3D printing injection mold
How to Use 3D Printing for Injection Molding
The majority of plastic products in the world today are manufactured by injection molding. However, fabricating molds can be prohibitively expensive and time-consuming. Fortunately, molds don’t always need to be machined out of metal—they can be 3D printed.
Stereolithography (SLA) 3D printing provides a cost-effective alternative to machining aluminum molds. SLA 3D printed parts are fully solid and isotropic, and materials are available with a heat deflection temperature of up to 238°C @ 0.45 MPa, meaning that they can withstand the heat and pressure of the injection molding process.
Download our free white paper to learn how to create 3D printed injection molds.
Download the White Paper
Webinar
In this webinar, we'll show you how to use stereolithography (SLA) 3D printed molds in the injection molding process to lower costs, reduce lead times, and bring better products to market.
Watch the Webinar Now
3D printed injection molds in an aluminum frame with the finished injection molded part.
With affordable desktop 3D printers, temperature resistant 3D printing materials, and injection molding machines, it is possible to create 3D printed injection molds in-house to produce functional prototypes and small, functional parts in production plastics. For low-volume production (approximately 10-1000 parts), 3D printed injection molds save time and money compared to expensive metal molds. They also enable a more agile manufacturing approach, allowing engineers and designers to prototype injection molds and test mold configurations or to easily modify molds and continue to iterate on their designs with low lead times and cost.
SLA 3D printing technology is a great choice for molding. It is characterized by a smooth surface finish and high precision that the mold will transfer to the final part and that also facilitates demolding. 3D prints produced by SLA are chemically bonded such that they are fully dense and isotropic, producing functional molds at a quality not possible with fused deposition modeling (FDM). Desktop and benchtop SLA printers, like those offered by Formlabs, simplify workflow as they are easy to implement, operate, and maintain.
3D prints produced by SLA are chemically bonded such that they are fully dense and isotropic, producing functional molds at a quality not possible with fused deposition modeling (FDM). Desktop and benchtop SLA printers, like those offered by Formlabs, simplify workflow as they are easy to implement, operate, and maintain.
Formlabs Rigid 10K Resin is an industrial-grade, highly glass-filled material that serves as an ideal molding material for a wide variety of geometries and injection molding process conditions. Rigid 10K Resin has an HDT of 218°C @ 0.45 MPa and a tensile modulus of 10,000 MPa, making it a strong, extremely stiff, and thermally stable molding material that will maintain its shape under pressure and temperature to produce accurate parts.
Rigid 10K Resin is Formlabs' go-to material for printing sophisticated molds for injection molding, which we showcase with three case studies in our white paper. French industrial technical center IPC ran a research study and printed thousands of parts, contract manufacturer Multiplus uses it for low-volume production, and product development company Novus Applications has injected hundreds of intricately threaded caps with a single Rigid 10K Resin mold.
High Temp Resin is an alternative material that can be considered when clamping and injection pressures are not too high and Rigid 10K Resin cannot meet the required injection temperatures. High Temp Resin has a heat deflection temperature (HDT) of 238°C @ 0.45 MPa, the highest among Formlabs resins and one of the highest among resins on the market, allowing it to withstand high molding temperatures and minimize cooling time. Our white paper goes through a case study with Braskem, a petrochemical company that ran 1,500 injection cycles with one mold insert printed with High Temp Resin to produce mask straps. The company printed the insert and placed it inside a generic metallic mold integrated in the injection system. This is a powerful solution to produce medium series quickly.
High Temp Resin, however, is quite brittle. In the case of more intricate shapes, it warps or cracks easily. For some models, reaching more than a dozen cycles can be challenging. To solve this challenge, French startup Holimaker turned to Grey Pro Resin. It has a lower thermal conductivity than High Temp Resin, which leads to a longer cooling time, but it is softer and can withstand hundreds of cycles.
It has a lower thermal conductivity than High Temp Resin, which leads to a longer cooling time, but it is softer and can withstand hundreds of cycles.
Download our free white paper for the detailed case studies and to learn how to create 3D printed molds in-house for injection molding.
Download the White Paper
Injection molding with 3D printed molds can be used for a wide variety of applications. Download our white paper for five real-life case studies to learn how this hybrid manufacturing process enables on-demand mold fabrication to quickly produce small batches of thermoplastic parts:
- IPC conducted a technical study on injection molding with 3D printed molds
- Multiplus uses Rigid 10K Resin 3D printed molds for low-volume production
- Novus Applications injection molded hundreds of threaded caps with a Rigid 10K Resin three-parts mold
- Braskem fabricated 3000 mask straps in a week with a High Temp Resin mold insert
- Holimaker produces 100s of technical parts with Grey Pro Resin and Rigid 10K Resin molds
Textures on the Rigid 10K Resin 3D printed injection mold and the final molded part.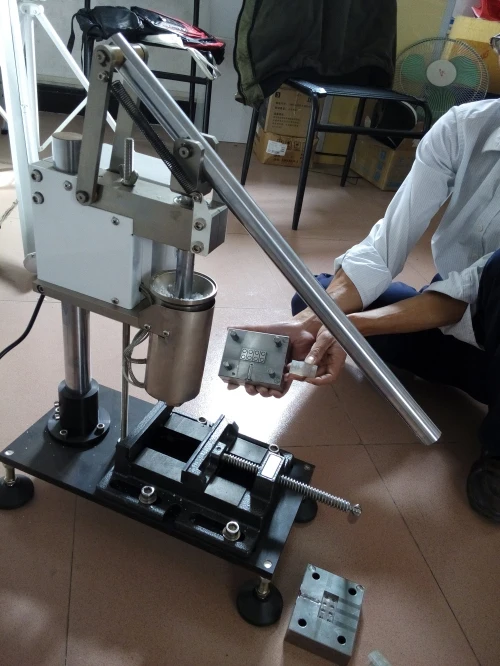
An injection mold 3D printed with Formlabs High Temp Resin.
