3D printing prototyping service
Metal 3D Printing Service for Custom Parts
Back
-
Materials
Materials by Service
Injection MoldingCNC Machining3D PrintingSheet Metal
Materials by Type
PlasticsMetalsElastomers
Related Links
Customer Supplied ResinsColors
Injection Molding Material Alternatives Guide
Struggling with thermoplastic material shortages? We created a detailed guide to resin substitutes for ABS, PC, PP, and other commonly molded thermoplastics.
Download
-
Resources
Design Tips Guides and Trend Reports Success Stories Design Aids Webinars & Trade Shows
Blog Videos FAQs Educators & Students Glossary
Industries Medical Aerospace Automotive Consumer Electronics Industrial Equipment
-
About Us
Who We Are Why Protolabs? Research and Development Cool Idea Award Partnerships Sustainability & Social Impact
Careers Investors Locations Press Procurement
Contact Us
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
United StatesP: 877.479.3680
F: 763.479.2679
E: [email protected]Best-in-Class Online Quoting
After uploading your part design, you'll receive an online quote that includes manufacturing analysis to help improve part manufacturability. Within your quote, you can also adjust quantity and material and see price changes in real-time.
Learn More
Get a QuoteSign In
Get quality metal 3D-printed prototypes and production parts. Request an online quote today.
GET METAL PARTS
Certifications
ISO 9001:2015 | AS9100D | ITAR Registered
Jump to Section→ Capabilities
→ Available Alloys
→ Compare Material Properties
→ Surface Finishes
→ Post-Processing
→ Why Metal 3D Printing?
Direct metal laser sintering (DMLS) is an industrial metal 3D printing process that builds fully functional metal prototypes and production parts in 7 days or less.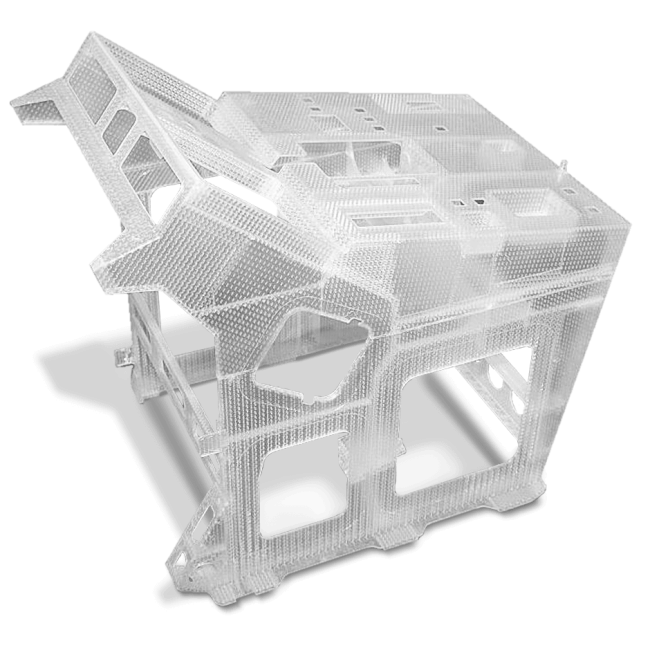 A range of metals produce final parts that can be used for end-use applications.
A range of metals produce final parts that can be used for end-use applications.
Metal 3D printing technology is commonly used for:
- Prototyping in production-grade materials
- Complex geometries
- Functional, end-use parts
- Reducing metal components in an assembly
We hope you find this guide helpful. If the file did not download, you can find it here.
Jump start your metal 3D printing with this guide that covers material selection, design, post-processing, and quality inspections.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d'IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People's Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People's Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussian FederationRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela, Bolivarian Republic ofViet NamVirgin Islands, BritishVirgin Islands, U.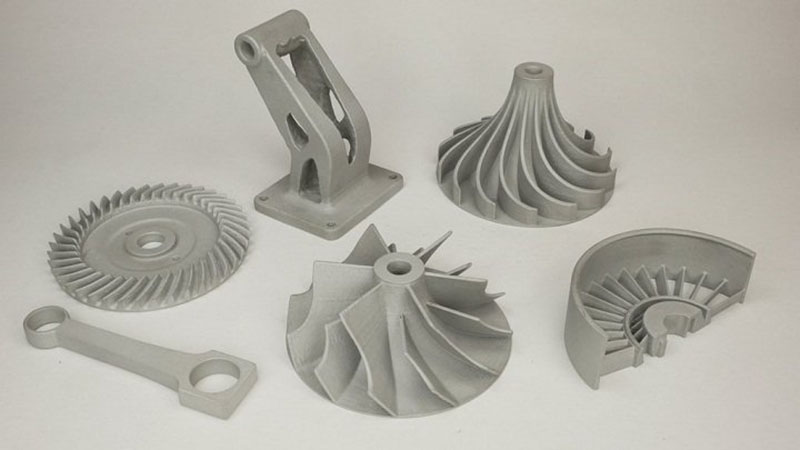 S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
I agree to receive email messages containing service updates and Design Tips from Protolabs and its affiliates
Metal 3D Printing Capabilities
Our basic guidelines for metal 3D printing include important design considerations to help improve part manufacturability, enhance cosmetic appearance, and reduce overall production time.
Metal 3D Printing Tolerances
For well-designed parts, tolerances of +0.003 in. (0.076mm) plus 0.1% of nominal length can typically be achieved. Note that tolerances may change depending on part geometry.
Max Dimensions
Layer Thickness
Minimum Feature Size
Tolerances
*At this time, Inconel 718 and Aluminum are the only materials available on our large format, X Line machine
Metal 3D Printing Material Options
Below is our available metal alloys for 3D printing. Various heat treatments are available depending on material.
Various heat treatments are available depending on material.
Stainless Steel (17-4 PH)
Stainless Steel 17-4 PH is a precipitation hardened stainless steel that is known for its hardness and corrosion resistance. If needing a stainless steel option, select 17-4 PH for its significantly higher tensile strength and yield strength, but recognize that it has far less elongation at break than 316L. Final parts built 17-4 PH receive vacuum solution heat treatment as well as H900 aging.
Primary Benefits
- Heat treated for full hardness and strength
- Corrosion resistance
LEARN MORE>
Stainless Steel (316L)
Stainless steel 316L is a workhorse material used for manufacturing acid and corrosion resistant parts. Select 316L when stainless steel flexibility is needed; 316L is a more malleable material compared to 17-4 PH. Final parts built in 316L receive stress relief application.
Primary Benefits
- Acid and corrosion resistance
- High ductility
LEARN MORE>
Aluminum (AlSi10Mg)
Aluminum (AlSi10Mg) is comparable to a 3000 series alloy that is used in casting and die casting processes. It has good strength -to-weight ratio, high temperature and corrosion resistance, and good fatigue, creep and rupture strength. AlSi10Mg also exhibits thermal and electrical conductivity properties. Final parts built in AlSi10Mg receive stress relief application.
It has good strength -to-weight ratio, high temperature and corrosion resistance, and good fatigue, creep and rupture strength. AlSi10Mg also exhibits thermal and electrical conductivity properties. Final parts built in AlSi10Mg receive stress relief application.
