous illumination of an entire layer using projectors allows you to significantly speed up the printing process, even compared to SLA printers that have a high scanning speed (ie beam movement).
In addition, these printers are less sensitive to rough physical impact due to the absence of delicate mirror systems.
The absence of mechanical mirror systems improves accuracy. Finally, the cost of projectors sets them apart from laser systems.
Projection size can be quite significant, reaching the average of popular FDM printers.
An interesting feature of DLP printers is the ability to "reverse" or "reverse" printing.
In this case, the projector is installed under a transparent (material choice for transparency in relation to ultraviolet light) cuvette, and the platform does not sink into the material, but gradually rises, pulling out the layers of exposed polymer.
This approach eliminates the alignment mechanism and achieves even higher Z resolution than SLA printers.
In addition, the size of models in height is not limited by the depth of the cuvette, which favorably affects the dimensions of the printer and the possibility of increasing the build area.
Multi-jet printing (MJM and PolyJet)
3D Systems ProJet 3500HDMax MJM printer
MJM and PolyJet technologies are practically indistinguishable from each other. The name difference comes from the respective patents: Multi Jet Modeling is owned by 3D Systems, while PolyJet is owned by rival Stratasys.
The name difference comes from the respective patents: Multi Jet Modeling is owned by 3D Systems, while PolyJet is owned by rival Stratasys.
The very principle of multi-jet polymer printing was developed by the Israeli company Objet, which eventually became a division of Stratasys.
Multi-jet printing technology combines features of 3D inkjet printing (3DP) and projection stereolithography (DLP).
How the MJM PolyJet printer works
Models are built by spraying photopolymer using linear arrays consisting of multiple nozzles.
The applied layer is immediately exposed to ultraviolet lamps - as a rule, two processes occur simultaneously.
By the time the array reaches the end of the build chamber, the previously deposited material is hard enough to print a new layer.
Composite models created on the ProJet 3500 DP dental printer
This approach allows for a very high printing speed, but is characterized by a high design complexity, which negatively affects the cost of such installations and limits their distribution to professional use.
One of the advantages of MJM and PolyJet technologies is the ability to create composite structures from photopolymer resins with different physical characteristics.
It is thus possible to create models with easily removable supports, use several colors and use flexible and rigid materials in parallel within one model.
3D Pens
CreoPop 3D Resin 3D Pen
Recently, there has been a craze for hand-held printing devices called 3D pens. At the moment, there are three main options for such devices: drip-jet pens (DOD), called BioPen and used in the development of new methods for treating damaged tissues, FDM 3D pens, which are manual extruders (essentially similar to the usual hot glue guns, but using thermoplastics) and developments in 3D-drawing with photopolymer resins.
CreoPop 3D pen was the first "handheld resin printer". The design of this device is quite simple, because the most complex function, positioning, is performed by the user himself. The pen only extrudes resin through the tip surrounded by LED emitters.
The pen only extrudes resin through the tip surrounded by LED emitters.
CreoPop 3D pen in action
This way the resin hardens immediately after application, allowing you to literally draw on air.
The advantage of such handles over FDM-analogues is the low operating temperature - there are no heating elements in the device. As a result, with such pens you can even draw on the skin.
In addition, a wide range of photopolymer resins with different physical properties can be used with such devices, which greatly expands the range of possible applications. At a minimum, this is a relatively inexpensive, but entertaining toy.
The only drawback is the relatively high cost of consumables, but such devices are unlikely to require large volumes of photopolymer resin for domestic use.
Additional illumination
Final illumination of photopolymer models in a self-made camera
Full curing of models can take quite a long time, so models in SLA and DLP-printing are only partially polymerized, sufficient to maintain the physical shape of the part.