3D printer extrusion problems
Inconsistent Extrusion
Inconsistent Extrusion
For your printer to be able to create accurate parts, it needs to be capable of extruding a very consistent amount of plastic. If this extrusion varies across different parts of your print, it is going to affect the final print quality. Inconsistent extrusion can usually be identified by watching your printer closely as it prints. For example, if the printer is printing a straight line that is 20mm long, but you notice that the extrusion seems rather bumpy or seems to vary in size, then you are likely experiencing this issue. We have summarize the most common causes for inconsistent extrusion, and explained how each one can be addressed.
Common Solutions
Filament is getting stuck or tangled
The first thing you should check is the spool of plastic that is feeding into your printer. You need to make sure that this spool is able to rotate freely and that the plastic is easily being unwound from the spool. If the filament becomes tangled, or the spool has too much resistance to spin freely, it will impact how evenly the evenly the filament is extruded through the nozzle. If your printer includes a Bowden tube (a small hollow tube that the filament is routed through), you should also check to make sure that the filament can easily move through this tube without too much resistance. If there is too much resistance in the tube, you may want to try cleaning the tube or applying some lubrication inside the tube.
Clogged Extruder
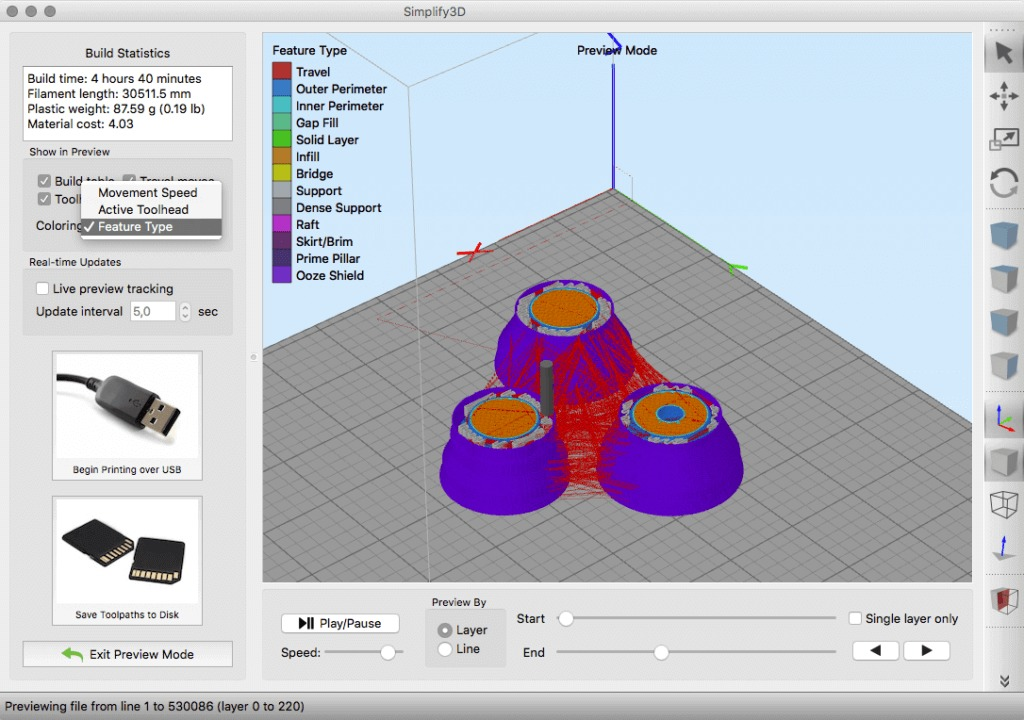
If the filament is not tangled and can easily be pulled into the extruder, then the next thing to check is the nozzle itself. It is possible that there is some small debris or foreign plastic inside the nozzle that is preventing proper extrusion. An easy way to check this is to use Simplify3D’s machine control panel to manually extrude some plastic from the nozzle. Watch to make sure that the plastic is extruding evenly and consistently. If you notice problems, you may need to clean the nozzle. Please consult your manufacturer for instructions on how to properly clean the inside of the nozzle.
Please consult your manufacturer for instructions on how to properly clean the inside of the nozzle.
Very low layer height
If the filament is spinning freely and the extruder is not clogged, it may be useful to check a few settings within Simplify3D. For example, if you are trying to print at an extremely low layer height, such as 0.01mm, there is very little room for the plastic to exit the nozzle. This gap below the nozzle is only 0.01mm tall, which means that the plastic may have a difficult time exiting the extruder. Double check to make sure you are using a reasonable layer height for your printer. You can view this setting by clicking “Edit Process Settings” and selecting the Layer tab. If you are printing at a very small layer height, try increasing the value to see if the problem goes away.
