3D printed gear reduction
delta - Why not use high rpm stepper motors with high microstepping with gear reduction in 3D printer?
Asked
Modified 1 year, 6 months ago
Viewed 736 times
$\begingroup$
3D printer use stepper motors for moving print head and extruding filament. They need to have good torque and resolution.
Microstepping improves resolution as much as 32 fold (I think) but reduces torque the higher you microstep.
So...
Why not rotate the motor with microstepping at high RPM (which also reduces torque) and increase the torque by heavy gear reduction using a worm gear?
Won't the movement of printhead be even smoother and small errors in microstepping and unevenness of gears be averaged out using high RPM and gear reduction approach?
Does microstepping indeed provide accurate divisions of steps?
Can we get by with weaker motors because torque will be increased by gear reduction?
Can we get by with 48 step stepper motors instead of 200 step because gear reduction provides increased resolution?
There are extruders that use flex shaft to turn worm gear in direct extruder while motor is mounted on frame which turns flex shaft (zesty nimble comes to mind).
Why don't they just use smallest possible stepper motor to rotate worm gear directly, instead?
Increasing motor RPM and using gear reduction should preserve the precision and torque, letting you use weaker, lighter motors, potentially reducing granularity of movement. I thought this was simpler approach and I wanted to understand what would I be losing as trade offs. I had considered more friction at worm gear and wear, higher heating of motor etc. But may be it's like "don't fix what ain't broken". 3D printers aren't that costly nowadays. I just wish they were even cheaper.
- diy-3d-printer
- delta
- microstepping
$\endgroup$
1
$\begingroup$
To answer each point:
- Microstepping improves resolution as much as 32 fold (I think) but reduces torque the higher you micro-step.

Torque is not reduced by micro-stepping. Torque reduction only occurs when you are moving at high RPMs. The motor's phase resistance has to be conducive to the target RPM's (or step rate). Further, micro-stepping can go as has as 1/256, and I have personally used 1/128. Some will say that all higher micro-stepping does is improve smoothness not accuracy. I have personally tested 1/128 micro-stepping over a 17-inch long axis. I was able to achieve accuracy and repeatability to within 5 microns.
- Why not rotate the motor with micro-stepping at high RPM (which also reduces torque) and increase the torque by heavy gear reduction using a worm gear?
Backlash! The whole point of stepper motors is that they produce backlash-free movement. Putting a transmission between the electromagnetic and the end effector will create backlash that has to be compensated for during the movement. Modern CNC systems account for this in their movement profiles and incorporate automatic backlash compensation (e. g. Mach4)
g. Mach4)
- Won't the movement of printhead be even smoother and small errors in microstepping and unevenness of gears be averaged out using high RPM and gear reduction approach?
It is already smooth enough with 1/64th or greater micro-stepping. The extrusion nozzle only goes down to 2mm.
- Does microstepping indeed provide accurate divisions of steps?
Yes. Yes, it does.
- Can we get by with weaker motors because torque will be increased by gear reduction?
No, because it will just stall.
- Can we get by with 48 step stepper motors instead of 200 step because gear reduction provides increased resolution?
Apart from the fact that no one makes 48 steps per revolution motors, using a gear reduction would be counterintuitive. Currently, there are 400 steps per revolution motors, which actually increase accuracy without any torque losses.
- There are extruders that use flex shaft to turn worm gear in direct extruder while motor is mounted on frame which turns flex shaft (zesty nimble comes to mind).
 Why don't they just use smallest possible stepper motor to rotate worm gear directly, instead?
Why don't they just use smallest possible stepper motor to rotate worm gear directly, instead?
Torque! If they used a small motor to drive the extruder they would have to compensate for the torque loss with higher power (i.e. voltages). This would lead to cooling issues for that motor.
Bottom line is that if you size the motors and design the system correctly then a transmission is not needed. If you want more torque, get bigger motors. If the gantry needs to be light weight, then use a delta or corexy mechanism.
$\endgroup$
2
$\begingroup$
There's an old rule that says "If the question starts with 'Why don't they,' the answer is most likely 'money.'"
In this case, the issue is the cost of worm gears. Properly mating worm gears are much more expensive to make than common spur gears. That probably accounts for most of it -- not to mention the 200 step motors we see on most FDM printers are a very common item, and the more you make of something the less each one costs.
That probably accounts for most of it -- not to mention the 200 step motors we see on most FDM printers are a very common item, and the more you make of something the less each one costs.
Beyond that, you can't back-drive most worm gears (especially those with a high reduction ratio). That wouldn't affect an extruder (or would it? I've seen a lot of Things for knobs to go on the extruder motor shaft), but if I couldn't back-drive my X or Y axes I'd be very annoyed (having to use the manual motion control in the firmware for everything like bed tramming) -- even the lead screw Z axis can be back-driven without undue effort.
So, bottom line, what we have now works well enough and making it (maybe a very little bit) better would cost more than what we gain would be worth. IMO.
$\endgroup$
4
$\begingroup$
- There are extruders that use flex shaft to turn worm gear in direct extruder while motor is mounted on frame which turns flex shaft (zesty nimble comes to mind).
Why don't they just use smallest possible stepper motor to rotate worm gear directly, instead?
The Flex3Drive, from which the Zesty was purportedly cloned, does admit using a very small NEMA-8 motor directly coupled to the worm gear in place of a flex shaft. This still adds a considerable (from the standpoint of machines aiming for 40 m/s² acceleration and such) amount of mass to the toolhead, and I'm not clear what E-axis speed/acceleration is attainable with 40:1 reduction and a low-power motor like that.
While the larger steppers typically used in 3D printers are perfectly capable of any plausible E-axis speed or acceleration you could want without gearing or with small reduction (e.g. 2:1 or 3:1), once you get up to worm gear level ratios, it's a question of the properties of your specific motor whether you can get enough speed for acceptable retraction performance or even normal print moves at very high speeds. For example, I have a Flex3Drive G5 and the orignal NEMA-17 E-stepper from my Ender 3 does not work well with it without further gearing on the motor side of the shaft. However, a "high RPM stepper" like you suggest should manage just fine with worm gear reduction.
However, a "high RPM stepper" like you suggest should manage just fine with worm gear reduction.
Now, is there any reason to do this? If you're transmitting the force in a manner that can't deal with high torque, like a flex shaft, yes. Otherwise, no. As others have said, modern microstepping is ridiculously accurate.
