3D print pillowing
A Quick guide to Pillowing Problem in 3D Printing
3D-Pillowing Solutions
There are totally various choices on the market for eliminating pillowing in 3D Printing services.
Applying a thicker top layer
The best way to strengthen the highest layer is to use a thicker top layer, which is meant to make the surface strong and robust. Since it is also the case with warping, it should also facilitate with pillowing and is additionally the simplest solution to the problem.
To stop possible warping, merely set the very bottom layer to a thicker value. During this way, you'll be able to guarantee the higher mechanical resistance to the thermal stress caused by the filament cooling.
Also, you can conjointly stop pillowing. During this case, you increase the thickness of the highest layer to assist it in maintaining its deformation ensuing from the cooling of the material.
But how thick must the top layer be to effectively prevent pillowing? to see the optimum layer height, you can follow your straightforward formula:
- Top layer thickness should be around 5 to 6 times than the other layers' thickness.
If the standard layer height is set to be thin, it will not work this way.
- One should increase the top layer height beyond six times. Adjust the top layer settings. Try various settings to find out what works best for your print object.
Increasing the filling percentage
As already mentioned, pillowing especially seems to occur once the load of the covering layer seems to be unacceptable in itself, permitting the material to enter the areas between the individual layers.
By doing so, the filament finds a way through the tiny gaps between the filling structure, which favours pillowing during this case. A filling of twelve percent is already enough for you to supply your print models with no problems. However, if pillowing happens regularly, you ought to increase this filling proportion to twenty-five per cent to stop it.
Although this is often a straightforward solution, it is typically utilized by users as a final resort to remedy pillows that occur. The corresponding settings are simply adjusted within the slicer software. However, there are consequences.
The corresponding settings are simply adjusted within the slicer software. However, there are consequences.
The quantity of filament required for 3D Printing services will increase, as will the desired printing time. Therefore, if you're trying to find high printing speed and price savings by using as little filament as possible, this answer might not be of abundant interest to you.
Reduction of the printing speed
If you notice the looks of pillows that successively contain holes, these holes are created by the upper layer buckling because of its own weight. However, these holes can be totally eliminated.
For doing this, printing temperature should be lowered only for the top layer. So that the layer stiffens quickly, make a note that the lower temperature has no effect on the adhesion of the layer since this is the last layer of the print model.
Customize 3D Printer Cooling
It can be an alternative or in addition to lowering the printing temperature of the upper layer in the 3D Printing services. Increasing the cooling of your 3D printer permits the top layer to cool down and cure as quickly as potential. To try to do this, set the cooling of your fan to the most setting.
Increasing the cooling of your 3D printer permits the top layer to cool down and cure as quickly as potential. To try to do this, set the cooling of your fan to the most setting.
However, if you think that printer cooling alone isn't enough to combat pillowing, you'll be able to conjointly use a desktop fan to supply further cooling for the top layer.
Increasing the gap between building plate and print head
If you enhance the distance between the print head and the building board, this can make the top layer to cool down as rapidly as possible and stop pillowing.
The reason for this is often that the nozzle temperature is incredibly high, and thus the close temperature is additionally exaggerated accordingly. However, if you take away the print head slightly from the building platform, the ambient temperature remains unaffected.
For this action, you ought to have already got some expertise with a 3D printer, since improper execution may also cause issues comparable to poor layer adhesion in the 3D Printing services.
Frequently Asked Questions
What is deformation, and why will it happen?
If a section of the print object bends upwards, this ends up in distorted 3D Printing online. This drawback is especially acute once the temperature variations between the layers of extruded plastic are too great.
What does hygroscopy mean and the way does it have an effect on print quality?
If filaments are exposed to wetness, issues with print quality often occur afterwards. This is often because of the supposed hygroscopy, the absorption of moisture by the filaments.
Since most filaments are absorptive by nature, they naturally absorb moisture within the air. However, this property may be an issue which will have a significant negative impact on 3D print quality. Unfortunately, wet within the printed material isn't visible from the outer look.