Incorrect extrusion width
Another setting to check within Simplify3D is the extrusion width that you have specified for your extruder. You can find this setting by clicking “Edit Process Settings” and going to the Extruder tab.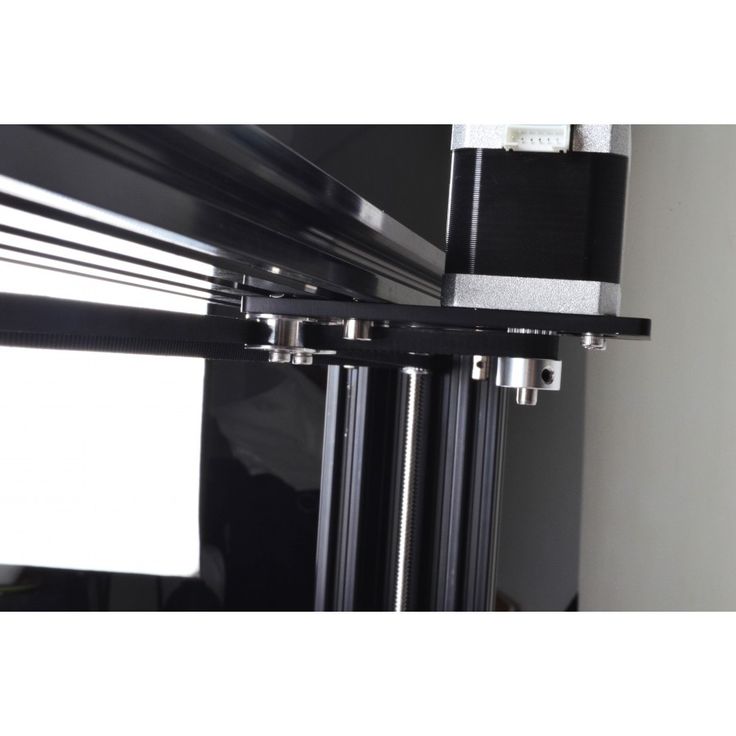 Each extruder can have its own unique extrusion width, so make sure you select the appropriate extruder from the list of the left to view the settings for that specific extruder. If you extrusion width is significantly smaller than your nozzle diameter, this may cause extrusion issues. As a general rule of thumb, the extrusion width should be within 100-150% of the nozzle diameter. If your extrusion width is far below the nozzle diameter (for example, a 0.2mm extrusion width for a 0.4mm nozzle), then your extruder won’t be able to push a consistent flow of filament.
Each extruder can have its own unique extrusion width, so make sure you select the appropriate extruder from the list of the left to view the settings for that specific extruder. If you extrusion width is significantly smaller than your nozzle diameter, this may cause extrusion issues. As a general rule of thumb, the extrusion width should be within 100-150% of the nozzle diameter. If your extrusion width is far below the nozzle diameter (for example, a 0.2mm extrusion width for a 0.4mm nozzle), then your extruder won’t be able to push a consistent flow of filament.
Poor quality filament
One of the most common causes of inconsistent extrusion that we have not mentioned yet is the quality of the filament that you are printing with. Low-quality filament may contain extra additives that impact the consistency of the plastic. Others may have an inconsistent filament diameter, which will also cause inconsistent extrusion. Finally, many plastics also have a tendency to degrade over time.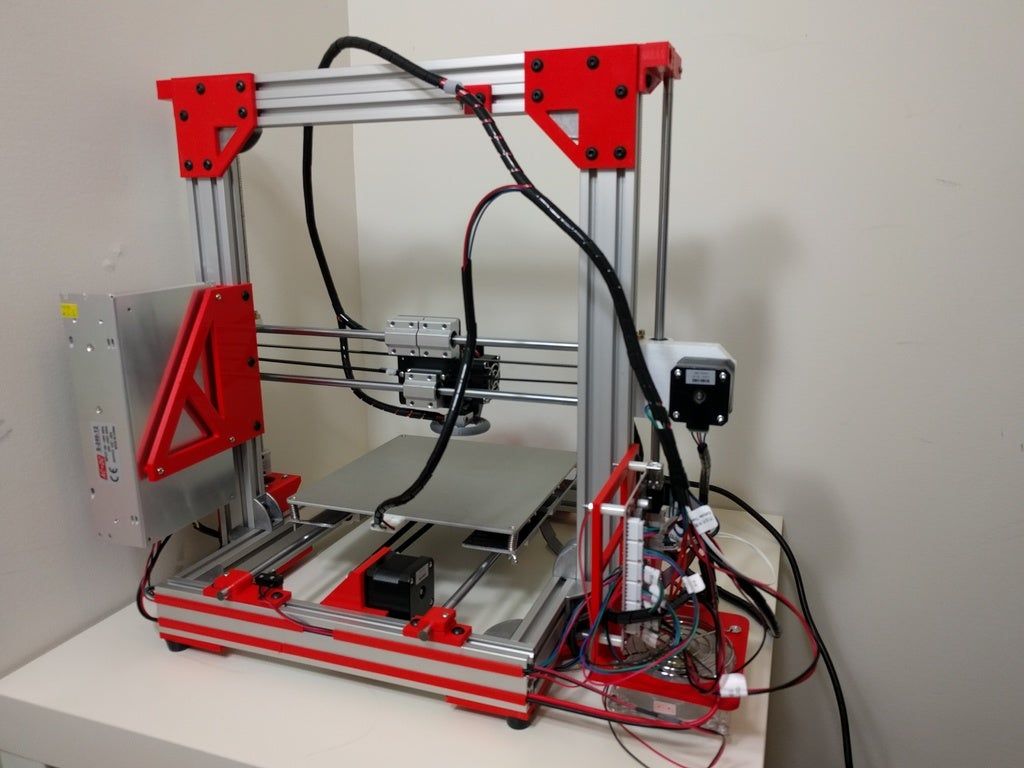 For example, PLA tends to absorb moisture from the air, and over time, this will cause the print quality to degrade. This is why many spools of plastic include a desiccant in the packaging to help remove any moisture from the spool. If you think your filament may be at fault, try swapping the spool for a new, unopened, high-quality spool to see if the problem goes away.
