3D printing design tips
10 Tips on Designing Models for 3D Printing
3D Insider is ad supported and earns money from clicks, commissions from sales, and other ways.
3D printing technology offers a unique combination of design freedom and ease of reproduction. In the space of a few hours, you can come up with your won unique 3D model and turn it into a physical object, all without the use of expensive molds and heavy-duty machining tools.
However, not all 3D models translate well into 3D printed objects. Some may be harder to pull off than the others. If you’re designing your own models for 3D printing, there are certain factors that you will need to consider. To help you plan ahead, there are some of the best tips from 3D printing and modeling experts.
1. Reduce supports by following the 45-degree rule
Overhanging features aren’t really huge issues when it comes to 3D printing because you can easily remedy the problem by adding support structures. However, many 3D printing professionals consider the addition of supports as a last resort. Not only do they consume a substantial amount of filament, but the process of removing them may damage the finished print or result in uneven surfaces.
If you are designing your own model, then you can make a couple of deliberate decisions to reduce the need for supports. The 45-degree rule is one that’s easy to follow and remember – any incline that goes beyond 45 degrees will need a support structure to support its weight. If necessary, you can also add a chamfer, which is a wider incline split into 45-degree segments. Even pushing the 45-degree boundary would be pushing the limitations of the strength of the filament material, so we suggest keeping all inclines close to only around 30 degrees.
2. Consider adding anchors to avoid supports
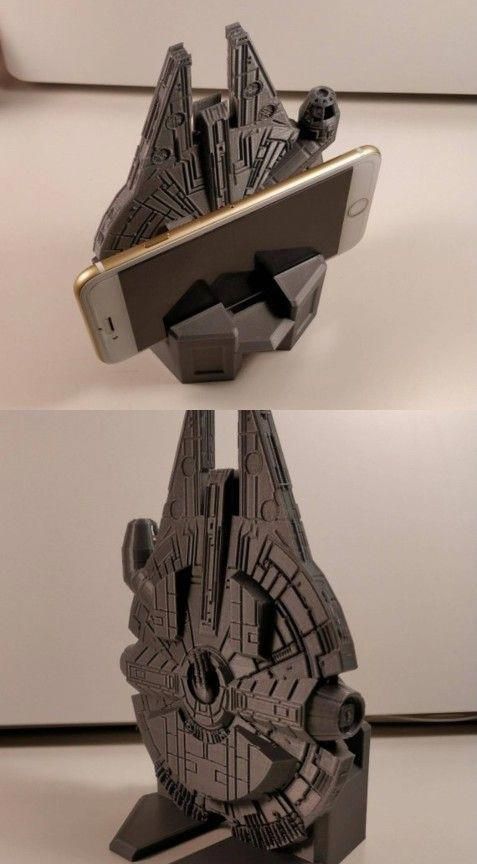
While we’re on the topic of reducing supports, one of the more creative ways to pull this off is to integrate supports into your design.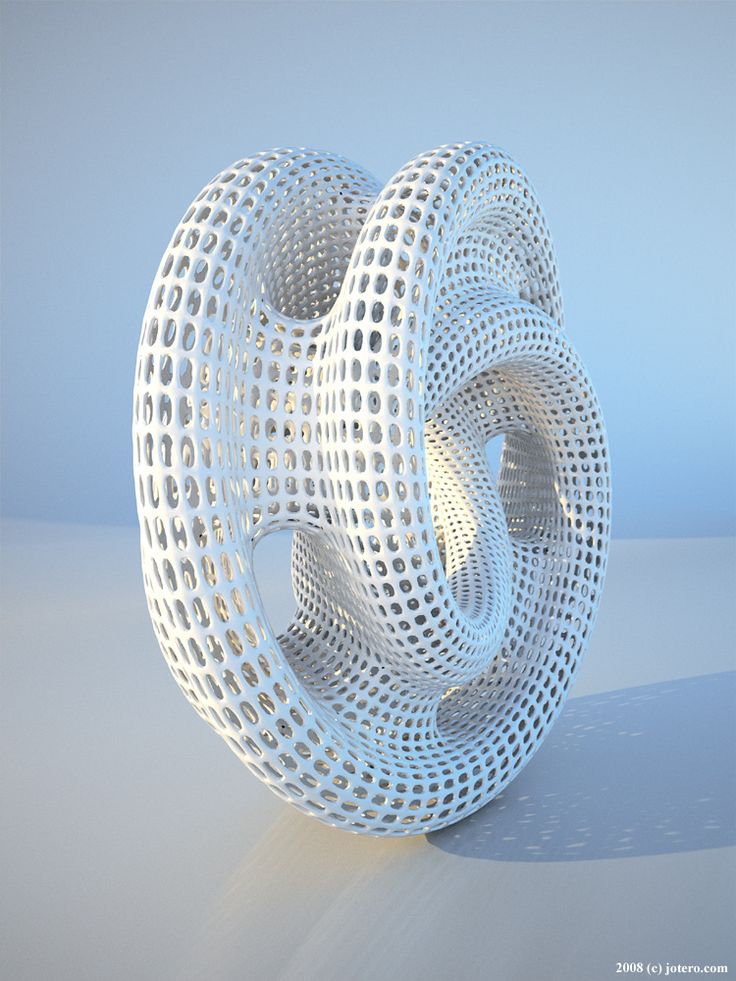 There’s no single way to do this – it truly is up to how creative you are.
There’s no single way to do this – it truly is up to how creative you are.
This is not a new concept. Based on studies of ancient sculptures, sculptors have often resorted to using ‘hidden’ supports so that their works – typically made of much heavier metals or marble – don’t collapse under their own weight.
If you are designing an action figure, then make the figure lean on a signpost or a pillar. You can even plan way ahead and make your figure pose in such a manner that avoids any overhanging features. The beauty of this approach is that you do not end up compromising your design by altering the geometry of certain features. You can also be sure that the quality of your model is preserved, even if you end up distributing it for free on any of the various 3D model download sites.