$\endgroup$
▷ gear reduction 3d models 【 STLFinder 】
Planetary gear reduction
grabcad
Planetary gear box with 36:1 ratio.
baja first gear reduction
grabcad
first gear reduction box for baja buggy
Gear Reduction Hub
grabcad
A basic gear reduction from my school project.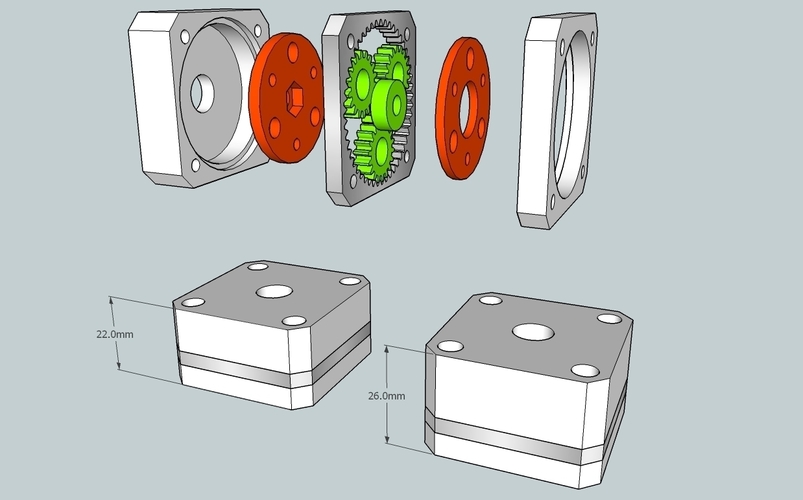
HELIX GEAR REDUCTION
thingiverse
JUST A BASIC HELIX GEAR REDUCTION MADE WITH SKETCHUP
claw gear reduction
thingiverse
http://www.thingiverse.com/apps/customizer/run?thing_id=27468 Instructions Using the following options: Screw_Size = 3 Gear_Play = 0.2 arm_length = 45 Rot = 0 freeArmStay_Offset = 32 gear_pos_small_l2 = [0,(Small_Gear_rad+Gear_Play/2)3,0]...
Gear Reduction Housing
grabcad
Gear Reduction Housing Assembly. This is the guided model designFrom Coursera by Autodesk
This is the guided model designFrom Coursera by Autodesk
Triple Spur Gear Reduction
grabcad
A gear reduction achieved by three stages of spur gears. The first two stages are plastic while the third is steel. All gears are supported with ball bearings. ...The majority of the components are molded/purchased and the cost is focused on two...
claw gear reduction
thingiverse
http://www.thingiverse.com/apps/customizer/run?thing_id=27468 Instructions Using the following options: freeArmStay_pos_l = [(freeArmStay_Offsetcos(30)),grip_offset-((freeArmStay_Offsetsin(30)))-arm_length,0] freeArmStay_pos_r =.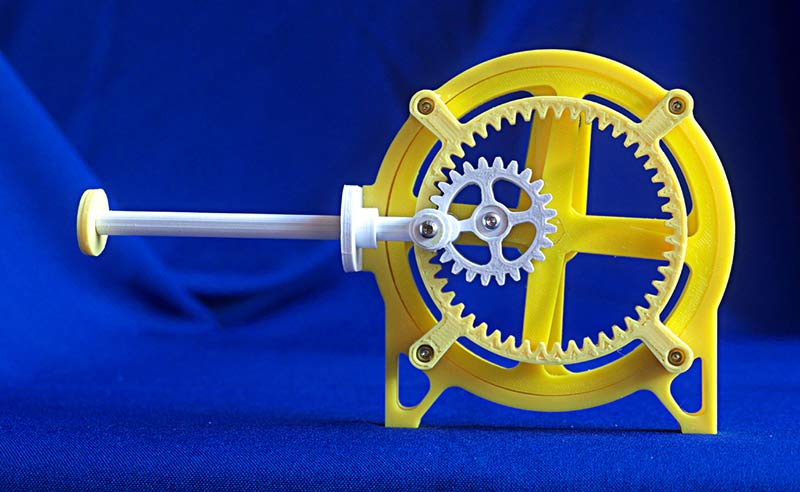 ..
..
Gear Reduction Mechanism
grabcad
A Gear Reduction is an arrangement by which an input speed can be lowered for a requirement of slower output speed, with the same or more output torque. ...Reduction gear assembly consists of a set of rotating gears connected to a wheel work
Gear Reduction Toy (Printable)
grabcad
The device consists of multiple gears (which can be printed as many times as one wants), a crank, the peg board, pins, and a level spacer (to allow multi-level gear systems). The gears can be placed in the configuration of your choice along with...
N20 motor gear reduction
grabcad
A 90 degree worm gear reduction gearbox for the commonly used N20 motor. ...Designed for a personal robotics project, useful in space sensitive applications.
...Designed for a personal robotics project, useful in space sensitive applications.
Planetary gear reduction box
grabcad
The contraption uses the different ratio of the gears to reduce the rpm of the input shaft. ...My project is not nearly perfect, but it is good for educational purposes, mainly to describe how the reduction happens.
AlexLoop Gear Reduction
thingiverse
This is a planetary gearbox reduction gear to allow finer tuning options.
I started with the NEMA 17 gearbox by user jag (https://www.thingiverse.com/thing:8460) and butchered the poor OpenSCAD file to make what I wanted. (Remix lookup on create...
(Remix lookup on create...
2 stage gear reduction box
grabcad
2 stage gear reduction gear box
Nematrue 42 Gear Reduction box
grabcad
Nematrue 42 Gear Reduction box10:1
3:1 Gear Reduction - Stackable
thingiverse
An engineering model to demonstrate gearing with a 3:1 ratio on each stage. As many stages can be linked together as desired, giving unlimited gearing potential. Includes print in place crank handle.
...
21 OD x 12 ID x 5 wide Bearings required...
Includes print in place crank handle.
...
21 OD x 12 ID x 5 wide Bearings required...
Gear speed reduction mechanism
grabcad
Gear speed reduction mechanism
Cycloidal Gear (high reduction)
grabcad
A compact cycloidal gear with high gear ratio built in Inventor 2015. To see an animation run the DRIVE_ME relationship parameter. The current gear ratio is 1: 54. You can change any parameters in the master.ipt and master-2.ipt. (E.g. in master.ipt...
12V Geared Stepper Full Metal Gear Reduction
grabcad
Specifications:Voltage: 12VStep angel: 18°/36=0.![]() 5° (gear motor step angle is 18 degree, the reduction of the output shaft step angle is 0.5 degree)Reduction ratio:...
5° (gear motor step angle is 18 degree, the reduction of the output shaft step angle is 0.5 degree)Reduction ratio:...
Hansen 3/4" Ball Valve Gear Reduction
thingiverse
A simple gear reduction system for a Hansen 3/4" Ball valve.
8mm Faulhaber Mini motor with gear reduction
grabcad
Faulhaber 8mm motor with Encoder.This item is prevalent on Ebay. ... The description states the gear reduction is 200:1. ... I had trouble modeling the gears, so they do not work together at this point.
