3D printer clean glass bed
How to Clean a Glass 3D Printer Bed – Ender 3 & More – 3D Printerly
Cleaning a 3D printer surface seems like such a simple task but it can be a little tougher than it seems. I’ve had trouble cleaning glass surfaces myself and searched high and low for the best solutions to do it properly, which I’ll be sharing in this post.
How do you clean a glass 3D printer bed? The best way to clean a glass bed is to slightly heat it then apply a cleaning solution, whether it be warm soapy water, window cleaner or acetone to your printer bed, leave it to work for a minute then cleaning with a paper towel or scraping it with a tool. A second wipe down is a good measure to take.
A common occurrence with 3D printer beds is having filament residue left over after removing a print. The worst part about it is how thin and strongly stuck down this residue is, making it very difficult to remove.
You should remove it because it can affect the quality of future prints. Residue can mix up with new filament preventing adhesion in places, thus potentially ruining your next print.
So keep reading for some great solutions to cleaning your 3D printer bed whether it’s adhesive residue or material left over from a previous print.
If you are interested in seeing some of the best tools and accessories for your 3D printers, you can find them easily by clicking here (Amazon).
How to Clean Your Ender 3 Bed
The simplest method of cleaning your Ender 3 bed is to use a scraper of some sort to remove the residue from a previous print or from an adhesive that you have used.
This usually works by itself with enough force, but definitely be careful where you put your hands because you don’t want to accidentally push the scraper into your fingers!
A good practice is to use one hand on the scraper handle and the other hand pushing down in the middle of the scraper to apply more force downwards.
With enough force and technique most beds can be cleaned to a good standard. Most 3D printers come with a scraper so this is a convenient fix.
Most 3D printers come with a scraper so this is a convenient fix.
One of the better scrapers out there is the Reptor Print Removal Kit which comes with a premium knife and spatula set. These tools slide comfortably underneath prints so your bed surface is protected and works well with all sizes.
It has a smooth ergonomic grip and it made of hardened stainless steel to do the job every time.
You want to remember to avoid using massive amounts of pressure and force on your printer’s bed because over time it can lead to unnecessary damage and scratches on the surface.
If this manual scraper method isn’t enough, you want to figure out the best cleaning solution for what material or residue is left over.
Some cleaning solutions work pretty well against most materials such as Isopropyl Alcohol (Amazon) which is 75% alcohol or Sterile Alcohol Prep Pads with 70% alcohol.
A lot of 3D printer users have gone for the sponge and warm water with soap method and this works pretty well for them. I’ve tried it a few times and I can say it’s a good solution.
I’ve tried it a few times and I can say it’s a good solution.
You don’t want your sponge to be dripping because there are many electrical parts which can be damaged like the heating unit or the power supply.
Get some of the soapy water mix and gently rub it on the residue with your sponge or a paper towel until it softens and is removed. It can take some effort to get it to work.
This problem usually arises when residue is left overtime and builds up, some printers can be worse than others. A good practice when removing residue is to heat your bed up so the material is in it’s softened form.
It will allow you to clean off the residue a lot easier than it being hardened and cold which is why warm water works so well.
So to summarize:
- Use a Scraper and some force to remove residue
- Apply a cleaning solution of warm soapy water, isopropyl alcohol, window cleaner or other
- Let it sit and work to breakdown the material
- Use the scraper again and it should work just fine
Getting Rid of Glue on a Glass Bed/Build Plate
Many 3D printer users use 3D Printer Original Adhesive and apply a thin layer of this to their print bed to help objects stick to the bed and reduce warping.
People simply apply some glue to the general area where their print will be layered down. After the print is finished, you’ll find that there is glue residue on the glass or printing surface which has to be cleaned before starting another print.
It’s a good idea to remove the glass plate for thorough cleaning and use a reputable glass cleaning solution or window cleaner to get through the residue.
Rather than just using water, these cleaning solutions actually break down and tackle the residue, allowing for easy and simple cleaning.
- The first step is making sure your hands are washed, clean and dry before getting started.

- Now you want to simply use a dry cloth or normal paper towels to wipe down the glass.
- Take one paper towel sheet and fold it twice into a thicker, smaller square.
- Apply your cleaning solution directly on the glass bed, a few sprays should be enough (2-3 sprays).
- Let the solution sit on the glass bed for a minute to let it work and slowly break down the residue.
- Now take your folded paper towel and wipe the surface of the glass thoroughly, with medium pressure so all the residue is removed from the surface.
- After the first wipe down, you can add a few more sprays and a second wipe down to properly clean the surface.
- Remember to wipe down all around the surface including the edges.
Once you’ve properly cleaned your surface, there should be a clean, shiny surface with no residue left over.
Use your hands to feel over the glass bed to make sure it’s clear.
Now you just want to make sure your 3D printer bed surface is clean and level before placing the glass bed back onto your printer.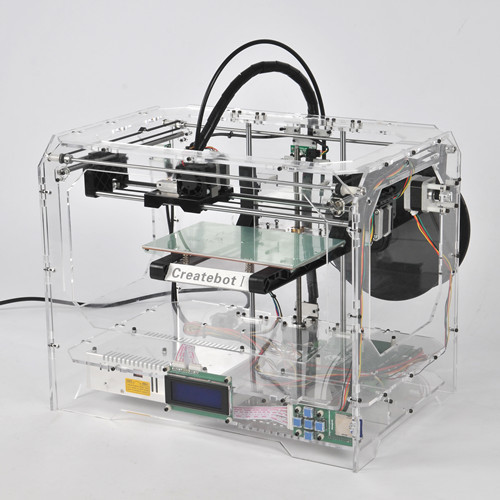
Cleaning PLA off a Glass Bed
PLA has got to be the most popular material used in 3D printing, which I can definitely agree with myself. The methods I’ve described above should do a great job cleaning PLA off a glass bed. This won’t be much different to the information above.