For example, PLA tends to absorb moisture from the air, and over time, this will cause the print quality to degrade. This is why many spools of plastic include a desiccant in the packaging to help remove any moisture from the spool. If you think your filament may be at fault, try swapping the spool for a new, unopened, high-quality spool to see if the problem goes away.
Mechanical extruder issues
If you have verified everything above and are still having problems with inconsistent extrusion, then you may want to check for mechanical issues with your extruder. For example, many extruders use a drive gear with sharp teeth that bite into the filament. This allows the extruder to move the filament back and forth easily. These extruders also typically include an adjustment that changes how hard the drive gear is pressed into the filament. If this setting is too loose, the drive gear teeth won’t cut far enough into the filament, which impacts the extruder’s ability to accurately control the position of the filament. Check with your manufacturer to see if your printer has a similar adjustment.
Check with your manufacturer to see if your printer has a similar adjustment.
Related Topics
Not Extruding at Start of Print
Not Extruding at Start of Print
This issue is a very common one for new 3D printer owners, but thankfully, it is also very easy to resolve! If your extruder is not extruding plastic at the beginning of your print, there are four possible causes. We will walk through each one below and explain what settings can be used to solve the problem.
Common Solutions
Extruder was not primed before beginning the print
Most extruders have a bad habit of leaking plastic when they are sitting idle at a high temperature. The hot plastic inside the nozzle tends to ooze out of the tip, which creates a void inside the nozzle where the plastic has drained out. This idle oozing can occur at the beginning of a print when you are first preheating your extruder, and also at the end of the print while the extruder is slowly cooling. If your extruder has lost some plastic due to oozing, the next time you try to extrude, it is likely that it will take a few seconds before plastic starts to come out of the nozzle again. If you are trying to start a print after you nozzle has been oozing, you may notice the same delayed extrusion. To solve this issue, make sure that you prime your extruder right before beginning a print so that the nozzle is full of plastic and ready to extrude. A common way to do this in Simplify3D is by including something called a skirt. The skirt will draw a circle around your part, and in the process, it will prime the extruder with plastic. If you need extra priming, you can increase the number of skirt outlines on the Additions tab in Simplify3D. Some users may also prefer to manually extrude filament from their printer using the Jog Controls in Simplify3D’s Machine Control Panel prior to beginning the print.
If your extruder has lost some plastic due to oozing, the next time you try to extrude, it is likely that it will take a few seconds before plastic starts to come out of the nozzle again. If you are trying to start a print after you nozzle has been oozing, you may notice the same delayed extrusion. To solve this issue, make sure that you prime your extruder right before beginning a print so that the nozzle is full of plastic and ready to extrude. A common way to do this in Simplify3D is by including something called a skirt. The skirt will draw a circle around your part, and in the process, it will prime the extruder with plastic. If you need extra priming, you can increase the number of skirt outlines on the Additions tab in Simplify3D. Some users may also prefer to manually extrude filament from their printer using the Jog Controls in Simplify3D’s Machine Control Panel prior to beginning the print.
Nozzle starts too close to the bed
If the nozzle is too close to the build table surface, there will not be enough room for plastic to come out of the extruder. The hole in the top of the nozzle is essentially blocked so that no plastic can escape. An easy way to recognize this issue is if the print does not extrude plastic for the first layer or two, but begins to extrude normally around the 3rd or 4th layers as the bed continues to lower along the Z-axis. To solve this problem, you can use the very handy G-Code offsets which can be found on the G-Code tab of Simplify3D’s process settings. This allows you to make very fine adjustments to the Z-axis position without needing to change the hardware. For example, if you enter a value of 0.05mm for the Z-axis G-Code offset, this will move the nozzle 0.05mm further away from the print bed. Keep increasing this value by small increments until there is enough room between the nozzle and the build platform for the plastic to escape.
The hole in the top of the nozzle is essentially blocked so that no plastic can escape. An easy way to recognize this issue is if the print does not extrude plastic for the first layer or two, but begins to extrude normally around the 3rd or 4th layers as the bed continues to lower along the Z-axis. To solve this problem, you can use the very handy G-Code offsets which can be found on the G-Code tab of Simplify3D’s process settings. This allows you to make very fine adjustments to the Z-axis position without needing to change the hardware. For example, if you enter a value of 0.05mm for the Z-axis G-Code offset, this will move the nozzle 0.05mm further away from the print bed. Keep increasing this value by small increments until there is enough room between the nozzle and the build platform for the plastic to escape.
The filament has stripped against the drive gear
Most 3D printers use a small gear to push the filament back and forth. The teeth on this gear bite into the filament and allow it to accurately control the position of the filament. However, if you notice lots of plastic shavings or it looks like there is a section missing from your filament, then it’s possible that the drive gear has removed too much plastic. Once this happens, the drive gear won’t have anything left to grab onto when it tries to move the filament back and forth. Please see the Grinding Filament section for instructions on how to fix this issue.
However, if you notice lots of plastic shavings or it looks like there is a section missing from your filament, then it’s possible that the drive gear has removed too much plastic. Once this happens, the drive gear won’t have anything left to grab onto when it tries to move the filament back and forth. Please see the Grinding Filament section for instructions on how to fix this issue.
The extruder is clogged
If none of the above suggestions are able to resolve the issue, then it is likely that your extruder is clogged. This can happen if foreign debris is trapped inside the nozzle, when hot plastic sits inside the extruder too long, or if the thermal cooling for the extruder is not sufficient and the filament begins to soften outside of the desired melt zone. Fixing a clogged extruder may require disassembling the extruder, so please contact your printer manufacturer before you proceed. We have had great success using the “E” string on a guitar to unclog extruders by feeding it into the nozzle tip, however, your manufacturer should also be able to provide recommendations.
