Using 3d printing
What is 3D printing? How does a 3D printer work? Learn 3D printing
3D printing or additive manufacturing is a process of making three dimensional solid objects from a digital file.
The creation of a 3D printed object is achieved using additive processes. In an additive process an object is created by laying down successive layers of material until the object is created. Each of these layers can be seen as a thinly sliced cross-section of the object.
3D printing is the opposite of subtractive manufacturing which is cutting out / hollowing out a piece of metal or plastic with for instance a milling machine.
3D printing enables you to produce complex shapes using less material than traditional manufacturing methods.
Table of Contents
- How Does 3D Printing Work?
- 3D Printing Industry
- Examples of 3D Printing
- 3D Printing Technologies & Processes
- Materials
- Services
Jump to your field of interest:
- Rapid Prototyping & Manufacturing
- Automotive
- Aviation
- Construction
- Consumer Products
- Healthcare
- Food
- Education
Jump to process:
- All Technologies & Processes
- Vat Photopolymerisation
- Material Jetting
- Binder Jetting
- Material Extrusion
- Powder Bed Fusion
- Sheet Lamination
- Directed Energy Deposition
How Does 3D Printing Work?
It all starts with a 3D model. You can opt to create one from the ground up or download it from a 3D library.
3D Software
There are many different software tools available. From industrial grade to open source. We’ve created an overview on our 3D software page.
We often recommend beginners to start with Tinkercad. Tinkercad is free and works in your browser, you don’t have to install it on your computer. Tinkercad offers beginner lessons and has a built-in feature to export your model as a printable file e.g .STL or .OBJ.
Now that you have a printable file, the next step is to prepare it for your 3D printer. This is called slicing.
Slicing: From printable file to 3D Printer
Slicing basically means slicing up a 3D model into hundreds or thousands of layers and is done with slicing software.
When your file is sliced, it’s ready for your 3D printer. Feeding the file to your printer can be done via USB, SD or Wi-Fi. Your sliced file is now ready to be 3D printed layer by layer.
3D Printing Industry
Adoption of 3D printing has reached critical mass as those who have yet to integrate additive manufacturing somewhere in their supply chain are now part of an ever-shrinking minority. Where 3D printing was only suitable for prototyping and one-off manufacturing in the early stages, it is now rapidly transforming into a production technology.
Most of the current demand for 3D printing is industrial in nature. Acumen Research and Consulting forecasts the global 3D printing market to reach $41 billion by 2026.
As it evolves, 3D printing technology is destined to transform almost every major industry and change the way we live, work, and play in the future.
Examples of 3D Printing
3D printing encompasses many forms of technologies and materials as 3D printing is being used in almost all industries you could think of. It’s important to see it as a cluster of diverse industries with a myriad of different applications.
A few examples:
- – consumer products (eyewear, footwear, design, furniture)
- – industrial products (manufacturing tools, prototypes, functional end-use parts)
- – dental products
- – prosthetics
- – architectural scale models & maquettes
- – reconstructing fossils
- – replicating ancient artefacts
- – reconstructing evidence in forensic pathology
- – movie props
Rapid Prototyping & Rapid Manufacturing
Companies have used 3D printers in their design process to create prototypes since the late seventies. Using 3D printers for these purposes is called rapid prototyping.
Using 3D printers for these purposes is called rapid prototyping.
Why use 3D Printers for Rapid Prototyping?
In short: it’s fast and relatively cheap. From idea, to 3D model to holding a prototype in your hands is a matter of days instead of weeks. Iterations are easier and cheaper to make and you don’t need expensive molds or tools.
Besides rapid prototyping, 3D printing is also used for rapid manufacturing. Rapid manufacturing is a new method of manufacturing where businesses use 3D printers for short run / small batch custom manufacturing.
Automotive
Car manufacturers have been utilizing 3D printing for a long time. Automotive companies are printing spare parts, tools, jigs and fixtures but also end-use parts. 3D printing has enabled on-demand manufacturing which has lead to lower stock levels and has shortened design and production cycles.
Automotive enthusiasts all over the world are using 3D printed parts to restore old cars. One such example is when Australian engineers printed parts to bring a Delage Type-C back to life. In doing so, they had to print parts that were out of production for decades.
One such example is when Australian engineers printed parts to bring a Delage Type-C back to life. In doing so, they had to print parts that were out of production for decades.
Aviation
The aviation industry uses 3D printing in many different ways. The following example marks a significant 3D printing manufacturing milestone: GE Aviation has 3D printed 30,000 Cobalt-chrome fuel nozzles for its LEAP aircraft engines. They achieved that milestone in October of 2018, and considering that they produce 600 per week on forty 3D printers, it’s likely much higher than that now.
Around twenty individual parts that previously had to be welded together were consolidated into one 3D printed component that weighs 25% less and is five times stronger. The LEAP engine is the best selling engine in the aerospace industry due to its high level of efficiency and GE saves $3 million per aircraft by 3D printing the fuel nozzles, so this single 3D printed part generates hundreds of millions of dollars of financial benefit.
GE’s fuel nozzles also made their way into the Boeing 787 Dreamliner, but it’s not the only 3D printed part in the 787. The 33-centimeter-long structural fittings that hold the aft kitchen galley to the airframe are 3D printed by a company called Norsk Titanium. Norsk chose to specialize in titanium because it has a very high strength-to-weight ratio and is rather expensive, meaning the reduction in waste enabled by 3D printing has a more significant financial impact than compared to cheaper metals where the costs of material waste are easier to absorb. Rather than sintering metal powder with a laser like most metal 3D printers, the Norsk Merke 4 uses a plasma arc to melt a metal wire in a process called Rapid Plasma Deposition (a form of Directed Energy Deposition) that can deposit up to 10kg of titanium per hour. A 2kg titanium part would generally require a 30kg block of titanium to machine it from, generating 28kg of waste, but 3D printing the same part requires only 6kg of titanium wire.
A 2kg titanium part would generally require a 30kg block of titanium to machine it from, generating 28kg of waste, but 3D printing the same part requires only 6kg of titanium wire.
Construction
Is it possible to print a building? – yes it is. 3D printed houses are already commercially available. Some companies print parts prefab and others do it on-site.
Most of the concrete printing stories we look at on this website are focused on large scale concrete printing systems with fairly large nozzles for a large flow rate. It’s great for laying down concrete layers in a fairly quick and repeatable manner. But for truly intricate concrete work that makes full use of the capabilities of 3D printing requires something a little more nimble, and with a finer touch.
Consumer Products
When we first started blogging about 3D printing back in 2011, 3D printing wasn’t ready to be used as a production method for large volumes. Nowadays there are numerous examples of end-use 3D printed consumer products.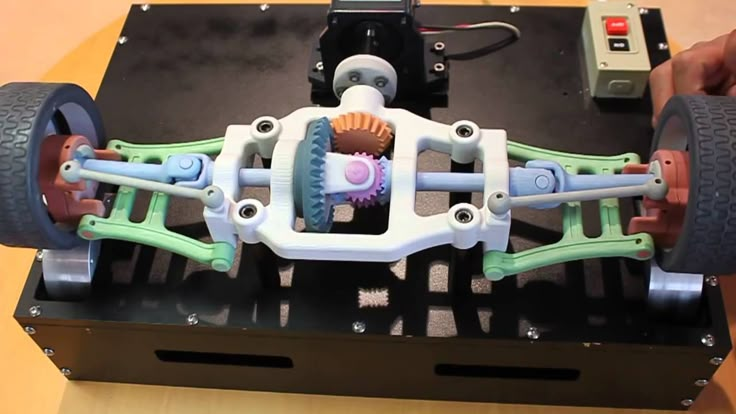
Footwear
Adidas’ 4D range has a fully 3D printed midsole and is being printed in large volumes. We did an article back then, explaining how Adidas were initially releasing just 5,000 pairs of the shoes to the public, and had aimed to sell 100,000 pairs of the AM-infused designs by 2018.
With their latest iterations of the shoe, it seems that they have surpassed that goal, or are on their way to surpassing it. The shoes are available all around the world from local Adidas stores and also from various 3rd party online outlets.
Eyewear
The market of 3D printed eyewear is forecasted to reach $3.4 billion by 2028. A rapidly increasing section is that of end-use frames. 3D printing is a particularly suitable production method for eyewear frames because the measurements of an individual are easy to process in the end product.
But did you know it’s also possible to 3D print lenses? Traditional glass lenses don’t start out thin and light; they’re cut from a much larger block of material called a blank, about 80% of which goes to waste.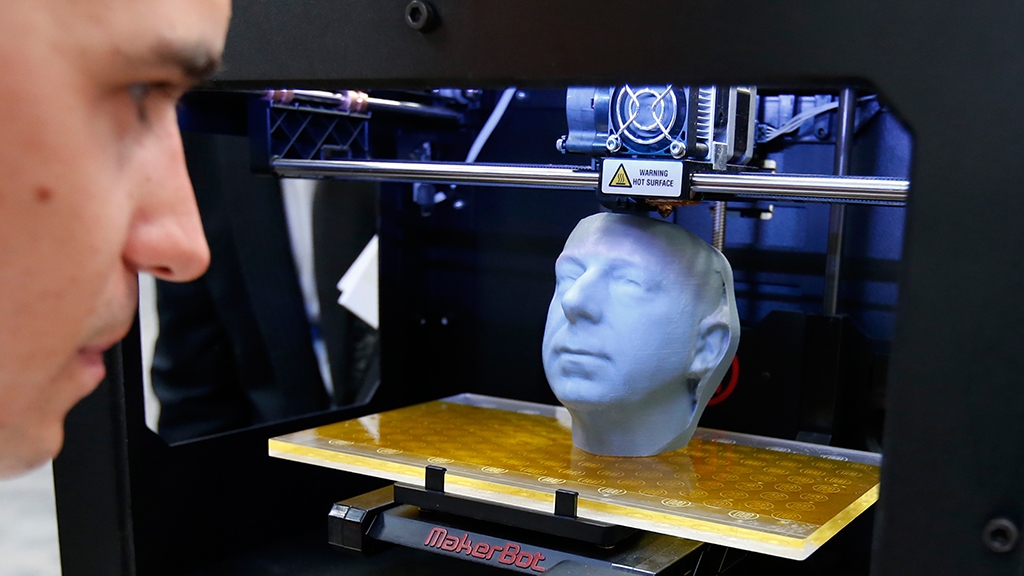 When we consider how many people wear glasses and how often they need to get a new pair, 80% of those numbers is a lot of waste. On top of that, labs have to keep huge inventories of blanks to meet the custom vision needs of their clients. Finally, however, 3D printing technology has advanced enough to provide high-quality, custom ophthalmic lenses, doing away with the waste and inventory costs of the past. The Luxexcel VisionEngine 3D printer uses a UV-curable acrylate monomer to print two pairs of lenses per hour that require no polishing or post-processing of any kind. The focal areas can also be completely customized so that a certain area of the lens can provide better clarity at a distance while a different area of the lens provides better vision up close.
When we consider how many people wear glasses and how often they need to get a new pair, 80% of those numbers is a lot of waste. On top of that, labs have to keep huge inventories of blanks to meet the custom vision needs of their clients. Finally, however, 3D printing technology has advanced enough to provide high-quality, custom ophthalmic lenses, doing away with the waste and inventory costs of the past. The Luxexcel VisionEngine 3D printer uses a UV-curable acrylate monomer to print two pairs of lenses per hour that require no polishing or post-processing of any kind. The focal areas can also be completely customized so that a certain area of the lens can provide better clarity at a distance while a different area of the lens provides better vision up close.
Jewelry
There are two ways of producing jewelry with a 3D printer. You can either use a direct or indirect production process. Direct refers to the creation of an object straight from the 3D design while indirect manufacturing means that the object (pattern) that is 3D printed eventually is used to create a mold for investment casting.
Healthcare
It’s not uncommon these days to see headlines about 3D printed implants. Often, those cases are experimental, which can make it seem like 3D printing is still a fringe technology in the medical and healthcare sectors, but that’s not the case anymore. Over the last decade, more than 100,000 hip replacements have been 3D printed by GE Additive.
The Delta-TT Cup designed by Dr. Guido Grappiolo and LimaCorporate is made of Trabecular Titanium, which is characterized by a regular, three-dimensional, hexagonal cell structure that imitates trabecular bone morphology. The trabecular structure increases the biocompatibility of the titanium by encouraging bone growth into the implant. Some of the first Delta-TT implants are still running strong over a decade later.
Another 3D printed healthcare component that does a good job of being undetectable is the hearing aid. Nearly every hearing aid in the last 17 years has been 3D printed thanks to a collaboration between Materialise and Phonak. Phonak developed Rapid Shell Modeling (RSM) in 2001. Prior to RSM, making one hearing aid required nine laborious steps involving hand sculpting and mold making, and the results were often ill-fitting. With RSM, a technician uses silicone to take an impression of the ear canal, that impression is 3D scanned, and after some minor tweaking the model is 3D printed with a resin 3D printer. The electronics are added and then it’s shipped to the user. Using this process, hundreds of thousands of hearing aids are 3D printed each year.
Phonak developed Rapid Shell Modeling (RSM) in 2001. Prior to RSM, making one hearing aid required nine laborious steps involving hand sculpting and mold making, and the results were often ill-fitting. With RSM, a technician uses silicone to take an impression of the ear canal, that impression is 3D scanned, and after some minor tweaking the model is 3D printed with a resin 3D printer. The electronics are added and then it’s shipped to the user. Using this process, hundreds of thousands of hearing aids are 3D printed each year.
Dental
In the dental industry, we see molds for clear aligners being possibly the most 3D printed objects in the world. Currently, the molds are 3D printed with both resin and powder based 3D printing processes, but also via material jetting. Crowns and dentures are already directly 3D printed, along with surgical guides.
Bio-printing
As of the early two-thousands 3D printing technology has been studied by biotech firms and academia for possible use in tissue engineering applications where organs and body parts are built using inkjet techniques. Layers of living cells are deposited onto a gel medium and slowly built up to form three dimensional structures. We refer to this field of research with the term: bio-printing.
Layers of living cells are deposited onto a gel medium and slowly built up to form three dimensional structures. We refer to this field of research with the term: bio-printing.
Food
Additive manufacturing invaded the food industry long time ago. Restaurants like Food Ink and Melisse use this as a unique selling point to attract customers from across the world.