Consider the filament is heated at the hot end of a 3D printer. This is often mirrored in the formation of ugly bubbles. Different visible consequences are jams in the extruder, brittle, soft or fragile printed objects and meagerly adhesion to the printing bed.
Which materials are most stricken by hygroscopy?
Basically, all printing materials of 3D Printing Bangalore are a bit hygroscopic. Therefore, filament should be kept properly and to boot dried if needed. However, nylon, PC, PETG, PVA, TPU and several other versatile filaments have evidenced to be notably hygroscopic. PLA, ASA and polypropene (PP) are considered less hygroscopic.
Conclusion
Initially, it is troublesome for the user to become comfortable with the technology of a 3D printer and 3D Printing Bangalore. Over time, however, you'll have a good variety of experiences with faulty or utterly failing prints, and you'll learn how printer and slicer settings will manufacture the specified results in 3D Printing Bangalore.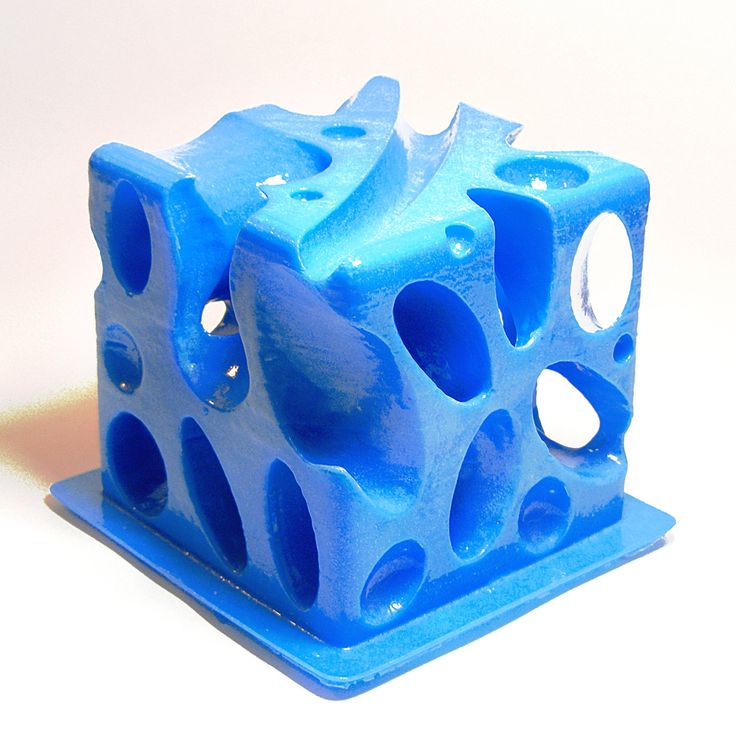
If the issue is pillowing, it's vital to spot this problem and confirm the cause. Once you've found the proper answer for you, you'll be ready to still create flourishing prints.
Since pillows appear on the surface comparatively late, the Printing cannot be stopped. This makes it important that you just spot the issue before it will occur and take acceptable preventive measures.
As long as you target the top layer and apply these solutions, there's nothing to prevent unflawed 3D printed models.
Read More : How to deal with Mold repair in Injection Molding Service
5 Ways How To Fix Pillowing in 3D Prints (Rough Top Layer Issues) – 3D Printerly
You’ve set up your printer, had many successful prints but for some reason the top layer of your prints aren’t looking their best. This is an issue many 3D printer users have dealt with.
It can be annoying to have a print go perfect, until the very end where you experience pillowing, which results in a rough surface at the top of your prints.:quality(80)/images.vogel.de/vogelonline/bdb/779600/779668/original.jpg)
To help users out I’ve put together an easy ‘how-to guide’ on fixing top layer issues (pillowing) with a few easy methods for you to try out now.
If you are interested in seeing some of the best tools and accessories for your 3D printers, you can find them easily by clicking here (Amazon).
What is Pillowing Exactly?Pillowing is simply a phenomenon that occurs which leaves the top layers of your prints rough, unclosed, uneven and bumpy. Just an all-round pain to experience, especially after a long print.
Unfortunately, there isn’t a type of filament or printer which is completely immune to pillowing, but some are less likely to be affected than others.