Based on internal testing and case studies with our customers, we suggest to choose the 3D printing resin based on the criteria from the table below. Three stars means the resin is highly effective, one star is less effective.
| Criteria | High Temp Resin | Grey Pro Resin | Rigid 10K Resin | |
|---|---|---|---|---|
| High molding temperature | ★★★ | ★ | ★★ | |
| Shorter cooling time | ★★★ | ★ | ★★ | |
| High pressure | ★ | ★★ | ★★★ | |
| Increase cycle number for complex geometries | ★ | ★★ | ★★★ |
The complexity of the injection molding process is mostly driven by the complexity of the part and the mold structure. A broad range of thermoplastics can be injected with 3D printed molds such as PP, PE, TPE, TPU, POM, or PA. A low viscosity material will help reduce the pressure and extend the lifetime of the mold. Polypropylene and TPEs plastics are easy to process at a high amount of cycles. In contrast, more technical plastics like PA will allow a lower number of runs. The handling of a release agent helps to separate the part from the mold, in particular for flexible materials such as TPUs or TPEs.
A low viscosity material will help reduce the pressure and extend the lifetime of the mold. Polypropylene and TPEs plastics are easy to process at a high amount of cycles. In contrast, more technical plastics like PA will allow a lower number of runs. The handling of a release agent helps to separate the part from the mold, in particular for flexible materials such as TPUs or TPEs.
The type of injection press does not have a significant influence on the process. If you are new to injection molding and are looking into testing it with limited investment, using a benchtop injection molding machine such as the Holipress or the Galomb Model-B100 could be a good option. Automated small scale injection molding equipment such as the desktop machine Micromolder or the hydraulic machine Babyplast 10/12 are good alternatives for mass production of small parts.
White Paper
Download our white paper for guidelines for using 3D printed molds in the injection molding process to lower costs and lead time and see real-life case studies with Braskem, Holimaker, and Novus Applications.
Read the White Paper
We recommend respecting the rules of design for additive manufacturing as well as the general rules for injection mold design, such as including two or three degrees of draft angles, maintaining a uniform wall thickness across the part or rounding up the edges. Here are a few helpful advice from users and experts, specific to polymer printed molds:
To optimize dimensional accuracy:
- Plan stock allowance on the mold to post-process and adjust sizes.
- Print one set of mold to understand dimensional deviations and account for this in the CAD model of the mold.
To extend the lifetime of the mold:
-
Open up the gate to reduce the pressure inside the cavity.
-
When possible, design one side of the stack flat while the other side carries the design. This will lessen chances of blocks misalignment and risk of flashing.
-
Include large air vents from the edge of the cavity to the edge of the mold to allow the air to escape.
 This yields a better flow into the mold, minimizes pressure and alleviates flashing in the gate area to decrease cycle time.
This yields a better flow into the mold, minimizes pressure and alleviates flashing in the gate area to decrease cycle time. -
Avoid thin cross-sections: surface thickness less than 1-2 mm may deform with heat.
To optimize the print:
-
Adjust the back of the mold to minimize material: reduce the cross section in areas that are not supporting the cavity. It will save costs in resin and diminish risks of print failure or warpage.
-
Add chamfer to help to remove the piece from the build platform.
-
Add centering pins at the corners to align both prints.
If you have more questions about the workflow, make make sure to check our article FAQ: Injection Molding With 3D Printed Molds. For the complete process workflow and other best practices, download our white paper.
3D printed injection mold can accommodate side actions.
Combining moldmaking with desktop 3D printing allows engineers and designers to expand the realm of materials they’re using and bring the capabilities of their 3D printer beyond rapid rototyping and into the realm of production.
Using 3D printed molds, dies, and patterns to supplement molding and casting processes tends to be both faster and less expensive than CNC milling, and easier than working with silicone molds.
Beyond injection molding, 3D printed molds can be used for the following molding and casting processes:
- Thermoforming and vacuum forming
- Silicone molding (also overmolding, insert molding)
- Vulcanized rubber molding
- Jewelry casting
- Metal casting
Follow the links to download our white papers with the specific guidelines for each process.
White Paper
Interested in other applications of 3D printed molds? Download our white paper that also covers thermoforming and casting with elastomers.
Download the White Paper
White Paper
Download our white paper to see how to create complex molds with 3D printing fast and learn about tips and guidelines that you’ll want to follow when preparing your mold parts.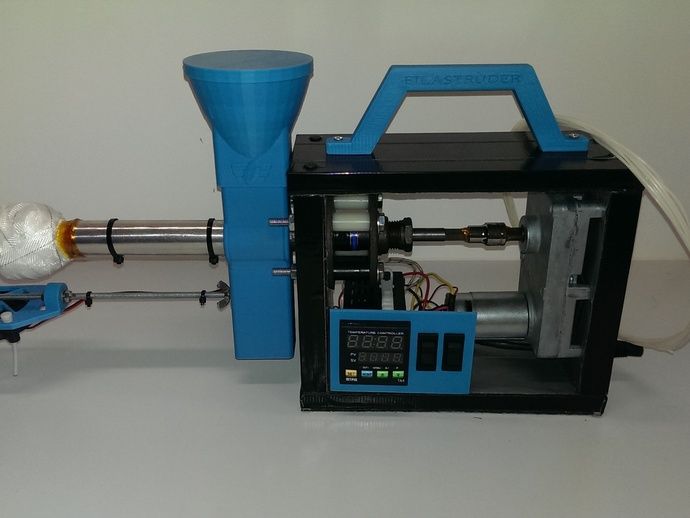
Download the White Paper
White Paper
Download this report for case studies featuring OXO, Tinta Crayons, and Dame Products that illustrate three different implementations of silicone molding for product design and manufacturing, including overmolding and insert molding.
