3D print bed adhesion
How to Fix it Step-by-Step
- Author
- Recent Posts
Martin
Besides many test devices, Martin now has his fourth own 3D printer running and prints as a hobby for friends, family and himself. He is happy to share his experience with each new article.
Latest posts by Martin (see all)
Disclosure: Links marked with * are Affiliate Links. I earn from qualifying purchases if you decide to make a purchase through these links – at no additional cost for you!
It can be annoying when a 3D print won’t stick to the print bed. It’s even more frustrating when you don’t know what the problem is or how to fix it. There are indeed many factors that can lead to poor print bed adhesion, but there are at least as many solutions.
Unfortunately, however, the cause can rarely be diagnosed purely visually. Therefore, you may have to apply several of the solutions presented and tested here until the print bed adhesion is sufficient.
If a 3D print is not sticking to the print bed, the first thing to do is to clean and level the print bed and calibrate the Z-offset of the nozzle. After that, measures that cause the filament of the first layer to cool down more slowly can increase the adhesion.
Key Takeaways:
(The solutions should be applied in this order.)
- Clean the print bed so that the filament sticks to the print bed and not to foreign objects and residues.
- Re-level the print bed for a consistent distance between the nozzle and the print bed.
- Reduce the distance between the nozzle and the print bed: If the filament is pressed more strongly onto the print bed, it bonds better with it.
- Reduce the printing speed of the first layer: The longer the filament remains hot and liquid, the better it can bond with the print bed.
- Deactivate the cooling of the first layer: Same effect as no. 4 – the filament stays hot longer.
- Increase the print bed temperature: Same effect as no.
 4 – the filament stays hot longer.
4 – the filament stays hot longer. - Thicker first layer: Same effect as No. 4 – the filament stays hot longer.
- Apply adhesive: Use hairspray, glue sticks, Blue Tape, special 3D printing adhesives like Magigoo.
- Use a Brim or Raft to increase the surface of the first layer (often difficult to remove).
- Replace the print bed if all other measures were unsuccessful. (Recommendation: PEI print bed*)
Table of Contents:
- 1 Clean the Print Bed
- 2 Re-Level the Print Bed
- 3 Reduce the Distance Between the Nozzle and the Print Bed
- 4 Reduce the Printing Speed of the First Layer
- 5 Deactivate the Cooling of the First Layer
- 6 Increase the Print Bed Temperature
- 7 Thicker First Layer
- 8 Apply Adhesive
- 9 Use a Brim or Raft
- 10 Replace the Print Bed
Clean the Print Bed
A clean print bed is important to ensure good print bed adhesion. If the print bed is not clean, the filament may adhere to contaminants on the surface and not to the print bed. This can cause all or part of the print to peel off.
If the print bed is not clean, the filament may adhere to contaminants on the surface and not to the print bed. This can cause all or part of the print to peel off.
This is the first step in achieving good print bed adhesion. Cleaning should be done before each print. The advantage is that it usually only takes a few seconds.
There are several ways to clean the print bed:
- Spatula against coarse filament residue
- Lint-free cloth against dust and loose filament residues
- Water with some washing-up liquid against fingerprints, grease and most adhesives
- Isopropyl alcohol (IPA) against stubborn grease and certain adhesives
- Acetone against ABS slurry
If you don’t treat your print bed with adhesives, cleaning before each new print is basically just removing any filament residue from the last print with a spatula or lint-free cloth.
If you use or want to use adhesives, cleaning consists not only of removing filament residues, but also of regularly cleaning the print bed of adhesive residues.
For most adhesives, the easiest way to do this is with water and a little dishwashing liquid. However, there are some adhesives for which only stronger solvents such as isopropanol will help.
Print bed cleaning with isopropanol→ If you want to learn more about print bed cleaning, you can check out this article: Print Bed Cleaning for 3D Printers: PEI, Glass, Spray, Tape
Re-Level the Print Bed
If the print bed is not leveled, the filament will adhere to one side of the print bed more than the other. This can cause the first layer of the 3D print to detach from the print bed on one side or completely detach during the print.
Most 3D printers have rotary screws under the print bed to change its tilt. The goal of print bed leveling is to adjust the surface of the print bed parallel to the direction of movement of the nozzle. That way, the distance of the nozzle from the print bed is the same everywhere on the print bed.
By default, the paper method is used for this purpose. In this method, a normal piece of paper (with a thickness of about 0.1 mm) is placed between the print bed and the nozzle. The distance between the nozzle and the print bed is then adjusted so that the piece of paper can be moved with some friction.
In this method, a normal piece of paper (with a thickness of about 0.1 mm) is placed between the print bed and the nozzle. The distance between the nozzle and the print bed is then adjusted so that the piece of paper can be moved with some friction.
Related Post:
3D Printer Bed Leveling Guide | Manual, Automatic & Tests
Many modern 3D printers have a sensor for automatic print bed leveling (such as the BL-Touch or CR-Touch for example). With such sensors, the tilt is set automatically, but not the Z-offset, which is essential for print bed adhesion.
Reduce the Distance Between the Nozzle and the Print Bed
If the nozzle is too far away from the print bed, the filament will only be loosely placed on the print bed and will not be able to make a good connection with it. The distance must be set so that the filament is easily pressed onto the print bed.
After the first two solutions belong to the 3D printing basics, the distance between print bed and nozzle is the first big adjusting screw to influence the print bed adhesion.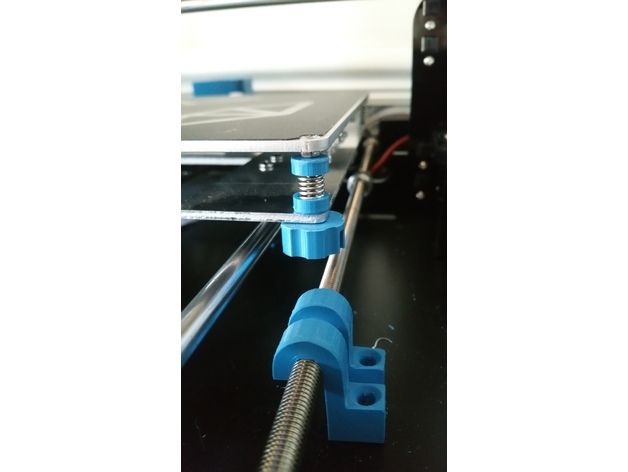
You already set the basic distance between the nozzle and the print bed during print bed leveling with the thickness of the paper. The aim of leveling is to ensure that the distance is the same everywhere on the print bed. To achieve this, you can still globally adjust the Z-Offset in the menu on most 3D printers so that you don’t have to adjust the knobs by the same amount on all four corners.
