Pbf 3d printing
Understanding Powder Bed Fusion Additive Manufacturing
Back
-
Materials
Materials by Service
Injection MoldingCNC Machining3D PrintingSheet Metal
Materials by Type
PlasticsMetalsElastomers
Related Links
Customer Supplied ResinsColors
Injection Molding Material Alternatives Guide
Struggling with thermoplastic material shortages? We created a detailed guide to resin substitutes for ABS, PC, PP, and other commonly molded thermoplastics.
Download
-
Resources
Design Tips Guides and Trend Reports Success Stories Design Aids Webinars and Trade Shows
Blog Videos FAQs Educators and Students Glossary
Industries Medical Aerospace Automotive Consumer Electronics Industrial Equipment
-
About Us
Who We Are Why Protolabs? Research and Development Cool Idea Award Partnerships Sustainability and Social Impact
Careers Investors Locations Press Procurement
Contact Us
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
United StatesP: 877.479.3680
F: 763.479.2679
E: [email protected]Best-in-Class Online Quoting
After uploading your part design, you'll receive an online quote that includes manufacturing analysis to help improve part manufacturability. Within your quote, you can also adjust quantity and material and see price changes in real-time.
Learn More
Get a QuoteSign In
Powder bed fusion (PBF) is an additive manufacturing process that fuses atomized powder to build parts
Powder bed fusion (PBF) is an additive manufacturing, or 3d printing, technology that uses a heat source—typically a laser—to sinter or fuse atomized powder particles together. Like other additive processes this is done one layer at a time until the part is completed.
Selective laser sintering machines fuse thermoplastic parts together. We offer nylons (filled and unfilled), polypropylene, and TPU materials for SLS.
We offer nylons (filled and unfilled), polypropylene, and TPU materials for SLS.
Powder bed fusion technologies are:
- direct metal laser sintering
- selective laser melting
- electron beam melting
- selective laser sintering
- multi jet fusion
Powder bed fusion is a relatively high-cost additive manufacturing technology when not outsourced. It is mostly used in industrial and commercial applications. Both metal and polymer-based processes can be used for end-use production parts in addition to rapid prototyping applications.
How Does Powder Bed Fusion Work?
Similar to other additive manufacturing processes, a 3D CAD file is created and loaded into the machine. From there, the process usually starts by heating the bed of powder to a consistent temperature. The machine then begins drawing the first layer of the part or support features and, in doing so, fuses together the powder particles. This is continued, layer-by-layer, until the part is completed.
Metal powder bed fusion processes like DMLS and EBM require support structures in order to secure the part to the build platform. Otherwise, the parts would curl upwards as internal stresses build up during the fusing process. After the build of a metal PBF part there are variety of methods to remove support structure material.
On the other hand, polymer-based PBF processes are unique in that parts do not require support structures. Selective laser sintering works in similar way to metal PBF processes. Powder is loaded into the machine and a laser is used to sinter or fuse the particles together. Multi Jet Fusion (MJF) works slightly differently in that fusing agents are first applied to the powder material and then a heat element sweeps over the bed, which then fuses the material together. This is a slightly more efficient process which makes MJF a good option for larger volumes of nylon parts.
Below are videos that walk through how three types of powder bed fusion work to build parts.
Materials Available for Powder Bed Fusion
Powder bed fusion supports a range of commonly used materials.