Related Topics
Problem with extrusion? You are here / Habr
Do you know what a real universal fakap is? Recently, I fully felt it in my skin. I hope the text will be useful for novice 3D printers, since the problem is not an isolated one, but it was not easy to find a solution, and even I, an old atheist, almost believed in miracles. Forgive me for the presentation, since I am not a writer or a blogger, but a simple engineer - a firm engineer.
In addition, the text is intended for people with minimal experience with 3D printing.
Solely for the reason not to inflate the article and not explain the purpose of various details and slang words. I'll start with the backstory. A little less than a year ago I bought myself an inexpensive 3D printer. One of the most popular (not as advertising, but to make it clear what it is about) is Ender 3. The assembly was simple, there are many recommendations on the Web. Of course, assembling it according to the instructions, I would have received a non-working unit, but after “smoking the manuals”, I managed to complete the first test print for 5 plus for such a simple machine! Everything was fine up to a certain point. But then it began ...
But then it began ...
If you're interested, welcome.
For those who are too lazy to read:
The extruder pressure roller arm has broken.
The printer was needed for a specific task - printing non-standard cases for various small-scale electronic crafts. After I played enough with ready-made models and provided my daughter with various little animals and little men, I mastered FreeCAD “on top” and began to do useful things. Everything went well ... By and large, the print was launched "from the foot", set it and went to bed. Unless the first layer controlled. But the first "bells" appeared.
Somewhere part of the layer will fall out, somewhere the plastic will burn. I calibrated the table “according to a piece of paper”, sinned on the plastic and the nozzle, changed the settings in the slicer, plastics and nozzles - the problems disappeared. Bye…
Bye…
At one "wonderful" moment, I ran into an "insoluble" problem. The end of March, a smooth transfer to a remote location (I successfully moved from the Moscow region to Minsk 2 years earlier), I decided to assemble a separate computer for work from what I had. In the stash was a good motherboard, processor, a couple of monitors and 2 cases. One is a huge full-fledged ATX, the other is a barebone. I decided to collect in a small one, so that it takes up less space. The case is non-standard. With cradle for 1 CD drive and 3.5 inch hard drive. I found 3x 2.5 SATA SSD of small volume, for the system and one is enough "more than" and 1x for 1Tb 2.5 HDD.
All this "living creatures" was placed in a large building on a makeshift adapter from old bank cards. But, since a printer has already appeared, it would be nice to use it. I created a holder model, put it on print and went about my business. When I looked at how it prints, I saw only noodles ... From that moment on, the path of repair went, 2 months long. I will try to paint on the shelves, what helped and what did not, and what was the root cause.
I will try to paint on the shelves, what helped and what did not, and what was the root cause.
Step 1 Adjusting the rollers {prevention is always good}
Once again, I set up the table “on a piece of paper”, launched it - the plastic does not stick. I changed the settings, plastics - without result. Instead of sticking to the table, it bends onto the nozzle. When I rechecked the nozzle gap settings, I found that the rollers were loose and the table had play by almost 5mm at the edges. It's strange how he used to print at all before ... It seemed that the reason was found. Adjusted. But it didn't get any better. With grief in half I printed the part, but the quality left much to be desired:
Obvious gaps in print are visible.
And here are the bundles…
Step 2. Song of Ze[l]de {not bad when everything goes like clockwork}
The first thing that came to my mind was the problem in the Z-axis drive. And all the advice on the forums on a problem similar to mine pointed to this. Took it apart and checked for smoothness. The nut bit the thread a little and found a “bug” in a couple of rollers. When moving without the drive screw, the "X" rail stuck a little for 1 turn of the roller. I ordered a drive nut, rollers (spare parts are always good, but that was not the point). Using the method of combinatorics and some kind of mother, I distributed the axle rollers according to the loads so that the defective ones had minimal effort. The "bite" is gone. Cleaned and lubricated the drive screw. Adjusted the position of his engine. As a result, a light touch of a finger is enough to lower the carriage down. The result is negative.
And all the advice on the forums on a problem similar to mine pointed to this. Took it apart and checked for smoothness. The nut bit the thread a little and found a “bug” in a couple of rollers. When moving without the drive screw, the "X" rail stuck a little for 1 turn of the roller. I ordered a drive nut, rollers (spare parts are always good, but that was not the point). Using the method of combinatorics and some kind of mother, I distributed the axle rollers according to the loads so that the defective ones had minimal effort. The "bite" is gone. Cleaned and lubricated the drive screw. Adjusted the position of his engine. As a result, a light touch of a finger is enough to lower the carriage down. The result is negative.
Step 3. Slicer {tuning, but not solving the problem}
Updated slicer. Moreover, the new release just had an improvement related specifically to the print quality for my printer. Played around with flow and speed, layer thicknesses, etc. Even successfully printed some simple small cases and parts. But the settings were frankly wild: flow - + 10%, speed - -5%. Considering that after assembly, excellent printing was obtained at the “default” settings. The problem of printing complex parts has not disappeared ...
Even successfully printed some simple small cases and parts. But the settings were frankly wild: flow - + 10%, speed - -5%. Considering that after assembly, excellent printing was obtained at the “default” settings. The problem of printing complex parts has not disappeared ...
Based on this article: https://habr.com/ru/post/494058/ I made a brushing timer for my daughter. I am preparing a separate description for it. Spoiler: eight-legged controller, firmware - 119 assembler commands.