Important to know: The Z-Offset is not the distance between the nozzle and the print bed, it is only a part of it. Z = 0 mm is the distance you set during print bed leveling. So, the distance between the nozzle and the print bed is the Z-Offset plus the distance you set with the piece of paper.
Often this can also be set during printing, allowing you to calibrate the Z-Offset “live” during the first layer. Observe whether the filament is placed loosely on the print bed or pressed somewhat onto it during the first layer.
Be careful not to reduce the Z-Offset too much. If the Z-Offset is too small, the print bed adhesion will be good, but you might end up with an artificial elephant foot (the first layer or layers will be too wide).
If the Z-Offset is too small, the print bed adhesion will be good, but you might end up with an artificial elephant foot (the first layer or layers will be too wide).
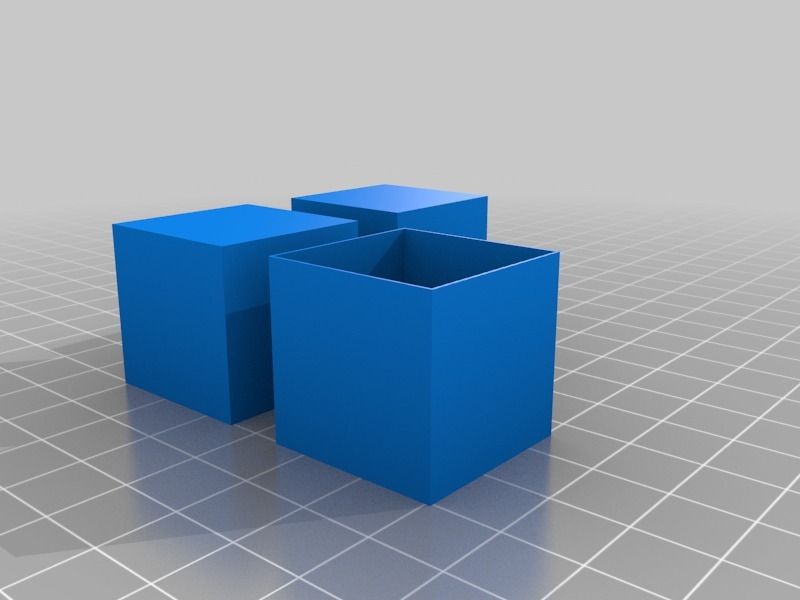
To show you the big effect Z-Offsets have on print bed adhesion, I printed a calibration cube with different distances between the nozzle and the print bed.
Distance of nozzle to print bed too big (left), good (middle) and too close (right).If the calibration of the Z-offset has not helped you yet, here are some solutions to extend the cooling time of the filament on the print bed. The longer the filament sits hot and liquid on the print bed, the better the bond between them will be. The filament then has more time to catch on to the smallest crevasses of the print bed and stick there.
Reduce the Printing Speed of the First Layer
A slower print speed of the first layer increases the print bed adhesion in 3D printing. The filament stays hot longer due to the proximity of the nozzle and flows better onto the print bed. It also reduces the tensile forces of the nozzle movements acting on the already printed filament.
It also reduces the tensile forces of the nozzle movements acting on the already printed filament.
A print speed of 5 to 10 mm/s for the first layer increases print bed adhesion a lot.
The default settings in most slicers already include slower print speeds for the first layer. Typically, they are in the range of 50% of the normal print speed, which is about 20 to 30 mm/s for most 3D printers.
If you have an ideal combination of filament and print bed, and all other settings are well calibrated, these default settings are often good enough to produce adequate print bed adhesion. Frequently, however, this is not the case and reducing the print speed of the first layer is just the right solution.
5 mm/s25 mm/sTo demonstrate the effect to you, I set all the other settings somewhat “suboptimal” so that the default print speed settings were not sufficient to produce good adhesion. After changing to 5 mm/s for the first layer, the adhesion was good enough and the print was successful!
When reducing the print speed of the first layer, it can sometimes happen that an elephant foot is created. This elephant foot is then caused by over-extrusion. In most slicers, you can influence the leakage of excess filament in the first layer by making appropriate adjustments to the flow rate or print temperature for the first layer only.
This elephant foot is then caused by over-extrusion. In most slicers, you can influence the leakage of excess filament in the first layer by making appropriate adjustments to the flow rate or print temperature for the first layer only.
Deactivate the Cooling of the First Layer
Cooling for the part to be printed should be disabled for the first layers to ensure good print bed adhesion. Otherwise, the filament will cool too quickly and will not be able to bond to the print bed.
Most filaments like PLA require part cooling to ensure good print quality. But if the first layer is also cooled, the filament solidifies too quickly and cannot flow properly onto the print bed and into its small crevasses. The result is poor print bed adhesion.
However, with some filaments, such as ABS, cooling should be completely disabled. ABS shrinks quite a bit during cooling and would otherwise warp and detach from the print bed during printing. Therefore, ABS can also be processed better at a high and homogeneous ambient temperature.
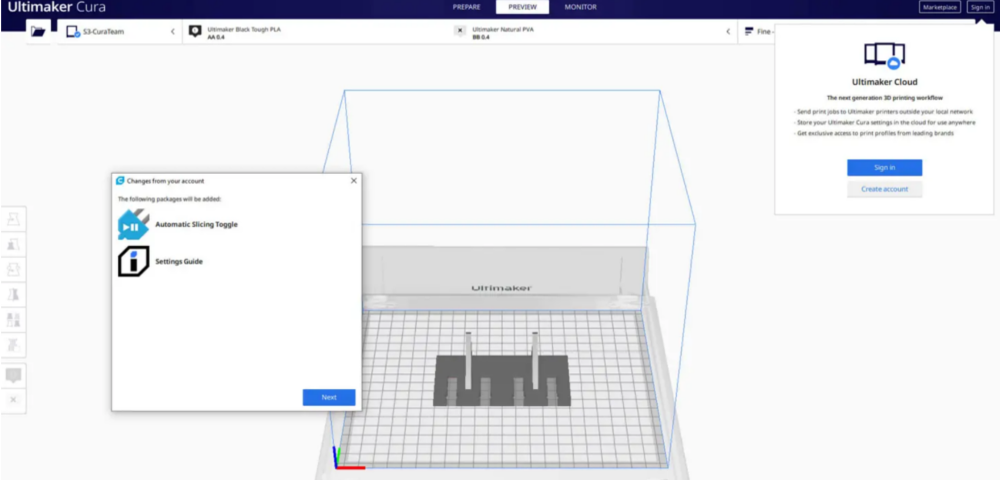
In most slicers, cooling can be set separately for the first layers. In Cura, for example, it is also possible to set from which layer or height the normal cooling rate should be applied (see picture above).