Primary Benefits
- High stiffness and strength relative to weight
- Thermal and electrical conductivity
LEARN MORE>
Inconel 718
Inconel is a high strength, corrosion resistant nickel chromium superalloy ideal for parts that will experience extreme temperatures and mechanical loading. Final parts built in Inconel 718 receive stress relief application. Solution and aging per AMS 5663 is also available to increase tensile strength and hardness.
Primary Benefits
- Oxidation and corrosion resistance
- High performance tensile, fatigue, creep, and rupture strength
LEARN MORE>
Cobalt Chrome (Co28Cr6Mo)
Cobalt Chrome (Co28Cr6Mo) is a superalloy is known for its high strength-to-weight ratio.
Primary Benefits
- High performance tensile and creep
- Corrosion resistance
LEARN MORE>
Titanium (Ti6Al4V)
Titanium (Ti6Al4V) is a workhorse alloy. Versus Ti grade 23 annealed, the mechanical properties of Ti6Al4V are comparable to wrought titanium for tensile strength, elongation, and hardness. Final parts built in Ti6Al4V receive vacuum stress relief application.
Primary Benefits
- High stiffness and strength relative to weight
- High temperature and corrosion resistance
LEARN MORE>
Compare Material Properties
20 μm = high resolution (HR)
30, 40, and 60 μm = normal resolution (NR)
- US
- Metric
| Materials | Resolution | Condition | Ultimate Tensile Strength (ksi) | Yield Stress (ksi) | Elongation (%) | Hardness |
|---|---|---|---|---|---|---|
| Stainless Steel (17-4 PH) | 20 μm | Solution & Aged (H900) | 199 | 178 | 10 | 42 HRC |
| 30 μm | Solution & Aged (H900) | 198 | 179 | 13 | 42 HRC | |
| Stainless Steel (316L) | 20 μm | Stress Relieved | 82 | 56 | 78 | 90 HRB |
| 30 μm | Stress Relieved | 85 | 55 | 75 | 88 HRB | |
| Aluminum (AlSi10Mg) | 20 μm | Stress Relieved | 39 | 26 | 15 | 42 HRB |
| 30 μm | Stress Relieved | 50 | 33 | 8 | 59 HRB | |
| 40 μm | Stress Relieved | 43 | 27 | 10 | 50 HRB | |
| Cobalt Chrome (Co28Cr6Mo) | 20 μm | As Built | 182 | 112 | 17 | 39 HRC |
| 30 μm | As Built | 176 | 119 | 14 | 38 HRC | |
| Inconel 718 | 20 μm | Stress Relieved | 143 | 98 | 36 | 33 HRC |
| 30 μm | Stress Relieved | 144 | 91 | 39 | 30 HRC | |
| 30 μm | Solution & Aged per AMS 5663 | 208 | 175 | 18 | 46 HRC | |
| 60 μm | Stress Relieved | 139 | 83 | 40 | 27 HRC | |
| 60 μm | Solution & Aged per AMS 5663 | 201 | 174 | 19 | 45 HRC | |
| Titanium (Ti6Al4V) | 20 μm | Stress Relieved | 153 | 138 | 15 | 35 HRC |
| 30 μm | Stress Relieved | 144 | 124 | 18 | 33 HRC |
| Materials | Resolution | Condition | Ultimate Tensile Strength (MPa) | Yield Stress (MPa) | Elongation (%) | Hardness |
|---|---|---|---|---|---|---|
| Stainless Steel (17-4 PH) | 20 μm | Solution & Aged (H900) | 1,372 | 1,227 | 10 | 42 HRC |
| 30 μm | Solution & Aged (H900) | 1,365 | 1,234 | 13 | 42 HRC | |
| Stainless Steel (316L) | 20 μm | Stress Relieved | 565 | 386 | 78 | 90 HRB |
| 30 μm | Stress Relieved | 586 | 379 | 75 | 88 HRB | |
| Aluminum (AlSi10Mg) | 20 μm | Stress Relieved | 268 | 180 | 15 | 46 HRB |
| 30 μm | Stress Relieved | 345 | 228 | 8 | 59 HRB | |
| 40 μm | Stress Relieved | 296 | 186 | 10 | 50 HRB | |
| Cobalt Chrome (Co28Cr6Mo) | 20 μm | As Built | 1255 | 772 | 17 | 39 HRC |
| 30 μm | As Built | 1213 | 820 | 14 | 38 HRC | |
| Copper (CuNi2SiCr) | 20 μm | Precipitation Hardened | 496 | 434 | 23 | 87 HRB |
| Inconel 718 | 20 μm | Stress Relieved | 986 | 676 | 36 | 33 HRC |
| 30 μm | Stress Relieved | 993 | 627 | 39 | 30 HRC | |
| 30 μm | Solution & Aged per AMS 5663 | 1434 | 1207 | 18 | 46 HRC | |
| 60 μm | Stress Relieved | 958 | 572 | 40 | 27 HRC | |
| 60 μm | Solution & Aged per AMS 5663 | 1386 | 1200 | 19 | 45 HRC | |
| Titanium (Ti6Al4V) | 20 μm | Stress Relieved | 1055 | 951 | 15 | 35 HRC |
| 30 μm | Stress Relieved | 993 | 855 | 18 | 33 HRC |
These figures are approximate and dependent on a number of factors, including but not limited to, machine and process parameters.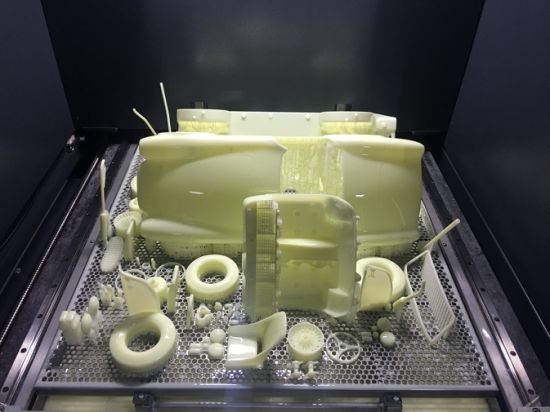 The information provided is therefore not binding and not deemed to be certified. When performance is critical, also consider independent lab testing of additive materials or final parts.
The information provided is therefore not binding and not deemed to be certified. When performance is critical, also consider independent lab testing of additive materials or final parts.
Surface Finish Options
Standard Finish
Expect roughness values of 200 to 400 µin Ra (0.005 to 0.010mm Ra), depending on material and resolution. Support structures are removed and layer lines are visible.
Custom Finish
We offer brushed surfaces in a range of grits and polished mirror finishes. Be sure to indicate if the custom surface finish is for functional or aesthetic purposes so we can best consult you on our custom options.
Post-Processing Capabilities for Metal 3D-Printed Parts
Improve strength, dimensional accuracy, and cosmetic appearance of final metal components with DMLS for production.
Surface Finishing
- 3- and 5-axis milling
- Turning
- Polish (Mirror or Brushed)
- Passivation
- Wire EDM
- Tapping and reaming
Heat Treatments
- Stress relief
- NADCAP heat treatment
- Hot isostatic pressing (HIP)
- Solution annealing
- Aging
Mechanical Testing
- Tensile
- Rockwell Hardness
Powder Analysis & Material
- Traceability
- Chemistry
- Particle size and distribution analysis
Why Use Metal 3D Printing?