3. Understand bridges and the concept of droop
As its name implies, a bridge is a horizontal feature that has no support underneath and is connected to other parts of the model at its terminal ends. This can vary across different filament materials and nozzle diameters, so it’s worth the time and effort to discover the limits of your printer and filament.
This can vary across different filament materials and nozzle diameters, so it’s worth the time and effort to discover the limits of your printer and filament.
The worst thing that could happen with a bridge is that it completely buckles under its own weight. If this happens, you will almost certainly need to add support. Even if you do manage to pull it off, a bridge will almost always suffer a certain degree of droop.
Droop refers to the sagging of the bridge, most visibly at the middle part. How bad the droop is will depend on the length of the bridge as well as the weight of the filament. As a rule of thumb, bridges shorter than 36 millimeters can be expected to have a droop of up to 0.5 millimeters. The droop increases up to 5 millimeters for bridges that are longer than 60 millimeters.
4. Orient based on resolution and strength
3D prints made using FDM technology naturally come out with visible layer lines. This is an inherent consequence of the reliance of FDM printers on relatively wide nozzles. However, the resolution along the z-axis can somewhat be controlled by setting the thickness of these layers. Resolution on the x-axis and y-axis, however, is determined by the size of the nozzle.
However, the resolution along the z-axis can somewhat be controlled by setting the thickness of these layers. Resolution on the x-axis and y-axis, however, is determined by the size of the nozzle.
This is something you may need to consider if your model has very fine details. If you want precise details in your model, then it would be best to have those details oriented along the z-axis. While it’s true that models can be rotated along any axis in the slicer software, you still need to keep in mind that resolution is not equal among all three axes.
If you are designing a part that is meant to bear a significant load, you may also need to consider the strength limitations of FDM printing. Basically, the layer lines are the print’s weakest points – any stress parallel to them can cause them to get pulled apart from each other. For best results, it would be best to design your model so that any stress is applied perpendicular to the layer lines.
5. Split the model into multiple parts
If you are designing a model for printing on a desktop 3D printer, then the limitation on build size is something you may need to consider. After all, your 3D printer may not be large enough to create that action figure or prop you’re designing.
After all, your 3D printer may not be large enough to create that action figure or prop you’re designing.
Splitting the model into multiple parts can also be advantageous if you want to avoid having too many support structures on your print. For instance, splitting the model into two or three parts and orienting them in different directions may mean each part would have fewer overhanging features. This is worth the effort just to avoid the hassle and extra filament that support structures demand.
There are a couple of different ways that you can split apart a model. You can simply cut them in certain sections, which means you’ll need to glue the parts together once they are all printed. You can also design snap-fit or press-fit connections, which have the advantage of being non-permanent. The second option can be useful for large props or prototypes that you’ll need to take apart for transportation and put together again, such as those used in conventions or exhibits.
6.
 Consider 3D printer tolerances based on nozzle size
Consider 3D printer tolerances based on nozzle sizeThere’s only so much detail that a 3D printer can reproduce, especially given the size of its nozzle. This holds true for any axis. Moreover, plastic filament naturally expands as it cools. This phenomenon is something you’ll need to consider when managing your expectations of how detailed a model can be when printed.
A good rule of thumb to follow is that the effective size of a filament when it is extruded and cooled is around 1.2 times the diameter of the nozzle. For a standard 0.4-millimeter nozzle, this translates to 0.48 millimeters. This means that the features of your model need to be at least 0.48 millimeters or larger on each axis.
Tolerance refers to the distance between two nearby features that is just large enough for them to not fuse with each other. Again, the effect of thermal expansion is something you’ll need to consider when designing for tolerances. The problem is that there isn’t a single tolerance value that applies to all filament material and nozzle sizes. Your best bet would be to print this test template to check for the acceptable tolerance for your setup.
Your best bet would be to print this test template to check for the acceptable tolerance for your setup.
7. Consider the material
When designing a 3D model, it is only prudent to think of the specific filament material you intend to use. After all, different plastic materials behave differently. For instance, the thermal expansion coefficient of a plastic will have to be considered when deciding on the resolution and tolerances of a 3D model.
Hardness and flexibility are also properties that you need to consider, especially when designing functional prototypes. For example, flexible filament may not be appropriate for designs with press fit or snap fit connections. If you need a model with flexible hinges, the choice of wall thickness for such a section will depend based on the hardness of the plastic.
There are a handful of other printing parameters that can be affected by the type of material you use, ranging from subtle ones to those that are much more pronounced. Bridging failure, stringing, and warping, are only some of the problems that you can possibly avoid if the filament material has been considered in the design process.
Bridging failure, stringing, and warping, are only some of the problems that you can possibly avoid if the filament material has been considered in the design process.
8. Avoid warping by removing sharp corners
Add mouse ears to your model Warping is one of the biggest problems that a 3D printing professional can encounter. This is especially true when printing with high-temperature filaments, such as ABS or Nylon. Solving the warping issue takes a monumental effort, from tweaking the temperature settings to painstakingly applying adhesives to the print bed. Fortunately, you can take steps in the design process to stave off the warping problem.
The most common manifestation of warping is when the corners of the base layers of the print lift off the print bed. The corners are especially prone, as these are the points where the thermal stress generated by thermal contraction accumulate.
One of the smartest ways to avoid warping is to avoid this accumulation of thermal stress by designing rounded corners. This results in a more even distribution of thermal stress not only on the base layer but also for the rest of the print.
This results in a more even distribution of thermal stress not only on the base layer but also for the rest of the print.
While using rounded corners is not an assurance that you will no longer run into a warping problem, it should help avoid the issue from manifesting
9. Add mouse ears to your design
There are about a dozen possible solutions to warping but most of them are steps that you need to take when setting your printer or slicer parameters. Just like rounding of corners, the addition of mouse ears is typically something you’ll need to do in the design phase.