0% cooling of the first layer100% cooling of the first layerAs a demonstration, I set the cooling for the first layer once to 100% and once to 0%, with otherwise identical settings. The filament used here is also PLA.
Increase the Print Bed Temperature
The higher the print bed temperature, the better the extruded filament will adhere to the print bed. An increase of 5 to 10 °C is often enough to improve adhesion sufficiently.
However, you should not set the print bed temperature much higher, as this will quickly result in an elephant foot. Stay in the upper range of recommended temperatures for the different filaments, and experiment with higher temperatures with small objects to save filament.
Elephant foot due to a too high print bed temperature.
Many slicers allow you to set the print bed temperature separately for the first layer and the rest of the print. If you have problems with adhesion and elephant foot, you can try to increase the temperature only for the first layer and let it cool down to the default value afterwards.
PLA at 65 °C print bed temperaturePLA at 55 °C print bed temperatureAs in the last example, I made the settings so that the print bed adhesion was not sufficient at the default setting. Increasing the print bed temperature by 10 °C resulted in better print bed adhesion and 3D printing was successful.
Thicker First Layer
Thicker lines cool more slowly and their contact area with the print bed is larger, resulting in better adhesion. The layer height should be no more than the diameter of the nozzle, and the line width should not exceed twice the diameter of the nozzle.
As with most other settings, you can adjust the layer height and line width for the first layer. This way the whole object does not suffer from this adjustment. But even a double height first layer will not be noticeable for most objects.
This way the whole object does not suffer from this adjustment. But even a double height first layer will not be noticeable for most objects.
In this example, I adjusted the settings for the first layer so that the print bed adhesion was insufficient with normal line width and layer height. With double the line width and layer height, the adhesion was then good enough.
The previous solutions did not use artificial aids and mainly optimized the settings. With the last three solutions of this article, either the print bed surface or the object is strongly modified so that the object adheres to the print bed. Therefore, you should have tried all other solutions beforehand.
Apply Adhesive
There are many adhesives that, when applied correctly, can significantly increase print bed adhesion in 3D printing. In addition to household adhesives, there are now many specialized adhesives for 3D printing.
You can use the following adhesives to increase print bed adhesion:
Glue stick: Apply a thin layer of glue stick to the print bed and try to avoid chunks of glue. The downside here is that it can sometimes be difficult to remove the object after printing.
You can either apply regular glue sticks directly to the print bed or spread it thinly with a solvent like isopropyl alcohol. I learned this method from Maker’s Muse on YouTube. The result is a very thin layer of adhesive that creates excellent adhesion for the first layer, but doesn’t discolor it or make it too dirty with adhesive.
Hairspray: In addition to the normal glue stick, the use of hairspray is another quick emergency solution. When spraying the print bed, however, be careful not to get hairspray on or in the rest of the 3D printer.
When spraying the print bed, however, be careful not to get hairspray on or in the rest of the 3D printer.
Blue Tape: This tape is popular in the 3D printing community as it is a quick and (compared to glue sticks and hairspray) clean solution to poor print bed adhesion. The rough surface gives the liquid filament enough small crevasses to stick to.
Special 3D printing adhesives: my favorite of these adhesives is Magigoo. Such adhesives provide better adhesion than the previously mentioned adhesives and in the case of Magigoo, one application is enough for several prints and one bottle is enough for several months if you print every day.
Use a Brim or Raft
BrimRaftA brim or raft widens the first layer of the 3D print. This increases the surface area to the print bed and therefore the print bed adhesion of the object.
Brims or rafts are mainly worthwhile when the print bed adhesion is relatively good, but small details do not adhere well to the print bed or the object detaches during the printing process.
The major disadvantage of this solution, however, is that brims or rafts are often difficult to remove from the object after printing without leaving residue. In general, rafts are easier to peel off than brims because they create an entirely new first layer or layers underneath the object. Brims, on the other hand, dock directly to the sides of the object, making them even more difficult to remove.
When using a raft, it’s important to find the right setting for the distance between the raft and the object. With most slicers, the default setting for this distance is usually a bit too small, making it difficult to detach the object from it.
As a demonstration of how a raft works, I printed an object with a very delicate first layer, both with and without the raft. The print bed adhesion was greatly improved with the raft, and with the right settings for the raft, it was not difficult to detach it from the raft.
If rafts and brims are not an option for you, since they consume unnecessarily more filament and sometimes leave unsightly residue, it might be a good idea to switch to a different print bed surface.
Replace the Print Bed
PEI print bed upgrade for the FLSUN Super RacerIf you have poor print bed adhesion, it sometimes makes sense to switch to a different material, like PEI. Especially, filaments like PLA benefit a lot from switching from glass to PEI.
For a long time, textured glass print bed surfaces were considered the best alternative for most standard filaments. Meanwhile, however, flexible printing plates with a PEI coating have proven their worth. This one* would be an example of such a PEI print bed.
Depending on the filament, print bed adhesion on a PEI print bed is much better than on glass. PLA is definitely one of the winners here, but PETG can also be processed better on it. PETG sometimes adheres so strongly to glass that it can hardly be removed without damaging the glass or the object itself.
Disclosure: This website is the property of Martin Lütkemeyer and is operated by Martin Lütkemeyer. Martin Lütkemeyer is a member of the Amazon Services LLC and other Affiliate Programs. These are affiliate advertising programs designed to enable websites to earn advertising revenue through advertising and linking to Amazon.com and others. Links marked with * are affiliate links.
These are affiliate advertising programs designed to enable websites to earn advertising revenue through advertising and linking to Amazon.com and others. Links marked with * are affiliate links.