Step 3. Extruder {and happiness was so close...}
Logic dictates that since there are no problems with the geometry and drives of the axes, there must be something with the feed. Removed the filament feed gear and cleaned it. No visible wear is observed. I returned it to its place, slightly shifting along the flight, to even out wear. The result is 0. Eh, if I look a little to the right, I would save a month of nerves and $ 200.
Step 4.
 Checking the SD drivers {no comment}
Checking the SD drivers {no comment} Excellent geometry, no problems with the mechanics. At the time of the first assembly, everything was much worse. A bunch of studied materials, improvements and settings, and the result is zero. I do not believe in miracles, electronics remained. Moreover, members of the forum often complain about burnt drivers. It is clear that a completely burnt out shoulder of the bridge can be detected “by eye” immediately, I thought about a “floating” malfunction. After all, the plastic lays down normally, then - passes, the thread becomes thinner, hair and other charms. I ordered an improved control board on ARM, but in order not to waste time, I decided to check the existing one. I removed the board, the Z-axis motor as an inductive load, assembled the stand on the table, set the temperature of the hot end with a resistor so that the extruder could be rotated. I looked at the waveforms on the SD coils. Everything is great. He warmed the driver with a hairdryer (a crystal defect or unwelding sometimes manifests itself), mechanically acted on the driver IC, cooled propane with butane (gas for lighters). Note. It cools quite well to -20, it is not necessary to buy an expensive freezer for this. Everything is great. Failures are not visible!
He warmed the driver with a hairdryer (a crystal defect or unwelding sometimes manifests itself), mechanically acted on the driver IC, cooled propane with butane (gas for lighters). Note. It cools quite well to -20, it is not necessary to buy an expensive freezer for this. Everything is great. Failures are not visible!
Step 5. Updating the firmware {and I almost believed in a miracle and conspiracy theory}
No, I am sure that miracles do not happen. There are bugs, glitches, tricks, lack of information, subjective perception of reality, after all. But not miracles! But how to explain that, with good mechanics and electronics, printing behaves extremely strangely? The Chinese made a bookmark in FW in order to additionally barry with boards? It is done elementarily, but, I think, they would have been discovered long ago and a white fluffy fox would have come to the trademark. Bug in the firmware? Everything is possible, only somehow it manifested itself strangely.
EEPROM settings wrong or FLASH* "bugging"? Most likely. Okay, since the board is on the table, nothing prevents it from being reflashed. Updated to "vanilla" Marlin 1.1.9, collected everything back. The result is that the miracle did not happen.
*Purely theoretical substantiation of the possibility of connection of the problem with FLASH memory:
Let's say we have the following code fragment:
…
const uint8_t step = 0x18;
…
position += step;
…
At each iteration, the “step” setting is added to the current position. Since the program is executed on a microcontroller (MK), the code and constants are placed in ROM and can only be changed during an external programming procedure (we will omit the possibility of reprogramming the FLASH memory by internal means of the MK). This procedure is performed once by the manufacturer. Now 2 important points: the controller processor reads commands and constants from ROM every time, forget about caches, Atmega does not have them. That is, if the loop went through 1000000 iterations, then the constant was read the same million times. With each read, FLASH degrades a little. I don’t know what the critical reading threshold for NOR is, I think it’s tens of billions, but TLC NAND already degrades quite well after 10-20K readings ... The second point is not the fact that our narrow-eyed friends did not use rejected controllers. I actually got one like this. PICs. Not soldered, but there are strange marks on the case. FLASH was not erased, at 3.6V they did not want to be erased or flashed. I had to raise it to 5V, after which the recording / verification began to take place. Let's say our constant was written to a defective cell. While the device is new, 0x18 was read stably. But from time to time (and for Atmega, the guaranteed time for saving data is not the longest) and degradation, at some point it began to read not 0x18, but 0x08. Not every time, but still. I know, rather than degrading 1 to 0, but vice versa, this is just an example.
That is, if the loop went through 1000000 iterations, then the constant was read the same million times. With each read, FLASH degrades a little. I don’t know what the critical reading threshold for NOR is, I think it’s tens of billions, but TLC NAND already degrades quite well after 10-20K readings ... The second point is not the fact that our narrow-eyed friends did not use rejected controllers. I actually got one like this. PICs. Not soldered, but there are strange marks on the case. FLASH was not erased, at 3.6V they did not want to be erased or flashed. I had to raise it to 5V, after which the recording / verification began to take place. Let's say our constant was written to a defective cell. While the device is new, 0x18 was read stably. But from time to time (and for Atmega, the guaranteed time for saving data is not the longest) and degradation, at some point it began to read not 0x18, but 0x08. Not every time, but still. I know, rather than degrading 1 to 0, but vice versa, this is just an example. So, as long as the correct number is read stably, the movement occurs correctly, but when failures occur, an incorrect setpoint is added to the result, which leads to feed failures. This is the simplest and most unlikely example. There may be other glitches, for example, in the addition command, the source of R6 will change to R7. The assembler instruction remains valid, the processor will execute it, but the result will be incorrect ...
So, as long as the correct number is read stably, the movement occurs correctly, but when failures occur, an incorrect setpoint is added to the result, which leads to feed failures. This is the simplest and most unlikely example. There may be other glitches, for example, in the addition command, the source of R6 will change to R7. The assembler instruction remains valid, the processor will execute it, but the result will be incorrect ...