If the piece stuck down on your glass bed is the same color as your next print, some people will just print over it and remove it with the next object in one go.
This can work if your first layer adhesion isn’t too negatively affected so the print can form a solid foundation and actually finish.
My usual solution for cleaning the glass bed on my printer is a glass scraper (basically just a razor blade with a handle on it):
Cleaning ABS off a Glass Bed
ABS can be cleaned quite well by using acetone because it does a good job breaking down and dissolving it. Once you’ve applied acetone to your bed, leave it for a minute then wipe the residue off with a paper towel or clean cloth. You shouldn’t need to heat up your bed or use much force here.
You shouldn’t need to heat up your bed or use much force here.
If you aren’t already using a glass printer bed check out the links below and the reviews as to why they are so good. They do the job you need it to do with ease, at a competitive price and gives a lovely finish on the bottom of your prints.
Borosilicate glass for the following printers (Amazon links):
- Creality CR-10, CR-10S, CRX, Ultimaker S3, Tevo Tornado – 310 x 310 x 3mm (thickness)
- Creality Ender 3/X,Ender 3 Pro, Ender 5, CR- 20, CR-20 Pro, Geeetech A10 – 235 x 235 x 4mm
- Monoprice Select Mini V1, V2 – 130 x 160 x 3mm
- Prusa i3 MK2, MK3, Anet A8 – 220 x 220 x 4mm
- Monoprice Mini Delta – 120mm round x 3mm
If you love great quality 3D prints, you’ll love the AMX3d Pro Grade 3D Printer Tool Kit from Amazon. It is a staple set of 3D printing tools that gives you everything you need to remove, clean & finish your 3D prints.
It gives you the ability to:
- Easily clean your 3D prints – 25-piece kit with 13 knife blades and 3 handles, long tweezers, needle nose pliers, and glue stick.
- Simply remove 3D prints – stop damaging your 3D prints by using one of the 3 specialized removal tools
- Perfectly finish your 3D prints – the 3-piece, 6-tool precision scraper/pick/knife blade combo can get into small crevices to get a great finish
- Become a 3D printing pro!
How to clean 3D printer beds: Glass, PEI, adhesive
In the world of FDM 3D printing, the first layer of printing is often the most important. Poor first-layer adhesion, which can be caused by incorrect calibration, too-fast print speeds, or a badly prepared build surface, is the cause of many failed prints.
One of the best ways to prevent bed adhesion problems is to maintain a clean build surface. By taking good care of the surface, the extruded thermoplastic has a better chance of sticking to it, and the odds of print failure are significantly reduced.
However, it’s not always clear how to clean a 3D printer bed or its build surface. Different print surfaces are made from different materials, which react in different ways to certain cleaning solutions. This article goes over the basics of cleaning your 3D print bed, looking at the supplies you’ll need and the different methods you can use.
Different print surfaces are made from different materials, which react in different ways to certain cleaning solutions. This article goes over the basics of cleaning your 3D print bed, looking at the supplies you’ll need and the different methods you can use.
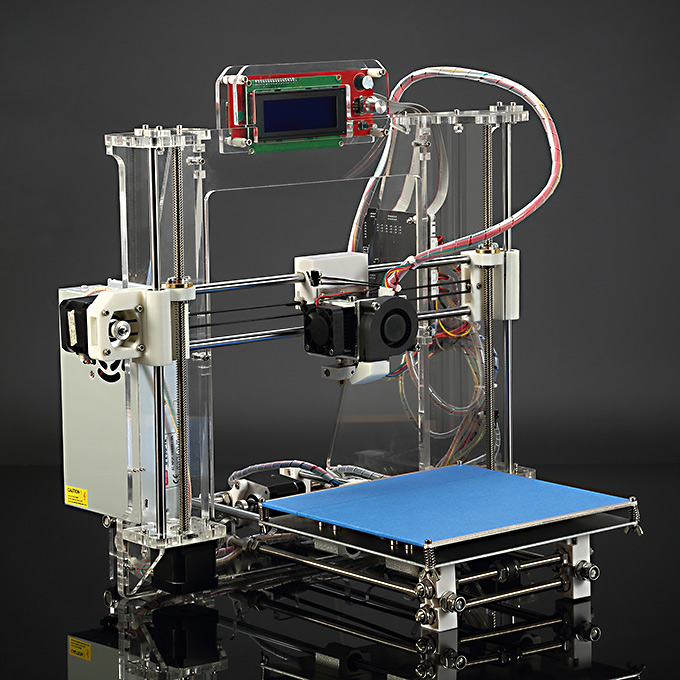
An FDM 3D printer is made of many parts, but the (literal) foundation of a good print is the print bed.