Mouse ears are basically small disks located on the corners of the base layer of the model. The idea is to increase the surface contact between the corners of the model and print bed in a bid to prevent these corners from lifting off. Some slicer software platforms offer the option to add mouse ears to models before printing, although not many of them do. In the case of the latter, mouse ears will have to be added to the original 3D model.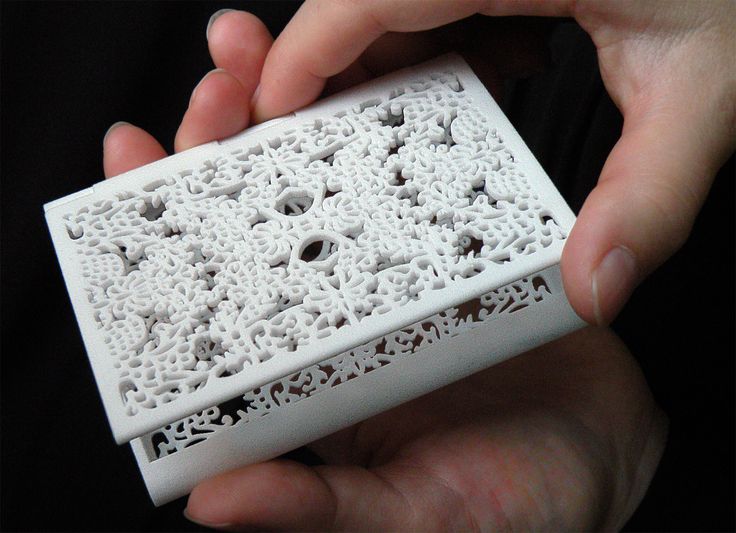
The use of mouse ears allows you to retain the sharp edges in your model. However, you’ll have to live with the fact that your finished print will have mouse ears on its base. It would be a good idea to integrate mouse ears into the overall aesthetic of your design. Unlike support structures, mouse ears are practically impossible to remove without ruining the rest of your print.
10. Adjust your STL export settings as needed
The STL file format is the format of choice for most 3D printers, mostly because of its compact file size. This is possible because 3D models in the STL file format are represented using a series of tessellated triangles. This is a method for “simplifying” a 3D model by reducing each curved surface to small triangles that interlock with each other. Despite the drop in resolution, the quality of STL files is often good enough for 3D printing.
When exporting a model from a CAD platform to the STL file format, you have full control of the resolution of the file, or how many triangles the surface of the model will be made out of. As you would expect, a low-resolution file is smaller and easier to share but may result in a more “pixelated” appearance. One the other hand, high-resolution files are highly detailed but are much harder to upload or send.
As you would expect, a low-resolution file is smaller and easier to share but may result in a more “pixelated” appearance. One the other hand, high-resolution files are highly detailed but are much harder to upload or send.
When choosing the resolution of an exported STL file, the purpose of the file must always be considered. Do you need to send the file as part of your professional work, or are you just uploading it to a free site for fun? Does the model have a lot of fine details that will make a high-resolution rendering worth the added file size?
In any case, a maximum file size of 100 MB is often a good rule of thumb to follow. Most free-to-download sites have also set it this limit, likely as an effort to optimize their server storage.
Final thoughts
Most people who get into 3D printing likely start with downloading free 3D models from sites like Thingiverse. There’s nothing wrong with this. One of the best things about 3D printing is how easy it is to get into as a hobby. The active online communities of generous 3D modelers have been a huge part of this movement.
The active online communities of generous 3D modelers have been a huge part of this movement.
However, there’s a different level of novelty behind the idea of coming up with your own 3D models and recreating them in real life through a 3D printer. This is literally ideas coming to life. However, not all 3D models are made to translate well to 3D printing. There are few rules of thumb to follow to ensure the best quality of 3D prints, or just to make the 3D printing process a more pleasant experience.
Warning; 3D printers should never be left unattended. They can pose a firesafety hazard.
Modeling for 3D Printing: Tips by Jeremy Ortiz
_We invited designer and digital sculptor Jeremy Ortiz (@zbrushninja) to share his top tips on modeling for the Form 1+ 3D printer.
I come from a traditional sculpting background using clay and wax. For me, using ZBrush simulates sculpting in these traditional materials so well that nearly of my traditional skills and techniques were directly translated into the digital medium. I was instantly hooked on this new medium of digital clay.
I was instantly hooked on this new medium of digital clay.
As a digital designer, I knew if I wanted to be able to take my ZBrush sculptures into the real world, I needed a high resolution printer that could capture the fine details of my sculpts so I could use my prints as masters for molding or directly as one-off production prototypes. The Form 1+ is the only desktop 3D printer that offers a level of detail that could effectively and accurately reproduce my sculptures with a superior level of detail and quality that was on par with industrial stereolithography printers. All of that with a cost that was within my budget.
Dragon Bust by Jeremy Ortiz, 3D printed in Grey Resin on the Form 1 +.
It wasn’t until I was holding a 20mm tall dragon head print in my hand, with details so fine that it made pencil points, X-acto blades and fingerprints seems huge that it hit me just how powerful of a tool I had in my possession.