| Metals | Polymers |
|
|
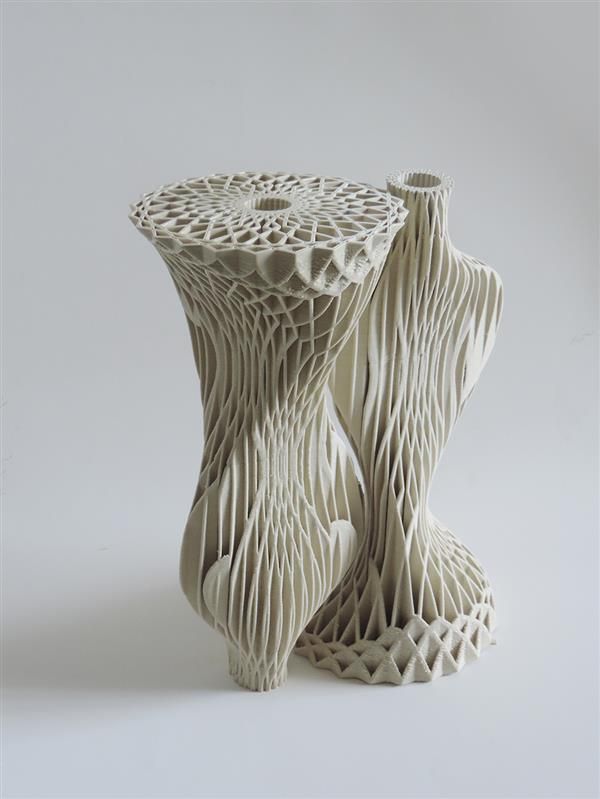
Nylon parts built with Multi Jet Fusion before and after receiving black dye finish.
Post-Processing for Powder Bed Fusion Parts
Most PBF parts will require post-processing to achieve the desired surface finish quality. Any excess powder must also be removed from the part. Tip: be sure to design parts with powder outlet channels. Since PBF parts are durable and suitable for functional testing and end-use, tapped holes and threads are an option.
Metal PBF parts must receive heat treatment due to how the process results in internal stresses. After a heat treatment, support structures are removed from the parts and additional post-processing can proceed. Depending on customer requirements, there are a number of post-processing capabilities to improve surface quality such as CNC machining and polishing.
Plastic PBF parts are removed from the bed of unfused powder and excess material is removed with a bead blast—this also results in a consistent surface finish. As part of our standard finishing, MJF parts receive a black dye treatment—this further improves finish quality. SLS parts are left as-is once the bead blast is completed, but SLS parts are good candidates for additional dying if color is desired.
If you have any issues getting your guide, click here to download.
3D Printing Surface Finish Guide
See high quality images of surface finish on 3D-printed parts in a variety of materials and post-processing options like polishing, clear coat, and more.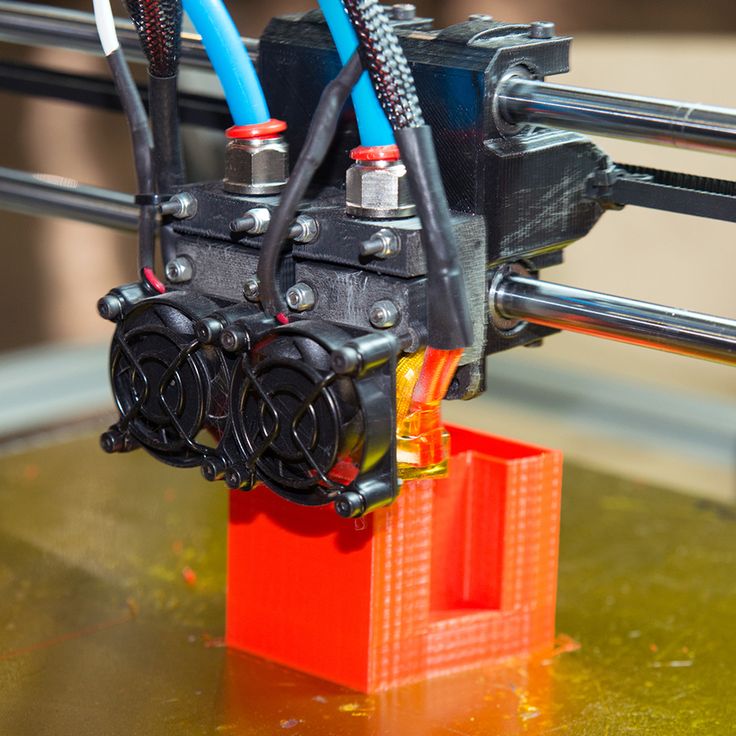
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d'IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People's Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People's Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussian FederationRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela, Bolivarian Republic ofViet NamVirgin Islands, BritishVirgin Islands, U. S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
I agree to receive email messages containing service updates and Design Tips from Protolabs and its affiliates
Powder Bed Fusion 3D Printing - PBF Machine
Skip to contentPOWDER
BED
FUSION
PBF2022-10-07T08:43:31+00:00
Find the best compromise between productivity and parts quality with AddUp’s PBF technology
What is PBF technology?