Usually made of glass or aluminum, the print bed is a solid, flat surface upon which the printed part gets made. In Cartesian-style printers, these beds are square or rectangular, while on Delta-style printers they are circular. Sometimes called a build plate, the print bed can be heated or unheated: a heated bed helps improve first-layer adhesion and makes it easier to remove the finished print.[1]
A clean bed results in better first-layer adhesion
Somewhat confusingly, not all FDM users use their built-in print bed as their build surface. The build surface is whatever substrate the nozzle deposits the first layer of plastic onto; it can be the print bed itself, or it can be something else like a removable glass plate, a rigid plastic sheet, or strips of masking tape. Furthermore, printer users often treat their build surface with additives like glue stick or hairspray to improve adhesion.
Furthermore, printer users often treat their build surface with additives like glue stick or hairspray to improve adhesion.
When we talk about 3D printer bed cleaning, we may be talking about cleaning the print bed or cleaning the build surface — or both! Cleaning the build surface is important because a dirty surface with filament buildup can negatively affect adhesion and lead to failed prints. But it is also important to clean the print bed even if it is not used as the build surface, as it will ensure a longer lifespan and better adhesion to removable surfaces like tape and BuildTak.
Isopropyl alcohol
Isopropyl alcohol (IPA) is a colorless chemical compound that is often found in antiseptics, detergents, and disinfectants. It is sometimes called “rubbing alcohol” due to its former use as a topical preparation for massages.
FDM users can use IPA (containing 70–90% alcohol) as a cleaning product on print surfaces like glass and PEI. The chemical substance is strong enough to remove grease and residue but is unlikely to damage these surfaces.
The chemical substance is strong enough to remove grease and residue but is unlikely to damage these surfaces.
Acetone
Another compound used to clean 3D printer beds and build surfaces is acetone, which is found in products like nail varnish remover and paint thinner. The solvent is also used as a smoothing agent for ABS prints, as it is able to dissolve the plastic (though it won’t cut through PLA).
Acetone can be used to clean glass beds, working well against dirt, grease, and some types of plastic filament residue. It may also be used to clean PEI and other surfaces, though it can damage a plastic surface if used too frequently.
Window cleaner
Window cleaner can be used to clean a glass build surface
Spray-bottle window cleaners typically contain a form of alcohol such as ethanol or isopropanol, in addition to other grease-dissolving agents. They may also contain additives such as perfumes, though products with fewer additives are better for print bed cleaning.
Window cleaning sprays are formulated for the cleaning of glass and can therefore work well for cleaning glass print beds and surfaces.
Soap
Ordinary dishwashing soap mixed with warm water is a cheap and effective solution for cleaning print surfaces of various kinds. Unscented products with minimal additives work best.
Equipment
In addition to chemical substances, a few pieces of equipment are needed to clean a printing surface. It is useful to have the following on hand:
Scraper: A flat-blade scraper is used to remove residue without damaging the print bed or build surface
Sandpaper: More abrasive than a scraper or cloth, sandpaper can help maintain an even surface
Cloth: A soft microfiber cloth can be used to apply various substances to the print bed or build surface
Paper towels: Paper towels are suitable for applying mild cleaning agents like soapy water and window cleaner
Glass
Glass is one of the most popular and effective build surfaces, since it distributes heat evenly and is relatively easy to clean. Some printers have glass print beds, while some users affix a removable glass sheet (usually borosilicate glass) to a metal print bed.
Some printers have glass print beds, while some users affix a removable glass sheet (usually borosilicate glass) to a metal print bed.
While glass provides a flat printing surface, its smoothness can actually prevent good first-layer adhesion. Because of this, users often apply glue or another adhesive to the glass surface before printing. This naturally creates a buildup of residue, which should be cleaned between prints.
How to clean glass 3D printing beds:
If possible, remove the glass plate from the print bed to avoid getting cleaning solution in the printer’s mechanical parts.
Scrape away any large pieces of glue or filament residue with a dry scraper, applying firm and even pressure.
Use a cleaning cloth soaked with warm soapy water to clean grease and other residue from the glass about once a month or when required (but only if the surface can be removed from the printer).
 Alternatively, use window cleaner.
Alternatively, use window cleaner.While wearing protective gloves, soak a cloth with a small amount of IPA and wipe the surface before each print.
Avoid getting fingerprints on the glass where possible.
PEI
Polyetherimide (PEI) is a chemically stable thermoplastic that is used as a printing surface due to its good material characteristics such as heat resistance. Low-cost PEI sheets can be attached to a build plate and last many print cycles.
An advantage of using a PEI sheet over glass is its superior adhesion, particularly with materials like ABS. Typically, no extra adhesive like glue is used on the surface, which reduces buildup of residue. However, regular cleaning is required to maintain good adhesion.
How to clean PEI 3D printing beds:
If possible, remove the PEI surface from the print bed to avoid getting cleaning solution in the printer’s mechanical parts.

Soak a dry cloth in IPA and wipe the PEI bed surface to remove gunk and residue. Repeat this procedure between prints. Alternatively, use dish soap and warm water.
Apply acetone with a cloth around once a month to smooth down and further clean the plastic surface.
If the surface is scratched, use a fine-grit sandpaper to smooth it down. If the imperfections are too severe to be fixed, replace the PEI sheet.
Avoid getting fingerprints on the PEI where possible.
Adhesive tape
Blue painter’s tape — a kind of masking tape — and NASA-developed Kapton tape are common build surfaces for FDM 3D printers that do not have heated beds.[2] (A heated bed could melt the glue on the adhesive side of the tape.) Despite the improvised look of a taped print bed, the material works well and can easily be replaced.