See how metal additive manufacturing technology can be used to reduce components within an assembly, fabricate complex geometries, and ultimately save you time and costs.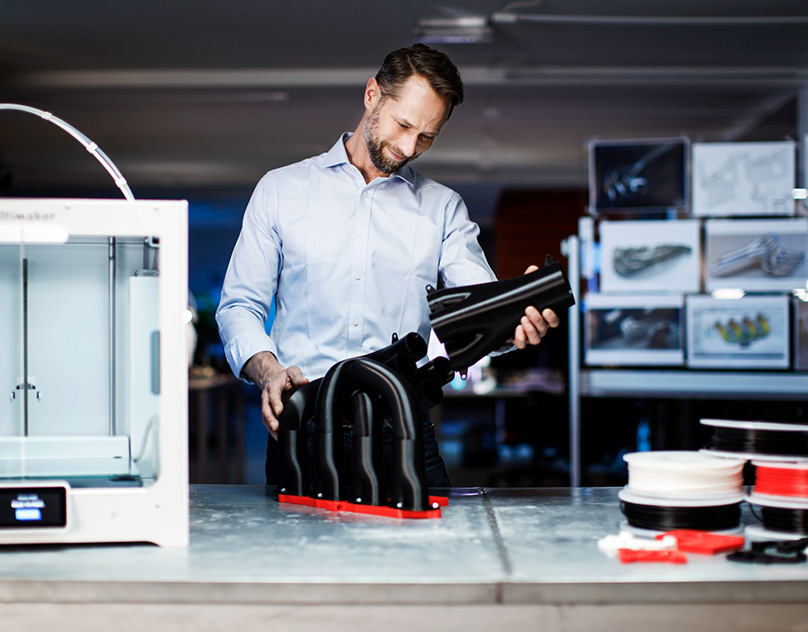
Click to enlarge
How Does Metal 3D Printing Work?
The DMLS machine begins sintering each layer—first the support structures to the base plate, then the part itself—with a laser aimed onto a bed of metallic powder. After a cross-section layer of powder is micro-welded, the build platform shifts down and a recoater blade moves across the platform to deposit the next layer of powder into an inert build chamber. The process is repeated layer by layer until the build is complete.
When the build finishes, an initial brushing is manually administered to parts to remove a majority of loose powder, followed by the appropriate heat-treat cycle while still fixtured in the support systems to relieve any stresses. Parts are removed from the platform and support structures are removed from the parts, then finished with any needed bead blasting and deburring. Final DMLS parts are near 100 percent dense.
Large Format Metal 3D Printing
We recently added the GE Additive X Line to our fleet of metal 3D printers to build large Inconel 718 and Aluminum (AlSi10Mg) parts. Have a project that might be a good fit? Contact us and we can discuss your requirements.
Have a project that might be a good fit? Contact us and we can discuss your requirements.
Learn More >
Metal 3D Printing for Production
Improve strength, dimensional accuracy, and cosmetic appearance for end-use metal components with post-processing options like CNC machining and heat treatments.
Learn More >
Resources
Design Tip
Post-Processing for Metal 3D Printing
Learn how to improve dimensional accuracy, surface roughness, and mechanical properties on metal parts with high-requirement applications.
Read Design Tip
White Paper
Combining Part Assemblies with Additive Manufacturing to Reduce Cost and Increase Performance
How to find the right opportunities to consolidate multi-part assemblies into single components with industrial 3D printing
Read White Paper
Blog
Inconel 718: A Workhorse Material for Additive Manufacturing
Inconel 718 is a go-to material for additive manufacturing of metal parts.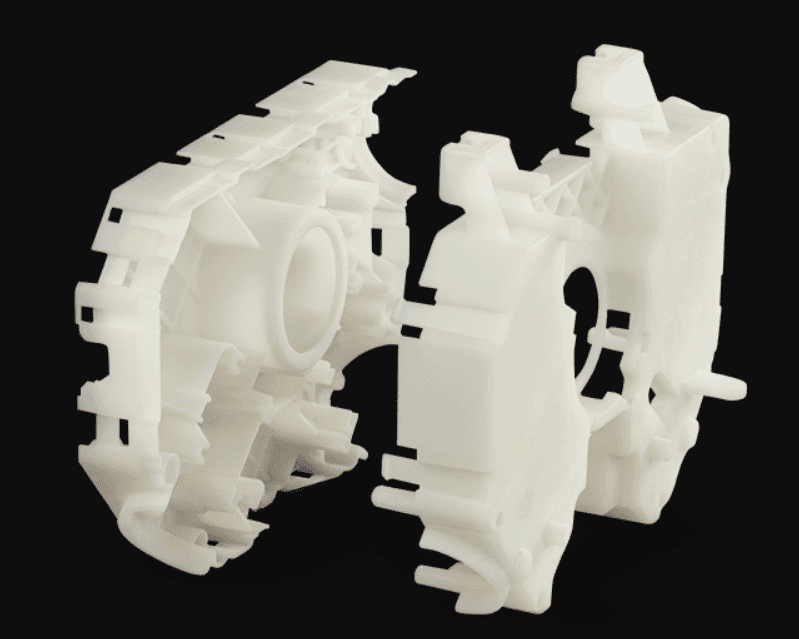
Read Blog
Blog
Large Format 3D Printing for Aluminum and Inconel Parts
When you’re printing really large parts in metal, it’s great to have a choice of materials. Aluminum and Inconel 718 both make a lot of sense, but which one is the best for your application?
Read Blog
Instant quotes on 3D-printed parts
Get A QuoteStereolithography (SLA) 3D Printing Service
Back
-
Materials
Materials by Service
Injection MoldingCNC Machining3D PrintingSheet Metal
Materials by Type
PlasticsMetalsElastomers
Related Links
Customer Supplied ResinsColors
Injection Molding Material Alternatives Guide
Struggling with thermoplastic material shortages? We created a detailed guide to resin substitutes for ABS, PC, PP, and other commonly molded thermoplastics.
Download
-
Resources
Design Tips Guides and Trend Reports Success Stories Design Aids Webinars & Trade Shows
Blog Videos FAQs Educators & Students Glossary
Industries Medical Aerospace Automotive Consumer Electronics Industrial Equipment
-
About Us
Who We Are Why Protolabs? Research and Development Cool Idea Award Partnerships Sustainability & Social Impact
Careers Investors Locations Press Procurement
Contact Us
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
United StatesP: 877.479.3680
F: 763.479.2679
E: [email protected]Best-in-Class Online Quoting
After uploading your part design, you'll receive an online quote that includes manufacturing analysis to help improve part manufacturability. Within your quote, you can also adjust quantity and material and see price changes in real-time.
Learn More
Get a QuoteSign In
SLA 3D printing service for rapid prototyping. Get an instant online quote.
GET SLA PARTS
Jump to Section→ Capabilities
→ SLA Materials
→ Compare SLA Material Properties
→ Surface Finishes
→ Post-Processing
→ Our SLA 3D Printers
→ Why SLA 3D Printing?
Stereolithography (SLA) is an industrial 3D printing process used to create concept models, cosmetic prototypes, and complex parts with intricate geometries in as fast as 1 day. A wide selection of materials, extremely high feature resolutions, and quality surface finishes are possible with SLA.