3D Print Not Sticking to Print Bed? Here's the Solution
First-layer adhesion is critical to ensuring that your 3D print will be a success. But achieving good bed adhesion can be easier said than done. Corners unstick from the 3D printer’s build surface, warping occurs, and ultimately parts fail. Moreover, adhesion problems can be caused by a number of factors or any combination of issues, including bed leveling, bed temperature, extruder temperature, build plate deficiencies, slicer settings, and more. Fortunately, there are several steps you can take to resolve the problem of a 3D print not sticking to print bed. Follow these methods to improve your 3D printing adhesion.
Method #1: Level the Bed
One of the main reasons a 3D print may not stick to the print bed is poor bed leveling. If one side of your printer bed is even marginally higher or lower than the other side, it will affect the quality of your 3D print and how well the first layers of the print adhere to the build surface. In short, this is because the nozzle will be further away from part of the print bed and filament won’t be deposited evenly.
If one side of your printer bed is even marginally higher or lower than the other side, it will affect the quality of your 3D print and how well the first layers of the print adhere to the build surface. In short, this is because the nozzle will be further away from part of the print bed and filament won’t be deposited evenly.
Ensuring your 3D printed bed is level can solve adhesion problems. Depending on the 3D printer hardware you have, you might be able to level the bed automatically or you may have to do it manually. If you are adjusting the bed level manually, one of the most popular methods for leveling a print bed is to use a piece of paper. Bring your 3D printer nozzle very close to the print surface and place a sheet of paper in between the nozzle and the build plate. Gradually raise the corner of the print bed using your machine’s leveling knobs until there is a bit of resistance when pulling the paper out. Repeat this on all corners of the print bed.
Method #2: Change the Z-Offset
The distance between the 3D printer nozzle and the build platform, known as the Z-offset, may also be causing adhesion problems. In other words, if the nozzle is too close to the build surface, the first layer will be squished and won’t be evenly extruded; if it’s too far away, the filament extrusion also won’t stick to the build platform properly. The good news is that you can encourage good adhesion by positioning the 3D printer nozzle at the right distance.
In other words, if the nozzle is too close to the build surface, the first layer will be squished and won’t be evenly extruded; if it’s too far away, the filament extrusion also won’t stick to the build platform properly. The good news is that you can encourage good adhesion by positioning the 3D printer nozzle at the right distance.
The z-offset can be adjusted in slicing software by changing the measurement values. Once the value is set, the z-axis will align itself accordingly to the print bed. If you are having adhesion problems, changing the z-offset should be used as a last resort. Where this method is most helpful is in situations where you are working with a thick build plate or if you are printing on a substrate.
Method #3: Clean the Print Bed
It is imperative that your print surface be clean before you start 3D printing. If there are any inconsistencies, like leftover glue or filament stuck to the print surface area, it can cause first layer adhesion problems. The best cleaning technique for a print bed depends entirely on the build plate material.
The best cleaning technique for a print bed depends entirely on the build plate material.
If you are working with a glass print bed that has filament or adhesive residue on it, start by removing the glass bed from the 3D printer and scraping the residue off using a dry scraper. From there, you can wash the plate with soapy water or window cleaner. It is also a good idea to give your glass build plate a final wipe using Isopropyl alcohol (IPA) or acetone. These cleaning products will help to remove any remnants of grease without damaging the glass surface. You can also follow these cleaning steps with a removable borosilicate glass print bed.
A PEI build plate can also be cleaned with water and soap or IPA to remove residue. To ensure the thermoplastic bed surface remains smooth in the long-term, you can also wipe it down with acetone once a month or so. It is important not to use acetone on a thermoplastic build surface too often as it can erode the material. Ultimately, a clean, smooth print surface can help the critical initial layer of a print to adhere.
Ultimately, a clean, smooth print surface can help the critical initial layer of a print to adhere.
A clean build surface will help to promote good 3D printing bed adhesion.
Method #4: Increase Bed & Nozzle Temperature
Temperature settings plays a big part in the final quality of a 3D print. Thermoplastic filaments like PLA, ABS and PETG harden as they cool, but if printed layers cool too quickly, the materials can also shrink, which causes layers to pull away from the print bed and warp. Using a heated bed, especially for higher temperature materials, can therefore help to improve bed adhesion.
More than that, choosing the right bed temperature and nozzle temperature for different types of filament can also improve print outcomes. For example, ABS filament prints best with a build surface heated to between 90°C and 110°C and a nozzle temperature between 230°C and 260°C.[1] PLA, for its part, prints best with a heated bed of between 60°C and 80°C and with a nozzle temperature of 190°C and 210°C.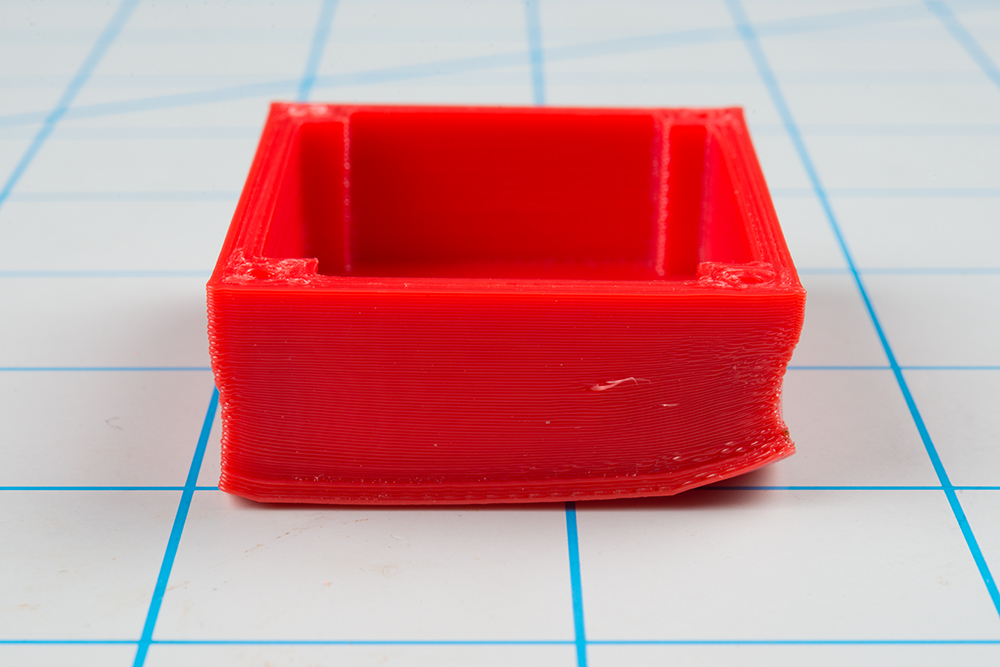 [2]
[2]
If you are still experiencing bed adhesion problems with certain 3D printing materials, it can also help to increase the print bed temperature by a few degrees as the first couple of layers are extruded. As the print continues, you can lower the bed temperature back to the recommended degree.