The obvious disadvantage of using adhesive tape is that there will be small seams between each strip, which can leave a visible line on the base of a print. However, this problem can be mitigated to some extent by using thicker tape. Furthermore, the cleaning process for tape is trickier than with solid surfaces like glass, as tape cannot be treated with solvents or other wet cleaning solutions.
However, this problem can be mitigated to some extent by using thicker tape. Furthermore, the cleaning process for tape is trickier than with solid surfaces like glass, as tape cannot be treated with solvents or other wet cleaning solutions.
Blue painter's tape should be scraped clean and replaced when worn
How to clean adhesive tape 3D printing beds:
Use a dry scraper to remove residue and leftover filament.
Replace damaged sections of tape. If possible, try to keep the surface level and even to avoid issues with future prints.
Avoid getting fingerprints on the tape where possible.
Replace the entire tape bed when it is visibly worn, torn, or uneven. Clean the bed underneath with IPA or acetone to remove glue residue before applying the new layer.
BuildTak
One of the most popular branded printing surfaces is BuildTak, a low-cost, heat-resistant adhesive sheet that is easy to clean and replace. Although its material is not disclosed, users suggest it may be a mixture of PEI and glass.
Although its material is not disclosed, users suggest it may be a mixture of PEI and glass.
How to clean BuildTak 3D printing beds:
Soak a dry cloth in IPA and wipe the BuildTak surface to remove gunk and residue. Repeat this procedure between prints.
Try using warm water if the IPA is unsuccessful.[3]
Avoid getting fingerprints on the BuildTak surface where possible.
Replace the BuildTak surface when it is worn and parts no longer adhere to the bed.
There are many print bed surfaces to choose from, and different surfaces suit different print jobs. ABS filament works best on surfaces like PEI sheet or BuildTak, but struggles when printed onto a very smooth surface like glass. PLA offers more options, working well on a heated bed with a glass surface.
Whatever surface you choose for your 3D print bed, cleaning and maintenance is vitally important — both for the longevity of the surface and for ensuring good first-layer adhesion that will prevent failed prints.
To get the most out of your FDM printer, always have a selection of cleaning supplies on hand, always wipe down hard print surfaces between prints, and carry out a thorough deep clean every few weeks or months.
[1] Nazan MA, Ramli FR, Alkahari MR, Abdullah MA, Sudin MN. An exploration of polymer adhesion on 3D printer bed. InIOP Conference Series: Materials Science and Engineering 2017 Jun 1 (Vol. 210, No. 1, p. 012062). IOP Publishing.
[2] Teliskova M, Torek J, Cmorej T, Kocisko M, Petrus J. Adjustments of RepRap type printer workbench. In2017 4th International Conference on Industrial Engineering and Applications (ICIEA) 2017 Apr 21 (pp. 15-19). IEEE.
[3] How to Clean a 3D Printer BuildTak Surface on the E2 [Internet]. Raise3D Academy. 2021 [cited 2022Mar8]. Available from: https://www.raise3d.com/academy/how-to-clean-a-3d-printer-buildtak-surface-on-the-e2/
everything you need to know
Many 3D printer owners experience parts coming off the table during 3D printing. Let's take a look at the causes and solutions.
Let's take a look at the causes and solutions.
What is adhesion?
The very concept of "adhesion" means the adhesion of surfaces of dissimilar bodies. In 3D printing, platform adhesion is the ability of the plastic that a part is made of to adhere to the surface of the stage during printing.
If the adhesion is insufficient, then the manufactured parts may be deformed or even come off the table. During 3D printing, the part must be firmly attached to the platform, and after completion, it should be easy to remove. Filament manufacturers typically recommend adhesives for their filaments, and 3D printer manufacturers offer worktables in aluminium, glass, stainless steel, or even with specialty coatings. All this helps the plastics stick better during printing, but there are no working surfaces that are equally well suited for all types of plastics.
Also, do not forget about thermal expansion, which causes a change in the dimensions of manufactured parts at different temperatures. The difference in temperature between the bottom and top of a part can cause the edges of the part to peel off during 3D printing. This mainly applies to materials such as ABS, which require a heated worktable to work with. When printing with these materials, the layers need to cool down a bit to be able to build a 3D object at all, but not so much as to cause peeling at the edges.
The difference in temperature between the bottom and top of a part can cause the edges of the part to peel off during 3D printing. This mainly applies to materials such as ABS, which require a heated worktable to work with. When printing with these materials, the layers need to cool down a bit to be able to build a 3D object at all, but not so much as to cause peeling at the edges.
In this article we will look at what affects adhesion and how to solve many problems in terms of adhesion of products to work surfaces.
3D Printer Enclosed Chamber
For high heat shrink materials, the best option is to use 3D printers with an enclosed chamber to keep out drafts and retain heat. Many printers are equipped with an active chamber heater that maintains the desired temperature and does not allow the parts to cool. A uniform background temperature during 3D printing reduces warping and ensures better adhesion.
Owners of open printers are left to come up with various devices (for example, boxes) that cover the 3D printer to keep heat, or build heat-retaining walls around the printed model, which increases printing time and filament consumption.
First coat adhesion
The first thing to look at is first coat adhesion. This is one of the most common problems faced by almost all printers. If the first layer is laid unevenly, then the percentage of rejects for the rest of the part increases very much, so it is very important to solve the issue of adhesion of the first layer before 3D printing. In most cases, the problem is solved by calibrating the work table and adjusting the distance between the nozzle and the work surface.