The effects of pillowing is very similar to warping but it occurs at the end of a print rather than at the start. It produces a pillow-shaped pattern at the top, hence the well-fitting name. It usually effects prints that have a large, flat top surface.
The top of a print will have a type of rough and bumpy pattern that represents the infill directly below the top layers.
Why Does Pillowing Happen in the First Place?There are two main reasons for this happening:
- Insufficient cooling – causing the filament to warp away from the infill up towards the nozzle then it cools there and causes this effect. This is because the material gets tight and sticks over the infill but warps over the voids below.Your layer cooling fans might also play a part where they aren’t strong enough to get the material to the correct temperature to avoid this. If you are printing too fast, your materials may not have enough time to cool properly and produces the same results.
- Not enough supporting material – at the top of a print to complete the print and close it. On top of this, if you don’t have enough solid top layers to your prints, pillowing can occur easier.
Simply put, this issue of pillowing mainly appears because of incorrect print settings and improper cooling. If you want a quick solution to improve your print quality, get yourself the widely-popular Noctua NF-A4 fan.
If you want a quick solution to improve your print quality, get yourself the widely-popular Noctua NF-A4 fan.
Prints that are set up with small layer heights are affected more so because materials warp easier when there is less support underneath each layer.
Another thing to know here is that 1.75mm filaments (printer standard) are more likely to be affected than the 2.85mm filament counterparts.
Softer filaments such as TPU, and higher temperature filaments such as ABS and polycarbonate do have more pillowing issues than harder filaments, but these are problems which can be solved with a few different methods.
How to Fix Pillowing Issues in 3D Prints
1. Increase Top Layer ThicknessEven though pillowing is a result of imperfect cooling, the issue comes about from the addition of a thin top surface.
Top layers of a print is what influences the pillowing effect. The more top layers that you have, the more chances for your printer to cover over the gaps.
There is an easy fix for this problem.
The first thing you should try to prevent pillowing/rough top layers is adding more top layers to your prints. This is done quite easily from your slicer settings by increasing the ‘top thickness’.
Each extra layer that you have on your print, it means that there are more opportunities for the layer to melt away the possible pillowing effect that you may have encountered underneath.
I’d recommend having a top layer thickness which is six to eight times the layer height, which should be more than enough to alleviate any pillowing issues that you have been experiencing.
So if you are printing an object using a 0.1mm layer height, you would want a top/bottom thickness of 0.6-0.8mm so that the top surface of your print can close and prevent the sagging/pillowing effect.
Keep in mind though, if you have really thin layers, your print is more susceptible to warping and curling because the layers become more fragile. In this case, you’ll need more layers at the top to close the print properly.
In this case, you’ll need more layers at the top to close the print properly.
Some people say to keep your top layer height total to roughly 1mm, so:
- Layer height of 0.1mm – print 9 top layers
- Layer height of 0.2mm – print 4 top layers
- Layer height of 0.3mm – print 3 top layers
This isn’t required but if you want to be on the safe side, it’s a good rule of thumb to go by.
2. Increase Infill Density PercentageIncreasing your infill density percentage does a similar thing with increasing the number of top layers.
This method helps by giving the top layers more surface area to be supported by, making it fuller and smoother rather than rough and low-quality.
Pillowing happens because of the gaps between the infill, for example, if something was printed at a 100% infill density, there would be no chance of pillowing because there aren’t any gaps in the middle of the print.
So reducing these gaps by increasing the infill below the top layer it reduces the chance of it happening.
When you are printing at lower infill levels such as 0%, 5%, 10% you are more likely to notice pillowing effects. It really does depend on the design of your print, if you have a delicate product and need a lower infill, you want to compensate by using a stronger material.
Some printers are more prone to pillowing than others but as time goes on, printers are developing at a high rate in terms of quality.
Some prints will print just fine at 5% infill, others may struggle.
Comparing the two methods above, the top layer method does usually use more filament, but depending on what functionality you have with your part it could be a better idea to use the infill method.
Some 3D printer users have reported having a minimum infill percentage of 12% should hold up and reduce pillowing.