SLA 3D printing is primarily used for:
- parts requiring high accuracy and features as small as 0.002 in.
- good surface quality for cosmetic prototypes
- form and fit testing
If you have any issues getting your guide, click here to download.
3D Printing Surface Finish Guide
Get this quick reference guide to explore your surface finish options across our six 3D printing technologies.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d'IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People's Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People's Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussian FederationRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela, Bolivarian Republic ofViet NamVirgin Islands, BritishVirgin Islands, U. S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
I agree to receive email messages containing service updates and Design Tips from Protolabs and its affiliates
SLA Design Guidelines and Capabilities
Our basic guidelines for stereolithography include important design considerations to help improve part manufacturability, enhance cosmetic appearance, and reduce overall production time.
SLA Tolerances
For well-designed parts, tolerances in the X/Y dimension of ±0.002 in. (0.05mm) for first inch plus 0.1% of nominal length. (0.001mm/mm), and Z dimension tolerances of ±0.005 in. for first inch plus 0.1% of nominal length, can typically be achieved. Note that tolerances may change depending on part geometry.
Max Part Size
Layer Thickness
Minimum Feature Size
Minimum Wall Thickness
Minimum Hole Size
Tolerances
*Available for the following materials: ABS-Like White and Gray, ABS-Like Translucent/Clear, and PC-Like Translucent/Clear
SLA Material Options
ABS-Like White (Accura Xtreme White 200)
ABS-Like White (Accura Xtreme White 200) is a widely used general purpose SLA material. In terms of flexibility and strength, this material falls between molded polypropylene and molded ABS, which makes it a good choice for functional prototypes. Parts as large as 29 in. x 25 in. x 21 in. can be built with ABS-Like White so consider it a primary option if you require an extensive part size build envelope.
In terms of flexibility and strength, this material falls between molded polypropylene and molded ABS, which makes it a good choice for functional prototypes. Parts as large as 29 in. x 25 in. x 21 in. can be built with ABS-Like White so consider it a primary option if you require an extensive part size build envelope.
Primary Benefits
- Durable, general purpose resin
- Accommodates extra-large parts
ABS-Like Gray (Accura Xtreme Gray)
ABS-Like Gray (Accura Xtreme Gray) is a widely used general purpose SLA material. In terms of flexibility and strength, this material falls between molded polypropylene and molded ABS, which makes it a good choice for functional prototypes. ABS-Like Gray offers the highest HDT of the ABS-like SLA resins.
Primary Benefits
- Durable, general purpose resin
- Highest HDT of the ABS-like SLA resins
ABS-Like Black (Accura 7820)
ABS-Like Black (Accura 7820) is a widely used general purpose material. Its deep black color and glossy up-facing surfaces in a top profile offer the appearance of a molded part, while layer lines may be visible in a side profile. RenShape 7820 also has low moisture absorption (0.25% per ASTM D570) so that parts are more dimensionally stable. Compared to other SLA materials, it has midrange values for all mechanical properties.
Its deep black color and glossy up-facing surfaces in a top profile offer the appearance of a molded part, while layer lines may be visible in a side profile. RenShape 7820 also has low moisture absorption (0.25% per ASTM D570) so that parts are more dimensionally stable. Compared to other SLA materials, it has midrange values for all mechanical properties.
Primary Benefits
- Low moisture absorption
- Glossy cosmetic appearance
ABS-Like Translucent/Clear (WaterShed XC 11122)
ABS-Like Translucent/Clear (WaterShed XC 11122) offers a unique combination of low moisture absorption (0.35% 0.25% per ASTM D570) and near-colorless transparency. Secondary operations are required to achieve functional part clarity, and the part will also retain a very light blue hue afterward. While good for general-purpose applications, WaterShed is the best choice for flow-visualization models, light pipes, and lenses.
Primary Benefits
- Lowest moisture absorption of SLA resins
- Functional transparency
MicroFine™ (Gray and Green)
MicroFine™ is a custom formulated material available in gray and green that is exclusive to Protolabs. This ABS-like thermoset is printed in Protolabs’ customized machinery to achieve high resolution features as small as 0.002 in. MicroFine is ideal for small parts, generally less than 1 in. by 1 in. by 1 in. In terms of mechanical properties, MicroFine falls in the mid-range of SLA materials for tensile strength and modulus and on the low end for impact strength and elongation.
This ABS-like thermoset is printed in Protolabs’ customized machinery to achieve high resolution features as small as 0.002 in. MicroFine is ideal for small parts, generally less than 1 in. by 1 in. by 1 in. In terms of mechanical properties, MicroFine falls in the mid-range of SLA materials for tensile strength and modulus and on the low end for impact strength and elongation.
Primary Benefits
- Produces highest resolution parts
- Ideal for extra-small parts
PP-Like Translucent White (Somos 9120)
PP-Like Translucent White (Somos 9120) is the most flexible SLA option outside of Carbon RPU 70 and FPU 50. In direct comparison to the average values of an injection-molded polypropylene, 9120 has similar tensile strength, tensile modulus, flexural modulus, and impact strength. The only departure from molded PP is its elongation value, which is only 25% of the molded thermoplastic.
Primary Benefits
- Semi-flexible
- Translucency
PC-Like Advanced High Temp (Accura 5530)
PC-Like Advanced High Temp (Accura 5530) creates strong, stiff parts with high temperature resistance. A thermal post-cure option can increase HDT as high as 482°F at 0.46 MPa loading. Accura 5530 has the highest E-modulus of all the unfilled SLA materials, and it is known for being resistant to automotive fluids. However, the thermal curing process does make Accura 5530 less durable, resulting in a 50% reduction to elongation.
A thermal post-cure option can increase HDT as high as 482°F at 0.46 MPa loading. Accura 5530 has the highest E-modulus of all the unfilled SLA materials, and it is known for being resistant to automotive fluids. However, the thermal curing process does make Accura 5530 less durable, resulting in a 50% reduction to elongation.
Primary Benefits
- High elastic modulus
- Higher resistance to heated fluids
PC-Like Translucent/Clear (Accura 60)
PC-Like Translucent/Clear (Accura 60) is an alternative to the general purpose ABS-like materials and WaterShed XC 11122 when stiffness is desired. Like WaterShed, this material can be custom finished to achieve functional transparency with secondary processing. Accura 60 has the highest tensile strength of and elastic modulus compared of all SLA materials outside of the Advanced High Temp options that are most often thermal cured.
Primary Benefits
- High stiffness
- Functional transparency
Ceramic-Like Advanced HighTemp (PerFORM)
Ceramic-Like Advanced HighTemp (PerFORM) exhibits the highest tensile strength and E-modulus making it the stiffest performance material of the SLA materials. When the thermal cure option is applied to parts made from PerFORM, it exhibits the highest HDT (as high as 514°F at 0.46 MPa loading) of the SLA materials.
When the thermal cure option is applied to parts made from PerFORM, it exhibits the highest HDT (as high as 514°F at 0.46 MPa loading) of the SLA materials.