Education
Educators and students have long been using 3D printers in the classroom. 3D printing enables students to materialize their ideas in a fast and affordable way.
While additive manufacturing-specific degrees are fairly new, universities have long been using 3D printers in other disciplines. There are many educational courses one can take to engage with 3D printing. Universities offer courses on things that are adjacent to 3D printing like CAD and 3D design, which can be applied to 3D printing at a certain stage.
In terms of prototyping, many university programs are turning to printers.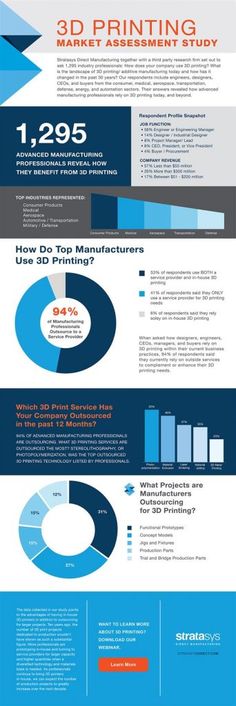 There are specializations in additive manufacturing one can attain through architecture or industrial design degrees. Printed prototypes are also very common in the arts, animation and fashion studies as well.
There are specializations in additive manufacturing one can attain through architecture or industrial design degrees. Printed prototypes are also very common in the arts, animation and fashion studies as well.
Types of 3D Printing Technologies and Processes
The American Society for Testing and Materials (ASTM), developed a set of standards that classify additive manufacturing processes into 7 categories. These are:
- Vat Photopolymerisation
- Stereolithography (SLA)
- Digital Light Processing (DLP)
- Continuous Liquid Interface Production (CLIP)
- Material Jetting
- Binder Jetting
- Material Extrusion
- Fused Deposition Modeling (FDM)
- Fused Filament Fabrication (FFF)
- Powder Bed Fusion
- Multi Jet Fusion (MJF)
- Selective Laser Sintering (SLS)
- Direct Metal Laser Sintering (DMLS)
- Sheet Lamination
- Directed Energy Deposition
Vat Photopolymerisation
A 3D printer based on the Vat Photopolymerisation method has a container filled with photopolymer resin.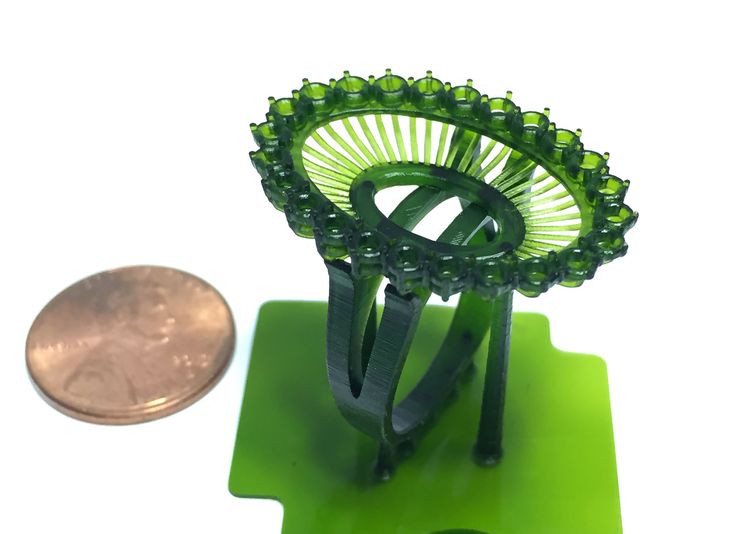 The resin is hardened with a UV light source.
The resin is hardened with a UV light source.
Stereolithography (SLA)
SLA was invented in 1986 by Charles Hull, who also at the time founded the company, 3D Systems. Stereolithography employs a vat of liquid curable photopolymer resin and an ultraviolet laser to build the object’s layers one at a time. For each layer, the laser beam traces a cross-section of the part pattern on the surface of the liquid resin. Exposure to the ultraviolet laser light cures and solidifies the pattern traced on the resin and fuses it to the layer below.
After the pattern has been traced, the SLA’s elevator platform descends by a distance equal to the thickness of a single layer, typically 0.05 mm to 0.15 mm (0.002″ to 0.006″). Then, a resin-filled blade sweeps across the cross section of the part, re-coating it with fresh material. On this new liquid surface, the subsequent layer pattern is traced, joining the previous layer. Depending on the object & print orientation, SLA often requires the use of support structures.
Depending on the object & print orientation, SLA often requires the use of support structures.
Digital Light Processing (DLP)
DLP or Digital Light Processing refers to a method of printing that makes use of light and photosensitive polymers. While it is very similar to SLA, the key difference is the light source. DLP utilizes other light sources like arc lamps. DLP is relatively quick compared to other 3D printing technologies.
Continuous Liquid Interface Production (CLIP)
One of the fastest processes using Vat Photopolymerisation is called CLIP, short for Continuous Liquid Interface Production, developed by Carbon.
Digital Light Synthesis
The heart of the CLIP process is Digital Light Synthesis technology. In this technology, light from a custom high performance LED light engine projects a sequence of UV images exposing a cross section of the 3D printed part causing the UV curable resin to partially cure in a precisely controlled way. Oxygen passes through the oxygen permeable window creating a thin liquid interface of uncured resin between the window and the printed part known as the dead zone. The dead zone is as thin as ten of microns. Inside the dead zone, oxygen prohibits light from curing the resin situated closest to the window therefore allowing the continuous flow of liquid beneath the printed part. Just above the dead zone the UV projected light upwards causes a cascade like curing of the part.
Oxygen passes through the oxygen permeable window creating a thin liquid interface of uncured resin between the window and the printed part known as the dead zone. The dead zone is as thin as ten of microns. Inside the dead zone, oxygen prohibits light from curing the resin situated closest to the window therefore allowing the continuous flow of liquid beneath the printed part. Just above the dead zone the UV projected light upwards causes a cascade like curing of the part.
Simply printing with Carbon’s hardware alone does not allow for end use properties with real world applications. Once the light has shaped the part, a second programmable curing process achieves the desired mechanical properties by baking the 3d printed part in a thermal bath or oven. Programmed thermal curing sets the mechanical properties by triggering a secondary chemical reaction causing the material to strengthen achieving the desired final properties.
Components printed with Carbon’s technology are on par with injection molded parts.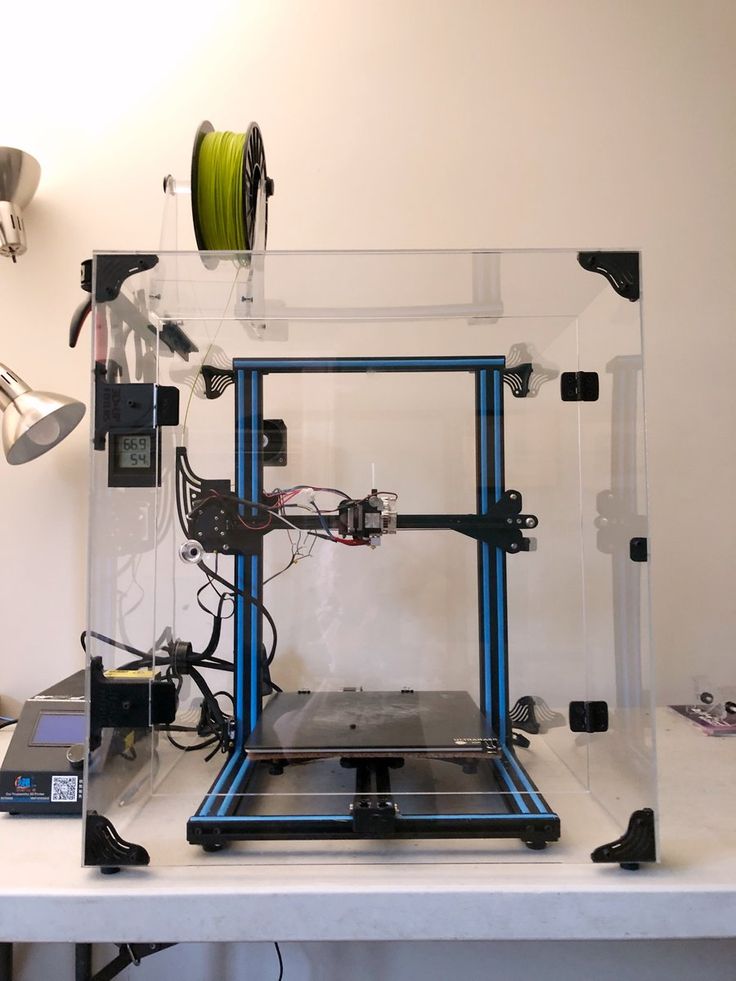 Digital Light Synthesis produces consistent and predictable mechanical properties, creating parts that are truly isotropic.
Digital Light Synthesis produces consistent and predictable mechanical properties, creating parts that are truly isotropic.
Material Jetting
In this process, material is applied in droplets through a small diameter nozzle, similar to the way a common inkjet paper printer works, but it is applied layer-by-layer to a build platform and then hardened by UV light.
Material Jetting schematics. Image source: custompartnet.comBinder Jetting
With binder jetting two materials are used: powder base material and a liquid binder. In the build chamber, powder is spread in equal layers and binder is applied through jet nozzles that “glue” the powder particles in the required shape. After the print is finished, the remaining powder is cleaned off which often can be re-used printing the next object. This technology was first developed at the Massachusetts Institute of Technology in 1993.
Binder Jetting schematicsMaterial Extrusion
Fused Deposition Modeling (FDM)
FDM schematics (Image credit: Wikipedia, made by user Zureks)FDM works using a plastic filament which is unwound from a spool and is supplied to an extrusion nozzle which can turn the flow on and off. The nozzle is heated to melt the material and can be moved in both horizontal and vertical directions by a numerically controlled mechanism. The object is produced by extruding melted material to form layers as the material hardens immediately after extrusion from the nozzle.
The nozzle is heated to melt the material and can be moved in both horizontal and vertical directions by a numerically controlled mechanism. The object is produced by extruding melted material to form layers as the material hardens immediately after extrusion from the nozzle.
FDM was invented by Scott Crump in the late 80’s. After patenting this technology he started the company Stratasys in 1988. The term Fused Deposition Modeling and its abbreviation to FDM are trademarked by Stratasys Inc.
Fused Filament Fabrication (FFF)
The exactly equivalent term, Fused Filament Fabrication (FFF), was coined by the members of the RepRap project to give a phrase that would be legally unconstrained in its use.
Powder Bed Fusion
Selective Laser Sintering (SLS)
SLS uses a high power laser to fuse small particles of powder into a mass that has the desired three dimensional shape. The laser selectively fuses powder by first scanning the cross-sections (or layers) on the surface of a powder bed. After each cross-section is scanned, the powder bed is lowered by one layer thickness. Then a new layer of material is applied on top and the process is repeated until the object is completed.
After each cross-section is scanned, the powder bed is lowered by one layer thickness. Then a new layer of material is applied on top and the process is repeated until the object is completed.
Multi Jet Fusion (MJF)
Multi Jet Fusion technology was developed by Hewlett Packard and works with a sweeping arm which deposits a layer of powder and then another arm equipped with inkjets which selectively applies a binder agent over the material. The inkjets also deposit a detailing agent around the binder to ensure precise dimensionality and smooth surfaces. Finally, the layer is exposed to a burst of thermal energy that causes the agents to react.
Direct Metal Laser Sintering (DMLS)
DMLS is basically the same as SLS, but uses metal powder instead. All unused powder remains as it is and becomes a support structure for the object. Unused powder can be re-used for the next print.
Due to of increased laser power, DMLS has evolved into a laser melting process. Read more about that and other metal technologies on our metal technologies overview page.
Sheet Lamination
Sheet lamination involves material in sheets which is bound together with external force. Sheets can be metal, paper or a form of polymer. Metal sheets are welded together by ultrasonic welding in layers and then CNC milled into a proper shape. Paper sheets can be used also, but they are glued by adhesive glue and cut in shape by precise blades.
Simplified schematics of ultrasonic sheet metal process (Image credit: Wikipedia from user Mmrjf3)Directed Energy Deposition
This process is mostly used in the metal industry and in rapid manufacturing applications. The 3D printing apparatus is usually attached to a multi-axis robotic arm and consists of a nozzle that deposits metal powder or wire on a surface and an energy source (laser, electron beam or plasma arc) that melts it, forming a solid object.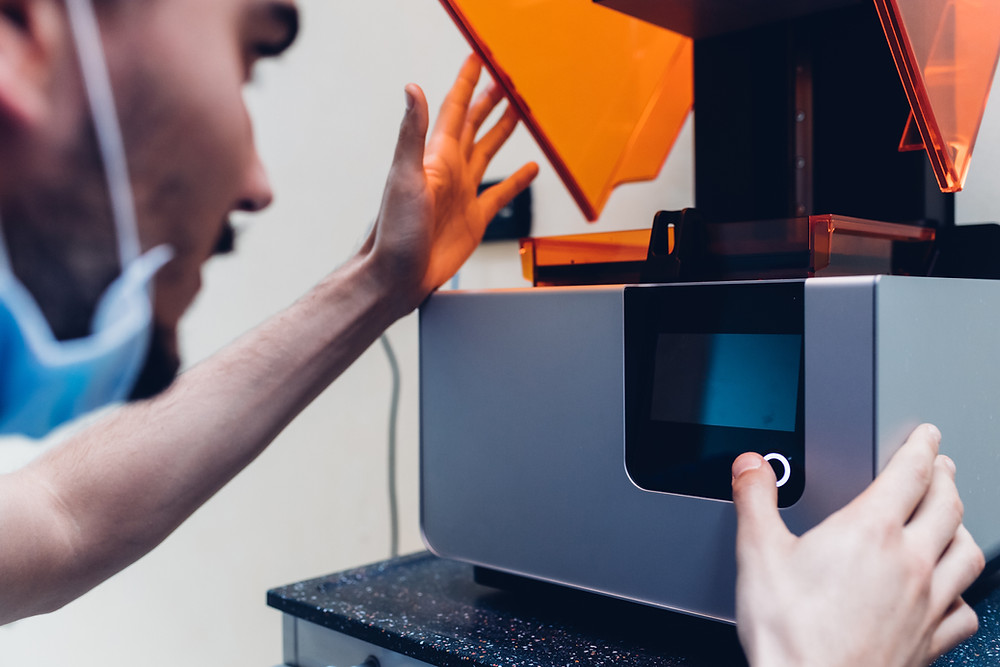
Materials
Multiple materials can be used in additive manufacturing: plastics, metals, concrete, ceramics, paper and certain edibles (e.g. chocolate). Materials are often produced in wire feedstock a.k.a. filament, powder form or liquid resin. Learn more about our featured materials on our materials page.