ZGY370 DC 12V Gear Reduction Motor
grabcad
Aliexpress Gear Reduction Motor.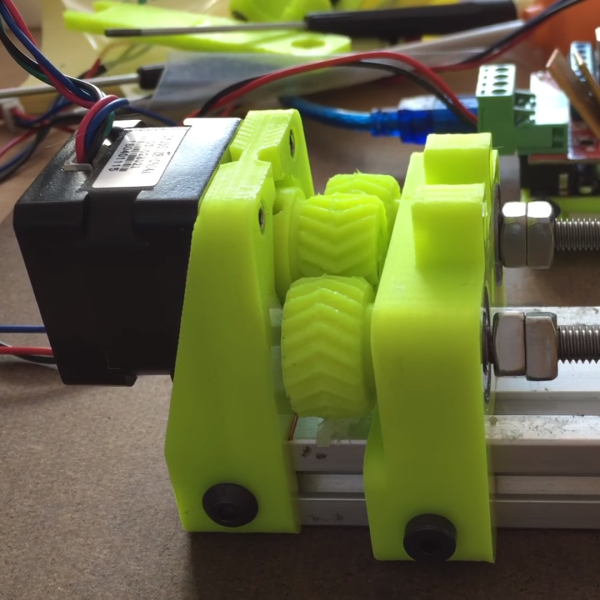 ...Revision 2 of the model should be compatible with both of motor versions.
...Revision 2 of the model should be compatible with both of motor versions.
5.667 gear reduction for cyborg extruder
thingiverse
... But I did print these in PLA. May need to dremel or drill the inside holes for the shafts t go through. a 3/16" masonry bit works great for the small gear, no screw needed, my motor stalls way before it slips (I tapped it on with a hammer).
Nema 17 with Planetary Gear Reduction
thingiverse
This is a model I made of a planetary gear reduction Nema 17. I bought it from StepperOnline Motors and Electronics (OMC-StepperOnline. com). ...The part number is: 17HS13-0404S-PG5
com). ...The part number is: 17HS13-0404S-PG5
Differential Gearbox with Worm Gear Reduction
myminifactory
This design cannot be printed on my FDM printers and SLA printers would also struggle due to the need of complicated support structures to hold the underside of gear teeth in place and the narrow gaps between them when they mesh. This is a...
2015 to 1 Harmonic gear reduction
thingiverse
It is a two stage strain wave gear train that subtracts the reduction of the two stages resulting in a 2015:1 gear reduction. (and 31:1 for v1b) It uses 17x 6mm spheres for the eliptical ball bearing. Airsoft pellets work well as would 6mm glass,...
Airsoft pellets work well as would 6mm glass,...
3D-printable High torque servo/gear reduction
myminifactory
Video can be found here: https://www.youtube.com/watch?v=8sq4pHdSXYM This servo/gear reduction uses mostly 3D-printed parts. The servo uses a 775 36V 9000rpm brushed DC-motor wich is driven by a BTS7960B motor driver wich is controlled by an arduino...
3D-printable High torque servo/gear reduction
thingiverse
More info can be found here: https://www.thingiverse.com/thing:4245315 This servo/gear reduction uses mostly 3D-printed parts. The servo uses a 775 36V 9000rpm brushed DC-motor wich is driven by a BTS7960B motor driver wich is controlled by an...
The servo uses a 775 36V 9000rpm brushed DC-motor wich is driven by a BTS7960B motor driver wich is controlled by an...
Micro Rolling Gear Reduction
thingiverse
This tiny gearbox works on a principal not seen often in mechanical design, given the number of sliding components and the amount of slop necessary to keep it reliable. This is a conceptual design and has not been tested. It is designed with printing...
GEAR REDUCTION ASSEMBLY
grabcad
GOOD EXERCISE
Geared Feed Extruder for 3D Printer
The extruder is one of the most important parts of a 3D printer, so the quality and reliability of the parts is crucial.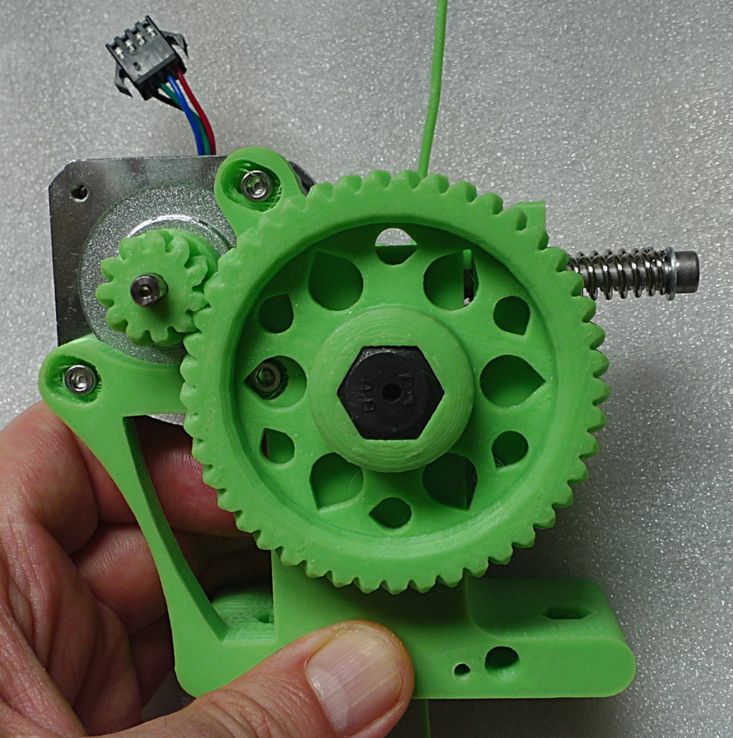 The filament drive mechanism is almost always in the form of a gear or rod with concave teeth that wrap around the plastic. Alternatively, there are versions of 3D printer extruders that use slightly different part layouts to feed the filament, which provide high torque and increased filament adhesion. nine0005
The filament drive mechanism is almost always in the form of a gear or rod with concave teeth that wrap around the plastic. Alternatively, there are versions of 3D printer extruders that use slightly different part layouts to feed the filament, which provide high torque and increased filament adhesion. nine0005
In this article, we will consider both classic and new types and variants of feed extruder devices based on gear transmission.
RepRap
Originally in RepRap 3D printers, a stepper motor drove a set of gears. The gear train allows the motor to turn quickly while the drive mechanism turns slowly, thereby increasing torque and allowing the filament to be fed into the hot end with increased strength and accuracy. This arrangement allows fast printing and ejection with less chance of media jamming due to lack of torque. nine0007 Such devices provided tremendous torque and grip. They were mainly printed from ABS plastic and their weight was up to a record 330 g for those times, using Nema17.
As an example, this type of print head has been used by Lulzbot for a long time.