Primary Benefits
- Stiffest SLA resin
- Highest HDT of SLA resins
Compare SLA Material Properties
- US
- Metric
| Material | Color | Tensile Strength | Tensile Modulus | Elongation |
|---|---|---|---|---|
| ABS-Like White (Accura Xtreme White 200) | White | 7.9 ksi | 479 ksi | 9% |
| ABS-Like Gray (Accura Xtreme Gray) | Gray | 5.8 ksi | 290 ksi | 9% |
| ABS-Like Black (Accura 7820) | Black | 7.0 ksi | 435 ksi | 5% |
| ABS-Like Translucent/Clear (WaterShed XC 11122) | Translucent/Clear | 7. 9 ksi 9 ksi | 421 ksi | 6% |
| MicroFine™ (Gray and Green) | Gray or Green | 8.7 ksi | 377 ksi | 8% |
| PP-Like Translucent White (Somos 9120) | Translucent/White | 5.0 ksi | 232 ksi | 25% |
| PC-Like Translucent/Clear (Accura 60) | Translucent/Clear | 10.8 ksi | 508 ksi | 7% |
| PC-Like Advanced High Temp* (Accura 5530) | Translucent/Amber | 6.5 ksi | 566 ksi | 1.5% |
| Ceramic-Like Advanced HighTemp* (PerFORM) | White | 10.9 ksi | 1523 ksi | 1% |
*Properties listed are based on thermal cure
| Material | Color | Tensile Strength | Tensile Modulus | Elongation |
|---|---|---|---|---|
| ABS-Like White (Accura Xtreme White 200) | White | 54.47 Mpa | 3300 Mpa | 9% |
| ABS-Like Gray (Accura Xtreme Gray) | Gray | 39. 98 Mpa 98 Mpa | 2000 Mpa | 9% |
| ABS-Like Black (RenShape SL7820) | Black | 48.26 Mpa | 3000 Mpa | 5% |
| ABS-Like Translucent/Clear (WaterShed XC 11122) | Translucent/Clear | 54.47 Mpa | 2600 Mpa | 6% |
| MicroFine™ (Gray and Green) | Gray or Green | 59.98 Mpa | 2600 Mpa | 8% |
| PP-Like Translucent White (Somos 9120) | Translucent/White | 34.47 Mpa | 1600 Mpa | 25% |
| PC-Like Translucent/Clear (Accura 60) | Translucent/Clear | 74.46 Mpa | 3503 Mpa | 7% |
| PC-Like Advanced High Temp* (Accura 5530) | Translucent/Amber | 44.81 Mpa | 3902 Mpa | 1.5% |
| Ceramic-Like Advanced HighTemp* (PerFORM) | White | 75.15 Mpa | 10,500 Mpa | 1% |
*Properties listed are based on thermal cure
These figures are approximate and dependent on a number of factors, including but not limited to, machine and process parameters. The information provided is therefore not binding and not deemed to be certified. When performance is critical, also consider independent lab testing of additive materials or final parts.
The information provided is therefore not binding and not deemed to be certified. When performance is critical, also consider independent lab testing of additive materials or final parts.
Surface Finish Options for SLA Parts
Material: ABS-like Translucent/Clear
Finish: Unfinished
Material: MicroFine Gray™
Finish: Unfinished
Material: ABS-like Translucent/Clear
Finish: Standard
Material: MicroFine Gray™
Finish: Standard
Material: ABS-like Translucent/Clear
Finish: Natural
Material: MicroFine Gray™
Finish: Natural
Material: ABS-like Translucent/Clear
Finish: Custom
Material: MicroFine Gray™
Finish: Custom
Additional Finishing Options
Custom finishing is a mix of science, technology, and fine art that can transform a part to your exact specifications. Finishes include:
- Soft-touch paint
- Clear part finishing
- Paint finishes
- Masking
- Color matching
- Decals/graphic
- Texture
Metal Plating
Our metal-plating process for SLA coats a ceramic-filled PC-like material (Somos PerFORM) with a nickel that gives parts the look, feel, and strength of metal, but without the weight.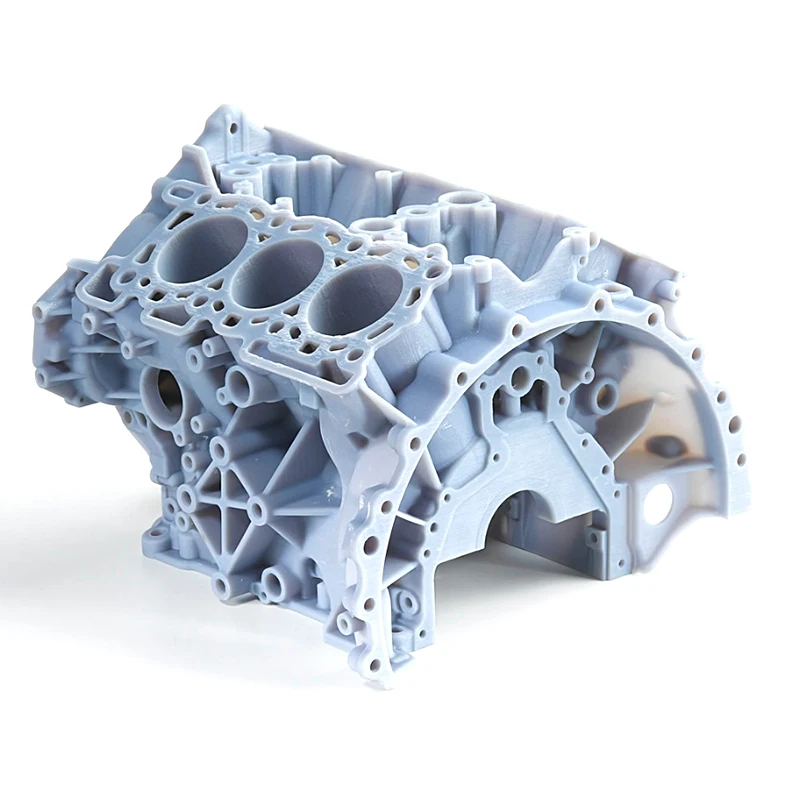 The combination of the material’s strength, rigidity, and temperature resistance with nickel plating, takes strength, stiffness, and impact and temperature resistance to a degree previously unattainable in SLA parts.
The combination of the material’s strength, rigidity, and temperature resistance with nickel plating, takes strength, stiffness, and impact and temperature resistance to a degree previously unattainable in SLA parts.
Microfluidics
Our microfluidic fabrication process is a modified form of high-resolution SLA that uses a clear ABS-like material (WaterShed XC 11122). Parts are resistance to water and humidity, and work well for lens and flow-visualization models.
Our SLA 3D Printers
Our stereolithography machines consists of Vipers, ProJets, and iPros. In high-resolution mode, Vipers and ProJets can make parts with extremely tiny features and crisp details, while in normal-resolution mode, they can build cost-effective parts very quickly.
iPros have extremely large build volumes at 29 in. by 25 in. by 21 in. (736mm by 635mm by 533mm), yet are still able to image highly detailed parts easily.
Why Use SLA?
Stereolithography (SLA) is an additive manufacturing process that can 3D print parts with small features, tight tolerance requirements, and smooth surface finishes.
How Does SLA 3D Printing Work?