Services
Looking to implement 3D printing in your production process? Get a quote for a custom part or order samples on our 3D print service page.
25 (Unexpected) 3D Printing Use Cases
For years, hype around 3D printing captured audiences in the mainstream press. With visions of a future including a 3D printer in every home, these predictions were light on details and ultimately most did not come to fruition. However, the possibilities of 3D printing were undeniable, despite the youth of the technology and the relatively low number of use cases that were viable in the past.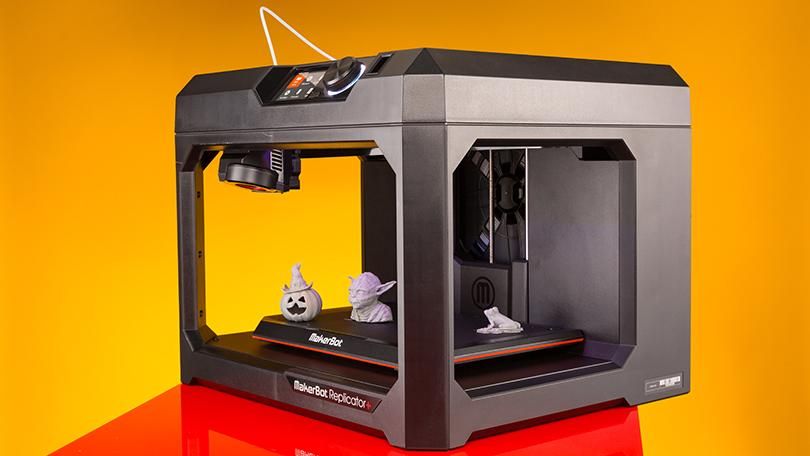
The initial hype masked legitimate and growing business applications for 3D printing. With a proliferation of high-performance desktop and benchtop machines being introduced into the market, we are now seeing a broader variety of businesses expanding their product offerings and delivering better results to customers.
What can you do with a 3D printer? Read on to discover 25 (often unexpected) 3D printing use cases that show the broad scope of possible applications for the technology.
Report
A new industry report that compares how recent and early adopters are using 3D printing for their business, and explores future trends of the technology.
3D printing can add enormous value to supply chains, unlocking a broad spectrum of production applications. The technology is growing more workable and affordable, with companies able to bring additive manufacturing in-house to support processes on the factory floor. New, resilient 3D printing materials are opening opportunities for the production of high precision, functional 3D prints that can stand in for final parts, offering customization opportunities that help designers radically push the boundaries of high-performance cars. Industrial design studio Vital Auto has put all of this technology to work creating high-fidelity prototypes and concept cars, rapidly working through iterations using a variety of advanced tools, including a large fleet of in-house 3D printers.
Industrial design studio Vital Auto has put all of this technology to work creating high-fidelity prototypes and concept cars, rapidly working through iterations using a variety of advanced tools, including a large fleet of in-house 3D printers.
“We've used 3D printing from day one. We wanted to introduce it to our manufacturing processes, not only to reduce costs, but to give the customer more diversity with their designs and their ideas,” said Design Engineer Anthony Barnicott.
The automotive industry has seen the value additive manufacturing can add to multiple touch points in the creation of automobiles. This means going well beyond rapid prototyping to include:
- Creating custom, complex, and high-performance parts
- Producing tooling and manufacturing aids
- Manufacturing replacement parts and spare parts on demand
- Cutting costs and lead times by up to 90% compared to outsourcing
See How Concept Cars Are Created
Recent advancements in 3D printing technology have started to fundamentally change the audio industry, meaning that digital printing of custom fit ear devices for the audiology, noise protection, and consumer audiology industries has never been so affordable.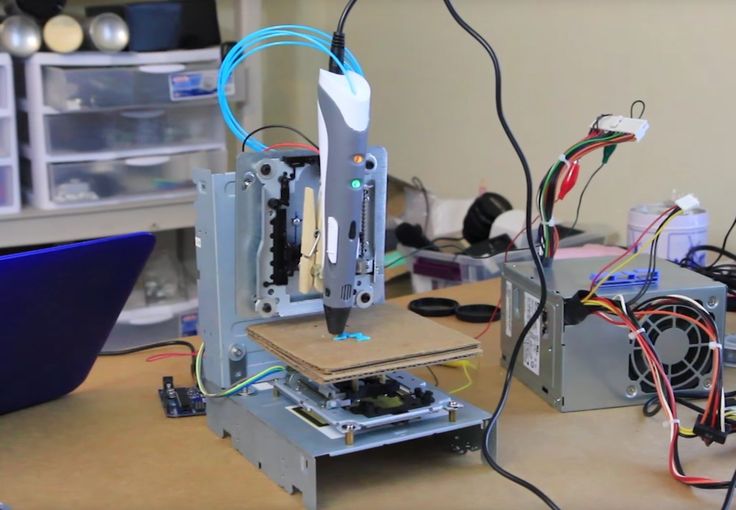 In recent years, 3D printing manufacturers have brought skin-safe biocompatible materials to market, allowing for in-house production of ear models and headphone tips.
In recent years, 3D printing manufacturers have brought skin-safe biocompatible materials to market, allowing for in-house production of ear models and headphone tips.
Custom fit offers a unique individual listening experience built around the earphone fitting exactly in the customers ear. This gives a secure fit that removes any possibility of earphones falling out of the ear, in addition to improved comfort and noise isolation.
“We are very excited about the concept of custom fit to deliver a custom experience to further enhance immersive listening. Formlabs shares Sennheiser’s drive for innovation – and improving the customer experience through this prototype is a testament to that mindset.”
Sennheiser Director AMBEO Immersive Audio, Veronique Larcher
The challenges that come with customized manufacturing can be overcome through the combination of Formlabs' disruptive printing technology and mobile scanning coupled with machine learning. This means customers can have easy access to custom fit earphones, with lead times reduced from four days to next day delivery or even same day.
This means customers can have easy access to custom fit earphones, with lead times reduced from four days to next day delivery or even same day.
Learn More About 3D Printing in Audiology
restor3D tools being printed, along side their final form.
Ten years ago, few people were talking about the huge impact 3D printing would have on the medical industry, from helping create advanced medical devices to patient-specific surgical guides. One company no one saw coming was restor3d, who leverages 3D printing capabilities to drastically improve surgical care by printing procedure-specific polymer instrumentation tailored to cervical spine implants.
With a fleet of over 25 Formlabs 3D printers in its production line, restor3D is already printing the next generation of surgical tools. For surgeons using these tools, this procedure-specific, single packed sterile instrumentation system results in:
- Replacement of large, expensive surgical trays.
- Ability to iterate designs and quickly introduce new tools or features based on surgeon preferences.
- Dramatic reduction of supply chain and sterilization costs for hospitals.
Read How restor3d Is Creating Next Generation Tools
As much as 3D printing technology has developed in the past few years, there are even more high-impact, use cases currently in development. 3D printed organs is one of them.
Being able to easily create new organs has for decades been a dream for scientists working in regenerative medicine. While it remains in its early stages, the use of the 3D workflow to produce organic tissue eligible for transplant is bearing early fruit.
Dr. Sam Pashneh-Tala from the University of Sheffield is leading the way. His research uses high-precision desktop stereolithography (SLA) 3D printing to enable the production of tissue-engineered blood vessels with a variety of geometries. This will allow for patient-specific vascular graft designs, improved surgical options, and provides a unique testing platform for new vascular medical devices for those suffering from cardiovascular disease—which is currently the number one cause of death worldwide.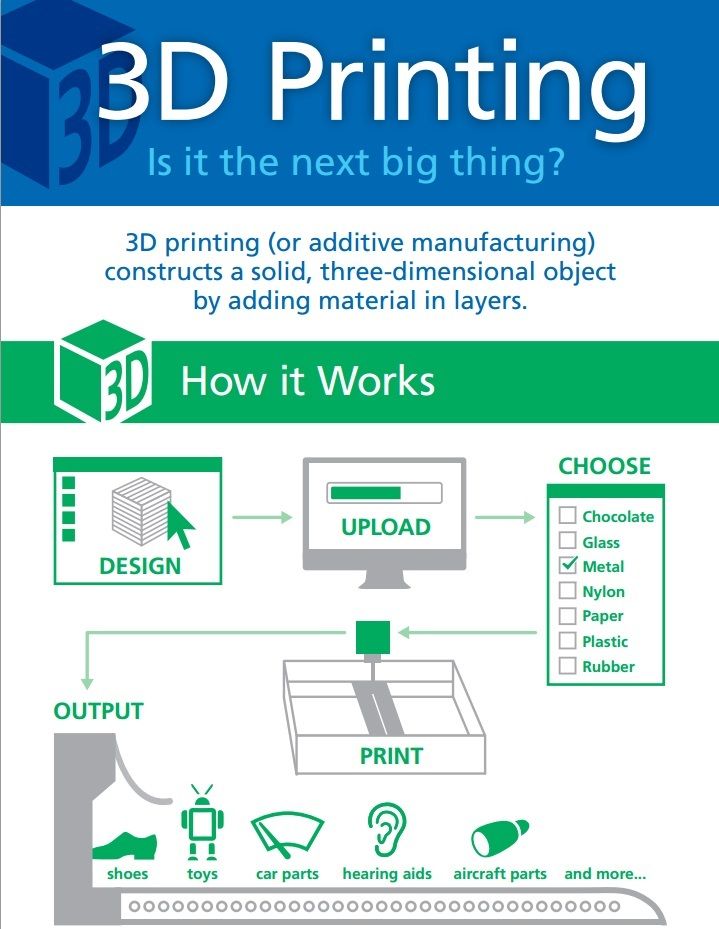
“My differentiator is that I’m able to create blood vessels with geometries that are more closely matched to those found in the body. This offers the potential for improved surgical options and even patient-matched blood vessel designs. Without access to high-precision, affordable 3D printing, creating these shapes would not be possible, ” said Dr. Pashneh-Tal.
Read About Tissue Engineering
The reconstruction of the three cities in the two different time periods consisted of over 650 segments, which were printed using Formlabs White Resin, each measuring 12x12cm.
As an industry already based on geometric design, prototyping, and modeling, architecture stands to gain enormously from advances in 3D printing technology.
On top of saving time during model production, the 3D printed models allow architects to anticipate the effects of certain design features with much greater certainty, e.g., by seeing a model produced with a fuller complement of materials, an architect can measure aspects such a light flow through the structure with higher precision.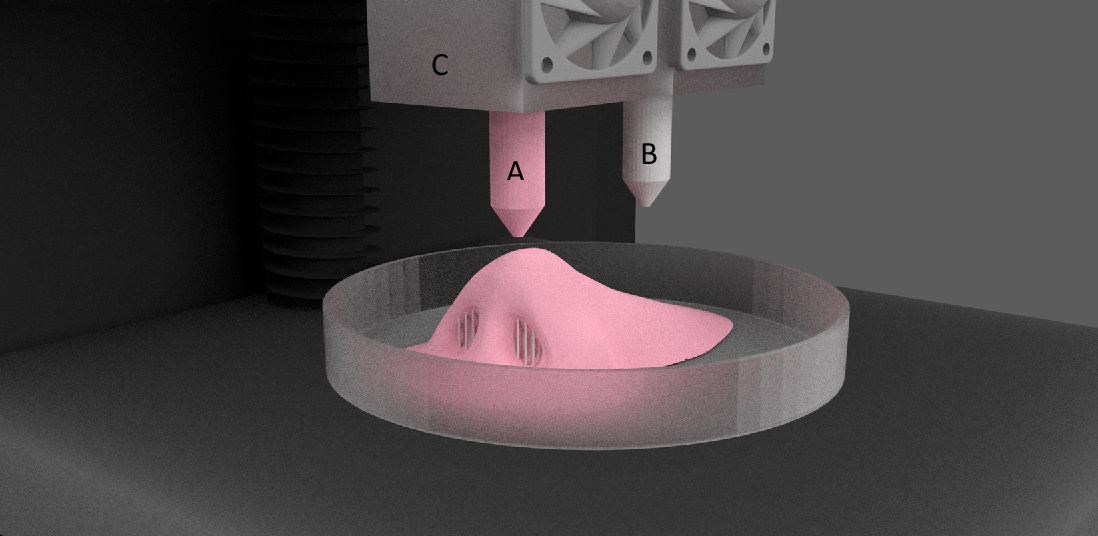
But 3D printing’s use case goes beyond a single model: some firms are recreating entire towns. Institute of Architecture at the Hochschule Mainz - University of Applied Sciences. The result is an extraordinary exhibition that showcases six large-scale models of the cities, in the years 800 and 1250 AD. The models consist of over 650 parts, all of which were created using SLA 3D printing technology.
Learn About the Reconstruction of Medieval German Cities
The 990S TripleCell and the FuelCell Echo Triple.
The sport-footwear industry has long relied on technology to optimize the performance of their products, and with the digital workflow they have more options than ever in customization.
Large brands like New Balance, Adidas, and Nike, having recognized the power of additive manufacture, intend to mass produce custom midsoles made from 3D printed materials. As in other industries, the digital workflow will augment traditional methods of manufacture here—critical, highly-customized components of each product will be entrusted to the 3D printing, and the rest left to traditional means.
Given the unique properties required for footwear, New Balance worked with Formlabs to create a custom printing material which could resist the daily wear and tear faced by an athletic shoe. Shoe materials experience a variety of environments, with the additional need to withstand various levels of pressure thousands of times per day. Designed to create springy, resilient lattice structures, Rebound Resin has a much higher energy return, tear strength, and elongation than any other Formlabs material. Rebound Resin is strong enough to be used in gaskets, seals, and automotive interiors, but light and flexible enough for the sole of a shoe.
“One of the things that’s really exciting for us is that it provides a very different experience for the runner.”
Katherine Petrecca, General Manager of Footwear at the Innovation Design Studio, New Balance
See the 3D Printed New Balance Shoe
3D printing has already been integrated into the production of Hollywood films and is widely used for practical visual effects and costuming.