Gaer step moto
With the proliferation of stepper motors in 3D printers, new possibilities have been found to meet the requirements of the gearbox, including a 5:1 increase in torque, an improvement in the allowable inertia, and a reduction in motor vibration. In addition, the ability to accurately position motors has created a need for high-precision, backlash-free gearboxes. nine0012
These stepper motor gearboxes were used as Direct extrudera (Picaso, Hercules), Bowden, used in BCN3d printers.
As an example, Bondtech's QR-M model with its unique Dual-Drive technology has developed an excellent solution for most 3D printers.
Extruder series Titan, aero titan, aqua titan
Titan
The popularity of the E3D Titan extruder is due to its ultra-light weight, which means excellent performance. nineThe 0007 Titan has a 3:1 reduction gear that allows it to move both 1.75mm and 3mm filament without problems.
nineThe 0007 Titan has a 3:1 reduction gear that allows it to move both 1.75mm and 3mm filament without problems.
Approximate weight 136 grams. The
Titan works well with all configurations, Bowden, Direct, 1.75mm and 2.85mm. To switch between filament diameters, it is enough to change the filament guide and the Bowden/HotEnd adapter.
Titan aero
Combining V6 and Titan into one unit, Titan Aero gives a compact extrusion system allowing 25mm more Z-height compared to a combination of V6 and Titan in a direct drive machine. nineThe 0007 Titan Aero is built on E3D V6 all-metal construction, allowing the 3D printer to reliably print with any filament at temperatures up to 285°C as standard.
Titan aqua
Water cooling provides excellent thermal performance by cooling both the radiator and the engine. This allows Titan Aqua to maintain a stable temperature in situations where active heating is used in the print chamber.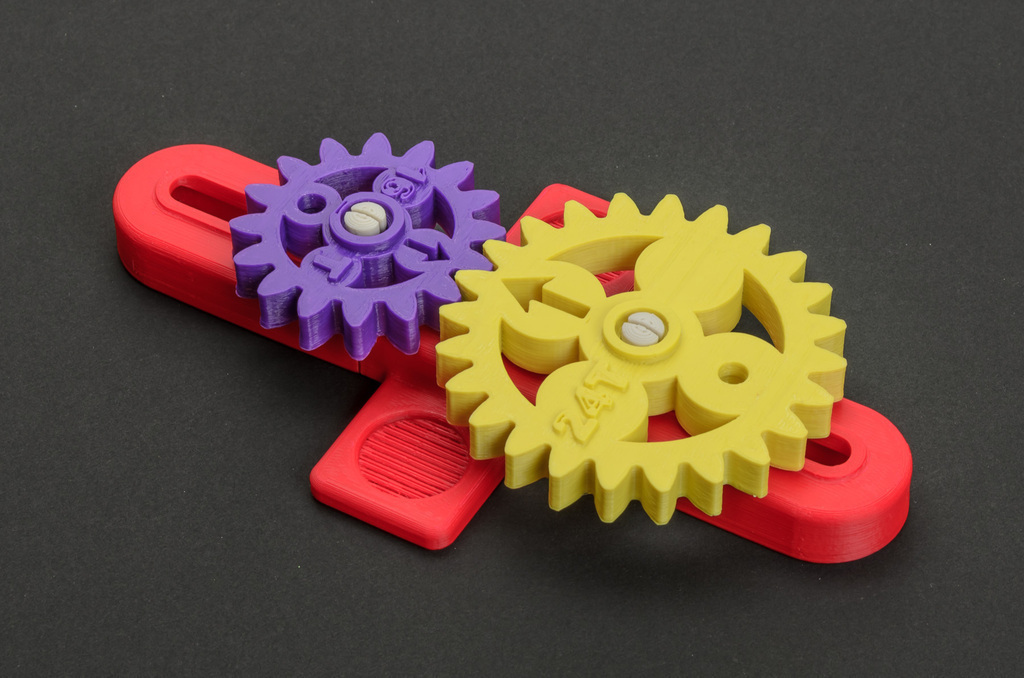 The
The
Titan Aqua can heat up to 285°C without any problem with the included thermistor. By replacing the thermistor with a PT100 or thermocouple (additional electronics may be required), you can reach temperatures up to 500C0. nine0007
BMG extruder
Titan, Bondtech BMG-M set a new benchmark in the creation of compact and productive extruders for 3D printers.
The Bondtech BMG extruder combines high performance with a built-in 3:1 gear and well-known Dual-Drive technology, with a light weight of only 75g (without motor) you can count on trouble-free material feeding. The
BMG works like a Bowden with direct drive applications. Built-in fitting for E3D hot end and Nema17 stepper motors. Body parts are professionally printed with SLS nylon for maximum durability and precision. nine0012
This extruder only supports 1.75mm filament.
The simplicity and efficiency of this extruder made it popular and immediately entered the Chinese market.
orbider extruder
Weighing only 140 grams, this machine is equipped with a 7.5:1 gearbox capable of feeding filament at up to 200 mm/sec. What's more, the Nema 14's gear type and motor end up giving it an overall body size that's smaller than any Nema 17 based extruder.
For more details see article
E3D Hemera
One of E3D Hemera's latest innovations is a dual drive extruder that can operate in both Bowden and direct drive systems.
It provides superior gripping force, outperforming competitors with a maximum feed force of over 100N.
Another highlight of the E3D Hemera is the specially designed heatsink that provides excellent cooling for the hot E3D V6, which can reach temperatures up to 285°C
The extruder is powered by a special E3D Hemera motor with a rated current of 1.33 A and a pitch angle of 1.8 T-slots on the front panels of the motors make it easy to install it on 3D printers.
Hemera is only available in 1.75 mm.
BIQU h3
BIQU h3 extruder is the latest extruder offering from BIGTREETECH. It is a compact and lightweight direct drive extruder that can reliably print almost any material. nine0007 To keep the low weight of 219g, a versatile design is needed. The BIQU h3 extruder consists of three parts: a heatsink, a stepper motor and a hot end.
It has a double gear for good filament adhesion and is rated to print at temperatures up to 260C0, upgradeable to 500C.
The stepper motor used on the BIQU h3 is NEMA 14. With a 7:1 gear ratio, it uses 932 steps/mm with 16 micro steps, being rated at 800 mA
LGX™ Large Gears eXtruder
Bondtech LGX is the successor to the famous Bondtech BMG extruder. The main differences are that it is designed to be light and suitable for direct drive, but also has much larger gears that are supposed to hold the filament better.
7 new Bondtech LGX eXtruder features:
• Larger drive wheels for better thread grip
• Thread pretension lever for quick thread changes
• Multi-functional interface connector for quick tool and application changes
• Drive wheel service window for easy cleaning and maintenance
• Compact, lightweight and symmetrical design for greater performance and compatibility
• Mounting hole pattern for easy and uncomplicated installation
• 3D printed - printer nylon body for maximum strength, precision and heat resistance
Size: 42 x 42 x 25 mm
Weight: 224g.