Method #5: Use a Bed Adhesive
Another reliable way to improve your 3D printer bed adhesion is to apply an adhesive directly to the build platform before you start printing. There are a number of adhesive products developed specifically for 3D printing, such as Magigoo and Stick Stick. Some of these dedicated adhesives are even designed with specific materials in mind. For example, Magigoo sells adhesive sticks tailored to polycarbonate (PC) and nylon (PA).[3]
However, there are also several DIY solutions for bed adhesives: many makers have found glue sticks to be a reliable option, while others use hairspray or blue painter’s tape (best for PLA filament) or Kapton tape (best for ABS filament) to create a grippier print surface.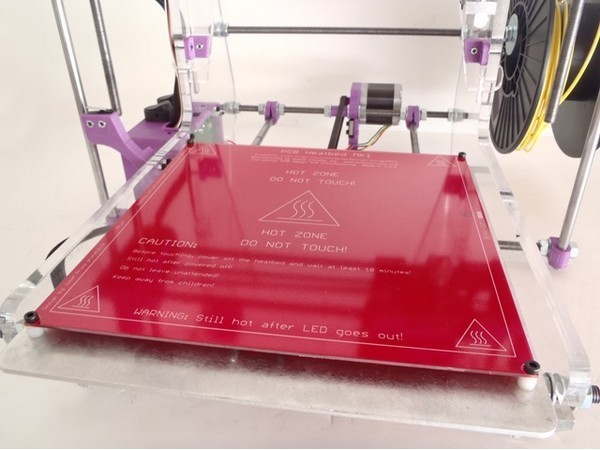 If you do decide to use an adhesive coating on your 3D printer’s build plate, it is important to clean your build surface after the print is complete, otherwise you risk glue buildup and an uneven print surface.
If you do decide to use an adhesive coating on your 3D printer’s build plate, it is important to clean your build surface after the print is complete, otherwise you risk glue buildup and an uneven print surface.
Hairspray, glue sticks, or dedicated 3D printer adhesives can improve first layer adhesion.
Method #6: Adjust Slicer Settings
If your 3D print isn’t sticking to the print bed, tweaking your print settings in slicer software can often help fix the issue. For example, setting the print speed for the first layer of your print to be slower than the rest of the build can promote better adhesion. A slower deposition rate for the first thin layer of a 3D print will help the filament to bond with the build surface.
Other slicer settings that can be implemented to improve bed adhesion are rafts and brims. These are features 3D printed alongside your part to improve stability and reduce the chance of warping. A raft essentially acts as a base to your 3D printed part and ensures that your print adheres to its surface, rather than the build platform directly.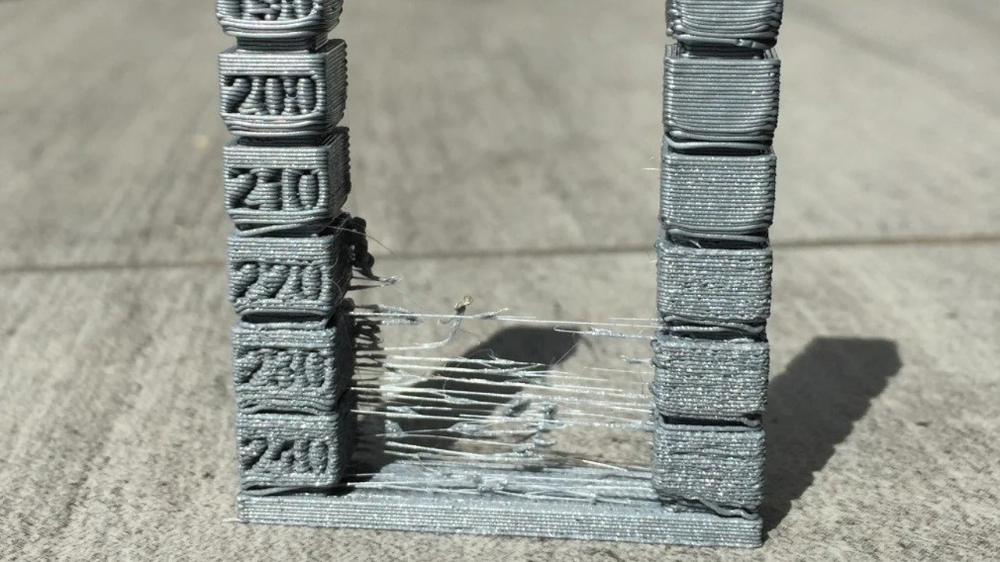 A brim consists of a 3D printed border than connects to and extends from the edges of a 3D printed part. Brims are effective at anchoring the edges of a build to the 3D printed bed and are typically easier to remove than a raft. Most slicer programs, like Cura and Simplify3D, offer automated raft and brim features.
A brim consists of a 3D printed border than connects to and extends from the edges of a 3D printed part. Brims are effective at anchoring the edges of a build to the 3D printed bed and are typically easier to remove than a raft. Most slicer programs, like Cura and Simplify3D, offer automated raft and brim features.
Method #7: Change the Build Plate
Another method for improving first layer adhesion is to change your 3D printer build surface. Some desktop FDM 3D printers have a removable plate meaning that you can swap out the build plate for a new one should the original be damaged. But even if your print bed is in fine condition, it could be worthwhile to think about using different build surfaces depending on the material you are printing with.
Glass is a common build plate material due to its stiffness and thermal resistance, however for many filaments it does not provide good adhesion. For this reason, many makers also use additional build surfaces like PEI sheets or Buildtak to improve first layer bonding. These can be applied directly to the existing build plate and are particularly effective for high-temperature filaments like ABS and PETG.