Here are 7 tips I have found helpful when designing and modeling for 3D prints.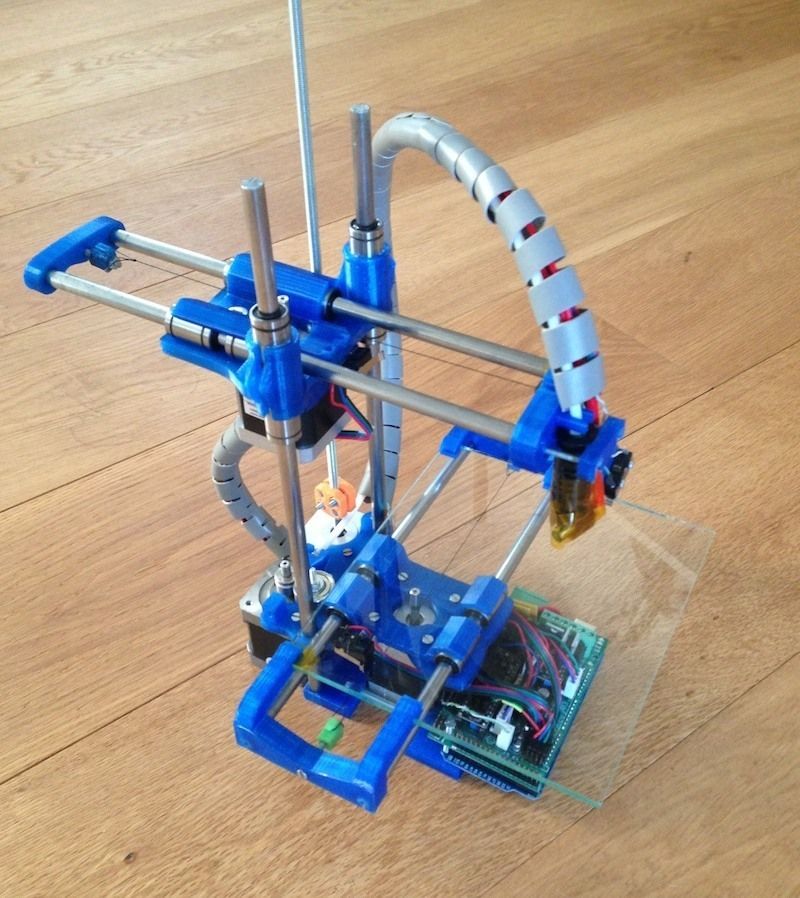 I personally use ZBrush and Maya for my work, but these tips should work on most 3D modeling software.
I personally use ZBrush and Maya for my work, but these tips should work on most 3D modeling software.
1. Keep Your Parts Manifold
For modelers coming from animation, illustration, or gaming backgrounds, one important thing to remember is that your 3D prints must be composed of watertight manifold volume parts. Always check your model for artifacts, loose faces or unwelding edges and verts.
That means:
- No one dimensional planes,shells or extruded edges
- No double sided faces
- No self intersecting faces
- No open faced holes
- No unwelded verts or edges
PreForm, Formlabs’ free downloadable 3D printing software, has automatic tools that ensures your model is watertight.
2. Multi-object Prints
Does my part need to be one continuous mesh? This is a question that many new modelers have when creating for 3D printing. The simple answer is that a continuous mesh is not required. You can design prints from overlapping or intersecting objects so long as all components involved are manifold parts.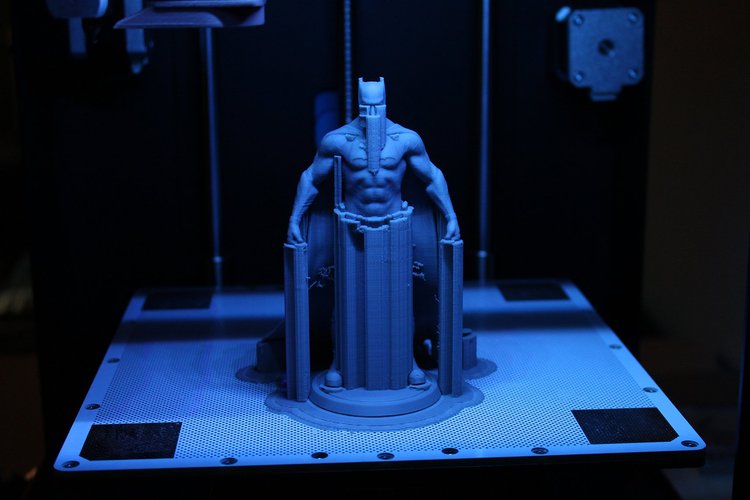
3. Know Your Build Area
When designing your part, keep in mind your build area. However, your printer’s build volume does not have to limit the size of your final model. Be creative! Clever layout in your build area can help you get larger prints. For instance, the diagonal space from top to bottom in your build area will give you the longest build size of your printer.
4. Small prints and exaggerated details
When sculpting small parts, it’s often very helpful to slightly exaggerate details. This means making your surface details with slightly deeper cuts and more pronounced surface texture. If possible, making slender parts slightly thicker will help ensure that they will print clean.
5. Save Material
Making your model hollow using shell and boolean functions available in your modeling software will save you resin material. Be sure to make a large enough “vent hole” that connects to your hollowed area to the outside of your model this will allow uncured material to flow out.
6. Clean Up Well
After your print is finished you have to soak your finished print in IPA for 12-15 minutes. I find that towards the end of the soak you can give your part a gentle rubdown with your gloved hand to help break down and remove any resin stuck to the surface of your print. Using a soft brush also helps to reach area that you can’t reach with your hand, this added step this helps get a quality finish to your print.
7. Remove Supports Carefully
Take your time when removing your support material. Rushing this process could ruin an otherwise flawless print. Using an X-acto knife to score a line at the connection point will give a cleaner break. Give thicker supports a gentle wiggle, don’t pull or use excessive force.
3D Printing Tips and Tricks
Blog navigation
Search articles
Categories
Latest articles
Popular articles
-
How to draw with a 3D pen?
12/16/2015
17393 views
Connect the 3D pen and let it warm up for a few seconds.
 Insert ABS or PLA filament into feed hole...
Insert ABS or PLA filament into feed hole... Read more
-
Top 20 interesting toys for children on a 3D printer. nine0003
Posted in: 3D printing
02/15/2022
12883 views
What kind of toys can be created on a 3d printer? What are the advantages of 3d printing toys at home? In this article you will find...
Read more
-
10 improvements for your Ender-3
Posted in: Basics of 3D printing, 3D Printing Tips and Tricks
09/22/2021
12537 views
10 inexpensive upgrades to improve the stability, performance and security of Ender 3 - the most popular...
Read more
-
3D Printing Delamination - 5 Tips and Tricks to Avoid Delamination
Posted in: 3D printing tips and tricks, 3D printing
05/14/2019
11718 views
If you have owned a 3D printer for a while, then you are probably used to solving many problems.
 Delamination is...