The video below shows just how easy these two methods are.
Another method you can use is to lower the print speed for your top solid layers. What this does is give your top layers more time to cool off before they start peeling away. When your layers have more time to cool off it gives the material time to harden, giving it more support and strength.
It doesn’t necessarily reduce your layer adhesion, but it does prevent your prints warping away which forms the pillow on top.
This may take a bit of trial and error but once you get the right settings down, you’ll be printing objects successfully.
When it comes to print quality, typically you have to balance overall printing times with lower or higher quality.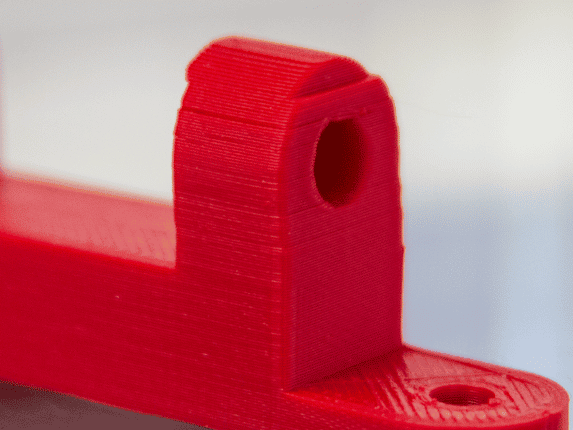 It’s a necessary trade-off but it does show its benefits when your prints are finished.
It’s a necessary trade-off but it does show its benefits when your prints are finished.
There are methods out there where you can decrease print times and keep that high quality you desire, which leads us into the next method.
4. Improve Your Cooling FansOne method requires the modification of your printer and is using a cooling fan.
Some printers already come with a layer cooling fan, but they may not work efficiently enough to correct the pillowing issues you are having. Many times, a 3D printer is equipped with cheaper parts to keep costs down.
One thing you can do if you already have a cooling fan is to print a more efficient layer cooling duct, where the airflow is direct all the way around the nozzle or directed specifically at the part, rather than at the heater block.
If this doesn’t work or you don’t have one, getting a new layer cooling fan is the best idea.
There are many premium parts that you can make use of that get the job done much more efficiently than the standard part.
When it comes to cooling fans, the Noctua NF-A4 is one of the best out there. The advantages for this high-rated premium fan is its superior quiet cooling performance and great efficiency.
It’s a cooling fan that has saved 3D printer users countless hours on failed prints.With this fan, your cooling issues should be eliminated.
It’s aerodynamic design offers superb running smoothness and amazing long-term durability.
Turning your fan on is the first obvious step, which can sometimes be done in some slicer programs. If you can’t set your fan in your slicer, it is possible to manually edit the G-code using the M106 command. You shouldn’t have to do this in most cases, but it isn’t too difficult to do with a guide.
Something as simple as a desk fan could help if you aren’t comfortable installing a cooling fan onto your 3D printer. However, cooling fans may just blow the cool air towards specific parts of your prints and not all over, which is where you might see pillowing.
Keep in mind, depending on what fan you have you might not want to run it at maximum speed. Some materials are more sensitive to warping and pillowing so when you have the fan’s air pressure blowing at a print, it increases the chances of warping.
There is such thing as rapid cooling, and it can have a negative effect on the quality of your prints.
With materials such as Nylon, ABS and HIPS you ideally want a low fan speed.
If the plastic doesn’t cool enough, it causes the material to either hang down or curl up in the areas where the infill lines are. It creates an uneven surface which is a problem for the next layer that goes on top of it. That’s when you get your rough, bumpy top surface.
5. Lower Your Printing TemperatureIn some cases, lowering your printing temperature could help due to the nature of the issue. This can cause more issues than it solves though, so it isn’t a solution to jump straight into. It could make your prints start under extruding.
It could make your prints start under extruding.
I’d definitely try the previous methods before pulling this one out the bag. Materials usually have a temperature range to print at the best quality, so once you’ve found a perfect temperature for your setup, you don’t usually want to be changing it around.