It is important to correctly set the distance between the nozzle and the stage surface
Brim and Raft methods table. Brim or Raft increase the contact surface of the plastic with the work surface around the lower layers and thereby increase traction.
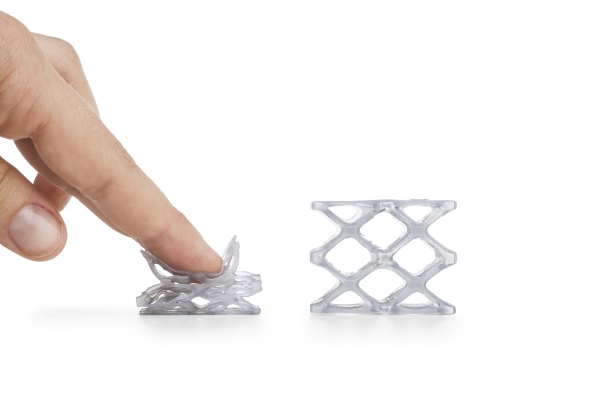
Underlays or Rafts consist of several layers and are horizontal grids of filament located under the model. The raft is used as a base for the first layers of the product and is designed to increase the level of adhesion. In addition, the raft helps to level the surface of the table: if there are irregularities on the surface, they are leveled to a certain extent by the substrate, and the model is printed already on a flat base. Another advantage of rafting is that it reduces the chance of problems due to too much or too little gap between the nozzle and the table when laying the first layer.
In addition, the raft helps to level the surface of the table: if there are irregularities on the surface, they are leveled to a certain extent by the substrate, and the model is printed already on a flat base. Another advantage of rafting is that it reduces the chance of problems due to too much or too little gap between the nozzle and the table when laying the first layer.
Brim is used to stabilize small patterns or "islands" (separated areas of the printed product). Brims increase the contact area and help the model stay on the table if it comes into contact with the surface in small areas.
Worktable temperature and adhesion promoter
After calibrating the platform and adjusting the gap between the nozzle and the surface of the table, let's move on to the next question. The next reasons for poor adhesion may be the wrong stage temperature (if the 3D printer has a heating option) and the wrong selection of adhesion promoters for a particular filament.
Working stage temperature selection
One of the common causes of poor adhesion is the wrong stage temperature selection for a particular material. When the molten filament is applied to the table and then cools, deformation occurs. If the temperature of the stage is incorrectly selected, the outer edges of the printed product are compressed, and we get warpage: the edge of the product comes off, clings to the nozzle, and the product completely comes off the platform.
Usually, 3D printing filament manufacturers list the recommended heating temperature for the stage on their website or boxes. For the most common materials, you can use average values.
Sample worktable temperatures for some materials:
- PLA: 60°C
- ABS: 100-110°C
- PETG: 85°C
- Nylon: 100°C (depending on material composition)
- Polycarbonate: 110°C (the warmer the better)
Worktable temperatures for each plastic manufacturer may vary. You can choose the optimal temperature only empirically.
You can choose the optimal temperature only empirically.
The table below shows the recommended temperatures for 3D printing with REC 3D plastics:
| PLA | ABS | Relax (PETG) | TPU D70 | PP+ | Eternal (ASA) | RUBBER (SEBS) | Easy Flex (TPU A95) | Flex (TPEE) | PVA |
| 0-60°C | 90-110°C | 20-60°C | 20-60°C | 20-40°C | 80-110°C | 90-110°C | 30-60°C | 60-80°C | 50°C |
Scroll →
| HIPS | Cast (PMMA) | PSU | PEEK | Friction (PA12+GF12) | Biocide PETG | rPETG | FormaX | GF MAX | UltraX | Clotho ABS |
| 90 110°C | 90-110°C | 140-160°C | 130-145°C | 100-110°C | 60-80°C | 60-80°C | 95-110°C | 90°C | 120-135°C | 110-115°C |
Adhesion aids
Adhesives are often used to improve adhesion and reduce the risk of damage to the glass surface of the worktable, such as varnish or 3D printing glue, PVA glue, stationery glue stick, dissolved ABS plastic (the so-called "ABS juice"), blue tape, etc. One tool for printing all types of plastics will not be enough. In our article, we will not consider such folk remedies as beer or sugar syrup, but will focus on more traditional methods.
One tool for printing all types of plastics will not be enough. In our article, we will not consider such folk remedies as beer or sugar syrup, but will focus on more traditional methods.
Basic adhesives:
Varnish or glue for printing 3 D-
Hairspray times are long gone, and now almost no one uses them due to low efficiency. More effective adhesives for 3D printing have come to replace.
Typically, 3D printing lacquers and adhesives are formulated to take into account the properties of different filaments and allow the first layer of the printed model to be reliably adhered to the worktable. Simply put, these are universal tools suitable for working with multiple types of filaments.
There are already quite a few manufacturers of 3D printing varnishes and adhesives on the market in various volumes and for any budget. It's not worth saving - one bottle will be enough for several months of printing, and you will save your nerves and time spent on reprinting damaged parts.
Easy to use: spray varnish or glue on the platform and spread it evenly over the surface with a clean, soft cloth.
ABS - juice
Composition for those who like to save money or who do not have glue or varnish on hand. It is made simply: finely chopped ABS rod or the remnants of a previous printing with ABS plastic are immersed in acetone and after a few hours a thick solution is obtained that can be applied with a brush even on a cold platform.