Delamination is... Read more
-
History of 3D pen
Posted in: Basics of 3D printing, Draw 3D
03/21/2019
9920 views
The advent of the 3D pen has led to some areas of art that were previously impossible. In this article we...
Read more
Read all articles
Recommended articles
Article archive
3D printing tips and tricks. Articles, surveys. Materials, technologies, 3D equipment, 3D scanning, 3D modeling.
-
12 common 3D printing mistakes to avoid. nine0005
As an industry, 3D printing is evolving every day, so it's important to know all aspects of this technology today. In this article, we've rounded up 12 of the most common 3D printing mistakes and how to fix them.
-
3D printed elephant leg. How to get rid?
Posted in: Basics of 3D printing, 3D Printing Tips and Tricks
When it comes to practical 3D printing applications, the elephant's foot can present serious problems.
 In this post, we will introduce you to ways to eliminate this defect from your prints. nine0003
In this post, we will introduce you to ways to eliminate this defect from your prints. nine0003 -
How to calibrate the extruder steps (E-steps)?
Posted in: 3D Printing Tips and Tricks
One of the most overlooked tasks is calibrating extruder pitches. In this guide, we will go through all these points and tell you step by step what needs to be done at each stage.
-
How to eliminate sticking of PLA, ABS, PETG filament on a 3D printer nozzle.
Posted in: 3D Printing Tips and Tricks
Tips for cleaning 3D printer nozzles and preventing them from clogging. Causes of sticking plastic and methods for their elimination.
-
How to set up your new 3D printer?
Posted in: Basics of 3D printing, 3D Printing Tips and Tricks
To get the most out of your new 3D printer, you need to set it up properly. Read this guide to find out what you need to do and how.
-
X axis offset on Ender 3.
 How to fix? nine0005
How to fix? nine0005 Posted in: 3D Printing Tips and Tricks
X-Axis Offset, Skew, Bent and Sag Ender-3. How to solve the problem? Tips for setting the geometric and mechanical parameters of a 3D printer.
-
10 reasons to buy a 3D printer for home use.
Posted in: 3D Printing Tips and Tricks
There are many uses for 3D printers around the world. In this article, we have listed 10 reasons why you should buy a 3D printer and get to know the world of 3D printing. nine0003
-
Is it worth buying a 3D printer? Pros and cons. Advantages and disadvantages.
Like any other hobby, 3D printing is fun, but not for everyone. Before buying a 3D printer, you should consider a few pros and cons and take into account the nuances.
-
10 improvements for your Ender-3
Posted in: Basics of 3D printing, 3D Printing Tips and Tricks
10 inexpensive upgrades to improve the stability, performance and security of the Ender 3, the world's most popular desktop 3D printer.
 nine0003
nine0003 -
3D Printing for Beginners: Getting Started with 3D Printing
Posted in: Basics of 3D printing, 3D Printing Tips and Tricks
Getting started with 3D printers doesn't have to be intimidating. We have created this simple 3D printing guide for beginners to help all beginners understand the basic terms. In reality, there are many different 3D printing technologies, but the most common for beginners is the layer-by-layer modeling method (FDM or FFF), which this article focuses on. nine0003
-
Ender 3 belt tensioner (Pro/V2). How tight should they be?
Posted in: 3D Printing Tips and Tricks
In this article, we're going to look at some pretty important and useful information about belts on Ender 3 (Pro/V2) 3D printers and how tight they should be. Of course, we will also tell you how to properly tension the belts, as well as where to find convenient tensioners for Ender 3 and Ender 3 Pro (Ender 3 V2 already comes with tensioners) to make the whole process easier.
 nine0003
nine0003 -
Top Ender-3 (Pro/V2) 3D Printing Test Models
Posted in: 3D printing tips and tricks, 3D Printing
Want to see how your Ender 3 really works? Try a few of these Ender 3 3D Print Test Models today to adjust and fine-tune your printer settings!
1 2 > >|
Showing 1 to 12 of 23 (2 Pages)
Product added to wishlist
Product added to comparison was withdrawn from publication due to a technical error. Please be understanding. Thank you! Whether it's just a hobby or a source of income, 3D printing is always based on product design. Those accustomed to traditional technologies will have to rethink the entire approach to product design and manufacture. nine0003 When the project is ready, a number of additional operations are performed: setting the orientation of the model and other parameters that ensure the proper printing process. Finally, the last factor influencing the success or failure of the 3D printing process is the strength of the connection between the model and the table. If the workpiece is separated from the table during printing, then all the work will go down the drain. Here, we'll walk you through the 3D printing process and give you a few simple tips for using the power of additive manufacturing in the design phase. In addition, we will dwell on the methods of preparing a finished project for printing, and also consider ways to securely fasten the workpiece to the table. nine0202 These guidelines apply primarily to Fused Deposition Printers (FDM) printers, but may apply to other types of printers as well. Any 3D printing starts with construction. If you are developing a product yourself, then you need to build a 3D model of it in a computer-aided design (CAD) system to turn the designer's idea into reality. In this case, the object can be both very simple and very complex. However, too thin and too small models should be avoided. nine0003 3D-CAD from Siemens from this article for 49900r (90% discount), the promotion is valid until March 20, 2020. Read more>> To print an object, its model must be saved in a special file format - for example, STL, which has become the de facto standard in the world of 3D printing. In this format, model surfaces are represented as a grid of triangles. Simple surfaces are broken down into a small number of triangles. CAD-systems make it very easy to save the model in the desired format: just click the Save As command. To improve print quality, it is desirable to set a number of settings for saving to the STL format - for example, the tolerance during transformation and the angle of the plane. The lower the conversion factor and the better the angle, the smoother the printed part will be. Most, if not all, 3D printers come with their own slicer software. The slicer loads the STL file created in the CAD system and cuts it into layers, and then creates a control program for the printer. nine0003 After entering the print settings, the model (or several models) needs to be placed on the printer table. In the slicer program, the user sets parameters such as print speed, material consumption, nozzle and desktop temperatures. Most slicers have simple settings for beginners. In this case, most often there are also advanced settings so that experienced professionals can achieve optimal results. Advanced settings include percentage infill, amount of backing material, and type of backing or raft (this is a small, thin base that keeps the printed part stable. The backing is removed when it's finished). The number of options is truly endless. Specific settings vary depending on the brand of printer. It's easy enough to set them up. nine0003 After setting the print settings, the placement of future objects on the table, their orientation and quality, it's time to finally start the printer. Finishing includes removing the printed part from the table, as well as removing the support material by melting, mechanical separation or dissolution (depending on the design of the printer). The part may require some light sanding or polishing, but overall a properly printed object looks good from the start. Other types of finishing are placing plastic parts in a container with acetone to smooth out surface roughness, gluing (if the dimensions of the structure exceed the dimensions of the 3D printer or individual elements of the object must have different orientations), drilling holes and painting. nine0003 3D printing process If the direction of the surfaces changes abruptly (for example, a vertical wall intersects with a horizontal overlap), then such a model is difficult to print. Layer by layer fusing technology consists in supplying hot plastic through a nozzle with the formation of a printed object layer by layer. The thickness of the extruded plastic layer cannot be made smaller than a certain limit, depending on the diameter of the nozzle and the speed of the print head. Excessively thin-walled details are difficult to print - often the result is a chaotic weave of fibers. If the part can be printed, it is very fragile and breaks easily. nine0003 On the other hand, if the walls are too thick, they become brittle and crack easily. 3D printers allow you to create amazing shapes and surfaces, but they are not capable of printing directly in the air. If there is a void in the part with material above it, additional support material must be used. Most slicers add material automatically, but require you to specify the orientation and volume of the support structure. Printers with a single nozzle create an array of thin columns, which then have to be broken off. The result is an uneven surface. Therefore, it is recommended to avoid large overhanging elements whenever possible in order to reduce the need for support material. nine0003 If such an element is unavoidable, you can try to flip the object. Remember that the part is made of heated plastic. As it cools, it inevitably shrinks. Therefore, holes and other critical structural elements have to be made larger so that after shrinkage their size is as close as possible to the required one. nine0003 However, if a tight tolerance hole needs to be made, it is better to print it in a smaller diameter and then ream it with a suitable tool. This is especially true for holes whose axis is parallel to the printer table. If the area of contact between the object and the base is small, the part may separate from the table during printing. To prevent this from happening, wide bases are added to the model legs, which are installed on the printer table. The right approach to design makes printing easier. In addition, there are special post-processing techniques that are important to be aware of. The model should be oriented so that the minimum amount of support material is used. Ideally, it should rest on the table with a large flat edge. In addition, circular geometry must be placed so that the circular faces are vertical. If we look at the printer table from above, we should see a round silhouette of the object. In this case, the part comes out as symmetrical as possible with the formation of a solid round structure. nine0003 If there are voids in the model (for example, it is a rectangular pipe), it is desirable to place such voids vertically in order to reduce the volume of the support material. The same is true for holes: to get a hole with a straight axis, it is best to print it vertically - in the form of a stack of rings, which avoids warping or deforming a round hole into an oval one. nine0003 Proper selection of print parameters, such as STL conversion tolerance and slicer software settings, allows parts to be produced with a surface quality that matches that of cutting. However, this entails an increase in print time. When choosing quality parameters, one should proceed from the purpose of the object: is it a finished product or a prototype? Will the part be visible or hidden? nine0202 The quality parameters also affect the shape of the holes in the part. In CAD files, holes are represented as a set of straight lines at an angle to each other. To obtain the best quality, especially when using layer-by-layer deposition technology, it is necessary to reduce the thickness of the layers. It does increase the print time, but the end result is worth it! nine0003 In terms of strength, objects do not have to be solid. Similar to a honeycomb, printers can create a honeycomb infill that balances strength and saves expensive polymer material. However, if the printed part serves as a prototype for strength testing, and the serial product will be manufactured by traditional methods, and also if the part is subjected to certain types of mechanical stresses and pressures, a solid design will be preferable. nine0003 The success of printing largely depends on the correct choice of material. A solid body is not always the best choice for 3D printing. Printing solid parts has its advantages, but the internal honeycomb structure saves both expensive material and time. Creating objects with a specified degree of filling with honeycomb structures is a unique opportunity for 3D printing. In addition to saving time and material, the internal honeycomb structure has many other advantages. Printing large objects as a single piece introduces a danger of warpage. By reducing the infill percentage, the air during printing passes through the part, providing more uniform cooling and eliminating warpage. Printing cells instead of solid material does not reduce the strength of the part. In many cases, a honeycomb part is strong enough for the chosen application, but lighter and less material intensive. Most slicers support a wide variety of cell geometries. The optimal option is determined by the functional purpose of the object. Standard box padding simplifies printing, while hexagonal and triangular boxes add strength. Wave fill allows the object to bend or twist. In general, the strength of an object increases as the percentage of infill increases. Most printers have a default infill percentage of 20, which is optimal in some cases but too high or too low in others. Consider mechanical stresses in the printed object and increase the percentage of infill in areas where greater strength is required. If high strength is not required, choose the lowest possible filling. This saves material and speeds up printing. Most often, the selection of the optimal percentage of filling is done by trial and error. “Rafts”, “brims”, “skirts” – these terms sound funny, but they just refer to the three main ways of attaching a 3D printed part to a printer table. Let's take a