These can be applied directly to the existing build plate and are particularly effective for high-temperature filaments like ABS and PETG.
Conclusion
These seven methods can help you with troubleshooting your 3D printer adhesion problems. Sometimes a single method—like adding a layer of glue to your print surface—will do the trick. In most cases, however, making various adjustments will result in the best adhesion and high-quality prints. In sum, ensuring a level 3D printer bed and a clean build surface, as well as using adhesive aids, and having the right print settings and printing temperature will have the best print results.
References
[1] Tractus 3D, 2020. “ABS Filament” [Internet] https://tractus3d.com/materials/abs/ [Accessed April 13, 2022]
[2] Tractus 3D, 2020. “PLA Filament” [Internet] https://tractus3d.com/materials/pla/ [Accessed April 13, 2022]
[3] Magigoo, 2022. “Magigoo Pro PA (Nylon)” [Internet] https://magigoo. com/products/magigoo-pa/ [Accessed April 14, 2022]
com/products/magigoo-pa/ [Accessed April 14, 2022]
everything you need to know
Many 3D printer owners experience parts coming off the table during 3D printing. Let's take a look at the causes and solutions.
What is adhesion?
The very concept of "adhesion" means the adhesion of surfaces of dissimilar bodies. In 3D printing, platform adhesion is the ability of the plastic that a part is made of to adhere to the surface of the stage during printing.
If the adhesion is insufficient, then the manufactured parts may be deformed or even come off the table. During 3D printing, the part must be firmly attached to the platform, and after completion, it should be easy to remove. Filament manufacturers typically recommend adhesives for their filaments, and 3D printer manufacturers offer worktables in aluminium, glass, stainless steel, or even with specialty coatings. All this helps the plastics stick better during printing, but there are no working surfaces that are equally well suited for all types of plastics.
Also, do not forget about thermal expansion, which causes a change in the dimensions of manufactured parts at different temperatures. The difference in temperature between the bottom and top of a part can cause the edges of the part to peel off during 3D printing. This mainly applies to materials such as ABS, which require a heated worktable to work with. When printing with these materials, the layers need to cool down a bit to be able to build a 3D object at all, but not so much as to cause peeling at the edges.
In this article we will look at what affects adhesion and how to solve many problems in terms of adhesion of products to work surfaces.
3D Printer Enclosed Chamber
For printing on materials with high heat shrinkage, the best option is to use 3D printers with an enclosed chamber that prevents drafts and retains heat. Many printers are equipped with an active chamber heater that maintains the desired temperature and does not allow the parts to cool. A uniform background temperature during 3D printing reduces warping and ensures better adhesion.
A uniform background temperature during 3D printing reduces warping and ensures better adhesion.
Owners of open printers are left to come up with various devices (for example, boxes) that cover the 3D printer to keep heat, or build heat-retaining walls around the printed model, which increases printing time and filament consumption.
First coat adhesion
The first thing you should pay attention to is the adhesion of the first layer. This is one of the most common problems faced by almost all printers. If the first layer is laid unevenly, then the percentage of rejects for the rest of the part increases very much, so it is very important to solve the issue of adhesion of the first layer before 3D printing. In most cases, the problem is solved by calibrating the work table and adjusting the distance between the nozzle and the work surface.
It is important to correctly set the distance between the nozzle and the stage surface
Brim and Raft methods
For better adhesion of the product to the working surface of the table, in the print settings it is often necessary to create additional elements - the substrate or the frame of the model, which help to keep the manufactured part on the table. Brim or Raft increase the contact surface of the plastic with the work surface around the lower layers and thereby increase traction.
Brim or Raft increase the contact surface of the plastic with the work surface around the lower layers and thereby increase traction.
Underlays or Rafts consist of several layers and are horizontal grids of filament located under the model. The raft is used as a base for the first layers of the product and is designed to increase the level of adhesion. In addition, the raft helps to level the surface of the table: if there are irregularities on the surface, they are leveled to a certain extent by the substrate, and the model is printed already on a flat base. Another advantage of rafting is that it reduces the chance of problems due to too much or too little gap between the nozzle and the table when laying the first layer.
Brim is used to stabilize small patterns or "islands" (separated areas of the printed product). Brims increase the contact area and help the model stay on the table if it comes into contact with the surface in small areas.
Worktable temperature and adhesion promoters
After calibrating the platform and adjusting the gap between the nozzle and the surface of the table, let's move on to the next question. The next reasons for poor adhesion may be the wrong stage temperature (if the 3D printer has a heating option) and the wrong selection of adhesion promoters for a particular filament.
Working stage temperature selection
One of the common causes of poor adhesion is the wrong stage temperature selection for a particular material. When the molten filament is applied to the table and then cools, deformation occurs. If the temperature of the stage is incorrectly selected, the outer edges of the printed product are compressed, and we get warpage: the edge of the product comes off, clings to the nozzle, and the product completely comes off the platform.
Usually, 3D printing filament manufacturers list the recommended heating temperature for the stage on their website or boxes. For the most common materials, you can use average values.
For the most common materials, you can use average values.
Examples of worktable temperatures for some materials:
- PLA: 60°C
- ABS: 100-110°C
- PETG: 85°C
- Nylon: 100°C (depending on material composition) )
- Polycarbonate: 110°C (the higher the temperature, the better)
Worktable temperatures for each manufacturer's plastic may vary. You can choose the optimal temperature only empirically.
Adhesion agents
To increase adhesive properties and reduce the risk of damage to the glass surface of the desktop, additional agents are often used, such as varnish or glue for 3D printing, PVA glue, stationery glue stick, dissolved ABS plastic (so-called "ABS juice" ), blue tape, etc. One tool for printing all types of plastics will not be enough. In our article, we will not consider such folk remedies as beer or sugar syrup, but will focus on more traditional methods.
Basic adhesives:
Varnish or adhesive for 3D printing
The days of hair sprays are long gone, and now almost no one uses them due to low efficiency. More effective adhesives for 3D printing have come to replace.
More effective adhesives for 3D printing have come to replace.
Typically, 3D printing lacquers and adhesives are formulated to take into account the properties of different filaments and allow the first layer of the printed model to be reliably adhered to the worktable. Simply put, these are universal tools suitable for working with multiple types of filaments.