This method is very reliable as an additional adhesive, but when 3D printed, the acetone evaporates and creates an unpleasant odor.
PVA glue , stationery glue stick
PVA glue is applied to the work surface with a brush and rubbed until a uniform thin layer is obtained. As a rule, when hardening, the glue becomes transparent. After drying, you can start 3D printing. The method is not bad, but the reliability of such a method is doubtful.
Stationery glue stick is mainly used when there is nothing else to hand. The most popular option is Kalyaka-Malyaka glue. The glue is applied in one layer, after the platform cools down, the part is easily separated, and the glue itself is easily washed off the glass and from the printed part.
Kapton film, blue masking tape and film Lomond
Masking tape is more suitable for 3D printers without heated platform. The adhesive tape is carefully glued to the entire area of the table and allows you to print small details without heating the table. This option is especially suitable when working with PLA plastic, however, with an increase in the area of \u200b\u200bproducts, the edges of the parts can come off along with the adhesive tape, so the relevance of this method is limited. More often, Kapton tape or Lomond film is used.
On Kapton tape, the lower surface (the sole of the product) is very smooth, the parts are well separated after cooling, but you can’t leave the product on the cooled table, as the plastic pulls the tape together and air bubbles form under it. When 3D printing on Kapton tape, it is necessary to heat the platform and additionally smear the adhesive tape with glue. Suitable for 3D printing of medium-sized products.
When 3D printing on Kapton tape, it is necessary to heat the platform and additionally smear the adhesive tape with glue. Suitable for 3D printing of medium-sized products.
Lomond film was popular until various adhesives appeared. After gluing, the top layer on the film itself must be washed off for better adhesion. Details after printing on such a film are quite difficult to tear off. Over time, bubbles also form under the film, so the film must be changed regularly. Suitable for 3D printing large items.
Additional points to remember:
PLA- plastic is the most unpretentious polymer. For stable printing with polylactide, it is not necessary to treat the surface of the table with additional adhesives, a clean glass surface is sufficient. A prerequisite is that the platform is heated to 60°C. If the platform is not heated, then it is better to print using adhesive agents - varnish, 3D printing glue or blue tape for small parts.
PLA also loves airflow, so keep the fans on full.
ABS- plastic shrinks a lot and needs help to better adhere to the surface. The main types of additional tools are varnish or glue for 3D printing, ABS glue, stationery glue stick, PVA glue.
When working with ABS, the platform must be heated to 100-110°C. It is advisable to use 3D printers with closed cameras that support high background temperatures. When 3D printing on open printers, it is necessary to use a heat-retaining cocoon around the model. Many slicers already offer this feature. Blowing of products made of ABS plastic is highly undesirable, as cracking of parts in layers and detachment from the working surface due to shrinkage can occur.
PETG is a very easy to work material that does not require high temperatures or fine print settings. Plastic has excellent adhesive properties and adheres very strongly to clean surfaces. On the other hand, high adhesion can lead to separation of pieces from glass tables when products are separated, so it is advisable to apply separating layers on the work surface - the same glue or varnish for 3D printing. This will help both separate products and prevent damage to the glass.
This will help both separate products and prevent damage to the glass.
Flex has high adhesive properties, good bonding not only between coats, but also with working surfaces. Again, it is advisable to use 3D printing varnish or glue to avoid damaging the glass. Film coatings are not recommended.
In the case of Composite with Positioning Materials, the choice of adhesive agents is mainly determined by the type of base material. Usually recommendations for preparing for 3D printing with composites can be found on the manufacturer's website. If not, please contact technical support for advice.
For example, the FormaX composite from the X-line range is based on ABS plastic, but the properties of the composite material differ from pure ABS due to the presence of carbon fiber filler. Formax is not characterized by cracking in layers, but the composite requires the use of additional adhesive agents, so the manufacturer recommends using varnish or glue for 3D printing
Material storage and drying
The effect of moisture on filaments can be both cosmetic and functional.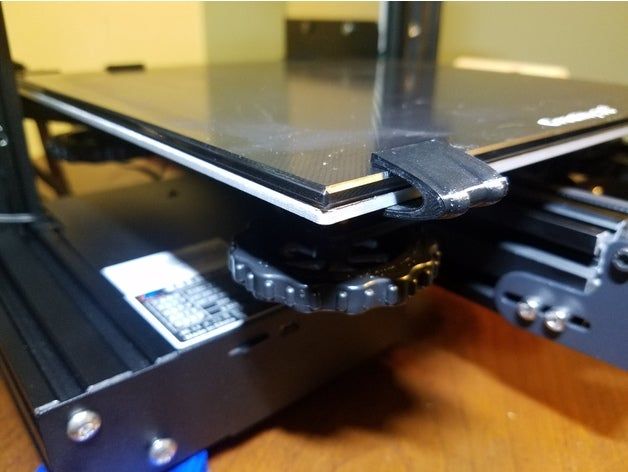 The most innocuous result of high humidity is a change in the textures of 3D printed products, although this is rarely limited to roughness alone (and haze when it comes to transparent plastics) and is usually accompanied by a decrease in interlayer adhesion and adhesion to the substrate. A more serious effect can be an uneven supply of plastic: water in a sufficiently wet filament boils when passing through the hot end, and the resulting steam leads to the appearance of bubbles in the material being laid and even to jerky extrusion with all the ensuing consequences in terms of quality and poor adhesion. Detailed instructions for storing plastics are available at this link, and for drying plastics - here.