look at each of these methods and their areas of application. The skirt involves creating a few rings around the object at the beginning of the print to make sure the plastic is extruded normally. The skirt is not in contact with the object at all. It surrounds the printable area and helps start the fusing process. When creating a skirt, a large volume of hot thermoplastic polymer passes through the nozzle. This prepares the printer for printing the part itself. This guarantees good adhesion to the table and obtaining smooth surfaces of the object. nine0003 The brim is a wide, flat area connected to the main object as a support base (think of a brim of a hat). When printing, the outside of an object often cools faster than the middle, causing the edges to curl. Brim prevents this phenomenon by holding the edges. A raft is a detachable base, made in the form of a thin mesh platform, located under the entire object (which lies on the raft). To create a raft, the printer first prints a flat plate in two or three layers, and then begins to manufacture the object. nine0003 The rafts provide excellent adhesion to the table surface and also provide a strong print base. This is especially useful when making small and oddly shaped parts that do not fit well on the table, as well as thin-walled objects. After printing is completed, in most cases the raft will separate easily from the part. Rafts are used if the printer does not have desktop heating. An alternative method is to apply adhesive paper tape to the printer platform, with the edges down if possible (this protects the platform itself). You can also use packing tape, but it is usually more expensive. If buckling does occur or the object separates from the table, apply a dissolvable glue stick to the adhesive tape. This will enhance adhesion. 3D printing is not only a science, but also an art. Effective design for subsequent 3D printing requires an understanding of the technological process, taking into account its features and the purpose of the future object. This will greatly improve print performance. nine0003 The capabilities of the applied system should not limit the designers. Generative modeling in Solid Edge opens up new possibilities: the designer selects a specific material, sets the design space, allowable loads, restrictions and target mass of the part, and the system automatically calculates the desired geometry. As a result, 3D printing methods can produce the most complex shapes. In addition, when building models, the use of the results of three-dimensional scanning is provided. Solid Edge successfully combines the traditional boundary representation of solid models (B-Rep) and the representation of surfaces in the form of a grid of triangles, which avoids time-consuming transformations that are fraught with errors. nine0003 If you've already downloaded an STL file for printing, our unique synchronous technology allows you to quickly and easily edit your imported models in Solid Edge in preparation for the process. In addition, it is necessary to take into account the fact that most 3D printers allow you to choose the degree of filling the model with cellular structures. The correct choice of this parameter provides protection of the object from deformation and destruction during the printing process, as well as significant savings in material and reduction in production time.
In addition, it is necessary to take into account the fact that most 3D printers allow you to choose the degree of filling the model with cellular structures. The correct choice of this parameter provides protection of the object from deformation and destruction during the printing process, as well as significant savings in material and reduction in production time.
 The process of obtaining a finished part by 3D printing is basically the same regardless of the method used.
The process of obtaining a finished part by 3D printing is basically the same regardless of the method used. Designing an object
Saving the file in a special format for printing
 The more complex the surface, the more triangles you will need. Today, other formats are used in 3D printing, in particular, the 3MF format developed by Microsoft. But the most common is still STL. nine0003
The more complex the surface, the more triangles you will need. Today, other formats are used in 3D printing, in particular, the 3MF format developed by Microsoft. But the most common is still STL. nine0003 Opening the file in the slicer program
Positioning the model correctly in the print space
 You can print many objects on one table at once. At the same time, compared to printing a single object, the time slightly increases, but in general it still turns out to be less. Here are some tips for choosing the right model orientation.
You can print many objects on one table at once. At the same time, compared to printing a single object, the time slightly increases, but in general it still turns out to be less. Here are some tips for choosing the right model orientation. Set parameters
Sending the control program to the printer
 It is enough to press the Print button and find something to do while the production is in progress. Depending on the complexity of the design, the process takes from several minutes to several hours.
It is enough to press the Print button and find something to do while the production is in progress. Depending on the complexity of the design, the process takes from several minutes to several hours. Finishing
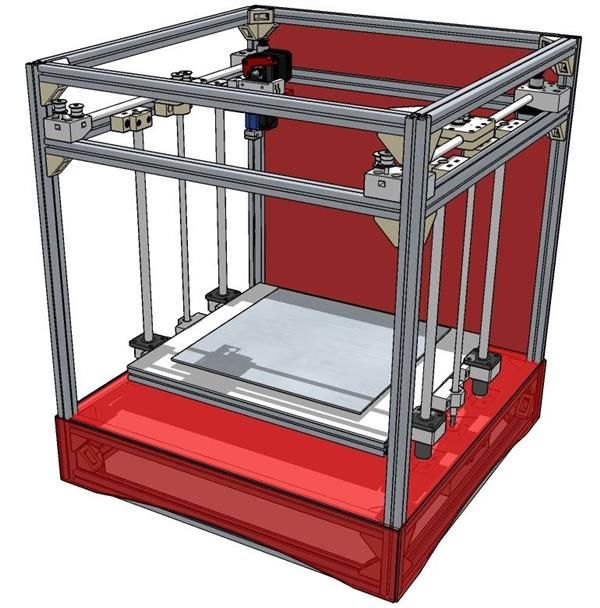
3D printer design considerations
Eliminate sharp corners
 The printer will build excessive inner surfaces, wasting too much material. There are two easy ways to prevent this: add chamfers to smooth out where the surfaces meet, or round the corners so the printer gradually builds a vertical surface. In addition, rounding will increase strength, since destruction most often occurs at sharp corners. nine0003
The printer will build excessive inner surfaces, wasting too much material. There are two easy ways to prevent this: add chamfers to smooth out where the surfaces meet, or round the corners so the printer gradually builds a vertical surface. In addition, rounding will increase strength, since destruction most often occurs at sharp corners. nine0003 Elimination of thin walls and small geometries
Too thick walls - also bad
 This is especially important when printing from materials other than resins, as excess thickness during the manufacturing process leads to internal stresses in the part. Even when printing from plastics, material is wasted on walls that are too thick and time is wasted.
This is especially important when printing from materials other than resins, as excess thickness during the manufacturing process leads to internal stresses in the part. Even when printing from plastics, material is wasted on walls that are too thick and time is wasted. Removing large overhangs
 Most printers are capable of printing overhanging elements with an angle of about 45 degrees. At a certain height, the edge of such an element may sag somewhat. The actual capabilities of a particular printer are determined by trial and error.