There are already quite a few manufacturers of 3D printing varnishes and adhesives on the market in various volumes and for any budget. It's not worth saving - one bottle will be enough for several months of printing, and you will save your nerves and time spent on reprinting damaged parts.
Easy to use: spray varnish or glue on the platform and spread it evenly over the surface with a clean, soft cloth.
ABS juice
Composition for those who like to save money or who do not have glue or varnish on hand. It is made simply: finely chopped ABS rod or the remnants of a previous printing with ABS plastic are immersed in acetone and after a few hours a thick solution is obtained that can be applied with a brush even on a cold platform.
This method is very reliable as an additional adhesive, but acetone evaporates during 3D printing and creates an unpleasant odor.
PVA glue, stationery glue stick
PVA glue is applied to the work surface with a brush and rubbed until a uniform thin layer is obtained. As a rule, when hardening, the glue becomes transparent. After drying, you can start 3D printing. The method is not bad, but the reliability of such a method is doubtful due to the fact that not all PVAs work well.
Stationery glue stick is mainly used when there is nothing else at hand. The most popular option is Kalyaka-Malyaka glue. The glue is applied in one layer, after the platform cools down, the part is easily separated, and the glue itself is easily washed off the glass and from the printed part.
Kapton film, blue masking tape and Lomond film
Masking tape is more suitable for 3D printers without platform heating. The adhesive tape is carefully glued to the entire area of the table and allows you to print small details without heating the table. This option is especially suitable when working with PLA plastic, however, with an increase in the area of \u200b\u200bproducts, the edges of the parts can come off along with the adhesive tape, so the relevance of this method is limited. Kapton tape or Lomond film is more commonly used.
This option is especially suitable when working with PLA plastic, however, with an increase in the area of \u200b\u200bproducts, the edges of the parts can come off along with the adhesive tape, so the relevance of this method is limited. Kapton tape or Lomond film is more commonly used.
On Kapton tape, the lower surface (the sole of the product) is very smooth, the parts are well separated after cooling, but you can’t leave the product on the cooled table, as the plastic pulls the tape together, and air bubbles form under it. When 3D printing on Kapton tape, it is necessary to heat the platform and additionally smear the adhesive tape with glue. Suitable for 3D printing of medium-sized products.
Lomond film was popular until various adhesives appeared. After gluing, the top layer on the film itself must be washed off for better adhesion. Details after printing on such a film are quite difficult to tear off. Over time, bubbles also form under the film, so the film must be changed regularly. Suitable for 3D printing large items.
Suitable for 3D printing large items.
Additional Points to Remember
PLA is the least demanding polymer. For stable printing with polylactide, it is not necessary to treat the surface of the table with additional adhesives, a clean glass surface is sufficient. A prerequisite is that the platform is heated to 60°C. If the platform is not heated, then it is better to print using adhesive agents - varnish, 3D printing glue or blue tape for small parts.
PLA also loves airflow, so keep the fans on full.
ABS is highly shrinkable and needs help to better adhere to the surface. The main types of additional tools are varnish or glue for 3D printing, ABS glue, stationery glue stick, PVA glue.
When working with ABS, the platform must be heated to 100-110°C. It is advisable to use 3D printers with closed cameras that support high background temperatures. When 3D printing on open printers, it is necessary to use a heat-retaining cocoon around the model. Many slicers already offer this feature. Blowing of products made of ABS plastic is highly undesirable, as cracking of parts in layers and detachment from the working surface due to shrinkage can occur.
Many slicers already offer this feature. Blowing of products made of ABS plastic is highly undesirable, as cracking of parts in layers and detachment from the working surface due to shrinkage can occur.
PETG is a very easy to work material that does not require high temperatures or fine print settings. Plastic has excellent adhesive properties and adheres very strongly to clean surfaces. On the other hand, high adhesion can lead to separation of pieces from glass tables when products are separated, so it is advisable to apply separating layers on the work surface - the same glue or varnish for 3D printing. This will help both separate products and prevent damage to the glass.
Flex has high adhesive properties, bonding well not only between coats, but also to work surfaces. Again, it is advisable to use 3D printing varnish or glue to avoid damaging the glass. Film coatings are not recommended.
In the case of composite materials , the choice of adhesive agents is mainly determined by the type of material serving as the basis. Usually recommendations for preparing for 3D printing with composites can be found on the manufacturer's website. If not, please contact technical support for advice.
Usually recommendations for preparing for 3D printing with composites can be found on the manufacturer's website. If not, please contact technical support for advice.
For example, the FormaX composite from the X-line range is based on ABS plastic, but the properties of the composite material differ from pure ABS due to the presence of carbon fiber filler. Formax is not characterized by cracking in layers, but the composite requires the use of additional adhesive agents, so the manufacturer recommends using varnish or glue for 3D printing
Material storage and drying
The effect of moisture on filaments can be both cosmetic and functional. The most innocuous result of high humidity is a change in the textures of 3D printed products, although this is rarely limited to roughness alone (and haze when it comes to transparent plastics) and is usually accompanied by a decrease in interlayer adhesion and adhesion to the substrate. A more serious effect can be an uneven supply of plastic: water in a sufficiently wet filament boils when passing through the hot end, and the resulting steam leads to the appearance of bubbles in the material being laid and even to jerky extrusion with all the ensuing consequences in terms of quality and poor adhesion. Detailed instructions for storing plastics are available at this link, and for drying plastics - here.
Detailed instructions for storing plastics are available at this link, and for drying plastics - here.
That's all for now.
The Wiki on our site has separate, detailed articles about each of the filaments. How to print and with what settings. Come read here.
If you have additions or comments - we are waiting for your answers.
Regards, REC3D team.
Photos from the blogs of Sergey and akdzg are published in the article.
Diary of a 3D printer. Adhesion and fight against it
In this article I want to talk a little about adhesion, fight against it and also about delamination. What is adhesion in general?
Adhesion (from Latin adhaesio - sticking) in physics - adhesion of surfaces of dissimilar solid and / or liquid bodies. Adhesion is due to intermolecular interactions (van der Waals, polar, sometimes mutual diffusion) in the surface layer and is characterized by the specific work required to separate the surfaces. In some cases, adhesion may be stronger than cohesion, that is, adhesion within a homogeneous material, in such cases, when a tearing force is applied, a cohesive gap occurs, that is, a gap in the volume of the less strong of the contacting materials.