The most innocuous result of high humidity is a change in the textures of 3D printed products, although this is rarely limited to roughness alone (and haze when it comes to transparent plastics) and is usually accompanied by a decrease in interlayer adhesion and adhesion to the substrate. A more serious effect can be an uneven supply of plastic: water in a sufficiently wet filament boils when passing through the hot end, and the resulting steam leads to the appearance of bubbles in the material being laid and even to jerky extrusion with all the ensuing consequences in terms of quality and poor adhesion. Detailed instructions for storing plastics are available at this link, and for drying plastics - here.
Cleaning the 3D printer table. Tips and Tricks.
3D printing is a very unstable process, I think everyone who is at least slightly familiar with plastic filament printing technology will agree with this. Unpleasant crashes in the 3D printer can occur for various reasons, and one of the most common reasons is the detachment of the model being grown from the desktop surface. And as a rule, this happens in the middle of printing, when you are already convinced of the stability of the press and are distracted by another activity. It is precisely for this reason that ensuring good adhesion of the first layer to the platform is very important for the successful completion of 3D printing.
And as a rule, this happens in the middle of printing, when you are already convinced of the stability of the press and are distracted by another activity. It is precisely for this reason that ensuring good adhesion of the first layer to the platform is very important for the successful completion of 3D printing.
Today there are many ways to improve the adhesion of the first layer to the bed. A lot of articles and recommendations have been written about this, so we will not talk about them. It is worth noting one of the simplest methods - is keeping the desktop of a 3D printer clean . Regular and thorough cleaning of the platform will not only improve adhesion, but will make printed models more beautiful and smooth.
In this article we will look at the best way to clean the 3D printer table, using the example of popular coatings:
Remember to be careful when using the methods below, as spilled liquid may damage the 3D printer. We recommend removing the bed from the printer before cleaning (if possible).
We recommend removing the bed from the printer before cleaning (if possible).
PEI sheet surface cleaning
Recently, PEI sheet has become a very popular material for improving adhesion in 3D printers. It provides excellent adhesion to various materials, and when it cools down, the printed model lags behind it very easily. The sheets are very simple and not fussy to use, and most often it does not require additional application of glue or adhesive tape.
Unfortunately, in order to achieve maximum efficiency, the PEI surface also requires regular and high-quality cleaning. If PEI is touched frequently, it can develop greasy spots that reduce adhesion to the material. Rough cleaning can also damage the surface and reduce sticking. Regular cleaning and maintenance of PEI will ensure that your models do not come off.
How to clean PEI surfaces
To clean such surfaces, we recommend using isopropyl alcohol (chemically pure, odorless) with a concentration of more than 70%. You can use it with a smell, but it is very caustic and unpleasant, the room will need to be ventilated.
You can use it with a smell, but it is very caustic and unpleasant, the room will need to be ventilated.
Wait for the platform to cool, then liberally soak a dry cloth or paper towel with alcohol and wipe the surface. This will remove a significant portion of the fats and oils from the bed.
Acetone is also good at dissolving plastic residues on the surface. In the same way, liberally moisten the cloth with liquid, then gently wipe the surface of the 3D printer desktop. We strongly recommend doing this work in a well-ventilated area, as acetone is highly flammable and its vapors can penetrate the electronics of the device
If you have been using PEI sheet for quite a long time, and its resource is visually exhausted, we recommend using fine grit sandpaper (1500+). With gentle, circular motions, sand the surface until light scratches and depressions are removed.
When should I clean?
Most manufacturers recommend cleaning the surface with isopropyl alcohol every 2 to 3 prints.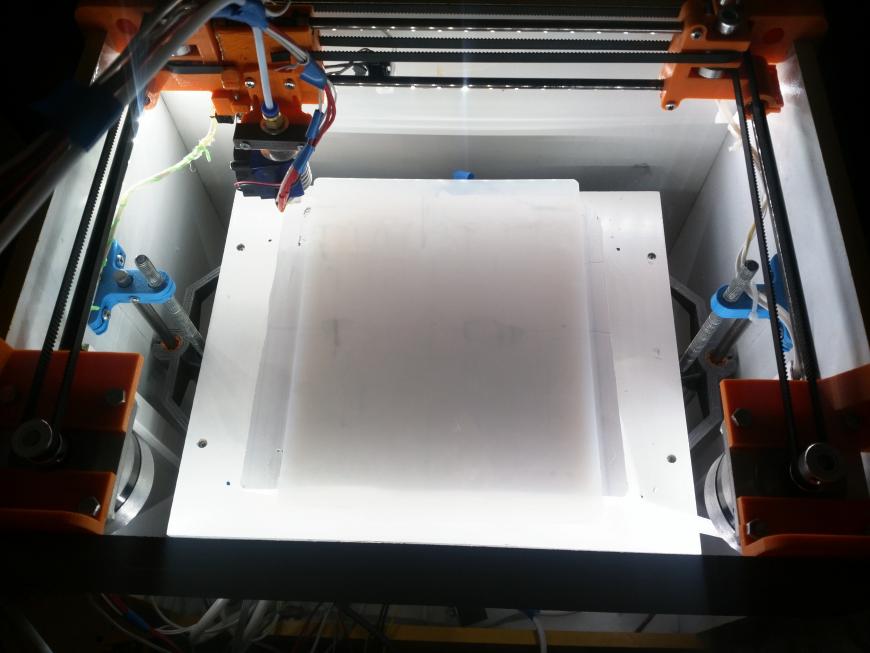 After a few months of use, sand the surface and wipe thoroughly with acetone. If it is no longer possible to restore the surface by the listed methods, then replace it with a new sheet from PEI. The lifespan of such material varies depending on the brand and frequency of use of the 3D printer.