Powder Bed Fusion (PBF) technology is a metal additive manufacturing process that allows the production of high-precision parts with very high mechanical properties.
In a laser PBF machine, parts are made in successive horizontal layers. For each layer, metal powder is spread on a production platform, and a laser melts the areas that need to be solidified.
FormUp 350 machines are safe, efficient and scalable. They integrate more than ten years of experience of AddUp and Michelin in PBF technology.
Our PBF solutions : the best compromise between quality and productivity
FormUp machine offers a build volume of 350x350x350 mm, up to 4 lasers with 3D optical scanners ensuring a homogeneous laser beam on 100% of the platform surface.
Equiped with its Autonomous Powder Module, the FormUp is compatible with the finest powders on the market. Combined with our roller coating technology, it’s possible to produce very fine geometries, with very low angles, exceptional surface qualities, and very high mechanical properties and density.
Thus, you can design manufactured parts with very low numbers of supports that significantly increse productivity.
AddUp’s solution differs from competitors by being totally opened in terms of parameters. You can develop specific manufacturing recipe fo your project, achieving the best compromise between quality and productivity.
Download PBF presentation
The safety of your operators at the heart of our concerns
Our production systems are designed to ensure the safety of your operators. Numerous means of protection are embedded in the machine: hermetic enclosure, nitrogen or argon inerting system, protection against electrostatic discharge, etc.
At the same time, AddUp’s recommendations for the safe use of machines are among the most restrictive on the market. Use of Personal Protection Equipment (PPE), cleaning procedures, ventilation and air filtration in the workshops, monitoring the exposure of operators… Every aspect of the process is taken into account in our safety procedures.
By following our recommendations, you guarantee a maximum level of protection for your operators and for all technicians working on the machines.
AddUp Manager : a complete and powerful software suite
Take advantage of all the possibilities of the FormUp 350 machine with AddUp Manager preparation software:
- Simple to use, it gives you access to all machine parameters and allows you to easily create experiment plans to adjust your manufacturing recipes.
- Powerful, it has an ultra-fast trajectory generation engine, to generate your manufacturing files faster.
- Open, it accepts many types of files for your parts models: STL, 3MF, STEP, Catia, NX, Pro/E, Inventor, Solidworks, and many others…
3D metal printing in industry - technology features
Using the possibilities of metal 3D printing in industry is the next step in the development of production. This method of working with alloys is being introduced all over the world and radically changes the technological process, adding mobility to it, improving the quality of products.
Metal Technologies in Additive Manufacturing
Metal 3D printing offers a wide range of possibilities in designing, testing and manufacturing parts that are simply impossible to create with classical methods. The equipment helps to get lightweight, high-precision designs or experiment with designs. Modern 3D printers work on 4 main additive technologies.
Modern 3D printers work on 4 main additive technologies.
Direct Metal Printing (DMP)
Direct Metal Printing is used to improve functionality, reduce weight or consolidate components into a single part. 3D printers use a laser to fuse the thinnest layers of metal powder to build complex objects. DMP provides unsurpassed design flexibility, overcoming traditional manufacturing geometry limitations. The cost of manufacturing models does not depend on the complexity of the design, but on its volume. The technology is used to produce components with extraordinary anatomical shapes, internal channels or lattices, interesting surface textures, and a high level of detail.