In some cases, adhesion may be stronger than cohesion, that is, adhesion within a homogeneous material, in such cases, when a tearing force is applied, a cohesive gap occurs, that is, a gap in the volume of the less strong of the contacting materials.
Generally speaking, adhesion is what makes the plastic adhere to the 3D printer table. The generally accepted main method of increasing adhesion is the use of a hot table. Hot extruded plastic adheres much better to a heated table than to a cold one, even if the plastic can theoretically stick even to a cold table. It doesn't matter if the table is hot or cold, it should be clean and fat-free. An additional plus is the use of special, including perforated glasses, for example, such as Anycubic puts on its printers and calls them Ultrabase. Yes, most plastics stick well to such surfaces. But there are times when this is not enough.
We all print with ABS in one way or another. He doesn't seem to have any supernatural powers.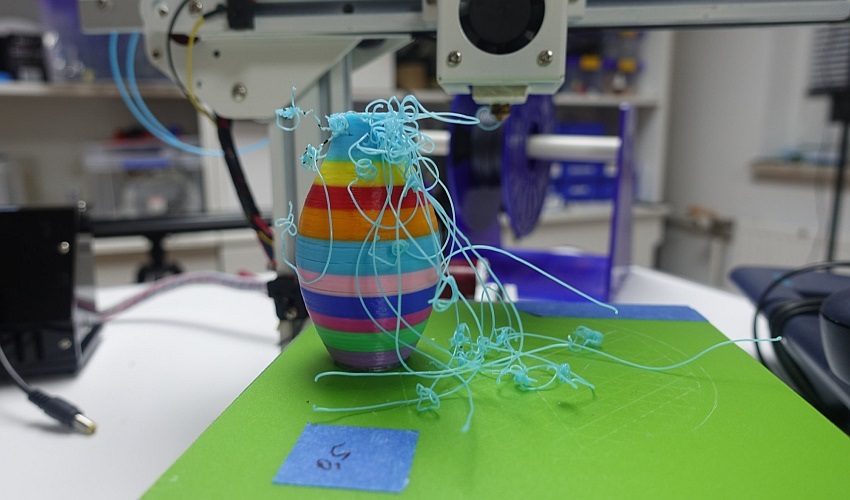 But there is one significant drawback - high shrinkage. Which negatively affects adhesion. The plastic cools down, shrinks (reduces in volume) and at some point just falls off the table. Sometimes it doesn't even need a draft. As a result, it becomes wildly disappointing when the part comes off after a few hours… time, plastic, electricity wasted…
But there is one significant drawback - high shrinkage. Which negatively affects adhesion. The plastic cools down, shrinks (reduces in volume) and at some point just falls off the table. Sometimes it doesn't even need a draft. As a result, it becomes wildly disappointing when the part comes off after a few hours… time, plastic, electricity wasted…
And here folk wisdom offers a bunch of options to enhance adhesion. From simple glue stick and BF-2 glue, ABS juice, hairspray, to some exotic ones, such as a secret sort of dark beer, tears of virgins, etc. I’ll make a reservation right away, the use of BF-2 and ABS juice is not acceptable for me, because. I print with a wide range of plastics, I don’t want to tear off BF-2 and ABS juice every time. Yes, and for the ultrabase it is harmful.
Since I am the proud owner of Anycubic i3 mega and Anycubic 4Max printers, most of the adhesion problems are solved by using the magic perforated Ultrabase glass in these printers. Most plastics stick to it admirably. So far, I have only encountered the fact that ABS plastic from bestfilament does not stick well. Despite the fact that I raised the temperature of the table to 120 degrees, the slightest snot was enough and everything fell off the table. And even the glue stick did not solve the problem. The only reliable solution for me was the use of a special liquid for wiping the table of a 3D printer:
So far, I have only encountered the fact that ABS plastic from bestfilament does not stick well. Despite the fact that I raised the temperature of the table to 120 degrees, the slightest snot was enough and everything fell off the table. And even the glue stick did not solve the problem. The only reliable solution for me was the use of a special liquid for wiping the table of a 3D printer:
How to use it? very simple. First, clean the table, wipe it with acetone / thinner / isopropyl alcohol. After that, spray on a cloth with this liquid. We wipe the table. And that's all. We heat the table to 110 degrees and print. ABS plastic can no longer be torn off. Really, it's a great brew. At the same time, she does not have to wipe the table every time. One wipe is enough for several prints.
Glue pencil never dreamed of such a thing. Yes, and it has a significant drawback. Evenly covering the table with glue stick is an art. If you do not spread it very carefully, then the plane of the part lying on the table will turn out to be ugly. When using this adhesive, this problem does not arise.
When using this adhesive, this problem does not arise.
Given that there is a lot of liquid in the bottle, it will last for a long time. And, probably, in fact, it will come out cheaper than using a glue stick. But the result is beyond praise.
True, adhesion has a very unpleasant reverse side. Many heard and many printed with such plastic, which is called PetG. So this plastic periodically exhibits the property of excessive adhesion to glass tables. Thanks to this, I killed my ultrabase on the Anycubic i3 mega. Look at these battle wounds:
BESTFILAMENT's PETG trail.
ABSMAKER's PETG trail.
These are still flowers. Some people can't get parts off tables at all. So I'm still lucky. And doubly lucky. The printer manufacturer will replace the glass for me under warranty. This issue has already been resolved.
So, in order to protect the glass, there are 2 options. All the same glue stick and adhesive for 3D printing. I vote for the second one.
I've already printed over two dozen PETG parts with no problems. After printing, the table cools down and the part itself bounces. Just a fairy tale and not an adhesive.
Here is a list of table temperatures for different types of laminates using this adhesive:
ABS : 105-115°C 115°C
SBS : 110-115°C (I printed first layer 90, second and subsequent 80. Everything held up perfectly)
PLA : 45-55°C
PVA : 40-50°C
FLEX : 100-110°C
PET-G 70-80°C (at 70 degrees I had no problems)
In its favor, I can say that when using it, the appearance of the part does not deteriorate, but it is very economical and easy to clean. cleaned with water or isopropyl alcohol.
Thus, the use of an adhesive allows optimum adhesion. Which, in turn, will ensure good adhesion of the plastic without delamination, and protect the printer glass from damage.