Whereas the creation of film's most fantastic creatures once required meticulous handcraft, the increased deadline pressure and time demands of modern moviemaking have made a quicker method of creating practical effects vital. Effects studios like Aaron Sims Creative now use a hybridized approach, practical effect-making enhanced by the digital workflow, to create new opportunities for collaboration and cut lead times on bringing ideas to life.
“The Demogorgon was one of the first prints that we did using our Formlabs 3D printers, and we were amazed. Before that, we had always outsourced printing. So to be able to grow it in-house, and see a design that we helped create from the very beginning printed right in front of us, was kind of an amazing thing. It was like going back to the days when we used to sculpt with clay,” said Aaron Sims.
Read About How Aaron Sims Creative Builds Their Worlds
3D printing's artistic potential is not limited to physical artwork. It also has the power to bring entirely new dimensions to forms like dance and music. Given the design freedom inherent in 3D printing, even the most complex or unique instruments can be modified or created from scratch, at a fraction of the price of traditionally made instruments.
Given the design freedom inherent in 3D printing, even the most complex or unique instruments can be modified or created from scratch, at a fraction of the price of traditionally made instruments.
Having been around for centuries and barely changing, the violin’s form is recognizable to all. Violin music has evolved to such a high level that the instrument has attained an almost legendary status in our culture. But Formlabs engineer Brian Chan challenged himself to create a fully-functional acoustic violin, using a 3D printer and Formlabs White Resin.
Get an Inside Look at Design Process
3D scanning, CAD, and 3D printing have been used to restore the works of some of history's most famous artists, returning works by the likes of Michelangelo and da Vinci to their former glory.
Art restoration projects can be enhanced by combining 3D printing and 3D scanning, two powerful technologies that allow builders to take physical objects, turn them into three dimensional shapes, make changes or restorations, and re-print the parts.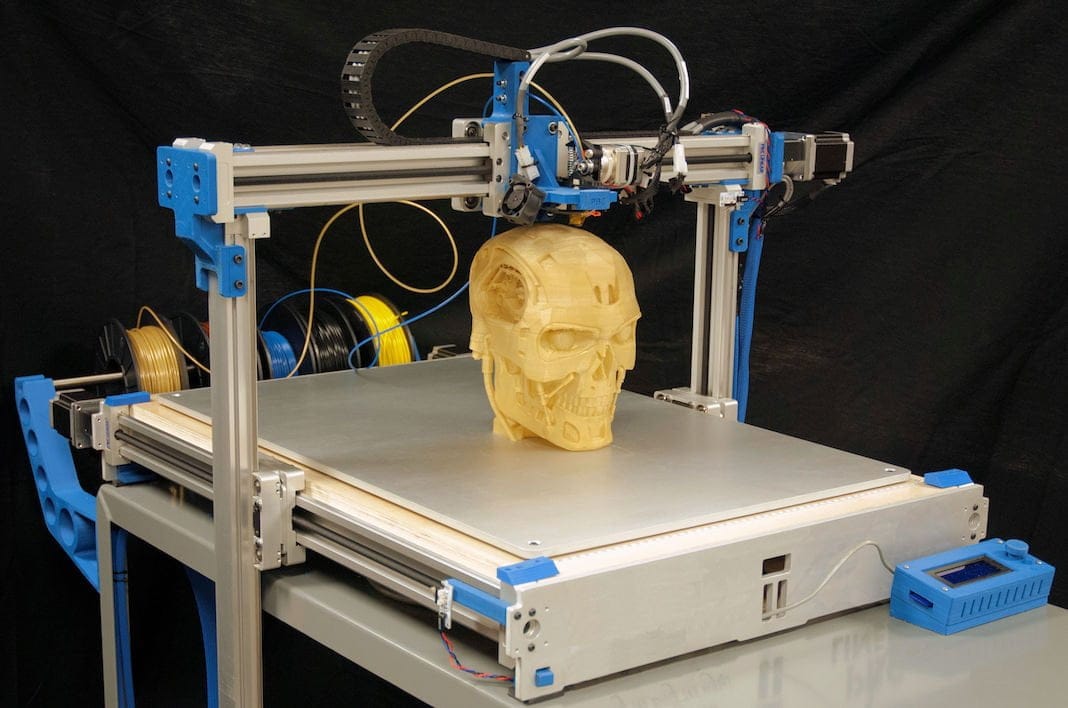
Mattia Mercante uses 3D replication to replace lost pieces of sculptures and fine artworks at the world-renowned Opificio institute in Florence, allowing museum visitors to experience the art as the artists intended.
For one 17th-century reliquary, Mercante scanned intricate frame details from elsewhere on the piece using an HP 3D Structured Light Scanner, and then replicated the missing pieces on a Formlabs 3D printer. The prints were painted to appear identical to the original decorations. Best of all, the restoration required minimum CAD modeling, and was fast and affordable compared to hand craft.
Learn More About Art Restoration
3D printing has as much potential utility in reconstruction as it does in production. The work of a forensic artist is often made difficult by incomplete evidence. Digital technologies can be of tremendous use in legal investigations and can augment the abilities of forensic artists to reconstruct accurate models of persons of interest or victims.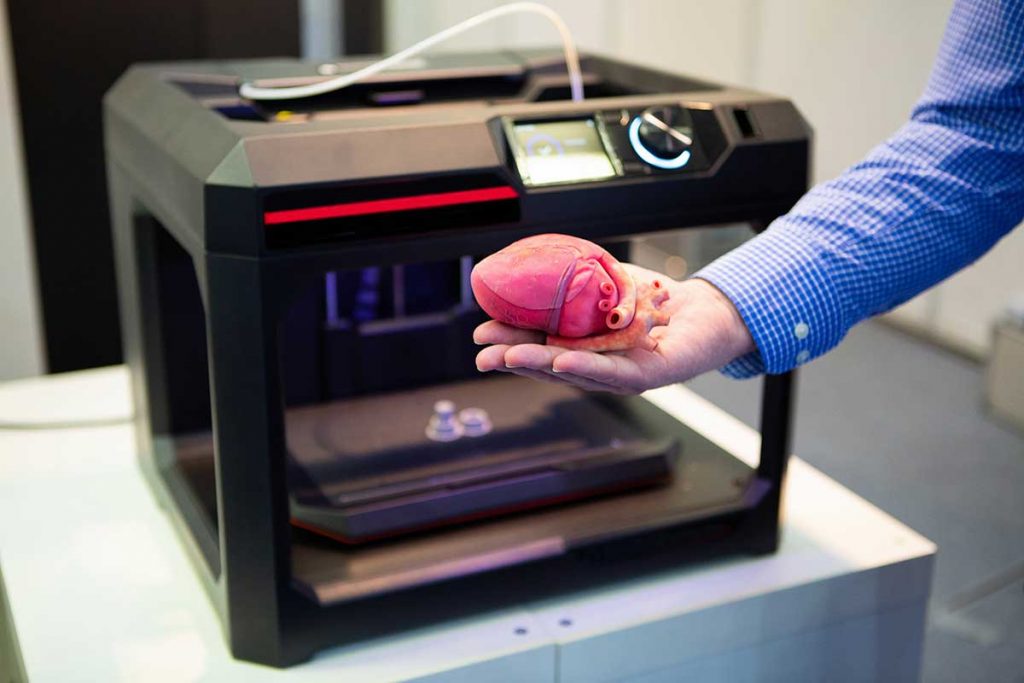
The digital workflow here involves turning CT scans into 3D prints to aid in identification. For instance, when investigators find just part of a skull as evidence, a printer can model and replicate the complete sample.
Reconstructions of the appearance of crime victims have already played a key role in attaining justice, proving once again the utility of 3D printing beyond considerations of design and productive efficiency.
Just like 3D printing can be used for preoperative planning, CT scans of crime victims can help detectives get up-close to bones. Digital CT scan and X-ray data of remains can be used to produce 3D-printed replicas of various body parts. Then, the pathologist can determine the full circumstances of a crime, from the number of participants to the nature of the weapon used.
Learn More About Solving Crime
3D printing's impact is not limited to improving workflows or enabling rapid prototyping. It can also change lives directly. With 30 million people worldwide in need of artificial limbs and braces, there is hope that 3D printing can provide new solutions where cost and specification have traditionally been hurdles.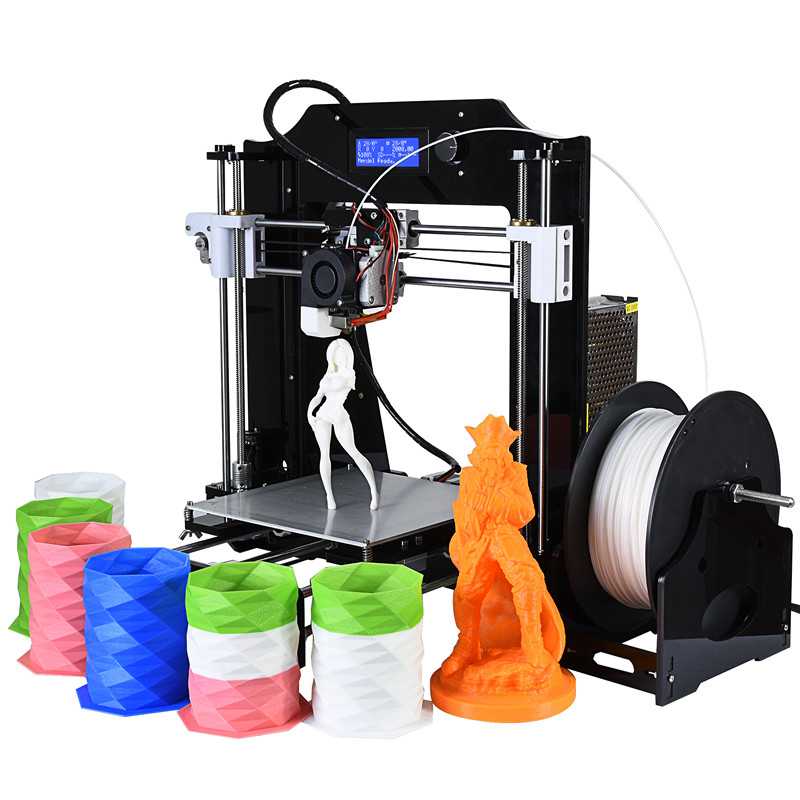
3D printing can provide an affordable alternative that, like many related advances in medicine, can provide therapy that is much more closely tailored to a patient's needs. The affordability and customizability of 3D printing techniques can profoundly alter the quality of life for the better for those suffering from injury or disability, as we saw in this story of a father and son.
We saw this type of innovation first hand with Matej’s and Mateja’s son Nik, who was suffering from cerebral palsy. Matej set out with a simple goal: to enable Nik to walk. Months of research and development followed, resulting in a custom-made, 3D printed orthosis that provides support and correction exactly where Nik needs them, which finally helped him take his first steps independently. Watch the full video above and read their story.
Beyond prosthetics which return lost function to a user’s body, it is possible to 3D print devices which are, in some ways, even better than the limbs they are replacing.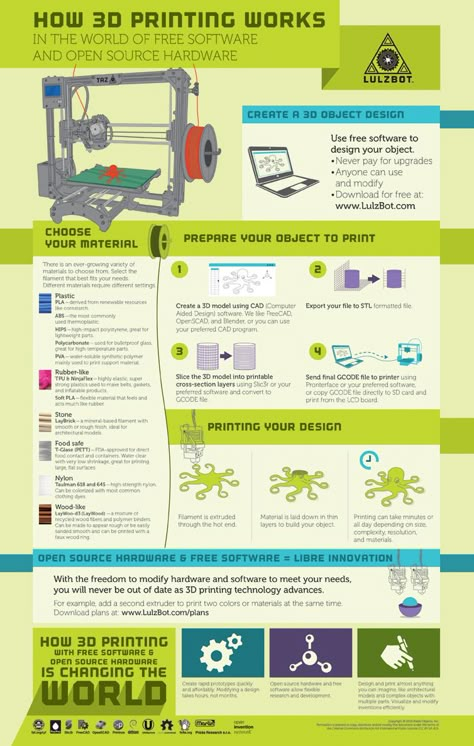 With 3D printing, this is no longer a future possibility about bionetic, robo-cop like body parts, but part of the latest in cutting-edge prosthetic production. Some firms, such as Psyonic, are already delivering advanced prosthetics.
With 3D printing, this is no longer a future possibility about bionetic, robo-cop like body parts, but part of the latest in cutting-edge prosthetic production. Some firms, such as Psyonic, are already delivering advanced prosthetics.
Arm Wrestling With A Bionic Hand
Maybe people think of 3D printing as producing smaller items which you can hold. In recent years, firms have been exploring manufacture-scale additive workflows that can produce much larger functional components. In the last few years, various initiatives have gotten underway to create houses and larger structures that are entirely the product of 3D printing, opening new frontiers in sustainable living and construction.
3D printing technique gives freedom of form to architects, even with previously less malleable building materials like concrete. More broadly speaking, it allows fully sustainable and energy-efficient homes to be built that also meet modern comfort standards. Construction by this means could be entirely waste-free, as well as less expensive and environmentally costly as traditional methods.
While you will not be moving into a 3D printed house on the near horizon, you can experience 3D printed construction projects today. The MX3D Bridge in Amsterdam is currently open to foot traffic. According to dezzen.com, the “structure used 4,500 kilograms of stainless steel, which was 3D-printed by robots in a factory over a period of six months before being craned into position over the canal this year.”
Source: www.dezeen.com
Read More About the 3D Printed Bridge
With one of the highest barriers-to-entry of any industry in the world, space travel is ripe for 3D printing innovation. Lowering prototyping costs for expensive, space-specific tools and machines will lower costs and allow smaller companies to help innovate in space.
Aerospace startup Relativity has tested the creation of aluminum rocket engines using additive manufacturing. If successful, this application would sharply reduce the costs and practical difficulties of space travel, opening up the field to new business and to a vast potential for growth.
Masten Space Systems is another changemaker for 3D printing in the aerospace industry: founded in 2004, the company specializes in vertical takeoff and vertical landing rocketry. The company is launching a mission to the moon in 2022 as part of the NASA Commercial Lunar Payload Services (CLPS) Project. Using Formlabs 3D printers, Masten produced plastic rocket engines for R&D testing.