Download the White Paper
3D printing low-run injection molds
This article discusses the use of 3D printing to print molds for low run injection molding. Design considerations, materials, molds configurations and a comparative case study are all included
Introduction
Injection molding is the most common method for mass producing plastic parts. It is ideal for producing rapidly very large numbers of identical parts with tight tolerances.
In the past, 3D printing was used in the design and manufacturing process to only create and verify prototypes that would be later injection molded. Nowadays, technology developments in printer accuracy, surface finish and materials allow 3D printers to also directly manufacture the molds.
Nowadays, technology developments in printer accuracy, surface finish and materials allow 3D printers to also directly manufacture the molds.
This article discusses the benefits of using 3D printing for manufacturing low-run injection molds and gives advice on the possible mold configurations, the available 3D printing mold materials and the best design practices for creating 3D printed injection molds.
📍 Please note: Hubs does not manufacture 3D printed molds, but does manufacture custom injection molded parts
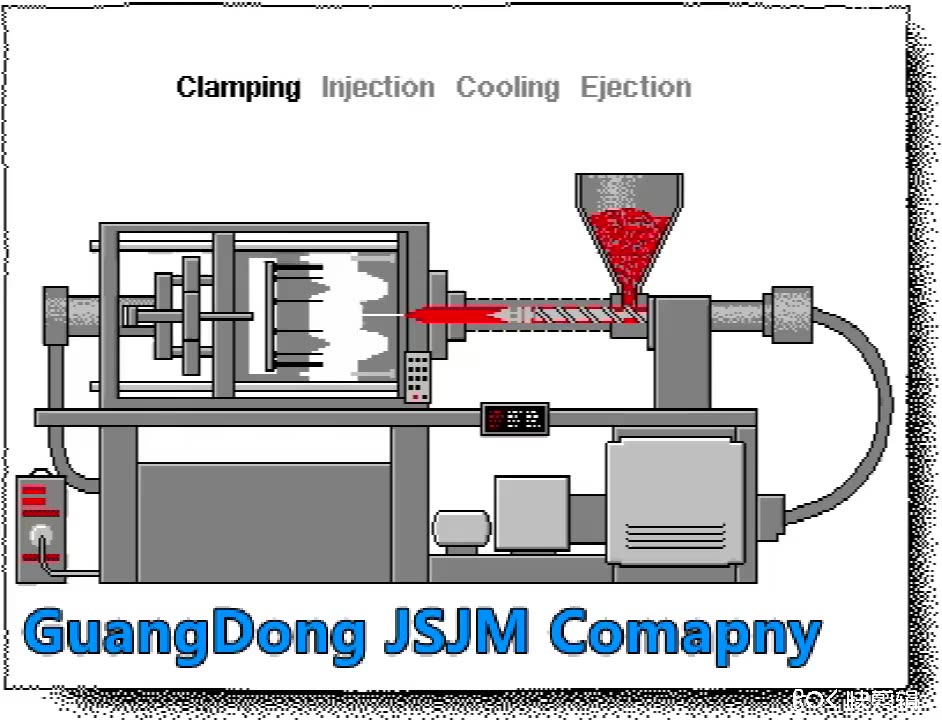
What is injection molding?
Injection molding is the process of creating a components by injecting under pressure melted material into a die. The material fills the hollow cavities of the mold and when it cools it solidifies, taking the form of the die. The die then opens, the solid part is ejected and the process repeats. Automating the this process can yield very high production rates. The materials commonly used in injection molding are thermoplastic polymers, but it is possible to mold certain thermosetting plastics.
The high initial setup costs associated with injection molding make this technology cost-effective only at high volumes. These costs can range between $10,000 and $100,000 and are associated mainly with the very high requirements in designing, engineering and manufacturing the injection molding dies. Because of this injection molding is typically only used to produce very high volumes of identical parts at a low cost. A typical run can involve the production of thousands or sometimes millions of components.
The term low-run injection molding typically applies to runs of 10 - 100 parts. Traditionally, such small runs were not financially feasible due to the very high costs associated with manufacturing the tooling (the injection molding dies).
An industrial injection molding die used for producing a large number of plastic partsWhy use 3D printing?
It is important to consider whether a mold is going to be used to make 20 or 20,000 parts. Historically molds needed to be CNC machined to a very high tolerance from metal (most commonly aluminium or steel). These materials provide good wear resistance to the repeated injection, opening and closing of the mold and the temperature gradients that they were exposed during the injection molding process. However, metal molds do require a initial large investments at the setup stage.
Historically molds needed to be CNC machined to a very high tolerance from metal (most commonly aluminium or steel). These materials provide good wear resistance to the repeated injection, opening and closing of the mold and the temperature gradients that they were exposed during the injection molding process. However, metal molds do require a initial large investments at the setup stage.