The SLA machine begins drawing the layers of the support structures, followed by the part itself, with an ultraviolet laser aimed onto the surface of a liquid thermoset resin. After a layer is imaged on the resin surface, the build platform shifts down and a recoating bar moves across the platform to apply the next layer of resin. The process is repeated layer by layer until the build is complete.
Newly built parts are taken out of machine and into a lab where solvents are used to remove any additional resins. When the parts are completely clean, the support structures are manually removed. From there, parts undergo a UV-curing cycle to fully solidify the outer surface of the part. The final step in the SLA process is the application of any custom or customer-specified finishing. Parts built in SLA should be used with minimal UV and humidity exposure so they don’t degrade.
SLA Resources
Design Tip
An Introduction to Stereolithography (SLA) 3D Printing
Stereolithography, a staple of 3D printing, can deliver complex prototypes quickly and accurately.
Read Design Tip
Design Tip
Selecting a Material for Stereolithography (SLA) 3D Printing
Compare materials for stereolithography with one another and with injection-molded plastics.
Read Design Tip
Blog
SLA vs. FDM: Comparing Common 3D Printing Technologies
See how these two 3D printing technologies stack up for prototype parts. Understanding the advantages of each will help accelerate design.
Read Blog
Guide
What is 3D Printing?
Gain an understanding of additive manufacturing and how it can be leveraged to improve product development through rapid prototyping and production.
Read Guide
Get an instant online quote for 3D printing.
Get a Quote
Services for companies working with 3D equipment
Supplier of 3D equipment since 2010
[email protected] a call+7 495 646-15-338 800 333-12-82
3D scannersSoftware3D printers
About the CompanyClients and ProjectsDemo HallPublic ProcurementDeliveryService3D Encyclopedia
BlogContacts
Globatek not only sells 3D equipment, but also provides additional services for the selection of technical solutions, service and post-warranty maintenance, personnel training - remote or face-to-face.
11 years of supplying 3D equipment to various industries
2200+ supply of professional 3D solutions
Experts with experience in production and research
Own equipment fleet and service engineers
3D-service center in Moscow 9002 9002 to order
-
Own equipment park
-
Technologies: SLA, FDM, SLM, CJP
-
Materials: plastic, polymers, metal
-
term-from 1 day
3D scanning to order
-
OCIPTIONS OF Objects of any size and geometry
27 -
Experienced engineers 9000 9000
7
9000
Ceaking on Russia 9000
Ceaking on Russia
reverse engineering
3D modeling
-
Creation of 3D models from drawings, sketches, photos
-
Refinement of models
-
Preparing for 3D printing
3D to order
-
Equipment Park
-
Technologies: SLA, FDM, SLM, CJP
-
Materials: Plastic, Metal, Metal
-
Current-From 1 day-1 day of 1 day
Custom 3D scanning
-
Digitization of objects of any size and geometry
-
Reverse engineering
-
Team of experienced engineers
-
Departure in Russia
3D-modeling
-
Create 3D models according to drawings, sketches, photo
-
Model 9000
-
Preparation for 3D printing 9000 900
3D equipment to fit your needs and budget
Free consultation on choosing 3D equipment
-
Identifying your needs
-
Selecting 3D technology
-
Selection of equipment for task
-
Commercial offer
Demonstration of 3D equipment capabilities
-
Primary demonstration of various 3D technologies 9000
-
Products for your model
- 9000 9000 9000
-
Performing work at the customer's site
Calculation of payback for 3D printers and 3D scanners
-
Determination of your tasks
-
Equipment and materials 3D printing
27
Investments Calculation
-
-
Calculation of ownership
Free consultation for the choice of 3D equipment
- 9000 9000 9000 9000 9000 9000
-
Selection of 3D technology
-
Selection of equipment for the task
-
Preparation of a commercial offer
Demonstration of 3D equipment capabilities
-
Primary demonstration of various 3D technologies
-
Product Products according to your model
-
Carrying out test scan
-
Completion of work at the Customer Customer 9000
Calculating the payback of 3D printers and 3D scanners
-
Determining your goals
-
Selecting 3D printing equipment and materials
-
Investments Calculation
-
Calculation of the cost of ownership
Organize Additic Production of Turnkey Products
Step 1.
 Evaluation of the feasibility of implementation 9000 test samples, quality approval of products
Evaluation of the feasibility of implementation 9000 test samples, quality approval of products Evaluation of the acceptability of using SLM/LMD technologies for the production of products
Step 2. Development of a solution for additive production
-
Selection of a 3D printer and its options for your tasks
-
Selection of peripheral equipment for equipping a turnkey technological line
-
TK Development, TK Development, TK, planning and regulatory documentation
Step 3. Complex supply of equipment and training
-
Equipment supply, installation, commissioning
-
Personnel training
-
Adaptation of your 3D models to additive production
-
Development of 3D models with an integrated or generative design of
-
3D printer operation and maintenance
-
3D scanner operation
-
Working with software for the processing of digitized data
-
Primary demonstration of various 3D technologies
-
Printing
- 9000
Carrying out tetty tamping 9000
-
On-Site Work
-
Determination of your tasks
-
Equipment and materials 3D printing
-
Calculation of investments
-
Calculation of the cost of ownership
-
Work with 3D work with 3D printer and its maintenance
-
3D scanner operation
-
Digital data processing software
-
Primary demonstration of various 3D technologies
-
Products according to your model
-
Carrying out test scan
-
Completion of work at the Customer's facility
-
Identifying your needs
-
Selecting 3D printing equipment and materials
-
Investment calculation
-
Calculation of the cost of ownership
-
Delivery printing / 3D scanning
-
Warranty service
-
Official warranty service
-
Service contract conclusion
-
Supply of consumables from warehouse
-
Technical support in format 8/5, 12/7, SLA at
-
Service: diagnostics, calibration, repair
-
Delicate move
-
Supply of original spare parts
-
Supply of consumables from the warehouse
-
Delivery of equipment and installation, commissioning of equipment
-
Tetvaya 3D scanning
-
Equipment warranty service
-
Official warranty service
-
Service contract conclusion
-
Supply of consumables from the warehouse
-
Technical support in 8/5, 12/7, SLA
-
Service: diagnostics, calibration, repair
-
Delicate move
-
Genuine parts supply
-
Supply of consumables from stock
- computer modeling, which consists in the development of a virtual three-dimensional model in stl format;
- then follows the development of the adopted technology;
- actual production of a 3D model;
- final refinement of the required view surface texture.
Training personnel Effectively use 3D equipment
Basic training work with 3D work with 3D work with 3D work with 3D work with 3D printer or 3D scanner
Continuing training of 3D printing operators
Advanced SLM
Basic training with a 3D printer or 3D scanner
Continuing training of 3D printing operators
We will repair and maintenance
commissioning
Technical support for equipment
Post-warranty service and warranty extension
Equipment commissioning
Equipment technical support
post-Garant service and extended warranty
Related services
Globatek not only sells 3D equipment, but also provides additional services for the selection of technical solutions, service and post-warranty maintenance, personnel training - remote or face-to-face.
About Globatek
Clients and projectsAudit of production
Development of terms of reference
Selection of leasing programs
Participation in tenders FZ-44, FZ-223, FZ-275
Organization of delivery in Russia and the CIS
Additional guarantee
About Globatek
Clients and projectsGet expert advice 82
Write to WhatsAppLeave a request for a call
Come to our demo hall
Learn moreI confirm the accuracy of the information I entered and agree to the processing of my personal data in accordance with the privacy policy and user agreement.