DyzeXtruder GT
The combination of gear, dual clamp system and unique all-metal construction allows the DyzeXtruder GT to push up to 9kg of force. This is more than necessary for all 3D printing applications. However, the DyzeXtruder GT is much lighter than a traditional planetary gear extruder, resulting in faster printer acceleration.
Dyze Design introduces a visually striking extruder consisting of 3 clearly distinguishable parts. nine0012
The first extremely compact NEMA17 motor (0.9 A), only 25 mm. height. This motor ideally performs the function of moving gears with reduction (5.65: 1).
The radiator is located in the central part, inside it there is most of the gears.
And the third and last part is the main body of the anodized aluminum extruder, which will be responsible for directing the filament to the nozzle.
Weight up to 300 gr.
Applicable thread diameter 1.75 mm
Zesty Nimble Extruder
The guys at Zesty originally wanted to build a delta printer, but ended up building a remote direct drive Nimble instead. This means you get the benefits of a direct drive extruder without the weight of a stepper motor.
This filament feeder that places the stepper motor (the main source of mass for the extruder) remotely i.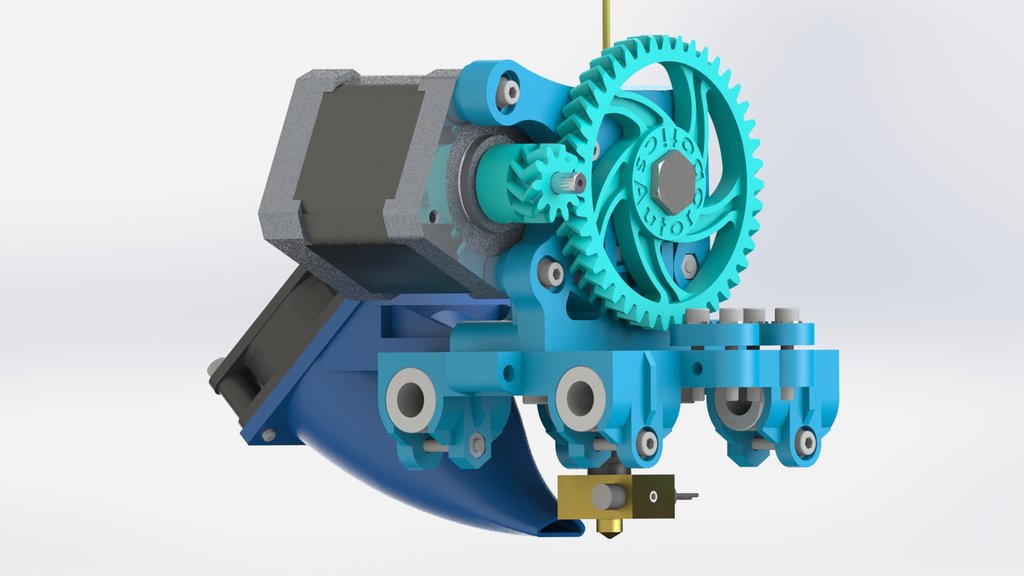 e. on the frame actuates the drive mechanism via a rotating cable. This has the advantage of removing a significant amount of mass from the delta effector while still delivering filament directly at the hotend inlet, as in a direct drive system. nine0007
e. on the frame actuates the drive mechanism via a rotating cable. This has the advantage of removing a significant amount of mass from the delta effector while still delivering filament directly at the hotend inlet, as in a direct drive system. nine0007
23.5 mm x 39 mm x 28.5 mm (WxDxH)
Weight less than 28 g
Standard thread 1.75 mm, 3 mm possible
Gear ratio 30:1
OMG
9000next On the 3D printer review list is this interesting extruder that deviated from the norm used in popular extruders today. It is completely metal and uses 2 drives to push the filament. The single gear mounted on the stepper motor ends up meshing with an input and output gear system that pushes the filament in two places at the same time. nine0007 OMG will fit both Bowden and Direct feed systems.
Characteristics
Extruse Wheel diameter: 8 mm
Output torque of the engine 3 times
You can use 36 and 42 walking engine NF extruder
Another one of Mellow's proprietary extruders
NF sunrise ratio is 5:1.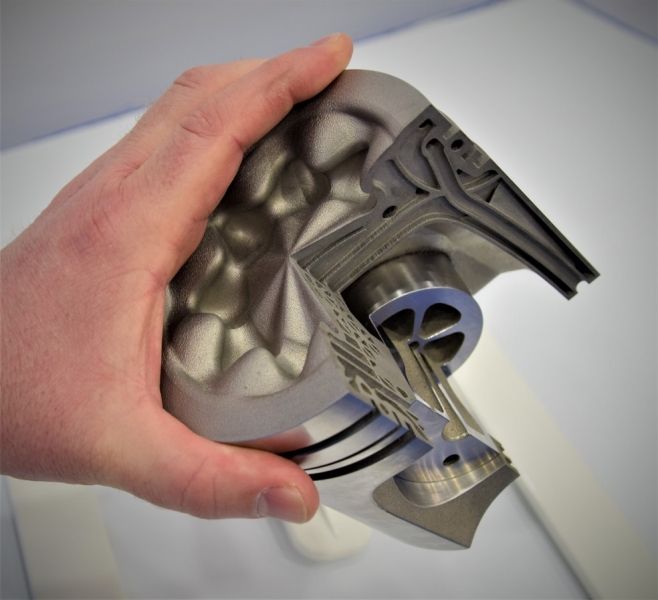 The distance itself from the feed gears to the nozzle is very short. Which in combination makes the extruder more powerful and precise. nine0007 Case material - aluminium. The special design removes all additional parts, which reduces the weight of only 185g and has a strong heat dissipation function. High temperature 36mm LDO motor maintains sufficient torque.
The distance itself from the feed gears to the nozzle is very short. Which in combination makes the extruder more powerful and precise. nine0007 Case material - aluminium. The special design removes all additional parts, which reduces the weight of only 185g and has a strong heat dissipation function. High temperature 36mm LDO motor maintains sufficient torque.
Used by Bowden and Direct.