Direct Metal Laser Sintering (DMLS)
The basis of Direct Metal Laser Sintering is the same: a laser selectively fuses thin layers of metal powder. The difference lies in the design features and experience of the equipment manufacturer. Printers based on DMP technology, as well as DMLS, provide stable repeatability, high quality parts, good performance, low total cost of ownership. Removable print modules eliminate downtime so machines can run 24/7. The technique makes full use of consumables and reduces waste to a minimum.
Removable print modules eliminate downtime so machines can run 24/7. The technique makes full use of consumables and reduces waste to a minimum.
Powder Bed Fusion (PBF)
Powder Bed Fusion creates complex metal powder parts directly from CAD files. PBF printers use either a laser or an electron beam to heat the entire surface of the powder and selectively melt it according to the section of the part. Apply different approaches to applying the powder - rollers or blades. When building, no additional supports are required, since the sintered powder acts as a support.
Metal Binder Jetting (MBJ)
The Metal Binder Jetting process is based on the ability of the binder to hold the layers of bulk material. The main advantages of this technology are the speed of production and the low cost of finished products. The main limitation of this method was the mechanical properties of the printed parts. Products often contain relatively large and uneven porosity or low density. This quality is not suitable for objects that require strength and impact resistance.
This quality is not suitable for objects that require strength and impact resistance.
Metal 3D industrial printers from 3DSystems 3D Systems has embraced 3D printing for over 30 years. Today, the company proposes to rethink the design of metal products and produce products, components or tools of an unusual configuration, with reduced weight, increased functionality. The brand's equipment helps to create models from pure materials or alloys with certain properties without any restrictions.
Popular printers for metal 3D printing in the industry:
DMP Factory 500
Photo: 3DSystems
Robust machine optimized for high volume production. The machine is highly efficient and suitable for making large seamless objects. The integrated additive manufacturing platform consists of several modules that can be combined to set up a specific factory line. The raw material control system and the vacuum chamber, which minimizes the oxygen content, are responsible for the high quality of finished products, the rational consumption of the powder.
DMP Flex 350 3D Printer
Photo: 3DSystems
Next generation hardware with increased productivity and dimensional accuracy. The device is used to build prototypes, since it has no restrictions on the complexity of the geometry of the built object. The equipment is designed for high loads, able to work around the clock. The machine produces light and durable parts, economically consuming material.
DMP Factory 350 3D Printer
Photo: 3DSystems
Equipped with an automatic powder circulation module, it is suitable for mass production. The option to clear the platform when the building area is closed increases the speed and safety of work. An extended viewing window improves visibility, and the used laminar system for blowing the working area is responsible for the quality of manufactured parts.
3D printer DMP Flex 100
Photo: 3DSystems
The modification is designed for printing high-precision objects of complex design. The device uses a patented layer compaction technology and creates accurate models with the thinnest walls. The recycling station for raw materials and manual loading of resources allow you to control the consumption of materials. The minimum use of supports ensures perfectly smooth surfaces.
The device uses a patented layer compaction technology and creates accurate models with the thinnest walls. The recycling station for raw materials and manual loading of resources allow you to control the consumption of materials. The minimum use of supports ensures perfectly smooth surfaces.
ProX DMP 300 3D printer
Photo: 3DSystems
This is an innovative equipment for precision alloy printing. A capacious working chamber allows you to build unusual designs or create complex parts with exact observance of parameters. The machine optimizes the production line and speeds up the time to market. Finished products require minimal post-processing. A well-designed machine prevents environmental pollution and is safe for the user.