- +7 495 646-15-338 800 333-12-82
2010–2022, Globatek JSC. All rights reserved.
Privacy policy and personal data processingPrices on the site are for reference only. Not an offer.
3D prototyping, development of prototypes in the company Foliplast on favorable terms
In a short time we get accurate samples of various parts and functional models of products.
Rapid prototyping includes a number of technologies that allow you to quickly obtain an accurate layout of various parts, products or a prototype to demonstrate the useful properties of an object. Prototyping allows you to conduct marketing research of products at the stage of its development, evaluate the appearance and ergonomics of the product, check the assembly of all structural elements, identify design errors and make the necessary changes before starting production.
Today, not a single new development can do without rapid prototyping technologies. Prototyping is used in mechanical engineering, printing, electrical and electronic industries, but is not limited to these areas.
Most often, prototypes are made as the first step in the production of pilot or serial batches of plastic parts. Here, these samples act as master models for subsequent vacuum casting into silicone molds or using RIM technology. And it is precisely at the stage of making master models that the foundation for the quality of a future batch of products is laid. The key role here is played by the accuracy of the manufactured prototype and the quality of finishing of its surfaces. Thus, how carefully the prototype was fine-tuned in accordance with the requirements of the customer, such an appearance of the product will be obtained. The labor intensity here is in direct proportion to the required quality. If you want parts like from an injection molding machine, then it will take time, care and experience of modelers.
The key role here is played by the accuracy of the manufactured prototype and the quality of finishing of its surfaces. Thus, how carefully the prototype was fine-tuned in accordance with the requirements of the customer, such an appearance of the product will be obtained. The labor intensity here is in direct proportion to the required quality. If you want parts like from an injection molding machine, then it will take time, care and experience of modelers.
Industrial prototyping is one of the main activities of Foliplast. In our work, we focus on the wishes of our customers and rely on proven methods. There are more than 20 types of Rapid Prototyping, including those for metals, wax, plastics and other materials. Over many years of practice, we can select from this variety of technologies the most suitable for specific tasks. So, if you need an accurate and high-quality prototype, you need to use SLA 3D printing technology. For simple design testing, assembly checks, you can use more budgetary FDM or SLS technologies.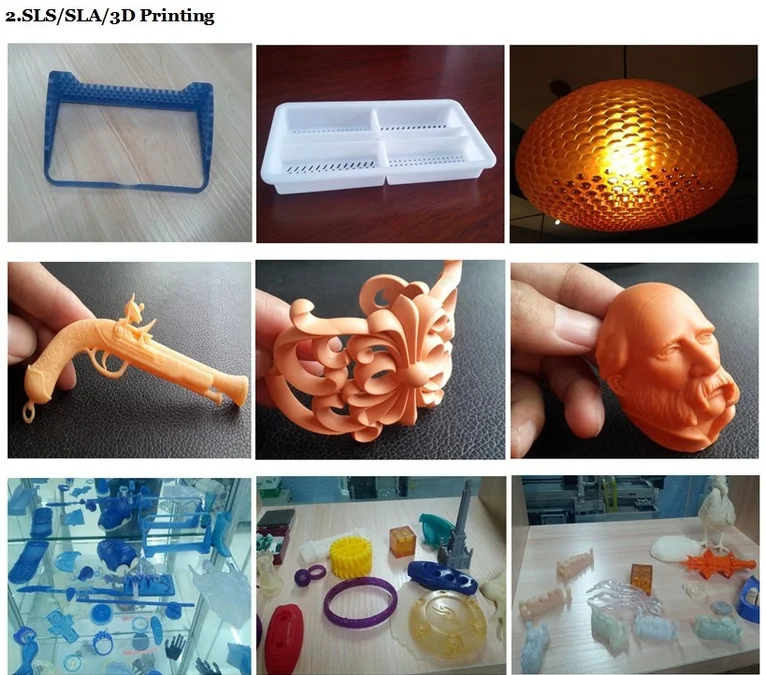 Of course, such a gradation is rather arbitrary, since there are times when more than one technology is applicable.
Of course, such a gradation is rather arbitrary, since there are times when more than one technology is applicable.
Each specialist of our company has extensive experience and excellent qualifications, which allows us to provide services of consistently high quality and quickly. 3D prototyping is based on the use of high technologies. We use advanced modern equipment, innovative techniques. The accumulated experience, combined with efficient production, ensures the fulfillment of orders at a high professional level.
We offer not only rapid prototyping of products and parts of any complexity using 3D printing technologies, but also small-scale production of plastic products.
How is product prototyping carried out?
The most modern method of creating a prototype is printing on a 3D printer. In fact, the prototyping of products by 3D printing is a layer-by-layer construction of a physical structure based on the developed mathematical model. Among the advantages of the technology: visibility, reduction of production preparation time, as well as a reduction in the cost of construction and design. Note that if you already have a part sample, then our specialists can use it as a master model in the production of silicone tooling for the vacuum casting method, which is effective for obtaining small batches of parts due to the speed and relative ease of manufacturing silicone molds.
Note that if you already have a part sample, then our specialists can use it as a master model in the production of silicone tooling for the vacuum casting method, which is effective for obtaining small batches of parts due to the speed and relative ease of manufacturing silicone molds.
Product prototyping steps
Rapid Prototyping includes the following stages:
1. Mathematical model of the part 2. SLA 9 prototype0003
By fully complying with the norms at the indicated stages of 3d prototyping using any chosen method, our company guarantees the efficiency and high quality of the final product.
Applied 3d printing technologies
Often, instead of the more correct and accurate term Rapid Prototyping (Rapid Prototyping), the concept of 3d printing is used. To date, there are a large number of volumetric printing technologies, but all of them have the same principle of layer-by-layer build-up. Below are descriptions of the main 3D printing technologies that have received the widest distribution.
SLA - Stereo Lithography Apparatus
SLA is laser prototyping. The technology involves the use of a special photopolymer, a light-sensitive resin, as a model material. The working tool in this process is an ultraviolet laser, which sequentially transfers the cross sections of the model to the surface of the container with photosensitive resin. Liquid plastic hardens only in the place where the laser beam has passed. Then a new liquid layer floats on the hardened layer, and a new contour is drawn with a laser. The process is repeated until the completion of the model building.