Depending on what material you are using to print, some have cooling issues such as the high temperature filaments out there. You can avoid having to play with temperature settings to prevent pillowing if you implement the other methods with more intensity.
This method works the best with the high temperature materials because they take a longer time to cool down and get to a firmer state.
Big changes in the temperature of these materials as they are extruded onto the build surface make them more likely to warp.
When you lower the temperature of the nozzle’s hot end for the top layers, you effectively prevent pillowing as you are combating the issue directly. Having your cooling fan running at a high power to assist the cooling is recommended with these materials.
Having your cooling fan running at a high power to assist the cooling is recommended with these materials.
You want to aim to cool down the extruded filament as quick as you can so it can set into it’s intended place properly and doesn’t sag into the spaces between the infill.
If you’ve followed these solutions, the problem of pillowing should be a thing of the past. The best solution is a combination of them so once you’ve done these, you can look forward to smooth top layers and high-quality prints.
How to Get a Smooth Top Layer in 3D Prints
The best way to get a smooth top layer in 3D prints is to enable ironing in your Slicer, a setting which commands your nozzle to run over the top layer of your print and smooth out the top layer, following a path that you can input within the settings.
Check out the video below by The 3D Print General who goes over ironing settings. They work really great for 3D prints with flat top surfaces, but not for objects that are round like figurines.
Best Cura Ironing Settings for Top Layers
Ironing Flow
The default setting in Cura for Ironing Flow is set to 10% in Cura but you want to bump this up to 15% for better quality. You may have to do some trial and error with some of these values to get the top layers as you desire, so you want to balance out the Ironing Flow with Ironing Speed.
Ironing Speed
The default setting in Cura for Ironing Speed is 16.6667mm/s in Cura but you want to bump this up to 90mm/s or above 70. This will depend on what Ironing Pattern you are using though, since using this speed for a pattern like Concentric won’t bring the best results, but for Zig Zag, it works well.
The Concentric pattern did better using an Ironing Speed of around 30mm/s.
Ironing Line Spacing
The default setting in Cura for Ironing Line Spacing is 0.1mm, but you can get better results by doing some testing with this. A value of 0.2mm while adjusting or increasing the Ironing Flow & Ironing Speed can bring amazing results.
If you are using a thicker Iron Line Spacing, you usually get better results by having a higher Ironing Flow & Ironing Speed.
If you love great quality 3D prints, you’ll love the AMX3d Pro Grade 3D Printer Tool Kit from Amazon. It is a staple set of 3D printing tools that gives you everything you need to remove, clean & finish your 3D prints.
It gives you the ability to:
- Easily clean your 3D prints – 25-piece kit with 13 knife blades and 3 handles, long tweezers, needle nose pliers, and glue stick.
- Simply remove 3D prints – stop damaging your 3D prints by using one of the 3 specialized removal tools.
- Perfectly finish your 3D prints – the 3-piece, 6-tool precision scraper/pick/knife blade combo can get into small crevices to get a great finish.
- Become a 3D printing pro!
3D Pillows - create home comfort with decor studio Born to Print
Home / Home1
| ✅ Decorative pillow with a removable cover with a zipper and printed on both sides. | ||
| ✅ Pillowcase: Gabardine - material is matte, pleasant, soft, texture reminiscent of cotton. Washes well. When washing, it does not deform, keeps its shape well, is resistant to wear and passes air. Gabardine can be ironed inside out. Resistant to wetting and various types of pollution. | ||
| ✅ Inner cushion material: Non-woven synthetic material (Polyester 100%) |
3D printed home textile is another way to make a room bright and colorful at minimal cost. Interior decor studio "Born to print" offers a large number of decorative elements with three-dimensional images, but 3D pillows are still the most popular among buyers. What are 3d pillows? Decorative pillows with a unique print are a great option for decorating a living room, bedroom or children's room. The product is a set of an inner pillow and a pillowcase, on which a three-dimensional 3D image is applied. The pillow is filled with holofiber - small downy lumps, which are distinguished not only by good resistance to any deformation, but also as light, soft and durable as possible. The pillow with holofiber is hypoallergenic and environmentally friendly, therefore it is suitable for allergy sufferers and young children. This is the most comfortable and unpretentious material for filling decorative products, because such a filler can easily withstand washing in a washing machine. Pillowcase is a removable cover with a zipper, which is 3D printed. Most often, the pattern is printed on both sides, but this is not necessary. The cover material is gabardine, which has excellent resistance to wear, dirt, and does not deform over a long period of time. The choice of plot depends on the preferences of the client, but most often it is 3D abstraction, flowers and fantasy heroes.