For low-run molding, wear resistance is no longer the most critical factor. Certain 3D printing technologies, such as Material Jetting and SLA, are able to produce parts to a high accuracy with excellent surface finish. When this is coupled with the modern temperature resistant 3D printing materials and the design freedom 3D printing enables, it means that 3D printed molds are now a viable option for manufacturing low-run injection molding dies. 3D printed molds also allow the quick verification of the mold design, mitigating the financial risk of investing in an expensive metal mold.
3D printed molds are best suited for:
Fast turnaround times (1-2 week opposed to 5-7 weeks).:quality(80)/images.vogel.de/vogelonline/bdb/933800/933890/original.jpg)
Applications where production quantities are low (50 - 100 parts).
Mold designs where changes or iterations are probable.
Parts that are relatively small (less than 150 mm).
3D printed mold configurations
3D printed injection molds are produced in 2 standard configurations:
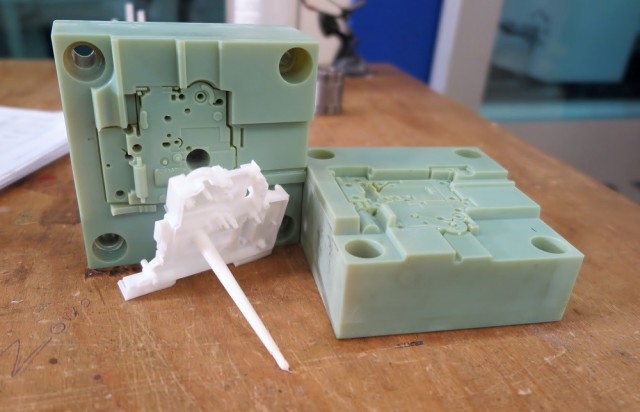
Mold inserts in aluminium frames: This is the most common 3D printed mold configuration and generally produces more accurate parts. The mold is 3D printed and then inserted into rigid aluminium frames which provide support against the pressure and heat of the injection molding nozzle. Aluminium frames also help preventing the mold from warping after repeated usage.
Stand alone molds: In this mold configuration the mold is fully 3D printed and a rigid aluminium support frame is not used. This way intricate cooling channels can be integrated in the mold, but molds manufactured using this approach require more 3D printing material (increasing the print cost and time) and are more prone to warping after extensive use.
(image courtesy of Formlabs)
Materials
A 3D printing material is suitable for creating injection mold if it has:
- High temperature resistance - A high heat deflection temperature is required to withstand the mechanical and thermal loads applied to the mold during material injection. Note though that the temperature decreases rapidly during solidification.
- High stiffness/toughness - Repetitively removing parts can cause wear to the mold, so materials with high stiffness are required to maintain mold accuracy over time.
- High level of detail - One of the main requirements of an injection mold is high dimensional accuracy and a smooth surface. Highly accurate molds will produce highly accurate parts.
The 3D printing technologies that cover best these requirements are SLA and Material Jetting. These technologies can produce parts with high dimensional accuracy and are ideal for prints intricate details and very fine features. Speciality materials that are available in these technologies, like Formlabs High Temperature resin or Stratasys Digital ABS, are ideal for molding and tooling applications. An outline of the properties that are most relevant to injection molding for these two materials is shown below.
These technologies can produce parts with high dimensional accuracy and are ideal for prints intricate details and very fine features. Speciality materials that are available in these technologies, like Formlabs High Temperature resin or Stratasys Digital ABS, are ideal for molding and tooling applications. An outline of the properties that are most relevant to injection molding for these two materials is shown below.
For industrial applications, desktop SLA is not suitable. An in-depth article comparing the two most commonly used industrial 3D printing materials for mold manufacturing (Digtal ABS and Somos PerFORM) can be found here.
| Property | Formlabs High Temp resin* | Stratasys Digital ABS** |
|---|---|---|
| Heat deflection temperature | 289 ℃ @ 0.45 MPa | 92 - 95 ℃ @ 0.45 MPa |
| Flexural modulus | 3.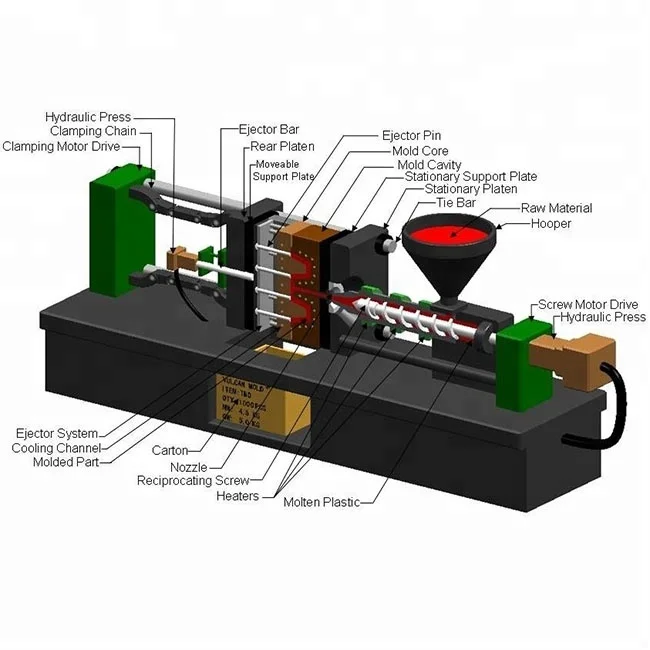 3 GPa 3 GPa | 1.7 - 2.2 GPa |
| Impact strength (Notched IZOD) | 14 J/m | 65 - 80 J/m |
| Lowest layer height (resolution) | 25 - 50 microns | 16 - 30 microns |
| Minimum detail size | 0.2 mm | 0.2 mm |
Mold Design
Describing specific technical design of mold features (such as gates, runners, air vents etc) is out of the scope of this article. An internet search will reveal a large amount of information on the subject. This post by Seattle Robotics is a good starting point for those new to injection mold design.