Most printers are capable of printing overhanging elements with an angle of about 45 degrees. At a certain height, the edge of such an element may sag somewhat. The actual capabilities of a particular printer are determined by trial and error. Holes shrink
Increasing the footprint
 In general, the closer to the table, the more material must be added to the support. There are other ways to securely fasten the part to the table, which we will discuss a little later. nine0003
In general, the closer to the table, the more material must be added to the support. There are other ways to securely fasten the part to the table, which we will discuss a little later. nine0003
Special moves
Place round surfaces vertically
Place voids and holes vertically
 If you print the pipe in a horizontal position, you will have to provide support for the entire inside. If you put the pipe on the end, then no support is required at all.
If you print the pipe in a horizontal position, you will have to provide support for the entire inside. If you put the pipe on the end, then no support is required at all. Set print quality settings
 The higher the quality of the model in the saved STL file, the less the circle looks like a polygon.
The higher the quality of the model in the saved STL file, the less the circle looks like a polygon. Reducing the layer thickness
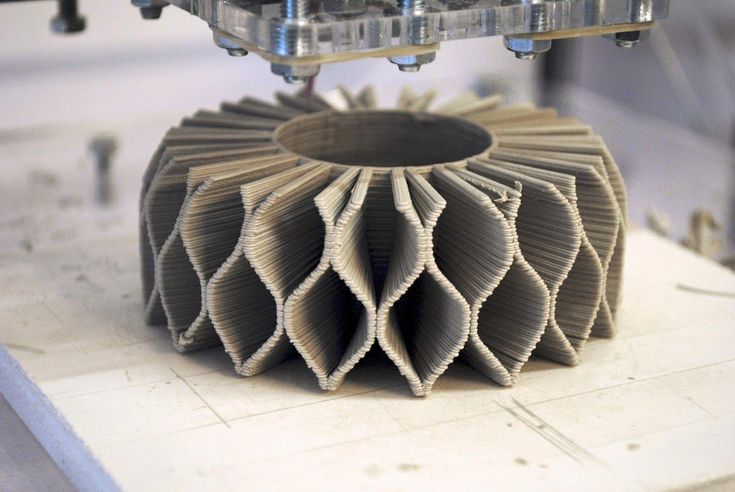
Optimizing the filling with honeycomb structures
Choosing material
 Materials have different properties. For example, the melting point of thermoplastic polyurethane (TPU) and polylactic acid (PLA) is lower than that of acrylonitrile butadiene styrene (ABS). In addition, the material is taken into account when choosing the type of support structures. For an object made of polylactic acid, supporting elements can be made from the same polylactic acid, since it will be quite easy to separate them from the finished part. If the part is printed from ABS plastic, then the support elements must be made from a different material, and it is better not to use such elements at all in thermoplastic polyurethane parts. nine0003
Materials have different properties. For example, the melting point of thermoplastic polyurethane (TPU) and polylactic acid (PLA) is lower than that of acrylonitrile butadiene styrene (ABS). In addition, the material is taken into account when choosing the type of support structures. For an object made of polylactic acid, supporting elements can be made from the same polylactic acid, since it will be quite easy to separate them from the finished part. If the part is printed from ABS plastic, then the support elements must be made from a different material, and it is better not to use such elements at all in thermoplastic polyurethane parts. nine0003 Cellular filling
 Moreover, it is not required to design such a structure: this is done by the slicer program. As a rule, it is enough to set only the percentage of filling (the closer it is to 100, the more solid the object will turn out) and select the type of cells, if the printer has such an opportunity. nine0003
Moreover, it is not required to design such a structure: this is done by the slicer program. As a rule, it is enough to set only the percentage of filling (the closer it is to 100, the more solid the object will turn out) and select the type of cells, if the printer has such an opportunity. nine0003
Cellular filling prevents warpage
Cellular filling does not cause strength loss
 nine0003
nine0003 The function determines the selection of cell geometry
How do I choose the right filling percentage?
 nine0003
nine0003 Ways of fastening the workpiece to the table
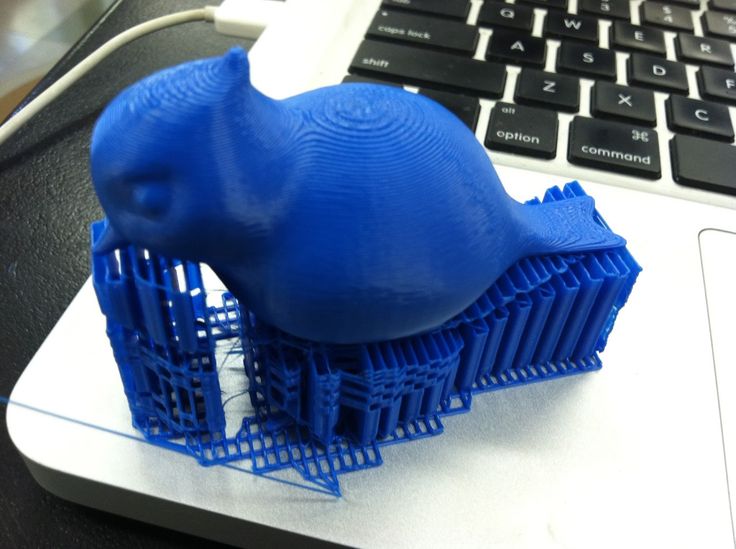
Skirt
Brim
 It is very similar to a skirt, but connected to the model. In addition to all the advantages of a skirt, the brim keeps the edges of the object being made on the table.
It is very similar to a skirt, but connected to the model. In addition to all the advantages of a skirt, the brim keeps the edges of the object being made on the table. Raft
If the printer does not have a heated desktop function
 In this case, excessive adhesion becomes a problem. nine0003
In this case, excessive adhesion becomes a problem. nine0003
Find out the features of a specific 3D printer and take them into account when preparing your model
Using Solid Edge in 3D printing
Not all CAD systems are suitable for 3D printing
 Our Solid Edge system is designed with the latest 3D printing technologies in mind. Various 3D printers and 3D printing services are supported.
Our Solid Edge system is designed with the latest 3D printing technologies in mind. Various 3D printers and 3D printing services are supported. Take it to the next level with specific techniques for designing 3D printed parts
Learn more