ReXY - remote-extruder
I also wanted to pay attention to the domestic development of a unique extruder of its kind. ReXY - remote extruder. The Ukrainian extruder belongs to the “direct” class, but this is not quite the way we put it down for ourselves. Although the feed occurs precisely in the print head itself, as with conventional direct extruders, the motor is located behind the print area without affecting the carriage with its weight, which significantly reduces inertia during movements and allows you to print at a higher speed without losing quality.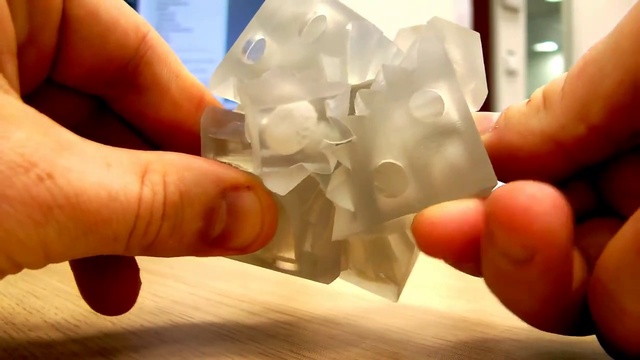 Another plus is that the motor is not exposed to temperatures and the chance of skipping steps is minimized, as well as the use of a motor of any power and dimensions. nine0012
Another plus is that the motor is not exposed to temperatures and the chance of skipping steps is minimized, as well as the use of a motor of any power and dimensions. nine0012
The extruder consists of a bevel gear pair with a 3:1 reduction gear and is driven by a belt that follows the kinematics of the printer. To implement the idea, the Marlin 2.0 firmware was modified and, according to a given algorithm, it calculates and compensates for the movement of the carriage, thereby controlling the supply of plastic.
Head weight: 250 gr.
Having studied and described the variety of extruders on the market, both direct feed and Bowden, we hope that the reader will find the best one for his 3D printer. nine0006
The Complete Guide to 3D Printing [Part 2]
3D printing is used in a variety of industries, both for rapid prototyping and short-term production.
In various industries, a key application of 3D printing is the rapid prototyping of new parts during R&D.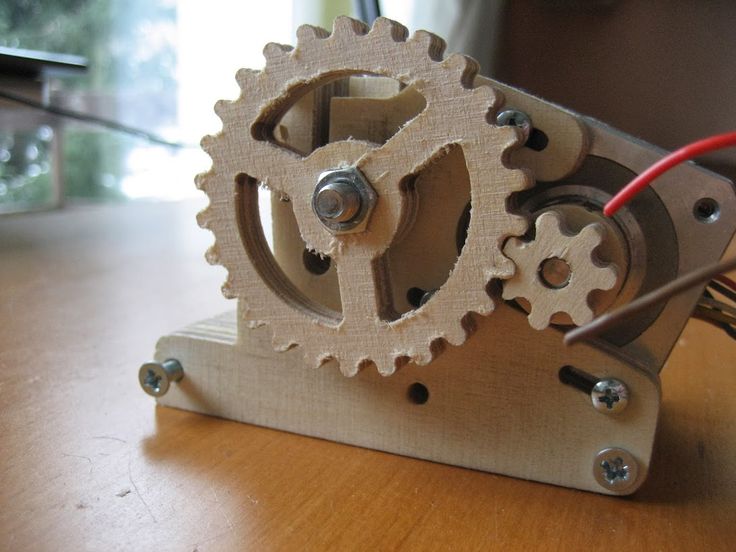 No other technology has the capability to instantly produce plastic or metal parts - even in non-factory conditions. nine0007
No other technology has the capability to instantly produce plastic or metal parts - even in non-factory conditions. nine0007
3D printers can be used in-house by companies, while some businesses prefer to order 3D printed prototypes through service bureaus.
Medical
3D printing can be used to make medical components such as titanium implants and surgical guides (SLM), 3D printed prostheses (SLS, FDM) and even 3D bioprinted human tissues. Components for medical equipment and technology - X-ray machines, MRI, etc. - can also be made by 3D printing. nine0012
SLA and SLS technologies are also widely used in the dental industry for model making, prostheses and restorations.
Aerospace
The aerospace industry has become a major consumer of 3D printing technology because it can produce very light parts with an excellent strength-to-weight ratio. Examples include things as simple as cab bulkheads (SLS) and down to revolutionary engine components (SLM) such as the 3D printed fuel injector tip designed and manufactured by GE. nine0012
nine0012
Cars
Automotive companies regularly use 3D printers to make one-off parts and repairs, as well as rapid prototypes. Common 3D printed automotive parts include brackets, dashboard components, and antennas (FDM).
More extreme examples include vehicles with large 3D printed metal structural components, such as early models from automotive startup Divergent.
Jewelry and art
3D printing technologies such as SLA are widely used (as an indirect fabrication process) in the production and repair of jewelry, while almost all types of 3D printers can be used to create works of art and sculptures.
Engineering
Advances in additive manufacturing with high quality workmanship have expanded the scope of applications in construction and architecture. Concrete 3D printing, which is a bit like FDM but with very wide nozzle extruders, plays an important role in this industry, but more common 3D printing technologies such as SLM can be used for products such as bridge structures. nine0012
nine0012
3D printing file formats:
3D printing parts can be designed with standard CAD software, but 3D printers can only read certain file formats. There are four main file formats for 3D printing.
STL: The most common file format for 3D printers, STL contains part geometry information in the form of tessellated triangles. It does not contain information such as color, material, or texture. The file size is proportional to the detail, which can be a problem. nine0012
OBJ: Less common than STL, the OBJ file format encodes the geometry of a 3D model and can include curves and free-form surfaces in addition to tessellation. It can also contain color, material, and texture information, making it useful for full color processes.
3MF: Invented by Microsoft, 3MF is an XML-based format with small file sizes and a good level of error prevention. It has not yet been widely adopted, but is supported by companies such as Stratasys, 3D Systems, Siemens, HP, and GE.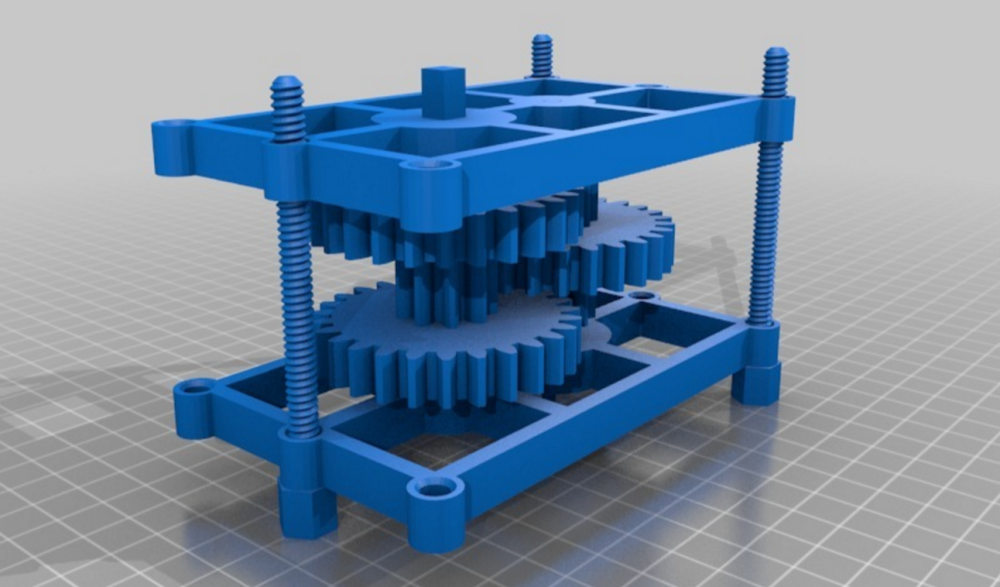 nine0012
nine0012
AMF: The successor to the STL format, AMF is much more compact and allows you to tessellate both curved and flat triangles, making it much easier to encode parts of various shapes. Since its inception, the format has been slowly adopted.