Advantages of metal printing
Additive technologies not only allow the creation of objects from various alloys, but also offer specific competitive advantages in the production of metal products:
• Lightweight design.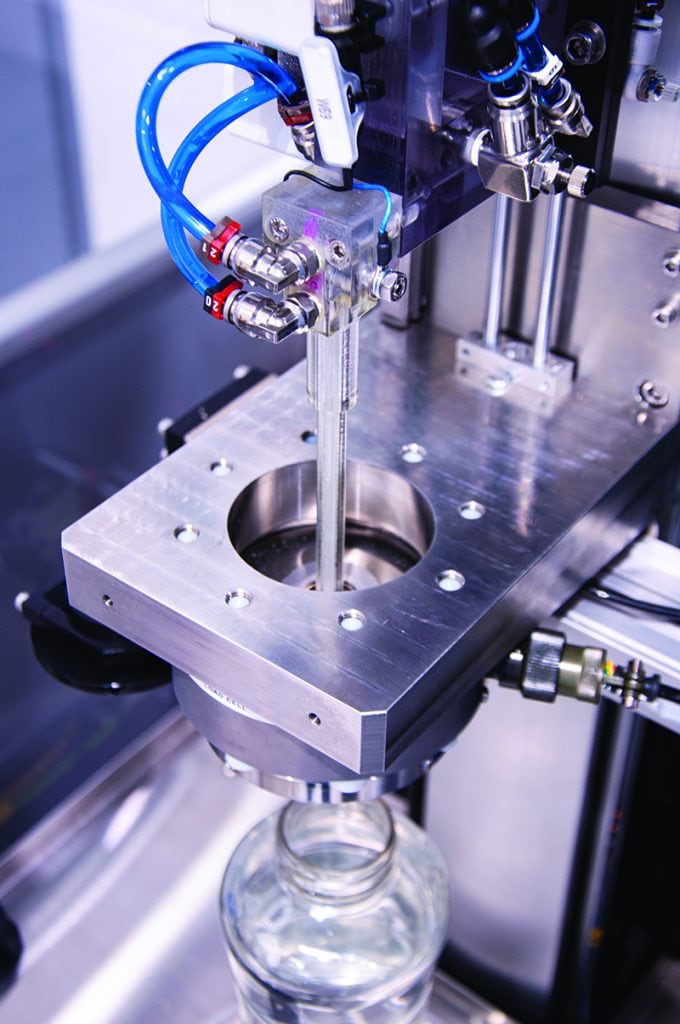 Reducing weight or improving the stiffness-to-weight ratio is achieved through topological optimization, the use of internal lattice structures, or the integration of parts into a single whole.
Reducing weight or improving the stiffness-to-weight ratio is achieved through topological optimization, the use of internal lattice structures, or the integration of parts into a single whole.
• Consolidation of parts. 3D printing eliminates critical assembly processes, such as welding, that require careful quality control or repeated testing.
• Optimization of cooling channels. The method allows to achieve optimal cooling and heating, producing configurations that are not achievable with conventional manufacturing techniques.
• Functional improvement. The absence of production restrictions allows you to expand the technical capabilities of the final product and achieve the required characteristics.
Software
3D Systems proprietary software (https://siusystem.ru/software) is the key to converting data from 3D scanning or CAD programs into real 3D products. The program helps you create accurate digital 3D models or CAD assemblies of physical objects for prototyping, design and mass production.
3DXpert integrated software solution works with CAD data, simplifies job file preparation, and optimizes part placement for printing.
Source
Tags:
3D metal printing in industry, 3D printers, additive technologies, Direct metal printing (DMP), Direct metal laser sintering (DMLS), Powder layer fusion (PBF) metal powder bonding (MBJ)
Visitech Introduces New DLP-PBF 3D Printing Technology
The development team's approach was to fuse a single image projection over the entire powder layer using a powerful IR light source controlled by a DLP system. Conceptually proving the new approach and being the first in the world to implement it, Visitech named the new additive manufacturing technology "DIS" - Direct Image Sintering.