The company has experience in 3D printing in both plastics and metals--they’ve even helped develop new custom metals for their NASA Tipping Point project. “We really like 3D printed rocket engines because they enable you to do a lot of things that you can't do in a traditional manufacturing process. In our goal to drive down costs and increase our effectiveness, we started looking at how we could use the Stereolithography printers, particularly once Ceramic Resin and High Temp Resin were released. Those have some rather attractive engineering properties for seeing if we could actually use them in a rocket,” Matthew Kuhns, chief engineer at Masten, said.
Formlabs’ High Temp Resin and Rigid 10K Resin are examples of materials with optimal engineering properties for aerospace applications. High Temp Resin is designed for functional prototyping in high heat applications while Rigid 10K Resin is the stiffest material in our engineering portfolio, making it suitable for industrial-grade prototypes.
Read More About Masten Space Systems
Origin Labs, within the Innovation Hub, will have a space dedicated to 3D printing for students and the broader community.
Most institutions of higher education are focused on preparing their students for the workforce of the future. The Pennsylvania State University is focused on the current workforce as well and has recently invested millions of dollars into building the Eric J. Barron Innovation Hub, which serves the public as well as the University community.
The Appalachian mountain range in western and central Pennsylvania has historically been the center of the nation’s coal mining industry, and enjoyed a solid and prosperous economy in the first half of the twentieth century because of it. As global and domestic economies shifted away from coal, the Appalachian region suffered, with a higher rate of joblessness and one of the lowest household income rates in the country, as reported by the Appalachian Regional Commission.
As global and domestic economies shifted away from coal, the Appalachian region suffered, with a higher rate of joblessness and one of the lowest household income rates in the country, as reported by the Appalachian Regional Commission.
Over the last two decades, leadership at the local and state levels have sought to change that through investments in manufacturing, education, and technology. The Appalachian Regional Commission offers $1 million grants to “support educational opportunities and institutions, especially by connecting skill development and workforce training with local and regional business interests and opportunities.”
As additive manufacturing rapidly expands in a wide range of businesses (as seen in this blog post!), hiring managers are looking for employees trained in working in digital spaces and fluent in CAD. Universities are looking to address this market lead by creating large and well funded innovation hubs.
See the Investment the Pennsylvania State University is Making
Besides training tomorrow’s workforce in CAD and 3D printing, universities are starting to see the benefits of deploying 3D printers across a wide range of educational disciplines.
At UMass Lowell, that meant modernizing its sculpting and 3D design courses for the 21st century. Enter Yuko Oda, who joined the university in 2017 and got started by ordering a multitude of 3D printers, including a Formlabs SLA machine.
Yuko is able to take her passion for art and technology into the classroom, currently teaching sculpture, 3D modeling and animation, and interactive media. Most students know that they’re required to understand 3D animation and 3D modeling for future careers in various fields, including sculpture design for cinema. For studio artists, 3D modeling has become an essential skill.
“Students sculpt a 3D model, import it into Zbrush, then print in various resins, including Clear Resin. The ability for Formlabs machines to show intricacies that were modified in Zbrush is unparalleled when compared to other printers in the lab.”
Yuko Oda
One of the most promising new developments in sculpture is the integration of 3D printing and Virtual Reality (VR). This is especially salient for students intimidated by 3D design. VR is rapidly reducing barriers for 3D design, allowing artists and students to create with their hands in programs such as Oculus Medium. Yuko has taught 8th graders how to create a 3D object in 30 minutes in VR, and then print the artwork on a 3D printer. Even for seasoned sculptors, VR reduces the time it takes to go from an idea to a physical object, potentially opening up new areas of experimental art.
This is especially salient for students intimidated by 3D design. VR is rapidly reducing barriers for 3D design, allowing artists and students to create with their hands in programs such as Oculus Medium. Yuko has taught 8th graders how to create a 3D object in 30 minutes in VR, and then print the artwork on a 3D printer. Even for seasoned sculptors, VR reduces the time it takes to go from an idea to a physical object, potentially opening up new areas of experimental art.
Learn How How UMass Lowell Integrates Art and Technology
While caretakers at ZooTampa were performing a routine check-up on a 25-year-old great hornbill, they found a lesion at the base of the bird’s casque, the yellow helmet-like growth on top of the head. Further examination determined that the bird, named Crescent, was suffering from life-threatening cancer.
The cancer, located near the bird's skull, couldn't be removed because it housed part of the bird's sinuses. The team wanted to know if they could remove the casque, and replace it with a 3D printed replica designed specifically for this bird. Patient-specific prosthetics and devices have been used before in human procedures, but never for a great hornbill. Would it be possible, and if so, which materials would be safe for the bird?
Patient-specific prosthetics and devices have been used before in human procedures, but never for a great hornbill. Would it be possible, and if so, which materials would be safe for the bird?
ZooTampa says the successful 3D-printed “replacement beak,” was created using BioMed White Resin. This material is an opaque white material for biocompatible applications requiring long-term skin contact or short-term mucosal contact. Special among Formlabs SLA 3D printing materials, this medical-grade material is validated for short-term tissue, bone, and dentin contact.
3D Printing and Veterinary Medicine
During the COVID-19 pandemic and following supply chain crises of 2021/22, many firms turned to 3D printing to help keep machines online and products rolling off the factory floor. The expanded use of in-house 3D printing to create end-use parts, such as replacement parts for machines, has made additive manufacturing a key tool to address supply chain problems.
Formlabs commissioned the 2022 3D Printing Applications Report to better understand what, if anything, has changed recently among 3D printing users. The report demonstrates the shift in attitudes around 3D printing from an R&D and prototyping tool to an invaluable manufacturing technology needed to meet evolving consumer preferences and overcome supply chain challenges. Whether working to ease supply chain constraints, creating limited run products, or personalizing devices, businesses have been forced to rethink how they produce goods to meet customer demand.
The report demonstrates the shift in attitudes around 3D printing from an R&D and prototyping tool to an invaluable manufacturing technology needed to meet evolving consumer preferences and overcome supply chain challenges. Whether working to ease supply chain constraints, creating limited run products, or personalizing devices, businesses have been forced to rethink how they produce goods to meet customer demand.
End-use parts printed on the Fuse 1.
An IR sensor purge printed on the Fuse 1 in Nylon 12 Powder.
Building 3D printers is always an engineering challenge. Packing industrial-grade performance into an affordable, sleek desktop machine requires years of engineering and design work. This was especially true of Formlabs’ much anticipated selective laser sintering (SLS) 3D printer, the Fuse 1.
One of the tools Formlabs engineers used to prototype parts was the Fuse 1 itself. But the use of 3D printing didn’t stop at prototyping. Today, every single Fuse 1 unit shipped to customers contains multiple production parts printed directly on a Fuse 1 using Nylon 12 Powder.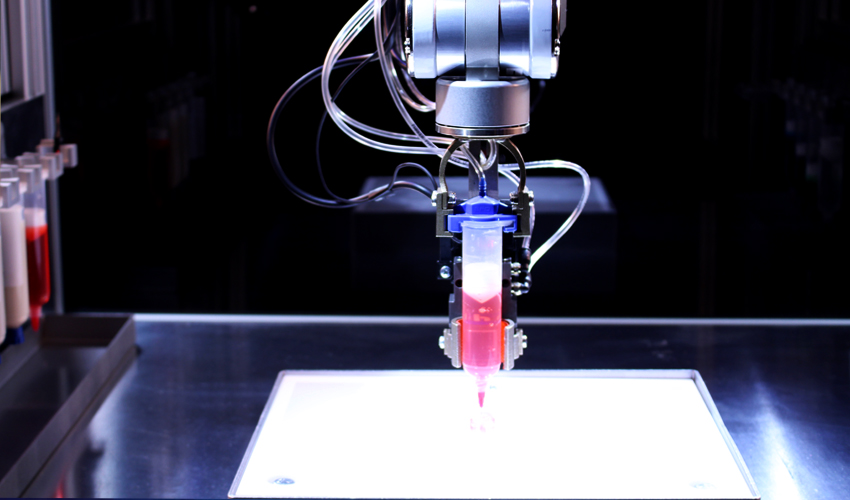
Using the Fuse 1 SLS printer to prototype and create end-use parts offered three main advantages, according to Seth Berg, the engineer program manager overseeing the Fuse 1:
- The design freedom to create complex parts without internal support structures.
- Reducing supply chains by prototyping and creating end-use parts in-house.
- Eliminating outsourcing to achieve an affordable solution for small-batch production with a proven, versatile Nylon 12 material.
To see how the team did this, and which end-use parts on the 3D printer and 3D printers, watch the video below.
In May of 2020, Forbes ran an article titled: How 3D Printing Test Swabs Will Help Fulfill America's Shortage. They noted that the 3D printing industry has come together to tackle the COVID-19 swab shortage head on, with Formlabs, HP, Origin, Carbon, Desktop Metal and more working to ramp up swab production.
The impact of the COVID-19 pandemic required a global, concerted response. Through collaborating with USF and Northwell, Formlabs enabled a solution that has been deployed worldwide. With the accessible design, affordable equipment, and validated processes, the swab design enabled over forty million COVID tests in twenty five countries. Over the last year, Formlabs 3D printers have continued being used by governments and healthcare providers to improve patient testing and care. This global solution is just one example of how the agility of 3D printing can benefit the public good.
Through collaborating with USF and Northwell, Formlabs enabled a solution that has been deployed worldwide. With the accessible design, affordable equipment, and validated processes, the swab design enabled over forty million COVID tests in twenty five countries. Over the last year, Formlabs 3D printers have continued being used by governments and healthcare providers to improve patient testing and care. This global solution is just one example of how the agility of 3D printing can benefit the public good.
We saw this happen dramatically in Singapore, where Eye-2-Eye Communications ramped swab production to over 30,000 swabs per day to help keep the city safe.
“It has not only been an excellent opportunity to showcase the advantages of 3D printing for rapid design and development but it has also shown Formlabs effectiveness in being able to mass produce products in very short timeframes. Also, as we see spikes in cases across the globe it is reassuring to know we can scale our production relatively easily to meet demand if required,”said Chief Executive Officer of Eye-2-Eye Communications, Miles Podmore.
One controller with buttons printed on the Fuse 1 (left), and another with buttons injected molded (right).
One problem with creating custom aftermarket parts is these orders are typically low volume, and need to evolve in response to product updates by the original manufacturers. But with the rise of in-house 3D printing, custom manufacturing has sprouted in multiple industries.
Battle Beaver Customs is focused on delivering a premier gaming experience through custom gaming controllers. Their modifications make the controllers more responsive and more competitive, allowing players to increase their gaming potential and reach peak performance across a range of games. Rapid prototyping with the Fuse 1 SLS 3D printer allows Battle Beaver Customs to quickly change their mount and button designs. When building custom consumer products, quick turnaround times can pay dividends for businesses looking to stay ahead of their competitors. According to Head of Research and Design at Battle Beaver Customs, Michael Crunelle, the “Fuse 1 has been great for being able to make changes quickly, from concept to end-use part. Our competitors can’t keep up with us."
Our competitors can’t keep up with us."
JetBoatPilot, a marine parts and accessories manufacturer, has built a reputation as an authority in the industry by creating aftermarket products that improve the performance and low speed handling of jet powered boats.
JetBoatPilot utilizes the Form 3 SLA and Fuse 1 selective laser sintering (SLS) 3D printers to prototype and manufacture aftermarket parts. A newly designed and now top performing product, the Lateral Thruster 2.0, was designed and manufactured on the Fuse 1. Equipped with the Fuse 1 and Nylon 12 Powder, JetBoatPilot was able to cut costs by 6x compared to their previous manufacturing methods.“I probably would have made that (aluminum version) retail price somewhere in the $400 dollar range, maybe even $600 dollar range, if I really had pushed it. I wouldn't have sold nearly as many at $600. But now I'm selling it for $199 and the customer is happy as they can be. And I'm twenty times the cost of goods,” says JetBoatPilot founder Will Owens.
With 928 stores spanning across 48 countries, Lush Cosmetics is a retailer known globally for making creative and crowd pleasing products such as Massage Bars, Body Butters, Bath Bombs and more, attributes its success to being able to respond quickly to trends and customer demand.
To bring new, industry defining, highly-detailed cosmetics to life, Lush needed to turn to 3D printing for much more than prototyping new shapes. They’ve invested in a next-generation additive manufacturing center for mold creation, tooling, and end-use parts.
The Lush Cosmetics team vacuum forms using 3D printed molds in-house.
“We use our Formlabs 3D printers for a mix of mold creation, custom tooling, and end-use parts. We’re a reactive business and having this capability in-house means we don’t need to share designs externally as we own everything in the product development process,” said Damien Carter, Innovation Lab Manager at Lush Cosmetics.
See How Lush Cosmetics Operates
3D printing is unleashing new possibilities and business opportunities, such as mass customization. What used to be too complex, prohibitively expensive, or impractical to produce with traditional methods is available at no extra cost with digital technologies, giving full control to designers and opening the door for fully customizable consumer products to become a reality.
What used to be too complex, prohibitively expensive, or impractical to produce with traditional methods is available at no extra cost with digital technologies, giving full control to designers and opening the door for fully customizable consumer products to become a reality.
A good example of this is Gillette’s Razor Maker™, which gives customers the opportunity to customize the handle of their razor by picking various designs, colors, or adding custom text.
“For Gillette, piloting Razor Maker™ represents a crucial step in our customization journey where new technology and new business models must come together in order to deliver products that are as unique as our consumers,” said Donato Diez, global brand manager for Gillette and Razor Maker™
Learn How Gillette Uses 3D Printing to Unlock Consumer Personalization
White Paper
This guide will provide manufacturers with insights into the different approaches to customization, how to choose the most applicable approach, and more.
Download the White Paper
Dentistry has also been one of the most prominent drivers of 3D printing investment, desktop 3D printers are an increasingly common sight in dental labs and practices. As a matter of fact, the popular clear aligners, thermoformed on 3D printed molds, are possibly the single most successful use of 3D printing we've seen to date.
Over the past ten years, 3D printing has so advanced in dental that now no new dental labs are opening without using some form of digital dentistry. With materials so good they can 3D print permanent crowns, full dentures, and more.
3D printing technologies thrive in an environment where our unique bodies require custom solutions. As a result, the dental industry is going through a rapid digital transformation with digital workflows bringing increased efficiency, consistently high quality, and lower costs to dental labs and practices.
Five Ways 3D Printing Has Redefined the Dental Industry
Next time you’re out for a night on the town, keep your eyes peeled for our next unexpected 3D printing use-case: 3D printing is coming to custom glasses frames.