3D printing settings and specifications:
3D printing uses specific terminology that may not be clear to beginners. These terms refer to printer settings and/or specifications that can affect how 3D printed parts turn out. nine0012
Filler
When making 3D printed parts, it may be necessary to specify an infill percentage that refers to the internal density of the part. A low infill percentage will result in a mostly hollow part with minimal material holding the mold together; a high infill percentage will result in a stronger, denser, and heavier part.
Layer Height
Layer height, sometimes referred to as z-resolution, is the distance between one 2D part layer and the next. A smaller layer height means finer resolution (and higher possible level of detail) along the z-axis, i.e. top down. A low layer height is an indication of a high quality printer, but users can set a higher layer height for faster, more economical printing. nine0012
A smaller layer height means finer resolution (and higher possible level of detail) along the z-axis, i.e. top down. A low layer height is an indication of a high quality printer, but users can set a higher layer height for faster, more economical printing. nine0012
Print speed
The printer's print speed, measured in millimeters per second, indicates the speed at which the machine can process the source material. Like the layer height, this value can either be a measure of the printer's maximum speed or be user-defined: slower print speeds usually result in more accurate prints.
Print temperature
When applied to processes such as FDM, print temperature generally refers to the temperature of the hot end, the part of the print head that heats the thermoplastic filament. Some FDM printers are also equipped with a heated print bed, the temperature of which is specified by the manufacturer. In both cases, the temperature is usually controlled by the user. nine0012
nine0012
Resolution
In 3D printing, resolution almost always refers to the smallest possible movement along the X and Y axes (width and depth) of either the laser beam (SLA, SLM, etc.) or the printhead (FDM). This value is more difficult to measure than the height of the layer, and it is not always proportional to it.
Shells
Like wall thickness in injection molding, shell (or shell thickness) refers to the outer wall thickness of the 3D printed part. When 3D printing, users usually have to choose the number of shells: one shell = outer walls as thick as a 3D printer nozzle; 2 shells = twice the thickness, etc. nine0012
Color 3D printing:
Since 3D printing is primarily used as a prototyping tool, single color prints are sufficient for most applications. However, there are several options for color 3D printing, including high-end material inkjet printers, multi-extruder FDM printers, and post-processing options.
Inkjet Printing Technologies
Major 3D printing companies such as Stratasys, 3D Systems and Mimaki have developed 3D inkjet printers for printing materials and binders that can print 3D models in full color as well as 2D inkjet printers. However, these machines are expensive and the parts do not always have excellent mechanical properties. nine0012
However, these machines are expensive and the parts do not always have excellent mechanical properties. nine0012
Multi-extrusion
Several FDM 3D printers are equipped with two (or more) printheads, allowing you to simultaneously print on two spools of filament - different colors or even different materials - within the same print job. It's simple and affordable, but usually limited to two colors.
Filament replacement
Single extruder FDM 3D printer can produce multi-color prints. To do this, you need to pause printing at certain points and replace the spool of thread with a thread of a different color. This is a very slow method of applying color and does not allow precise control over where each color goes. nine0012
Adding color after printing
Many 3D printed parts can be dyed, tinted or painted after printing. While this adds another step to the process, it often strikes the best balance between quality and economy.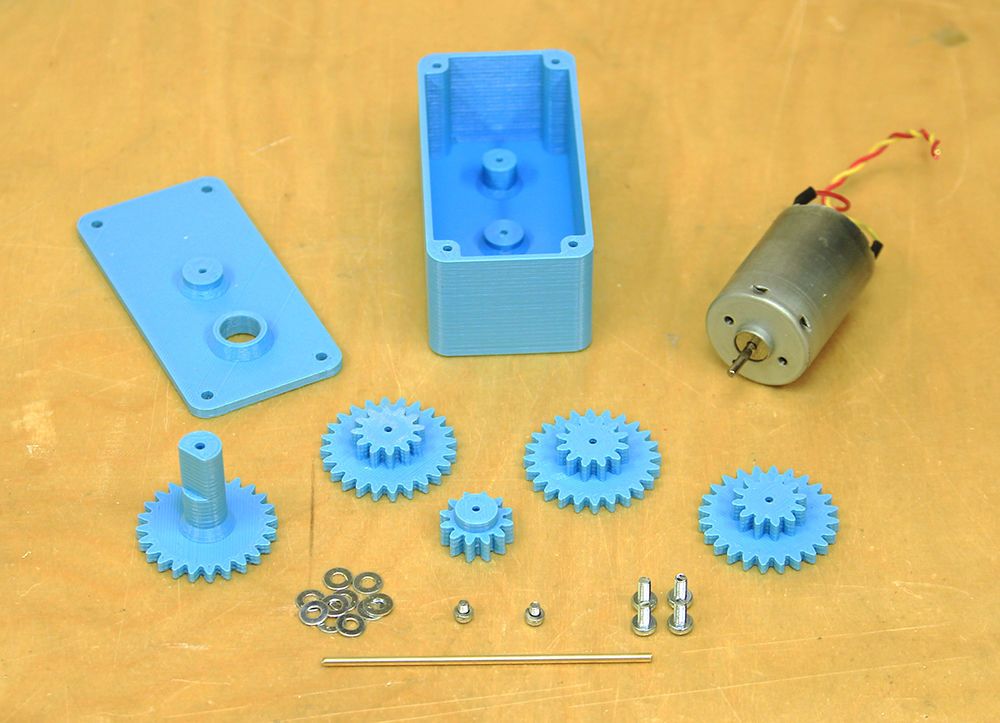
3D printed parts post-processing:
Many 3D printed parts require at least some level of post-processing after leaving the print bed. This may include important processes such as the removal of supports, or additional cosmetic processes such as painting. Some processes apply to all or most 3D printing technologies, and some are specific to a particular technology. nine0012
Support Removal
3D printing technologies such as FDM and SLA require the installation of support structures (vertical struts between the printed layer and the part itself) to keep the printed object from breaking during the manufacturing process.