Using a powerful proprietary DLP IR emitter instead of a traditional laser beam, the company says it can dramatically increase print speed and build area. Visitech sought to remove the limitations of the widely used selective laser sintering (SLS) method and develop a new substrate-supported fusion (PBF) process as the best candidate for industrial applications.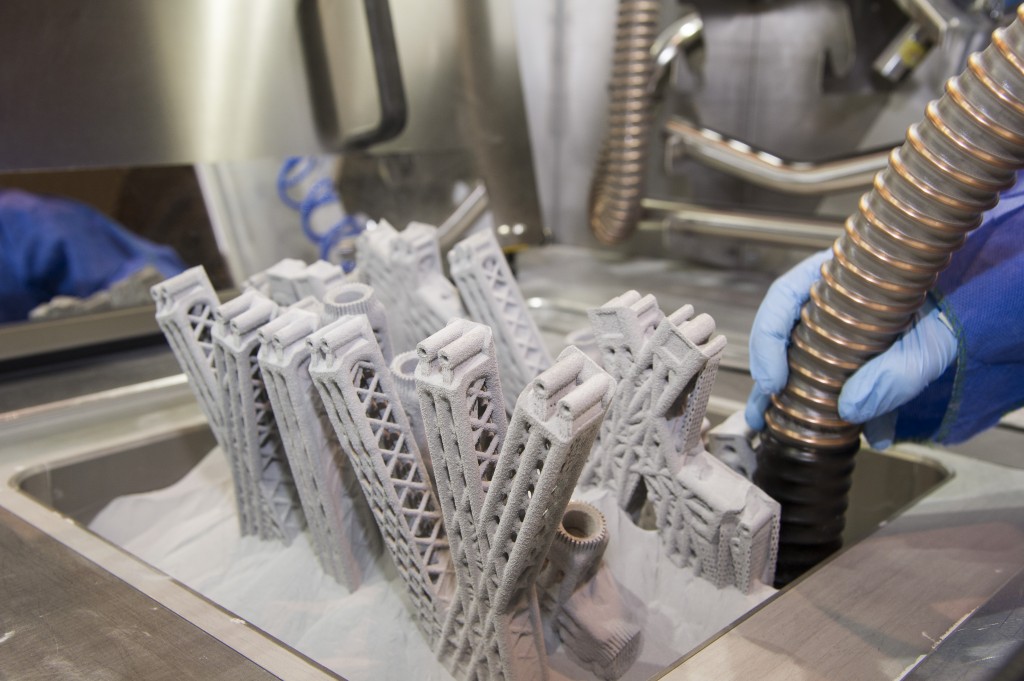 Just as digital light processing (DLP) has improved laser stereolithography, DIS can bring the same benefits to PBF printing.
Just as digital light processing (DLP) has improved laser stereolithography, DIS can bring the same benefits to PBF printing.
The first imprint created with the new technology was the company logo.
In Fall 2020, Visitech announced the release of a scrolling DLP projector capable of sintering plastic powder. At the time, this device was described as a near-infrared projector.
Direct Image Sintering (DIS) is the result of a lot of serious research by Visitech, a company with 20 years of experience building DLP subsystems. To create this technology, the company had to overcome key issues related to power management and system cooling. To achieve full-layer image fusion in a single projection, the research and development team had to develop an IR projector capable of generating a whopping 120W of power. At the same time, as noted, the team had to develop a powerful liquid cooling system that could control the operating temperature of the device and extend its service life.
Alfred Jacobsen, Managing Director of Visitech Engineering GmbH, the company's German subsidiary, said: "Since we have proven that the technology works in our conceptual lab environment, the next step is to further tune the parameters and conduct in-depth studies to confirm various material properties. how different supported synthesis materials behave in this process is very important to our mechanical engineering customers."
Click to enlarge
The company believes it will soon be able to achieve laser-like resolution, which is necessary for the technology to compete with SLS. In addition, the company believes that it will be able to expand the list of powders used beyond the nylon used in the testing phase and eventually be able to print from PEEK, the most durable material in the 3D printing industry.
In the next step, Visitech intends to demonstrate the use of DIS with its new scrolling concept, which involves mounting DIS projectors on a moving platform, allowing for larger build areas for 3D printing.