Here is a list of some good practices that should be followed when designing a 3D printed mold:
- When designing the mold for SLA printing, ensure that the inner faces of the mold are orientated so that no support is in contact with them.
 This will improve their surface quallity, as no support marks will present on these surfaces, minimizing the required post processing.
This will improve their surface quallity, as no support marks will present on these surfaces, minimizing the required post processing. - Including shallow air vents (0.05 mm deep) from the edge of the cavity to the edge of the mold will help expel trapped air during the molding process.
- If the 3D printed mold is to be used for more than 20 runs, consider including channels in the design for embedding metal rods or tubes. These can help reinforce the mold, reduce warpage and improve cooling times.
- 3D printing the mold at a lower layer height can help produce smoother molded parts as the molds will have less visible print lines.
- Embossed and engraved details should be offset from the surface by at least 1 mm.
Specific restrictions on design will depend upon the injection molding machine that is used. However Stratasys suggest that molds made via their Material Jetting printers should be used to produce parts with maximum volume of 165 cm3 in 50 to 80 ton molding machines or manual hand presses.
Designing parts for injection molding
As with conventional injection molds, a designer should consider:
- Adding a draft angle of minimum 2o degrees to aid in the removal of the part from the mold.
- Maintaining a uniform wall thickness across the entire part.
- Keeping all walls and features as thin as possible.
- Including radii on all edges and corners.
- Including thin ribs and gussets to add strength to a part rather than increasing wall thickness.
Learn more about the importance of draft angles in this article →
Reducing Flash
Flash is the name given to the material that comes out between the two halves of the mold during the injection process. This generally occurs when the two mold halves do not mate perfectly together, are not perfectly flush and flat or the mold is overfilled. Runners are used in the mold design to help reduce the likelihood of flash.
If designing for an aluminium frame, add 0.125mm of extra thickness to the back of the mold plates to account for the compression forces and to ensure a complete seal. Increasing the clamping force in the vise can also help mitigate flash, as can polishing the molds' split plane to give it as flat a surface as possible.
Good mold design and a flat mold face reduce the likelihood of flash occuring(image courtesy of Formlabs)
Release compound
Due to the relatively fragile nature of the materials used in 3D printed injection molds compared to traditional molds, applying excessive force to remove a part from the mold can lead to rapid mold deterioration. Including a release compound on the surfaces of the mold cavity before the injection stage can assist greatly with part removal.
Case study: a plastic motor fitting
This case study will compare manufacturing a custom plastic fitting for a motor housing. The requirements of the design are:
- The total number parts is 25.
- A high level of dimensional accuracy in needed to ensure a tight fit.
- The weight of the part is 0.005 kg (5 grams).
- The part must be made from ABS.
- The part must be black in colour.
- The overall diameter of the part is 40 mm.
Here are the available alternative manufacturing options:
Industrial FDM ABS 3D printing: Industrial FDM 3D printing has high repeatability and can produces parts with high dimensional accuracy and is able to print parts in small to medium batches. The cost of the ABS filament used in industrial FDM systems is typically around $90 - $110 per kg. The main restriction for any part produced via FDM 3D printing is its anisotropic mechanical performance: parts are significantly weaker in one direction. This means that a designer must have a good grasp on the loads the part will be subjected to and the orientation of the model in the print platform.
Injection molding ABS parts with SLA 3D printed molds: High Temperature SLA resins are able to produce functional injection molds with a high level of accuracy that are best suited for low level production runs. SLA resins retail at around $150 - $170 per litre. A benchtop injection molding machine has been used for the calculations in this example with the 3D printed molds inserted into aluminium support frames. ABS pellets are used for molding the part that cost approximately $2 - $3
SLA resins retail at around $150 - $170 per litre. A benchtop injection molding machine has been used for the calculations in this example with the 3D printed molds inserted into aluminium support frames. ABS pellets are used for molding the part that cost approximately $2 - $3
Traditional injection molded ABS part: Traditional injection molded parts have a very high level of accuracy, excellent surface finish and a very high level of repeatability. The main downsides of traditional injection molding is the high initial setup cost and the number of design restrictions enforced in the designing of the molded part (draft angles, constant wall thickness etc). The cost of the ABS pellets is the same as above.
A summary of the cost (based on online quotes) of manufacturing the ABS fitting using the technologies discussed above is summarised in the table below. All prices do not include shipping.