These supports must be removed when the part is finished. Some printers, such as dual-extrusion FDM machines, can print dissolvable support structures, allowing the support structures to be easily detached from the part using liquid chemicals. Insoluble supports must be manually cut from the part, leaving a mark that may need to be sanded down. nine0012
nine0012
Wash and remove powder
Some 3D printing technologies (such as SLA) leave sticky marks on parts, while others (SLM, SLS) may leave powder marks. In these cases, the parts must be washed - manually or with a special machine - or the powder removed with compressed air.
Heat treatment
Many key 3D printing technologies print parts from materials that are not yet in their final chemical state after leaving the printing mold. Such details are sometimes called "green". nine0012
Many 3D printed metal parts require heat treatment after printing to increase layer fusing and remove contaminants. And bonded inkjet 3D printers, for example, produce parts that need to be stripped and sintered after printing to remove resin bond layers from inside metal parts.
Some 3D printed resin parts require post-curing after printing to increase their hardness and make them usable. nine0012
Surface Treatment
3D printed parts can be subjected to a wide range of surface treatments, from textural treatments such as sanding and smoothing, to visual treatments such as painting and toning. Some technologies, such as FDM, can create a rather rough surface that requires sanding, while others, such as SLA, produce a much smoother surface.
Some technologies, such as FDM, can create a rather rough surface that requires sanding, while others, such as SLA, produce a much smoother surface.
Combination of 3D printing with other technologies:
3D printing does not have to be used as a separate process. Rather than being seen as a competitor to CNC machining and injection molding, it can actually complement these and other manufacturing processes.
Combination examples include:
- 3D print the main body of the part and then CNC mill the thin parts to tighter tolerances;
- 3D printed master pattern for investment casting or vacuum casting; nine0412
- 3D print the part and then injection mold using injection molding.
There are hybrid manufacturing systems that combine 3D printing with other technologies. For example, Mazak's INTEGREX i-400 AM and DMG MORI's Lasertec DED can perform both 3D printing and CNC milling.
Will 3D printing replace other manufacturing processes?
Analysts have long speculated about whether 3D printing could replace other manufacturing processes, including:
- Processing;
- Molding;
- Casting.
However, despite the desire of AM equipment manufacturers to position 3D printing as an end-to-end manufacturing technology, in practice, 3D printing is still limited to some specific manufacturing operations, especially low-volume production of specific materials.
In some areas, 3D printing has certainly overtaken other processes. For example, rapid prototyping with inexpensive plastics like ABS now dominates 3D printing, as ABS is cheaper to print than machined. 3D printing also seems to have established itself as the ideal tool for making objects such as patient-specific titanium medical implants: the speed and geometric flexibility of 3D printing is hard to beat in these specific situations. nine0012
In addition, 3D printing is an ideal tool for making objects such as patient-specific titanium medical implants.
Despite this, processes such as CNC machining currently remain the best for producing high quality parts and prototypes from engineering materials such as POM, PEI, PPS and PEEK, with surface finishes far superior to 3D printing. . In addition, processes such as injection molding are still infinitely faster for mass production of simple plastic parts. nine0012
. In addition, processes such as injection molding are still infinitely faster for mass production of simple plastic parts. nine0012
In addition, while additive manufacturing is one of the most significant technological advances in manufacturing, placing it in a stronger position in manufacturing in general, more established processes such as CNC and injection molding are also being improved to produce higher quality parts. .
3D printing will continue to take an increasing share of manufacturing jobs, but it will not completely replace other technologies.
What did 3D printing look like 10 years ago? nine0015
A decade ago, the nascent 3D printing industry was gearing up for what it believed would be a 3D printing revolution: a 3D printer in every home, allowing families to print new items they might need, such as a spare part for a refrigerator, a new toy for kids, or even components to build a second 3D printer.
In 2012-2014, FDM 3D printer manufacturers such as MakerBot actively promoted their 3D printers in the consumer market, trying to convince ordinary people that a 3D printer can improve their home life and work. However, it was clear that these companies were trying to exploit the novelty factor of 3D printing and that their products had no practical application; a 2012 MakerBot press release seems to prove it: Make an entire chess set at the touch of a button. Friends, classmates, colleagues and family members will see what you are doing and say "Wow!". nine0012
However, it was clear that these companies were trying to exploit the novelty factor of 3D printing and that their products had no practical application; a 2012 MakerBot press release seems to prove it: Make an entire chess set at the touch of a button. Friends, classmates, colleagues and family members will see what you are doing and say "Wow!". nine0012
Just a few years later, this so-called 3D printing revolution clearly failed, and many 3D printer manufacturers began to rethink their goals, moving from consumer to professional and industrial markets, where there were more concrete (and profitable) applications of additive technology.
In addition, those who were already working in the professional and industrial fields - companies such as 3D Systems and Stratasys - began to try to destroy the idea of 3D printing as a prototyping technology, positioning it as a viable mass production tool (which, obviously, , could be more profitable for the 3D printing industry, as manufacturers would have to fill entire factories with 3D printers, buy 3D printer management software, and hire 3D printing consultants). nine0012
nine0012
What will 3D printing look like in 10 years?
3D printing companies have abandoned the prospect of putting a 3D printer in every home. However, in 10 years, they can expect some form of additive manufacturing to appear in more factories.
Although there is less talk about 3D printing today than in 2012, the technology continues to gain momentum in the professional and industrial world.
According to a recent report, market research company 3DPBM Research expects the value of additive metal manufacturing to rise from $1.6 billion in 2020 to $30 billion by 2030, and this is largely due to the repositioning of AM as a manufacturing tool and the development of more high-performance engineering materials. (That said, 3D printing will remain a valuable prototyping tool in many industries, and prototyping applications will benefit just as much from technological advances.) nine0012
However, not only metal AM is being developed. Technologies such as HP's Multi Jet Fusion have opened up new possibilities for plastic printing, and innovators such as Carbon have developed new high-speed processes in the photopolymerization category. Niche areas such as 3D bioprinting and micro 3D printing are also regularly opening up new opportunities, and composite 3D printing (such as continuous carbon fiber 3D printing) is also on the rise: IDTechEX predicts that by 2030, the market size of composite 3D printing will be $1.7 billion
Niche areas such as 3D bioprinting and micro 3D printing are also regularly opening up new opportunities, and composite 3D printing (such as continuous carbon fiber 3D printing) is also on the rise: IDTechEX predicts that by 2030, the market size of composite 3D printing will be $1.7 billion
In short, 3D printing will gradually become a serious competitor to other manufacturing processes in many disciplines.
How to outsource 3D printing services?
Investments in 3D printing hardware and software are not suitable for all businesses, so many successful companies outsource their 3D printing needs to third parties, such as online 3D printing service bureaus (for one-time projects) or prototyping partners and production, such as 3ERP (for one-time projects or repeat orders). nine0012
When outsourcing 3D printing services, it is important to consider whether your business needs design and manufacturing services or just manufacturing services. (Keep in mind that a poorly executed 3D model may fail for 3D printing).