Step 6. Flush the “throat” {keep your head cool and the hot end clean, I recommend doing this immediately after buying a printer}
A gift from "heaven" was a link on one of the forums to a video from the manufacturer. There they honestly admit that not all hotends are equally useful, that is, they are well assembled.
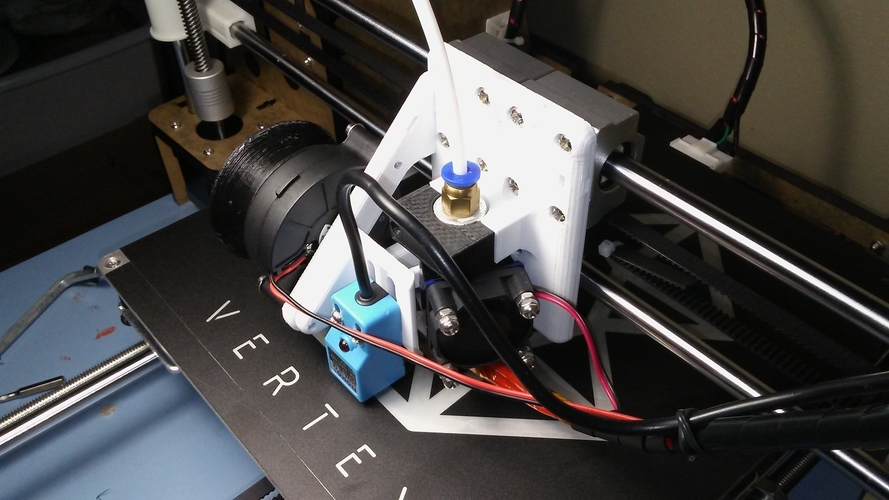
Teflon tube not fully pressed in, cut uneven. The consequence is the formation of a cork and the extruder cannot normally advance the plastic. Here it is - my case!
Abnormal flow and retract values, everything converges. Despite late Saturday evening and a visit to a brasserie, I decided to check it out. Exactly. Guana is unmeasured there, right down to the remnants of the plastic that I used to print a month ago (the same green holder). Very likely to win! I cleared the “throat”, cut the tube evenly, pressed it in as far as it would go, also fixed the second end of the tube more tightly, many people use electrical tape, but I wound a little 0.7 wire, which allows you to freely unscrew the holder:
Despite late Saturday evening and a visit to a brasserie, I decided to check it out. Exactly. Guana is unmeasured there, right down to the remnants of the plastic that I used to print a month ago (the same green holder). Very likely to win! I cleared the “throat”, cut the tube evenly, pressed it in as far as it would go, also fixed the second end of the tube more tightly, many people use electrical tape, but I wound a little 0.7 wire, which allows you to freely unscrew the holder:
And here is the “killed” end of the tube, you can see that it was cut crooked:
The model is cut into layers with default settings. The seal ... The border went, the contour went, there is no snot during the retract. Hooray!!! Victory!!! I was about to write an article so that others would not suffer, but ... A complete fiasco. Thinning and tearing of plastic, gaps in printing. Already ready to give up. The wife encourages, but you throw it away, buy a new one! I can't do that. There must be a reason. That's just where??? There were no more reasonable (and censored) thoughts ...
There must be a reason. That's just where??? There were no more reasonable (and censored) thoughts ...
Remark about cleaning the “throat”:
All operations with the hot end are done only “hot”, otherwise there is a chance to break everything. After warming up, the first step is to remove the nozzle and clean it from the remnants of the “cork”. I did this by heating the nozzle on a gas stove flame and carefully removing the plastic. Didn't clean the inside. Then, also on a heated hot end, the tube clamp is unscrewed. He can only move up. After retracting the latch, the tube should be gently but with force removed from the “throat”. We remove all the latches, since the damaged end still cannot be saved, carefully, back and forth, we clean out all the dirt, constantly removing it from the tube. As a result, the tube should easily pass through the throat through and through. The assembly was performed by the FIFO sequence. First, I installed the nozzle, then the tube clamp in the hot end, but did not tighten it completely, leaving about 1 turn. The worn part of the tube is cut off at a right angle and inserted into the throat as far as it will go. After that, the holder is tightened and the second one is installed, on the opposite side of the "teflon".
Step 7. Feed Calibration {with good mechanics, most likely not needed unless after replacement of drive parts or flashing}
In the instructions for upgrading to the "vanilla" Marlin, it was said that for the factory printer all settings are ideal, but the accuracy of the plastic feed may be slightly off. Okay, let's calibrate. He pulled out the plastic, warmed up the hot end (there is a lock in the firmware, it does not allow you to move “E” to a cold one). I unscrewed the tube from the feed mechanism, cut the plastic flush and executed the 300mm extrusion command. I have a ruler at 350. Extrusion lasts long enough, upon completion, I measured the length of the released filament and could not believe my eyes 226mm. I understand the difference of 3-5%, but not 25%! I'll try another plastic. ..
..
Note. I saw how the feed is regulated according to the marks on the bar marked with a marker, But with cutting, IHMO, more precisely.
Preparation for test extrusion:
After extrusion:
We measure with a ruler, in my case (after repair) it turned out 292mm. Next, go to the menu: control / motion / step mm, see how many steps per mm are set for the extruder. In my case it is 93. Let's do a simple calculation:
>>> (300*93)/292
95.54794520547945
Change the setting and save the setting. Re-extrusion - error at the measurement level.
Step 8. Victory!