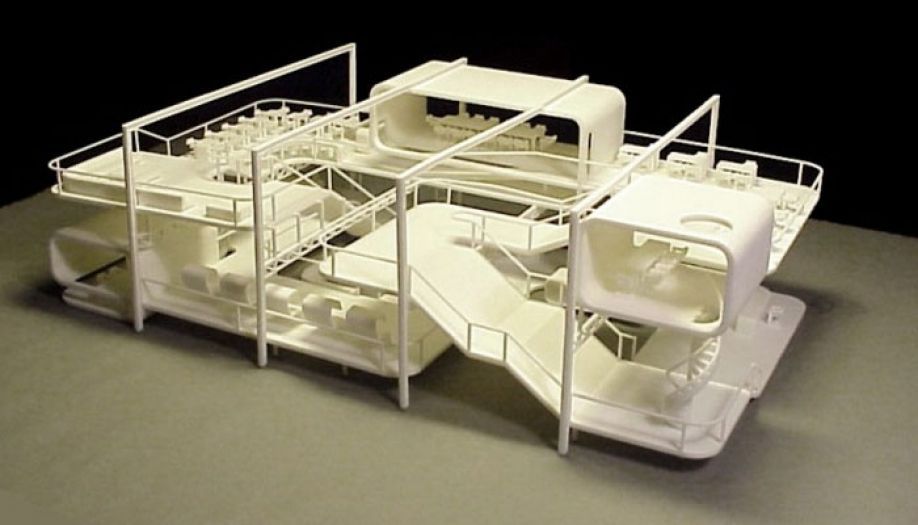
Stereolithography is the most common RP technology. It covers almost all branches of material production from medicine to heavy engineering. SLA technology allows you to quickly and accurately build a product model of almost any size. The quality of the surfaces depends on the construction step. Modern machines provide a construction step of 0.1 ... 0.025 mm. Stereolithography gives the best result when creating master models for the subsequent production of silicone molds and casting polymer resins into them, as well as jewelry master models.
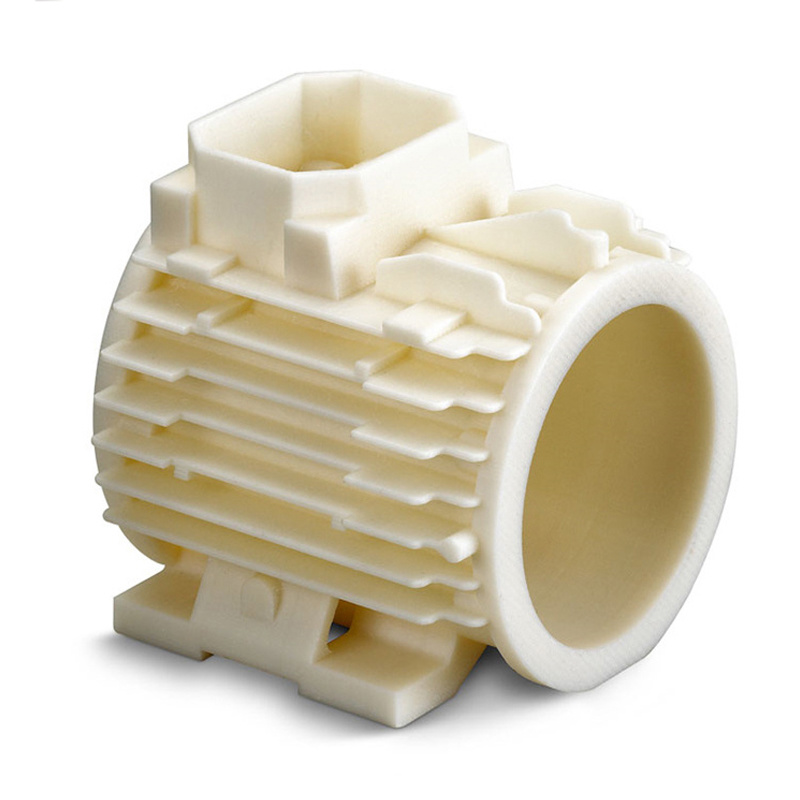
SLS - Selective Laser Sintering
Laser prototyping is not limited to liquid foundations. The SLS method allows you to create copies based on powdered components. According to this process, models are created through a sintering effect using the energy of a laser beam. In this case, unlike the SLA process, the laser beam is not a light source, but a heat source. Getting on a thin layer of powder, the laser beam sinters its particles and forms a solid mass, in accordance with the geometry of the part.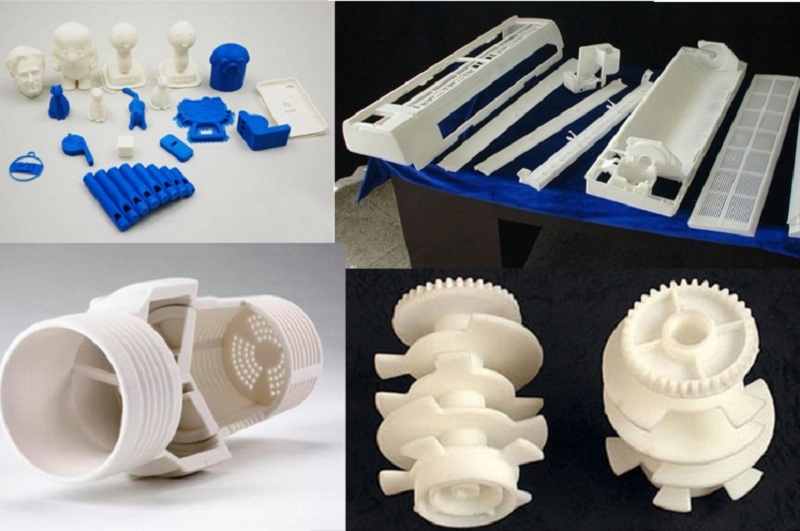 Polyamide, polystyrene, sand and some metal powders are used as materials. A significant advantage of the SLS process is the absence of so-called supports when building a model. During the SLA process, when building overhanging elements of a part, special supports are used to protect the freshly built thin layers of the created model from collapse.
Polyamide, polystyrene, sand and some metal powders are used as materials. A significant advantage of the SLS process is the absence of so-called supports when building a model. During the SLA process, when building overhanging elements of a part, special supports are used to protect the freshly built thin layers of the created model from collapse.
In the SLS process, there is no need for such supports, since the construction is carried out in a homogeneous mass. Once built, the model is extracted from the powder array and cleaned up. Models made of polystyrene are designed to produce castings using the "burned-out models" method. The most popular model material is powdered polyamide. This material is used to create layouts, scale copies, functional models, i.e. models capable of performing their function as a part of a machine or device. For example, car interior trim parts or decorative body elements. 9FDM - Fused Deposition Modeling head with a controlled temperature, heating up in it to a semi-liquid state. The extrusion head applies the material with high precision and very thin layers on a fixed base. Subsequent layers also lie on the previous ones, solidify (harden), connecting with each other. The main disadvantage of the method is the insufficiently smooth surface of the created part. In addition, when applying the molten material, some melting of the previous layer occurs. Here, the accuracy of matching with the original model suffers. Therefore, this method has a limitation on the minimum size of gaps in the created product.
The extrusion head applies the material with high precision and very thin layers on a fixed base. Subsequent layers also lie on the previous ones, solidify (harden), connecting with each other. The main disadvantage of the method is the insufficiently smooth surface of the created part. In addition, when applying the molten material, some melting of the previous layer occurs. Here, the accuracy of matching with the original model suffers. Therefore, this method has a limitation on the minimum size of gaps in the created product.
You can order rapid prototyping services in our company with delivery of products to Moscow, St. Petersburg, Kazan, Samara, Novosibirsk and other cities of Russia.
Make a request by phone 8 (800) 302-13-41.
T You can also leave a request in any feedback form on the site, and you will be contacted as soon as possible.
The exact prices for prototypes, as well as the terms of delivery and payment, will be provided by Foliplast employees.
Learn more