| Industrial FDM* | 3DP IM** | Traditional IM*** | |
|---|---|---|---|
| Cost of mold | N/A | $70. 85 85 | $1660.72 |
| Cost per part | $3.69 | $0.05 | $1.89 |
| Total cost | $92.25 | $72.10 | $1711.48 |
| Lead time | 4 days | 2 days | 8 days |
Next steps: How to produce parts with injection molding
Is low-run injection molding with 3D printed molds the best solution for your application? Then there are two ways for you to move forwards with you project:
If you have access to an injection molding machine and the know-how to design the mold, then 3D printing the mold in a heat resistant material is an option.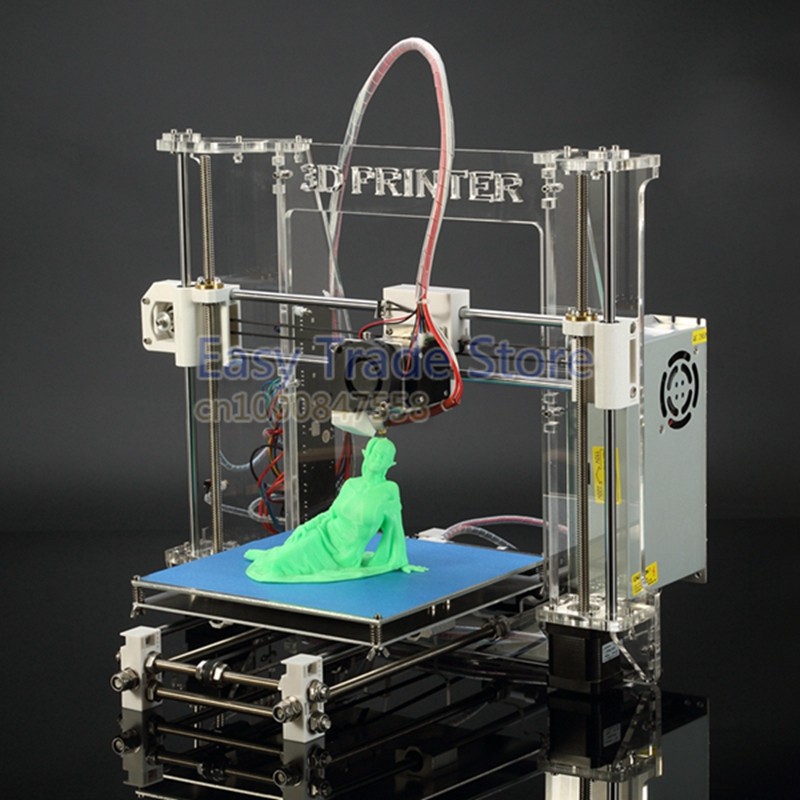 An article discussing the advatages and disadvatages of the two most commonly used 3D printing materials for manufacturing low-run injection molds can be found here.
An article discussing the advatages and disadvatages of the two most commonly used 3D printing materials for manufacturing low-run injection molds can be found here.
Otherwise, you can outsource the production to a professional injection molding manufacturer. Hubs offers access to a global network of Injection Molding service providers, who are able design a mold for your part and produce volumes from 100 to 10,000+ units.
Need advice on your injection molding project?
Speak with an expert
Rules of Thumb
- 3D printing the injection molds is the most cost effective way for low-run injection molding.
- Material Jetting and SLA are the most suited technologies for 3D printing injection molds.
- Use wide draft angles (2o degrees or more) and a release compound to increase the lifetime of the molds.
- Keep the part volume lower than 165 cm3
- Each 3D printed mold can be used for approximately 30 - 100 runs (depending on the material being injection molded).

Ready to transform your CAD file into a custom part? Upload your designs for a free, instant quote.
Get an instant quoteHow to use 3D printing for injection molding
Today, most plastic products in the world are made using injection molding. However, creating molds can be time consuming and costly. Fortunately, molds can not only be obtained on a metal milling machine, but also printed on a 3D printer.
Stereolithographic (SLA) 3D printing is an affordable alternative to milling aluminum molds on a machine. The 3D printed models are hard and isotropic, and the materials used have a thermal distortion temperature of 238°C at 0.45 MPa. This means that they can withstand the temperature and pressure of injection molding. nine0003
Download our free white paper to learn how to 3D print injection molds.
Download white paper
3D printed aluminum framed molds and finished die-cast model.
With affordable desktop 3D printers, heat-resistant 3D printing materials and injection molding machines, you can create molds yourself to produce functional prototypes and small models from industrial plastics.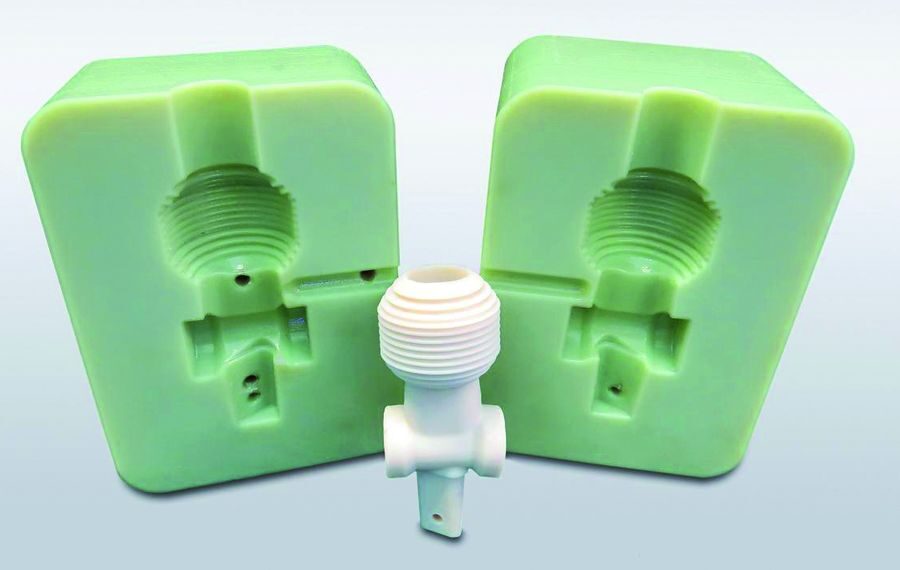 In the case of small-scale production (approximately 10-1000 models), injection molds created using 3D printing save time and money by eliminating expensive metal molds. They also provide a more flexible approach to manufacturing, allowing engineers and design professionals to prototype injection molds, test mold configurations, or easily modify molds while continuing to iterate, thanks to short order lead times and turnaround times. nine0003
In the case of small-scale production (approximately 10-1000 models), injection molds created using 3D printing save time and money by eliminating expensive metal molds. They also provide a more flexible approach to manufacturing, allowing engineers and design professionals to prototype injection molds, test mold configurations, or easily modify molds while continuing to iterate, thanks to short order lead times and turnaround times. nine0003