At first I checked for PETG, I decided to change to PLA. The first one I overheated a little during drying, I attributed the inadequate spread to possible sticking on the coil. Cutting, extrusion. And nothing. Plastic is not supplied at all. The axis of the drive rotates slowly, but the screws show that there is movement. I looked, the bar did not lie correctly between the gear and the pressure roller. Okay, I'm correct. That the roller dangles a little. Gotta pull it up. And fig! Here he is the culprit of all my troubles:
I looked, the bar did not lie correctly between the gear and the pressure roller. Okay, I'm correct. That the roller dangles a little. Gotta pull it up. And fig! Here he is the culprit of all my troubles:
The pressure roller arm is cracked. At the same time, the clamping force remained sufficient for partial advancement of the rod. Gear marks remained and the pressure roller rotated.
Accordingly, all games with the pressure spring setting were unsuccessful. The slips of the bar were invisible to the eye, and the crack could not be seen on the assembled mechanism. All! Engineer's ecstasy received! The lever was glued together, an aluminum mechanism was ordered, a spare was printed just in case (if it breaks while I wait for a new one). Here is a link to the model. Of course, it’s unpleasant to spend so much time and money over such a trifle, but it helped me dive much deeper into the processes of printing and catching glitches.
Actually, the first part after repair.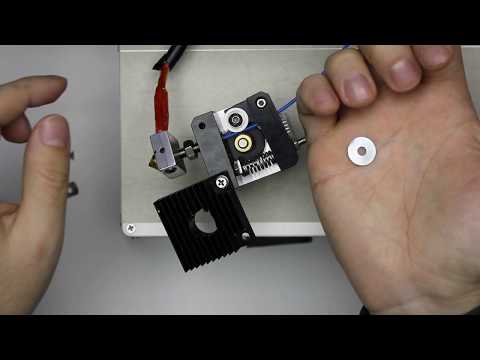 Clamping lever:
Clamping lever:
Finally, my presence sensor found a "face". The case was printed even before the breakdown:
Attempts to print a “face” on a faulty printer (after cleaning the “throat”):
I hope this material will help at least someone not to make so many stupid attempts to find a primitive malfunction and save money. Of course, I did not deal with the problem every evening, but in total - a day, probably, was spent. For the money - about $ 200 for parts. The price of troubleshooting is 15 minutes and a couple of drops of "superglue". It's a shame? Rather not, because the experience and spare parts will remain with me!
Smooth printing and excellent adhesion everyone!
REC Wiki » Common Extrusion 3D Printing Problems and Solutions
FDM/FFF A 3D printer is a complex machine and 3D printed plastics can vary greatly in properties. As a result, it may be difficult for a novice user to identify the causes of defects in printed products.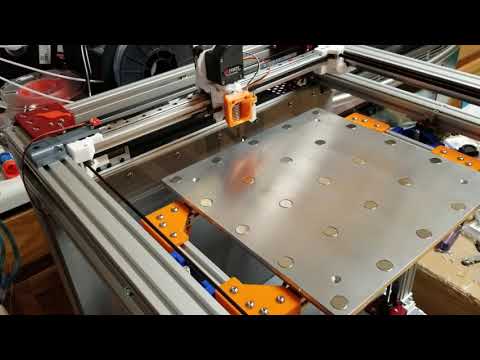 Especially for such cases, we have prepared a guide with a list of the most common problems and solutions.
Especially for such cases, we have prepared a guide with a list of the most common problems and solutions.
Contents:
- Material is not supplied
- Problems with laying the first layer
- Model falls off the table during 3D printing
- Model deformation during 3D printing
- Skip layers or recesses in the walls
- Beads on surfaces
- Bundle
- Ringing
- Sagging of individual elements of model
- Thin gaps between walls
- Irregularities or holes in the top layer
- Web
- Model cannot be separated from table
1. Material does not feed
There may be several reasons. The first is a broken filament. Make sure the filament is threaded into the push mechanism of the extruder (feeder).
The second possible cause is insufficient extrusion temperature. Check the temperature of the hot end and compare with the settings recommended by the filament manufacturer.
Check the temperature of the hot end and compare with the settings recommended by the filament manufacturer.
Third nozzle clogged. It can occur due to the formation of soot or scale when the plastic is overheated. Solved by cleaning the nozzle with a needle, soaking in a suitable solvent and / or igniting the nozzle.
Fourth Insufficient distance between nozzle and worktable surface. In other words, the nozzle rests on the table. It appears at the very beginning, when you try to lay the first layer. Solved by calibration. The procedure for "zeroing" varies from printer to printer, but calibration instructions should be in the instruction manual.
Fifth - manufacturing defect or deformation of the bar. Unload the extruder and check the filament for thick or thin filaments that could prevent the filament from feeding into the throat of the hot end or from engaging with the feed gears.
Sixth - Insufficient feeder pinion pressure. The pressure must be strong enough for reliable feeding, but not excessive to avoid deformation of the bar and the previous problem. As a rule, the clamping action is adjusted by means of a spring and a special screw.
The pressure must be strong enough for reliable feeding, but not excessive to avoid deformation of the bar and the previous problem. As a rule, the clamping action is adjusted by means of a spring and a special screw.
Seventh - chewing the filament in the feeder. It is characteristic only for very soft, elastic materials. It is solved by reducing the feed rate, ideally requires the completion of the extruder in order to reduce the distance between the feed gears and the throat of the hot end.
2. Problems with the first layer
Partial peeling, gaps, "vermicelli" or severe unevenness during the first layer laying indicates incorrect stage alignment. In various 3D printers, the problem is solved in different ways - from manually adjusting the platform inclination with adjusting screws to automatically generating a surface grid with software compensation during printing. Check the alignment instructions in the 3D printer's instruction manual.