After a few months of use, sand the surface and wipe thoroughly with acetone. If it is no longer possible to restore the surface by the listed methods, then replace it with a new sheet from PEI. The lifespan of such material varies depending on the brand and frequency of use of the 3D printer.
Cleaning the glass surface
Glass is another very common 3D printer desktop material. Much more durable than PEI and similar surfaces. The glass plates provide a smooth and level surface at the bottom of the model.
This surface is usually used in combination with other aids (eg glue stick or hairspray) to improve the adhesion of the first coat. Such products are especially popular on tables that are not equipped with heating. Therefore, regular cleaning of the glass is necessary to prevent adhesive or varnish from sticking.
How to clean the glass platform
The easiest way to clean a glass plate is to use a scraper or a non-metal spatula.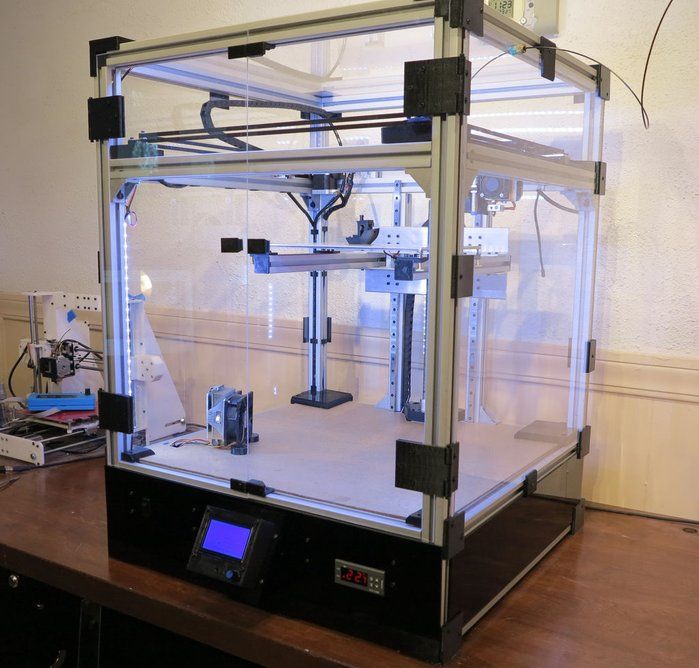 If the table is heated, then heat it until the material remains soft, after which they should be easily removed with a scraper.
If the table is heated, then heat it until the material remains soft, after which they should be easily removed with a scraper.
Be careful when scraping. Depending on the scraper, the blade can be very sharp, so be careful not to scratch the surface. We recommend that you put your hand on the handle of the scraper, and with the other hand press down on its middle, so that the greatest force is directed downwards.
If this does not work, try wiping the glass with warm soapy water. Although simple, this method is very effective for removing hairspray, glue, and other adhesives. Keep in mind that this method is only recommended if the 3D printer allows you to remove the platform. Spilled water can seriously damage the heating element, power supply or other electronics of the device.
Dirt can also be removed with specialized cleaning products. For example, wet alcohol wipes, window cleaner, isopropyl alcohol will also effectively wash away adhesive residue and restore the glass surface. However, do not take too strong cleaners. Such substances can severely damage the surface or even the 3D printer. In order to be sure to select a cleaning agent for your particular 3D printer, it is best to contact its manufacturer. Most often, they willingly make contact with users and willingly give advice.
However, do not take too strong cleaners. Such substances can severely damage the surface or even the 3D printer. In order to be sure to select a cleaning agent for your particular 3D printer, it is best to contact its manufacturer. Most often, they willingly make contact with users and willingly give advice.
When to clean the glass surface
Again, this will depend on how often you use the printer. We recommend cleaning the surface after each print to prevent buildup of glue or varnish. Such a procedure will not take much time, but the print will be more stable, and the resulting prints will have a beautiful and even surface. Once the models stop sticking (usually after a month), try washing the surface with soap and water. After about two to four months, you will have to resort to isopropyl alcohol or other specialty drugs. substances.
Cleaning adhesive tapes
Adhesive tape is another proven way to increase adhesion to the print platform. Today, this method is more common on 3D printers without the function of heating the desktop. Masking tape is the most common remedy, but so are Kapton and others.
Today, this method is more common on 3D printers without the function of heating the desktop. Masking tape is the most common remedy, but so are Kapton and others.
One of the reasons for the popularity of such linens is their ease of use and relatively inexpensive cost. They are easy to stick to the surface and are available at almost any hardware store. However, there are also disadvantages: the tape quite often peels off when the printed model is removed, so it must be reapplied regularly.
How to clean?
Unfortunately masking tape is one of the most difficult to clean due to its fragility. however, we have found that gentle scraping is one of the most effective ways to clean it. With light pressure, evenly scrape off the remaining plastic thread from the surface, being careful not to tear it.
If the tape does break during cleaning, replace this area with a new strip. The main thing is not to overdo it and do not apply a thick layer, this can adversely affect the quality of the print.