Stereolithography (SLA) technology is a great solution for injection molding. It is distinguished by the fact that it allows you to create molds with a smooth surface and high precision, giving these qualities to the finished model, as well as simplifying the process of removing from the mold. SLA 3D printing provides chemical bonding, density and isotropy of the manufactured models, which makes it possible to produce functional molds of a quality that cannot be achieved with Fused Deposition Modeling (FDM) printers. Desktop stereolithography printers, such as those offered by Formlabs, simplify your workflow because they are easy to implement, use, and maintain. nine0003
nine0003
Formlabs created High Temp Resin for small production runs of injection molded models. It has the highest heat distortion temperature on the market and one of the highest among Formlabs resins: 238°C at 0.45 MPa. High Temp Resin can withstand high casting temperature and shorten the cool down time. Our white paper provides a case study from Braskem. She completed 1,500 casting cycles using a single 3D printed High Temp Resin profiling insert to make the face mask neck straps. The company printed the insert and placed it in a conventional metal mold integrated with the injection molding system. This is an effective solution for the production of medium batches of models. The printed insert can be replaced as the project parameters change or if it breaks. This solution allows molds to be created as needed with complex geometries that are difficult to create with traditional methods, and also provides the possibility of multi-stage casting. nine0003
However, High Temp Resin is quite brittle. In the case of more intricate shapes, it is easily deformed and cracked. For some models, it is difficult to complete more than a dozen cycles. To solve this problem, the young French company Holimaker used Gray Pro Resin. This polymer has a lower thermal conductivity than High Temp Resin, which increases the cooling time. However, it is softer and able to withstand hundreds of cycles.
In the case of more intricate shapes, it is easily deformed and cracked. For some models, it is difficult to complete more than a dozen cycles. To solve this problem, the young French company Holimaker used Gray Pro Resin. This polymer has a lower thermal conductivity than High Temp Resin, which increases the cooling time. However, it is softer and able to withstand hundreds of cycles.
Formlabs recently released Rigid 10K Resin, an industrial grade material with a high fiberglass content. It can convey a variety of geometric features and withstand injection molding processes. Rigid 10K Resin has a thermal distortion temperature of 218°C at 0.45 MPa and an elastic modulus of 10,000 MPa, making it strong, incredibly stiff and heat resistant. Novus Applications has cast hundreds of structurally complex threaded caps with just one Rigid 10K Resin mold. As more companies start using Rigid 10K Resin, we believe this resin will be a great help in 3D printing complex injection molds. nine0003
Download our free white paper to learn about practical use cases and how to make your own injection molds using 3D printing.
Download white paper
Based on our customers' internal testing and case studies, we recommend selecting a 3D printing resin based on the criteria shown in the table below. Three stars mean that the polymer is very effective, one star means that it is not very effective. nine0049
The more complex the model and mold design, the more difficult the injection molding process. Using 3D printed molds, models can be molded from various materials such as polypropylene, polyethylene, thermoplastic elastomer, TPU or polyamide. Low viscosity material can reduce pressure and increase mold life. Polypropylene and thermoplastic elastomers are easy to process. Using them, you can perform a large number of cycles. In contrast, more technical plastics such as polyamide allow for fewer cycles. A release agent makes it easier to separate the model from the mold, especially for flexible materials such as TPU or thermoplastic elastomers.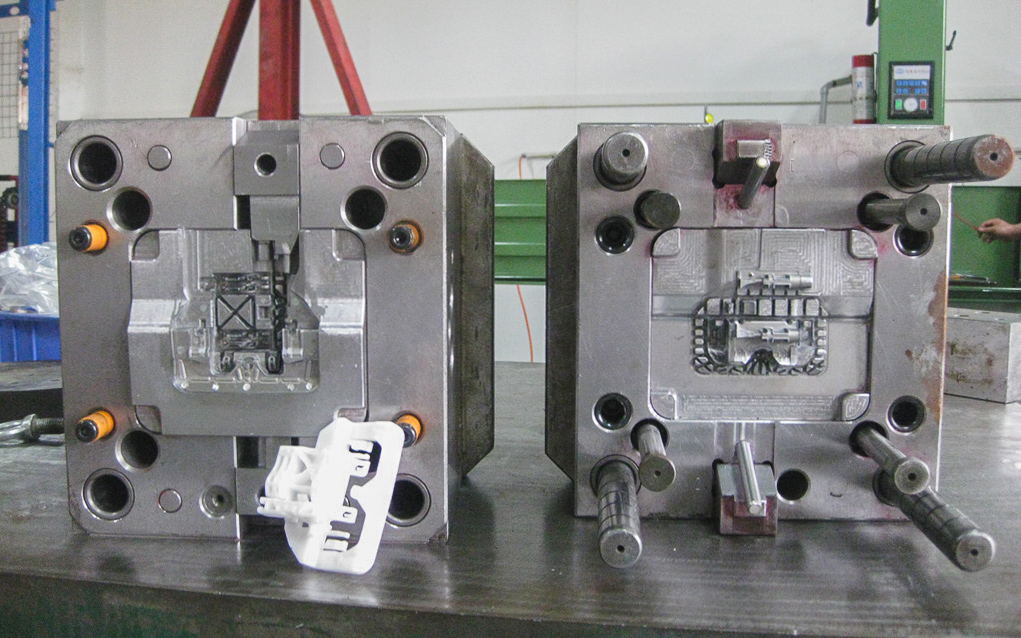 nine0003
nine0003
The type of injection molding machine does not greatly affect the process. If you have little experience with injection molding and would like to try this method at no extra cost, we recommend using a desktop injection molding machine such as the Holipress or Galomb Model-B100.