3.
 The model falls off the table during 3D printing
The model falls off the table during 3D printing Each plastic requires certain conditions for stable adhesion to the surface of the table. Some materials stick well to glass, others need masking tape, in some cases additional adhesives are required - glues, varnishes. In addition, heavily shrinkable materials require the stage to be heated during 3D printing. Check the recommended surfaces and adhesives for the selected material, as well as the recommended stage temperature if the material requires heating.
4. Deformation of the model during 3D printing
Deformations can manifest themselves in different ways. One option is the so-called “elephant foot” (pictured above), that is, a thickening at the bottom of the model. It arises due to insufficiently rapid cooling of the layers: the lower layers do not have time to harden and spread under the weight of the material applied over them. It is solved by increasing the blowing and / or reducing the print speed. Also check the table heating settings, it may be worth lowering them.
The second option is the twisting of the layers (warping), characterized by the detachment of the edges of the model from the table, in extreme cases even the complete detachment of the model from the working surface. It is caused by heat shrinkage, it is treated primarily by observing the temperature regime of the table and using additional adhesive agents. 3D printing of products from polymers with high heat shrinkage, if possible, should be carried out on 3D printers not only with heated tables, but also with closed chambers. If this is not possible or the background temperature stabilization is not enough, try adding an external contour in the slicer - a skirt or a raft, which increase the contact area of the model with the table, and also try to reduce the filling density of the model.
The third option is shifts or incorrect layer geometry. Make sure that there are no drafts that could cause uneven shrinkage of the model, if necessary, either use a heat chamber or print a protective outline around the model. In pronounced cases, such defects are usually associated with mechanical problems: insufficient fixation of the pulleys, worn bearings, insufficient lubrication, friction or insufficient belt tension, and so on. Requires careful checking of nodes.
In pronounced cases, such defects are usually associated with mechanical problems: insufficient fixation of the pulleys, worn bearings, insufficient lubrication, friction or insufficient belt tension, and so on. Requires careful checking of nodes.
5. Missing layers or notches in the walls
Typically caused by insufficient extrusion. Check the feed settings and hot end temperature, check that the Teflon tube in the thermal barrier (if any) is not deformed, and try lowering the print speed to allow the extruder to melt the filament. It is also worth checking the cleanliness of the nozzle, soot on the walls inside it can prevent the passage of the filament.
6. Beads on surfaces
Caused by material feed rate too high, i.e. overextrusion. Decrease the plastic feed rate (flow) in the slicer settings.
7. Delamination
Caused by insufficient layer cohesion and/or uneven shrinkage. This is usually solved by increasing the temperature regime: a higher extrusion temperature will provide increased adhesion of the layers, and an increase in the table temperature will help combat heat shrinkage. The presence of a closed chamber in a 3D printer is also of great importance. Typically, this problem occurs with open type printers.
The presence of a closed chamber in a 3D printer is also of great importance. Typically, this problem occurs with open type printers.
8. Ringing
Ripples on surfaces, also known as “ringing”, can be both the result of vibrations and a sign of mechanical problems, such as extruder play, twisted shafts, insufficient belt tension. In most cases, it is caused by excessive vibrations and is solved by reducing the print speed.
9. Sagging of individual elements of the model
Manifested during the construction of hinged structures - horizontal (the so-called "bridges") or inclined. FDM/FFF 3D printers are not able to print in the air, so if the angles are too high or the length of the horizontal elements is too long, the addition of support structures (supports) is required. Check the slicer settings and use the automatic support building feature. If the plastic sags even at low angles or when printing short bridges, try lowering the print speed or increasing the airflow to allow the material to harden.
10. Thin gaps between the walls
The problem appears mainly when building thin contours and is associated with a fixed width of the laid lines, depending on the settings and nozzle diameter. For example, when laying a wall with a thickness of two or three lines, there may be no problems, but when laying a wall with a thickness of two and a half lines, a gap may appear. Some slicers dynamically adjust line widths to help avoid this problem. Otherwise, you will either have to change the nozzle diameter, or manually modify the 3D model, or change the scale.
11. Bumps or holes in the top layer
Caused by insufficient thickness and/or too slow cooling of the top layer when printing over partial infill. To prevent the material from sagging, try increasing the airflow, if holes appear, try increasing the thickness of the top layer through the appropriate setting in the slicer.
12. Spider web
Appears as fine hairs on the surface of the model or between individual areas. Caused by insufficient retract (reverse) of the material when the head is idle. Try increasing the retract value in the slicer settings. If the problem cannot be solved programmatically, don't be discouraged: the web is quite easy to separate manually after the 3D printing is completed.
Caused by insufficient retract (reverse) of the material when the head is idle. Try increasing the retract value in the slicer settings. If the problem cannot be solved programmatically, don't be discouraged: the web is quite easy to separate manually after the 3D printing is completed.
13. Model does not separate from platen
In some cases, especially when printing on glass plates, adhesion to the platen may be excessive and even damage either the model itself or the platen if excessive force is applied. To avoid such problems, try applying glue or varnish as a release layer before printing, after cleaning the work surface with a suitable solvent, and also take your time and allow the model to cool completely after printing is completed. Remember that cooling is accompanied by shrinkage, and therefore after a while the model may separate from the table on its own. In extreme cases, separate the product after cooling with a sharp, thin blade (scraper or knife), being careful not to damage the surface of the table.