Marcus Marienfeld AG set themselves apart from conventional glass frames, using different and unique production techniques to create their frames. Recently they started integrating selective laser sintering (SLS) 3D printing into the production line for frames in their Swiss workshop for printing end-use parts and rapid tooling for forming titanium.
“You get very inventive and imaginative when you have a 3D printer in-house. I can do things with little effort that I wouldn't otherwise try," said Marcus Marienfeld.
See the 3D Printed Glasses
Visualizing 3D printing-driven changes in the way things are made does not require the feats of imagination it once did. As workflows have developed over the last several years and gained footholds in various industries, we are beginning to see that revolutionary potential demonstrated.
From dentistry and across healthcare to consumer goods, architecture, and manufacturing, the public is interacting more and more with the end products of 3D printing. Making custom parts cost-efficient, cutting lead times and overheads, and empowering customers by bringing them closer to the products they want—we can only expect the influence of 3D printing to continue expanding.
Making custom parts cost-efficient, cutting lead times and overheads, and empowering customers by bringing them closer to the products they want—we can only expect the influence of 3D printing to continue expanding.
Explore Formlabs 3D Printers
3D printing for "dummies" or "what is a 3D printer?"
- 1 3D printing term
- 2 3D printing methods
- 2.1 Extrusion printing
- 2.2 Melting, sintering or gluing
- 2.3 Stereolithography
- 2.4 Lamination
- 3 Fused Deposition Printing (FDM)
- 3.1 Consumables
- 3.2 Extruder
- 3.3 Working platform
- 3.4 Positioners
- 3.5 Control
- 3.6 Varieties of FDM printers
- 4 Laser stereolithography (SLA)
- 4.1 Lasers and projectors
- 4.
 2 Cuvette and resin
2 Cuvette and resin - 4.3 Types of stereolithographic printers
3D printing term
The term 3D printing has several synonyms, one of which quite briefly and accurately characterizes the essence of the process - "additive manufacturing", that is, production by adding material. The term was not coined by chance, because this is the main difference between multiple 3D printing technologies and the usual methods of industrial production, which in turn received the name "subtractive technologies", that is, "subtractive". If during milling, grinding, cutting and other similar procedures, excess material is removed from the workpiece, then in the case of additive manufacturing, material is gradually added until a solid model is obtained.
Soon 3D printing will even be tested on the International Space Station
Strictly speaking, many traditional methods could be classified as "additive" in the broad sense of the word - for example, casting or riveting. However, it should be borne in mind that in these cases, either the consumption of materials is required for the manufacture of specific tools used in the production of specific parts (as in the case of casting), or the whole process is reduced to joining ready-made parts (welding, riveting, etc.). In order for the technology to be classified as “3D printing”, the final product must be built from raw materials, not blanks, and the formation of objects must be arbitrary - that is, without the use of forms. The latter means that additive manufacturing requires a software component. Roughly speaking, additive manufacturing requires computer control so that the shape of final products can be determined by building digital models. It was this factor that delayed the widespread adoption of 3D printing until the moment when numerical control and 3D design became widely available and highly productive.
However, it should be borne in mind that in these cases, either the consumption of materials is required for the manufacture of specific tools used in the production of specific parts (as in the case of casting), or the whole process is reduced to joining ready-made parts (welding, riveting, etc.). In order for the technology to be classified as “3D printing”, the final product must be built from raw materials, not blanks, and the formation of objects must be arbitrary - that is, without the use of forms. The latter means that additive manufacturing requires a software component. Roughly speaking, additive manufacturing requires computer control so that the shape of final products can be determined by building digital models. It was this factor that delayed the widespread adoption of 3D printing until the moment when numerical control and 3D design became widely available and highly productive.
3D printing techniques
3D printing technologies are numerous, and there are even more names for them due to patent restrictions. However, you can try to divide technologies into main areas:
However, you can try to divide technologies into main areas:
Extrusion printing
This includes methods such as deposition deposition (FDM) and multi-jet printing (MJM). This method is based on the extrusion (extrusion) of consumables with the sequential formation of the finished product. As a rule, consumables consist of thermoplastics or composite materials based on them.
Melting, sintering or bonding
This approach is based on bonding powdered material together. Formation is done in different ways. The simplest is gluing, as is the case with 3D inkjet printing (3DP). Such printers deposit thin layers of powder onto the build platform, which are then selectively bonded with a binder. Powders can be made up of virtually any material that can be ground to a powder—plastic, wood, metal.
This model of James Bond's Aston Martin was successfully printed on Voxeljet's SLS printer and blown up just as successfully during the filming of Skyfall instead of the expensive original
sintering (SLS and DMLS) and smelting (SLM), which allow you to create all-metal parts. As with 3D inkjet printing, these devices apply thin layers of powder, but the material is not glued together, but sintered or melted using a laser. Laser sintering (SLS) is used to work with both plastic and metal powders, although metal pellets usually have a more fusible shell, and after printing they are additionally sintered in special ovens. DMLS is a variant of SLS installations with more powerful lasers that allow sintering metal powders directly without additives. SLM printers provide not just sintering of particles, but their complete melting, which allows you to create monolithic models that do not suffer from the relative fragility caused by the porosity of the structure. As a rule, printers for working with metal powders are equipped with vacuum working chambers, or they replace air with inert gases. Such a complication of the design is caused by the need to work with metals and alloys subject to oxidation - for example, with titanium.
As with 3D inkjet printing, these devices apply thin layers of powder, but the material is not glued together, but sintered or melted using a laser. Laser sintering (SLS) is used to work with both plastic and metal powders, although metal pellets usually have a more fusible shell, and after printing they are additionally sintered in special ovens. DMLS is a variant of SLS installations with more powerful lasers that allow sintering metal powders directly without additives. SLM printers provide not just sintering of particles, but their complete melting, which allows you to create monolithic models that do not suffer from the relative fragility caused by the porosity of the structure. As a rule, printers for working with metal powders are equipped with vacuum working chambers, or they replace air with inert gases. Such a complication of the design is caused by the need to work with metals and alloys subject to oxidation - for example, with titanium.
Stereolithography
How an SLA printer works
Stereolithography printers use special liquid materials called "photopolymer resins". The term "photopolymerization" refers to the ability of a material to harden when exposed to light. As a rule, such materials react to ultraviolet irradiation.
The term "photopolymerization" refers to the ability of a material to harden when exposed to light. As a rule, such materials react to ultraviolet irradiation.
Resin is poured into a special container with a movable platform, which is installed in a position near the surface of the liquid. The layer of resin covering the platform corresponds to one layer of the digital model. Then a thin layer of resin is processed by a laser beam, hardening at the points of contact. At the end of illumination, the platform together with the finished layer is immersed to the thickness of the next layer, and illumination is performed again.
Lamination
Laminating (LOM) 3D printers workflow
Some 3D printers build models using sheet materials - paper, foil, plastic film.
Layers of material are glued on top of each other and cut to the contours of the digital model using a laser or a blade.
These machines are well suited for prototyping and can use very cheap consumables, including regular office paper. However, the complexity and noise of these printers, coupled with the limitations of the models they produce, limit their popularity.
However, the complexity and noise of these printers, coupled with the limitations of the models they produce, limit their popularity.
Fused Deposition Modeling (FDM) and Laser Stereolithography (SLA) are the most popular 3D printing methods used in the home and office.
Let's take a closer look at these technologies.
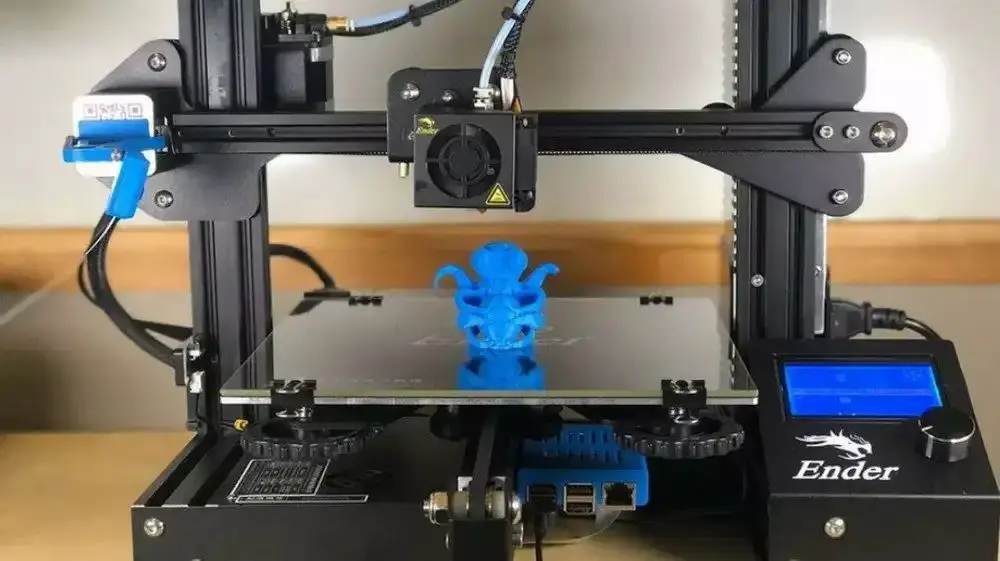
Fused Deposition Printing (FDM)
FDM is perhaps the simplest and most affordable 3D construction method, which makes it very popular.
High demand for FDM printers is driving device and consumable prices down rapidly, along with technology advances towards ease of use and improved reliability.
Consumables
ABS filament spool and finished model
FDM printers are designed to print with thermoplastics, which are usually supplied as thin filaments wound on spools. The range of "clean" plastics is very wide. One of the most popular materials is polylactide or "PLA plastic". This material is made from corn or sugar cane, which makes it non-toxic and environmentally friendly, but makes it relatively short-lived. ABS plastic, on the other hand, is very durable and wear-resistant, although it is susceptible to direct sunlight and can release small amounts of harmful fumes when heated. Many plastic items that we use on a daily basis are made from this material: housings for household appliances, plumbing fixtures, plastic cards, toys, etc.
This material is made from corn or sugar cane, which makes it non-toxic and environmentally friendly, but makes it relatively short-lived. ABS plastic, on the other hand, is very durable and wear-resistant, although it is susceptible to direct sunlight and can release small amounts of harmful fumes when heated. Many plastic items that we use on a daily basis are made from this material: housings for household appliances, plumbing fixtures, plastic cards, toys, etc.
In addition to PLA and ABS, printing is possible with nylon, polycarbonate, polyethylene and many other thermoplastics that are widely used in modern industry. More exotic materials are also possible, such as polyvinyl alcohol, known as "PVA plastic". This material dissolves in water, which makes it very useful for printing complex geometric patterns. But more on that below.
Model made from Laywoo-D3. Changing the extrusion temperature allows you to achieve different shades and simulate annual rings
It is not necessary to print with homogeneous plastics. It is also possible to use composite materials imitating wood, metals, stone. Such materials use all the same thermoplastics, but with impurities of non-plastic materials.
It is also possible to use composite materials imitating wood, metals, stone. Such materials use all the same thermoplastics, but with impurities of non-plastic materials.
So, Laywoo-D3 consists partly of natural wood dust, which allows you to print "wooden" products, including furniture.
The material called BronzeFill is filled with real bronze, and models made from it can be ground and polished, achieving a high similarity to products made from pure bronze.
One has only to remember that thermoplastics serve as a binding element in composite materials - they determine the thresholds of strength, thermal stability and other physical and chemical properties of finished models.
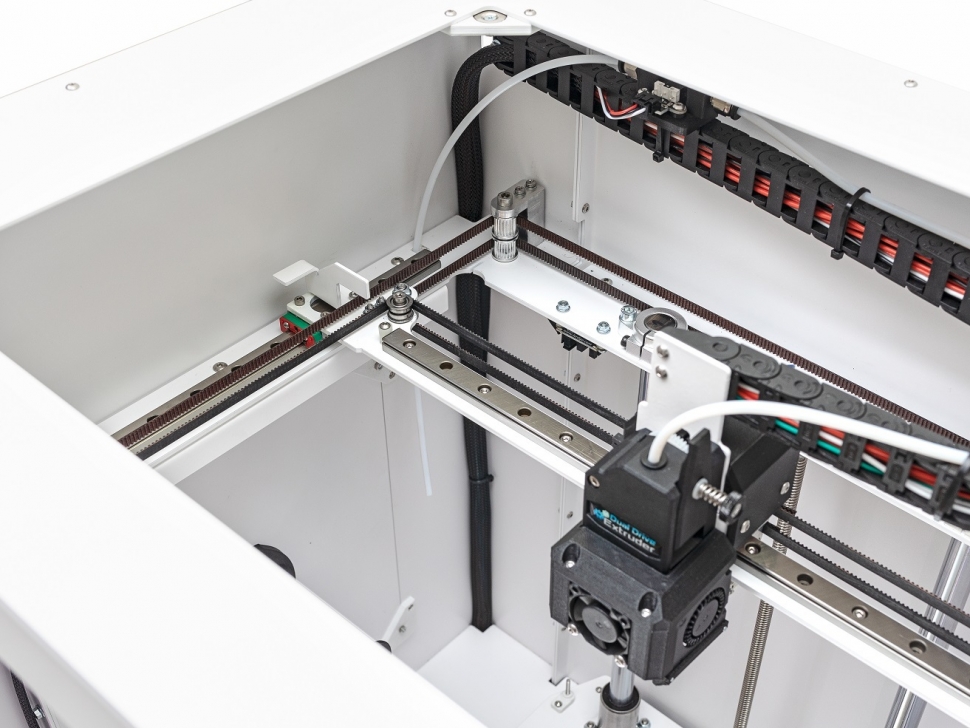
Extruder
Extruder - FDM print head. Strictly speaking, this is not entirely true, because the head consists of several parts, of which only the feed mechanism is directly "extruder". However, by tradition, the term "extruder" is commonly used as a synonym for the entire print assembly.
FDM extruder general design
The extruder is designed for melting and applying thermoplastic thread. The first component is the thread feed mechanism, which consists of rollers and gears driven by an electric motor. The mechanism feeds the thread into a special heated metal tube with a small diameter nozzle, called a “hot end” or simply a “nozzle”. The same mechanism is used to remove the thread if a change of material is needed.