White paper
Download our white paper to learn how to use 3D printed molds for injection molding to help you cut costs and order lead times, and see real world application examples 3D printed by Braskem, Holimaker, and Novus Applications. nine0003
Read white paper
We recommend that you follow the design rules for additive manufacturing as well as the general design rules for injection molding, such as 2 or 3 degree taper, uniform model wall thickness, and rounded edges. Here are some helpful tips from users and professionals regarding resin printed molds:
To optimize dimensional accuracy:
- Plan the mold allowance for post-processing and dimensional changes.
 nine0113
nine0113 - Print one batch of a mold to learn about dimensional deviations and account for them in a CAD mold model.
To increase mold life:
-
Open the sprue to release pressure in the cavity.
-
If possible, design one side of the floor flat and the other as designed. This will reduce the chance of blocks shifting and splashing.
nine0112 -
Avoid thin cross-sections: under the influence of temperature, a surface with a thickness of less than 1-2 mm may be deformed.
Create large air ducts from the edge of the cavity to the edge of the mold. This will improve the flow of material into the mold, minimize pressure, and reduce the chance of splashing in the sprue for faster cycle times.
For print optimization:
-
Modify the back of the mold to minimize the amount of material used: reduce cross-cuts in areas that do not support the cavity.
:quality(80)/images.vogel.de/vogelonline/bdb/1186000/1186052/original.jpg) This will save resin and also reduce the chance of printing errors or warping. nine0003
This will save resin and also reduce the chance of printing errors or warping. nine0003 -
Add a beveled edge to remove the product from the work platform.
-
Add centering holes at the corners to align both models.
If you have any questions about the workflow, please read our article in the FAQ section titled "Injection Molding in 3D Printed Molds". For full details of the workflow and recommended practices, download our technical white paper. nine0008
3D printed injection molds can withstand side loads.
By combining mold making with desktop 3D printing, engineers and designers can expand their 3D printer's range of materials and capabilities beyond rapid prototyping into industrial manufacturing.
3D printed molds, dies and samples to complement molding and casting processes are generally faster and cheaper than CNC milled models and easier than silicone molds. nine0003
In addition to injection molding, 3D printed molds can be used for the following molding and casting processes:
- Thermoforming and vacuum forming
- Silicone molding (including multilayer and insert molding)
- Molded using vulcanized rubber
- Jewelry casting
- Metal casting
To download our technical reports with specific recommendations for each process, use the appropriate links. nine0003
nine0003
White paper
Are you interested in other uses for 3D printed molds? Download our white paper which also talks about thermoforming and injection molding of elastomers.
Download White Paper
White Paper
This white paper contains case studies from OXO, Tinta Crayons and Dame Products illustrating three different applications of silicone molding for product development and manufacturing, and multi-layer and insert molding. nine0003
Download white paper
3D mold printing
3D mold printing3D hardware supplier since 2010
+7 495 646-15-33
3D scanners3D printers About
and ProjectsDemo HallPublic ProcurementDeliveryService3D Encyclopedia BlogContacts
Injection molds are created on 3D printers using special durable materials. They are much cheaper than metal ones, but less durable and designed for the production of small batches of products (usually from 100 to 150 pieces). nine0003
nine0003
Printing molds on a 3D printer is an ideal solution for small-scale production, fast production of test batches of products.
Printing molds on a 3D printer is an ideal solution for small-scale production, fast production of test batches of products.
How it works
How it works
Creating a computer model of a mold
Printing a mold on a 3D printer
Creating a computer model of a mold
Printing a mold on a 3D printer
Installing a mold in an injection molding machine
Result and comparison of a printed and cast mold
Installing a mold in an injection molding machine
Result and comparison of a printed and molded mold
Examples of using 3D printers to create molds
3D printing molds for the production of electrical switches
Berker (Germany), a leading manufacturer of electrical switches and sockets, uses Stratasys 3D printers to print plastic inserts into molds.![]() With their help, the company produces small (20-30 pieces) batches of prototypes of new models for testing. nine0003
With their help, the company produces small (20-30 pieces) batches of prototypes of new models for testing. nine0003
Examples of using 3D printers to create molds
3D printing molds for the production of electrical switches
Berker (Germany), a leading manufacturer of electrical switches and sockets, uses Stratasys 3D printers to print plastic inserts in a press forms. With their help, the company produces small (20-30 pieces) batches of prototypes of new models for testing.
3D printing of molds from Objet materials
The history of the implementation of one of the CATI engineering service orders. The company's engineers complied with a customer's request to replicate a product sample using 3D printed molds created from various Objet materials. The cost of one form was less than $700. nine0003
3D printing of molds from Objet materials
The history of the implementation of one of the CATI engineering service orders.