What are 3d pillows? Decorative pillows with a unique print are a great option for decorating a living room, bedroom or children's room. The product is a set of an inner pillow and a pillowcase, on which a three-dimensional 3D image is applied. The pillow is filled with holofiber - small downy lumps, which are distinguished not only by good resistance to any deformation, but also as light, soft and durable as possible. The pillow with holofiber is hypoallergenic and environmentally friendly, therefore it is suitable for allergy sufferers and young children. This is the most comfortable and unpretentious material for filling decorative products, because such a filler can easily withstand washing in a washing machine. Pillowcase is a removable cover with a zipper, which is 3D printed. Most often, the pattern is printed on both sides, but this is not necessary. The cover material is gabardine, which has excellent resistance to wear, dirt, and does not deform over a long period of time. The choice of plot depends on the preferences of the client, but most often it is 3D abstraction, flowers and fantasy heroes. Especially popular are 3d baby pillows, which can be ordered for the holiday as a gift. Varieties of pillows Born to print offers customers to order several variants of 3d designer pillows, which differ in their shape. You can choose:
Especially popular are 3d baby pillows, which can be ordered for the holiday as a gift. Varieties of pillows Born to print offers customers to order several variants of 3d designer pillows, which differ in their shape. You can choose:
• A standard square-shaped throw pillow that would be great as a decor in a living room or dining room if it includes a sofa or sofa;
• Roller pillow in standard width and diameter, perfect for complementing your bedroom set and ensuring a comfortable sleep.
Making 3D pillows takes 1-2 business days if you choose a model from the catalog. Making an order is as easy as shelling pears: you just need to choose the design and the required dimensions. If you have any questions or inaccuracies, the manager of the company will definitely call you back after placing the order.
STL file Pillow・3D printing design for download・Cults
Rocket launcher
1.87 €
Nagan Mosin
2. 88 €
88 €
Chair Pantone
0.62 €
Dart
0.62 €
TV
0.50 €
Ping-pong table
0.81 €
Billiard stick
0,50 €
Darts board
0.62 €
Best 3D Printer Files in Home Category
Self-Watering Planter
Free
Super Mario Cookie Cutters set of 7
1,50 €
Selfwatering planter
Free
UFO lamp
3.04 €
6 PLANTER / BOX PACK
1,30 €
Dragonfly Bottle Holder
3. 94 €
94 €
Desk organizer pen holder Dinosaur
2,50 €
Bestsellers in the Home category
Key hanger with pokemon balls (Pikachu, Gengar)
2 €
Venus and Aphrodite
3.60 €
1/14 Excavator - Vulpa 505
€65.48
Wall shelf "Amanita mushroom"
2,40 €
Moving Eye, Skull Planter, Halloween Decoration, Skull Bowl, Printing in Place, Without Support
2.53 €
HALLOWEEN PUMPKIN FAMILY
2.08 €
Bush Homer 9 Sponge Holder0048
1.91 €
Crystal corner decor - printing on site
1. 63 €
63 €
Lion Fu, wall keychain
3,80 €
Gengar Pokemon Planter Vase Pencil Holder
2.76 €
Super cute paw pen cup
1,40 €
Modular storage box system with quick print
€5.82
Ghost of the Nazgul from The Lord of the Rings
2.63 €
Egg cracker
1.02 €
Watering can
2.40 €
Wallet card holder (universal package)
1.38 €
Do you want to support Cults?
Do you like Cults and want to help us continue our journey on our own ? Please note that we are a small team of 3 people, so supporting us in maintaining activities and creating future developments is very easy.