The hot end is used to heat and melt the thread fed by the puller. As a rule, nozzles are made from brass or aluminum, although more heat-resistant, but also more expensive materials can be used. For printing with the most popular plastics, a brass nozzle is quite enough. The “nozzle” itself is attached to the end of the tube with a threaded connection and can be replaced with a new one in case of wear or if a change in diameter is necessary. The nozzle diameter determines the thickness of the molten filament and, as a result, affects the print resolution.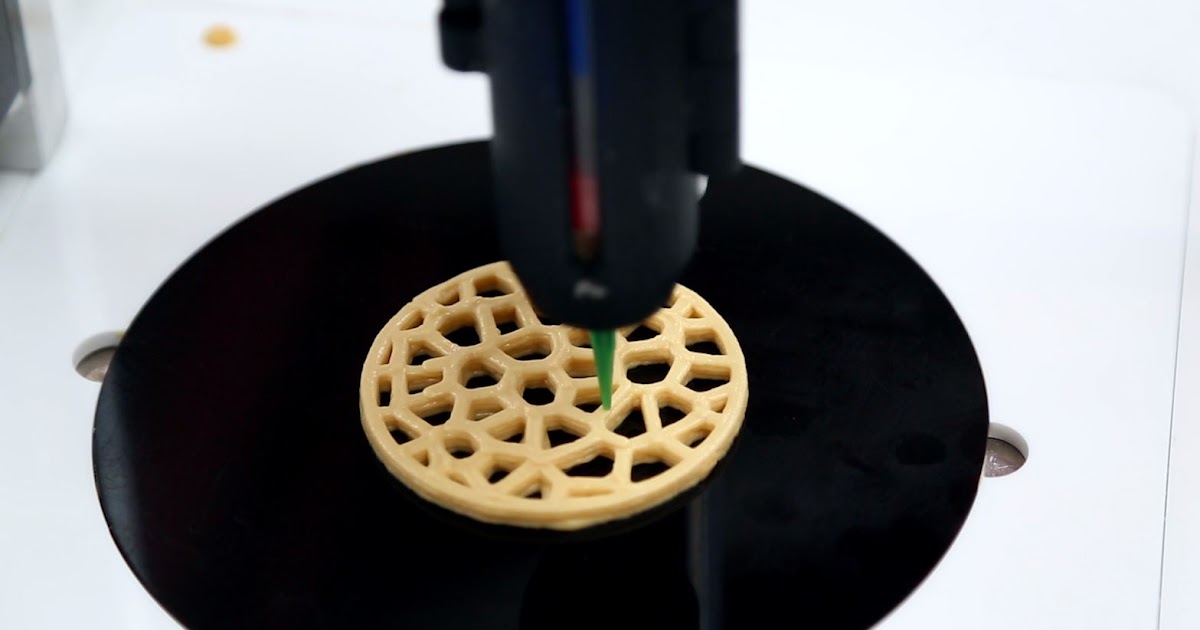 The heating of the hot end is controlled by a thermistor. Temperature control is very important, because when the material is overheated, pyrolysis can occur, that is, the decomposition of plastic, which contributes both to the loss of the properties of the material itself and to clogging of the nozzle.
The heating of the hot end is controlled by a thermistor. Temperature control is very important, because when the material is overheated, pyrolysis can occur, that is, the decomposition of plastic, which contributes both to the loss of the properties of the material itself and to clogging of the nozzle.
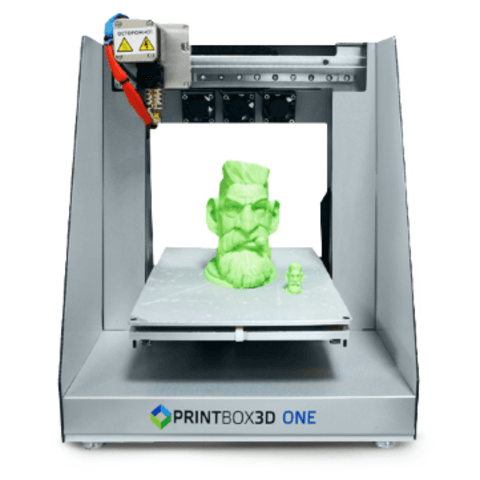
PrintBox3D One FDM Printer Extruder
To prevent the filament from melting too early, the top of the hot end is cooled by heatsinks and fans. This point is of great importance, since thermoplastics that pass the glass transition temperature significantly expand in volume and increase the friction of the material with the walls of the hot end. If the length of such a section is too long, the pulling mechanism may not have enough strength to push the thread.
The number of extruders may vary depending on the purpose of the 3D printer. The simplest options use a single print head. The dual extruder greatly expands the capabilities of the device, allowing you to print one model in two different colors, as well as using different materials. The last point is important when building complex models with overhanging structural elements: FDM printers cannot print “over the air”, since the applied layers require support. In the case of hinged elements, temporary support structures have to be printed, which are removed after printing is completed. The removal process is fraught with damage to the model itself and requires accuracy. In addition, if the model has a complex structure with internal cavities that are difficult to access, building conventional supports may not be practical due to the difficulty in removing excess material.
The last point is important when building complex models with overhanging structural elements: FDM printers cannot print “over the air”, since the applied layers require support. In the case of hinged elements, temporary support structures have to be printed, which are removed after printing is completed. The removal process is fraught with damage to the model itself and requires accuracy. In addition, if the model has a complex structure with internal cavities that are difficult to access, building conventional supports may not be practical due to the difficulty in removing excess material.
Finished model with PVA supports (white) before and after washing
In such cases, the same water-soluble polyvinyl alcohol (PVA) comes in handy. Using a dual extruder, you can build a model from waterproof thermoplastic using PVA to create supports.
After printing, PVA can be simply dissolved in water and a complex product of perfect quality can be obtained.
Some FDM printers can use three or even four extruders.
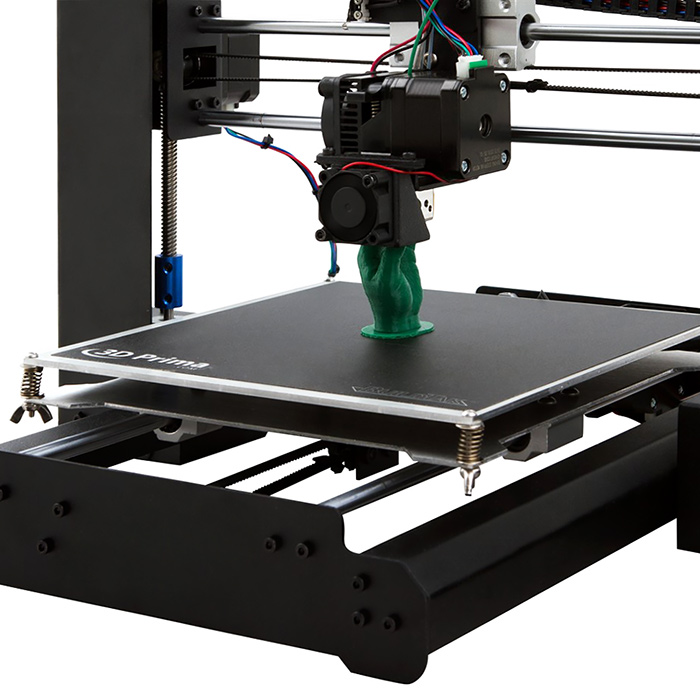
Working platform
Heated platform covered with removable glass work table
Models are built on a special platform, often equipped with heating elements. Preheating is required for a wide range of plastics, including the popular ABS, which are subject to a high degree of shrinkage when cooled. The rapid loss of volume by cold coats compared to freshly applied material can lead to model distortion or delamination. The heating of the platform makes it possible to significantly equalize the temperature gradient between the upper and lower layers.
Heating is not recommended for some materials. A typical example is PLA plastic, which requires a fairly long time to harden. Heating PLA can lead to deformation of the lower layers under the weight of the upper ones. When working with PLA, measures are usually taken not to heat up, but to cool the model.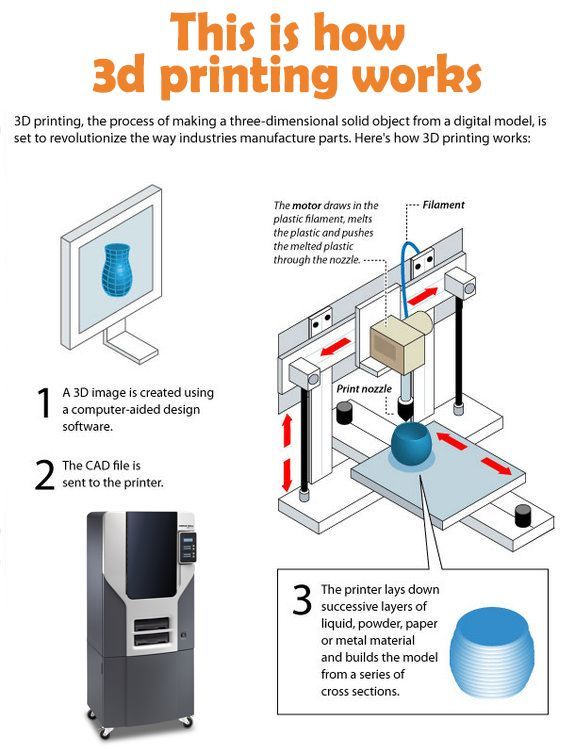 Such printers have characteristic open cases and additional fans blowing fresh layers of the model.
Such printers have characteristic open cases and additional fans blowing fresh layers of the model.
Calibration screw for work platform covered with blue masking tape
The platform needs to be calibrated before printing to ensure that the nozzle does not hit the applied layers and move too far causing air-to-air printing resulting in plastic vermicelli. The calibration process can be either manual or automatic. In manual mode, calibration is performed by positioning the nozzle at different points on the platform and adjusting the platform inclination using the support screws to achieve the optimal distance between the surface and the nozzle.
As a rule, platforms are equipped with an additional element - a removable table. This design simplifies the cleaning of the working surface and facilitates the removal of the finished model. Stages are made from various materials, including aluminum, acrylic, glass, etc. The choice of material for the manufacture of the stage depends on the presence of heating and consumables for which the printer is optimized.
For a better adhesion of the first layer of the model to the surface of the table, additional tools are often used, including polyimide film, glue and even hairspray! But the most popular tool is inexpensive, but effective masking tape. Some manufacturers make perforated tables that hold the model well but are difficult to clean. In general, the expediency of applying additional funds to the table depends on the consumable material and the material of the table itself.
Positioning mechanisms
Scheme of operation of positioning mechanisms
Of course, the print head must move relative to the working platform, and unlike conventional office printers, positioning must be carried out not in two, but in three planes, including height adjustment.
Positioning pattern may vary. The simplest and most common option involves mounting the print head on perpendicular guides driven by stepper motors and providing positioning along the X and Y axes.
Vertical positioning is carried out by moving the working platform.
On the other hand, it is possible to move the extruder in one plane and the platforms in two.
SeemeCNC ORION Delta Printer
One option that is gaining popularity is the delta coordinate system.
Such devices are called "delta robots" in the industry.
In delta printers, the print head is suspended on three manipulators, each of which moves along a vertical rail.
The synchronous symmetrical movement of the manipulators allows you to change the height of the extruder above the platform, and the asymmetric movement causes the head to move in the horizontal plane.
A variant of this system is the reverse delta design, where the extruder is fixed to the ceiling of the working chamber, and the platform moves on three support arms.
Delta printers have a cylindrical build area, and their design makes it easy to increase the height of the working area with minimal design changes by extending the rails.
In the end, everything depends on the decision of the designers, but the fundamental principle does not change.
Control
Typical Arduino-based controller with add-on modules
The operation of the FDM printer, including nozzle and platform temperature, filament feed rate, and stepper motors for positioning the extruder, is controlled by fairly simple electronic controllers. Most controllers are based on the Arduino platform, which has an open architecture.
The programming language used by printers is called G-code (G-Code) and consists of a list of commands executed in turn by the 3D printer systems. G-code is compiled by programs called "slicers" - standard 3D printer software that combines some of the features of graphics editors with the ability to set print options through a graphical interface. The choice of slicer depends on the printer model. RepRap printers use open source slicers such as Skeinforge, Replicator G and Repetier-Host. Some companies make printers that require proprietary software.
Some companies make printers that require proprietary software.
Program code for printing is generated using slicers
As an example, we can mention Cube printers from 3D Systems. There are companies that offer proprietary software but allow third-party software, as is the case with the latest generation of MakerBot 3D printers.
Slicers are not intended for 3D design per se. This task is done with CAD editors and requires some 3D design skills. Although beginners should not despair: digital models of a wide variety of designs are offered on many sites, often even for free. Finally, some companies and individuals offer 3D design services for custom printing.
Finally, 3D printers can be used in conjunction with 3D scanners to automate the process of digitizing objects. Many of these devices are designed specifically to work with 3D printers. Notable examples include the 3D Systems Sense handheld scanner and the MakerBot Digitizer handheld desktop scanner.
MakerBot Replicator 5th Generation FDM Printer with built-in control module on the top of the frame
The user interface of a 3D printer can consist of a simple USB port for connecting to a personal computer. In such cases, the device is actually controlled by the slicer.
The disadvantage of this simplification is a rather high probability of printing failure when the computer freezes or slows down.
A more advanced option includes an internal memory or memory card interface to make the process standalone.
These models are equipped with control modules that allow you to adjust many print parameters (such as print speed or extrusion temperature). The module may include a small LCD display or even a mini-tablet.
Varieties of FDM printers
Professional Stratasys Fortus 360mc FDM printer that allows printing with nylon
FDM printers are very, very diverse, ranging from the simplest home-made RepRap printers to industrial installations capable of printing large-sized objects.
Stratasys, founded by Scott Crump, the inventor of FDM technology, is a leader in the production of industrial installations.
You can build the simplest FDM printers yourself. Such devices are called RepRap, where "Rep" indicates the possibility of "replication", that is, self-reproduction.
RepRap printers can be used to print custom built plastic parts.
Controller, rails, belts, motors and other components can be easily purchased separately.
Of course, assembling such a device on your own requires serious technical and even engineering skills.
Some manufacturers make it easy by selling DIY kits, but these kits still require a good understanding of the technology. RepRap Printers
And, despite their "homemade nature", RepRap printers are quite capable of producing models with quality at the level of expensive branded counterparts.
Ordinary users who do not want to delve into the intricacies of the process, but require only a convenient device for household use, can purchase a ready-made FDM printer.
Many companies are focusing on the development of the consumer market segment, offering 3D printers for sale that are ready to print “right out of the box” and do not require serious computer skills.
3D Systems Cube consumer 3D printer
The most famous example of a consumer 3D printer is the 3D Systems Cube.
While it doesn't boast a huge build area, ultra-fast print speed, or unsurpassed model build quality, it's easy to use, affordable, and safe: This printer has received the necessary certification to be used even by children.
Mankati FDM printer demonstration: http://youtu.be/51rypJIK4y0
Laser Stereolithography (SLA)
Stereolithographic 3D printers are widely used in dental prosthetics
Stereolithographic printers are the second most popular and widespread after FDM printers.
These units deliver exceptional print quality.
The resolution of some SLA printers is measured in a matter of microns - it is not surprising that these devices quickly won the love of jewelers and dentists.
The software side of laser stereolithography is almost identical to FDM printing, so we will not repeat ourselves and will only touch on the distinctive features of the technology.
Lasers and projectors
Projector illumination of a photopolymer model using Kudo3D Titan DLP printer as an example
The cost of stereolithography printers is rapidly declining due to growing competition due to high demand and the use of new technologies that reduce the cost of construction.
Although the technology is generically referred to as "laser" stereolithography, most recent developments use UV LED projectors for the most part.
Projectors are cheaper and more reliable than lasers, do not require the use of delicate mirrors to deflect the laser beam, and have higher performance. The latter is explained by the fact that the contour of the whole layer is illuminated as a whole, and not sequentially, point by point, as is the case with laser options. This variant of the technology is called projection stereolithography, "DLP-SLA" or simply "DLP". However, both options are currently common - both laser and projector versions.
This variant of the technology is called projection stereolithography, "DLP-SLA" or simply "DLP". However, both options are currently common - both laser and projector versions.
Cuvette and resin
Photopolymer resin is poured into a cuvette
A photopolymer resin that looks like epoxy is used as consumables for stereolithography printers. Resins can have a variety of characteristics, but they all share one key feature for 3D printing applications: these materials harden when exposed to ultraviolet light. Hence, in fact, the name "photopolymer".
When polymerized, resins can have a wide variety of physical characteristics. Some resins are like rubber, others are hard plastics like ABS. You can choose different colors and degrees of transparency. The main disadvantage of resins and SLA printing in general is the cost of consumables, which significantly exceeds the cost of thermoplastics.
On the other hand, stereolithography printers are mainly used by jewelers and dentists who do not need to build large parts but appreciate the savings from fast and accurate prototyping. Thus, SLA printers and consumables pay for themselves very quickly.
Thus, SLA printers and consumables pay for themselves very quickly.
Example of a model printed on a laser stereolithographic 3D printer
Resin is poured into a cuvette, which can be equipped with a lowering platform. In this case, the printer uses a leveling device to flatten the thin layer of resin covering the platform just prior to irradiation. As the model is being made, the platform, together with the finished layers, is “embedded” in the resin. Upon completion of printing, the model is removed from the cuvette, treated with a special solution to remove liquid resin residues and placed in an ultraviolet oven, where the final illumination of the model is performed.
Some SLA and DLP printers work in an "inverted" scheme: the model is not immersed in the consumable, but "pulled" out of it, while the laser or projector is placed under the cuvette, and not above it. This approach eliminates the need to level the surface after each exposure, but requires the use of a cuvette made of a material transparent to ultraviolet light, such as quartz glass.
The accuracy of stereolithographic printers is extremely high. For comparison, the standard for vertical resolution for FDM printers is considered to be 100 microns, and some variants of SLA printers allow you to apply layers as thin as 15 microns. But this is not the limit. The problem, rather, is not so much in the accuracy of lasers, but in the speed of the process: the higher the resolution, the lower the print speed. The use of digital projectors allows you to significantly speed up the process, because each layer is illuminated entirely. As a result, some DLP printer manufacturers claim to be able to print with a vertical resolution of one micron!
Video from CES 2013 showing Formlabs Form1 stereolithography 3D printer in action: http://youtu.be/IjaUasw64VE
Stereolithography Printer Options
Formlabs Form1 Desktop Stereolithography Printer
As with FDM printers, SLA printers come in a wide range in terms of size, features and cost. Professional installations can cost tens if not hundreds of thousands of dollars and weigh a couple of tons, but the rapid development of desktop SLA and DLP printers is gradually reducing the cost of equipment without compromising print quality.
Professional installations can cost tens if not hundreds of thousands of dollars and weigh a couple of tons, but the rapid development of desktop SLA and DLP printers is gradually reducing the cost of equipment without compromising print quality.
Models such as the Titan 1 promise to make stereolithographic 3D printing affordable for small businesses and even home use at around $1,000. Formlabs' Form 1 is available now for a factory selling price of $3,299.
The developer of the DLP printer Peachy generally intends to overcome the lower price barrier of $100.
The cost of photopolymer resins remains quite high, although the average price has fallen from $150 to $50 per liter in the last couple of years.
Of course, the growing demand for stereolithographic printers will stimulate the growth in the production of consumables, which will lead to further price reductions.
Go to the main page of the Encyclopedia of 3D printing
FDM 3D printing guide for beginners.
 Understanding Basic Terms
Understanding Basic Terms Getting started with 3D printers doesn't have to be intimidating. We have created this simple 3D printing guide for beginners to help all beginners understand the basic terms.
3D printing is a very general term. The media, especially mainstream marketing, portray 3D printing as the magical technology of the future, capable of reproducing complex objects.
But this approach makes it difficult to understand what 3D printing is from a technical point of view.
In reality, there are many different 3D printing technologies, but the most common for beginners is layer-by-layer modeling (FDM or FFF), which is the focus of this article.
Ender 3 V2 is one of the most popular hobbyist 3D printers.
FDM prints parts using thermoplastic, which is basically a filament of material that can melt, cool, and solidify. Details are built by stacking layers on top of each other.
This technology was created because people needed a way to quickly prototype parts. Even today, rapid prototyping is one of the biggest advantages of FDM and 3D printing in general. Not surprisingly, 3D printing is also gradually becoming a powerful manufacturing solution.
Even today, rapid prototyping is one of the biggest advantages of FDM and 3D printing in general. Not surprisingly, 3D printing is also gradually becoming a powerful manufacturing solution.
Before we get into the details of how FDM works, there is one more thing worth mentioning. If you have done some research on FDM, you may have noticed that some sources use the term "FFF" instead of FDM when referring to the technology. This is because FDM is a term originally patented by Stratasys and FFF is a non-proprietary generic abbreviation. Remember, this is the same technology, only the names are different. Today, most people use the term FDM.
FDM 3D printing. How it works?
- 3D printer control interface
- 3D printing plastic (filament)
- Extruder
- Hotend (hot end)
- Fan (cooler)
- Print platform (table)
- 3D printing
The easiest way to understand how FDM works is to study the details of an FDM 3D printer. However, before we get into the specifics, it's worth mentioning that most 3D printers can move in three axes: X, Y, and Z. The X and Y axes are responsible for moving left, right, forward, and backward, while the Z is responsible for vertical movement.
However, before we get into the specifics, it's worth mentioning that most 3D printers can move in three axes: X, Y, and Z. The X and Y axes are responsible for moving left, right, forward, and backward, while the Z is responsible for vertical movement.
Now let's look at the main components of a 3D printer:
Control interface : Some modern 3D printers have a touch screen that is used to control the 3D printer. On older printers, a simple LCD with physical scrolling and a click wheel may be present instead of a touch interface. Depending on the model, an SD card slot and a USB port may also be present.
Print Bed : The bed or table of a 3D printer is essentially the surface on which parts are made. Platforms are most often made with heating to improve the adhesion of the part, but more on that later.
Extruder(s) : The extruder is the component responsible for melting and progressively depositing the plastic filament to build the model.
The extruder actually consists of two subcomponents: hot and cold. The hot end or hot end contains a heater and nozzle that actually melts the filament, while the cold end consists of a motor, drive gears and other small components that push the filament into the hot end to melt.
There is a heatsink and a fan between the hot and cold ends because it is necessary that the cold end stays cold to avoid jamming.
In addition to the heatsink fan, there is usually at least one other fan designed to cool the molten filament after it exits the extruder - this is commonly referred to as the parts cooling fan.
Print head : one or more extruders are installed on the print head (standard 3D printers have one extruder). At the top of the print head is a tube that feeds filament into the print head.
How a 3D printer prints.
The process starts when you send the 3D model file to the printer. After starting a print job, the nozzle starts to heat up. When the nozzle reaches the temperature required to melt the filament, the extruder draws the filament into the hot end in preparation for deposition modeling.
When the nozzle reaches the temperature required to melt the filament, the extruder draws the filament into the hot end in preparation for deposition modeling.
The printer is now ready to 3D print the part. The print head descends onto the build surface (platform) and begins to fuse the filament, which cools and solidifies shortly after exiting the nozzle thanks to the part cooling fans.
Plastic is applied one layer at a time, and after one layer is completed, the print head moves up the Z-axis a short distance and the process is repeated until the part is completed.
Create, download and purchase 3D models.
Naturally, if you want to 3D print a part, you must have a 3D model of that part. 3D models are created using 3D modeling software commonly referred to as CAD (computer-aided design) software. Here are some examples of popular 3D modeling software:
- Autodesk's Fusion 360 (Free for non-commercial use)
- Blender (free of charge)
- ZBrush (paid, but free trial available)
However, most newcomers to 3D printing do not have the skills required to use such software. If so, don't worry because there are other solutions.
If so, don't worry because there are other solutions.
First, there are simpler CAD software options like Tinkercad, a program that almost anyone can use without any prior experience. This is an online application developed by Autodesk, one of the leading developers of CAD software.
Downloading files
With so many people having access to 3D printers in recent years, several sites have become repositories for 3D models.
Here are some of the most popular:
- Thingiverse (free)
- MyMiniFactory (many free, some paid)
- Cults3D (free and paid)
- CGTrader (some free and most paid)
- PrusaPrinters (all free)
So anyone can get their hands on a model without any modeling skills.
Model preparation.
3D models must be prepared for 3D printing using special software that translates the model into machine instructions. This is done using slicing software, also called a slicer. 3D models are imported into a slicer, which then actually "cuts" the model into layers. The resulting files consist of a G-code, which is essentially a long list of instructions that a 3D printer follows to build a model.
3D models are imported into a slicer, which then actually "cuts" the model into layers. The resulting files consist of a G-code, which is essentially a long list of instructions that a 3D printer follows to build a model.
G-code is the "language" of 3D printers and CNC machines. These files contain important parameters needed to create a model, such as print speed and temperature, wall thickness, infill percentage, layer height, and many others. In other words, 3D printing is impossible without G-code files!
Supports (support structures)
Another of the main functions of the slicer is the generation of support structures (supports). In particular, supports are needed for parts with attachments.
9The 0049 Slicer allows you to choose where to place the supports and how tight you want them to be. Some slicers even offer users the ability to select different types of support structures for easier removal or strength.Printer preparation.
Before you start printing on a 3D printer, there are a few mandatory steps to take:
Plastic loading: The extruder must be ready to extrude the filament before printing begins. The loading process begins with heating the hot end to the melt temperature, and then the filament is directly loaded into the heated extruder.
The loading process begins with heating the hot end to the melt temperature, and then the filament is directly loaded into the heated extruder.
Platform Leveling: In order for the printer to successfully print an object, the table must be as level as possible.
Depending on the printer, platform calibration can be performed manually, semi-automatically or automatically.
Platform leveling is very important because, for example, if the nozzle is too far from the table, the first and most important layer will not adhere to the surface, resulting in you not being able to print your object.
Materials for FDM 3D printing.
As we have already mentioned, FDM 3D printers use spools of plastic as part material. Filament is basically a thermoplastic specifically designed to melt and cool while maintaining its structural integrity.
3D printing filaments usually come in two diameters: 1.75mm and 3mm (or 2.85mm). Most 3D printers use 1.75 diameter plastic, which is why the variety of types and shades of 1. 75 filament significantly exceeds 2.85.
75 filament significantly exceeds 2.85.
We recommend that before you buy a 3D printer, be sure to clarify which filament it works with.
Converting the extruder from 2.85 to 1.75 is possible, but requires fiddling, time and additional accessories.
One of the best things about FDM 3D printers is that they can handle a wide range of plastics.
Here are just a few of the different types that are used in FDM 3D printing:
Standard:
- PLA
- ABS
- PETG
Engineering:
- Flexible (TPU, TPE)
- Nylon
- With additives (wood, metal, etc.)
- Polycarbonate (PC)
For supports:
- HIPS
- PVA
Among other things, FDM filament is one of the cheapest materials used in the world of 3D printing.
Post-processing of printed products.
Post-processing is the final steps you must take to complete your object.
Below we have listed some of the post-processing steps for a 3D printed part. You don't necessarily need to complete each of these steps.
Most often, post-processing is completed at the stage of removing supports.
Support Removal : After printing, support structures are mechanically removed by simply breaking them off. As a result, you can see marks left on the surface of the part.
If you have bought a 3D printer with two extruders, you can use special soluble plastics to print supports. In this case, you just need to place the object in water if you printed with PLA+PVA or in limonene if you printed with ABS+HIPS.
Sanding : Your part may still have imperfections (eg after removing supports). In this case, grinding comes into play. Light sanding of 3D printed parts can make the surface smoother.
Coloring : You will often print in one color. To add more colors, details or protection, you can paint your model!
Polishing or smoothing : Epoxy is one way to smooth the surface of a printed part. For ABS, an acetone steam bath is often used. Under the influence of acetone vapors, ABS begins to dissolve and, if this process is stopped in time, you will get a smooth and glossy part.
For ABS, an acetone steam bath is often used. Under the influence of acetone vapors, ABS begins to dissolve and, if this process is stopped in time, you will get a smooth and glossy part.
Gluing : If you want to print a large 3D model that won't fit in your printer's build chamber, you can print the part in two or more parts and then glue them together.
Common 3D printer problems.
Let's discuss some of the most common problems beginners may encounter when using a 3D printer.
Warp : This problem occurs due to temperature differences during the 3D printing process. 3D Print Delamination - 5 Tips and Tricks to Avoid Delamination.
Plastic bleed (snot) : Extra thin strands of plastic on your model may be caused by incorrect temperature or retraction settings. Some types of plastic, such as PETG, are more prone to free flow from the nozzle.
Nozzle Clog : Nozzle clogging is one of the most annoying problems of FDM 3D printers.