Quality control 3d printing
Additive Manufacturing Quality Controls | 3D Printing | Stratasys Direct
At Stratasys Direct Manufacturing, we maintain strict quality assurance guidelines to ensure that every part we produce fulfills customer needs and represents our industry-leading standards. We hold international certifications, AS9100 and ISO 9001, which demonstrate our ability to consistently provide parts that meet customer and regulatory requirements. We aim to enhance customer satisfaction through the effective application of a stringent system that ensures superb security and traceability of all parts produced in our facilities.
Quality assurance occurs during the incoming, in-process and final production stages of production for every part. The typical process a prototype may go through is detailed below:
Control from the Beginning
Quality assurance begins when a design is still a digital 3D model in CAD. Our expert project engineers help customers prioritize the elements of part quality they’re expecting while examining CAD 3D models. Project engineers may determine that there are elements of the preliminary design that need to be adjusted for an optimized build. This could include adjusting build orientation in order to avoid harsh layer lines or changing wall thickness to prevent warp.
Customer requirements are defined when an order is formalized. The level of quality assurance delivered to the customer is determined by the project’s application and the customer’s prioritization of cost, aesthetics, strength and materials. Once the part is approved for build, it’s tracked throughout the manufacturing process via a work order that holds all the pertinent details for the part.
quality assurance
Initial and Final Inspections
Post-build, every part is given an initial quality control (IQC) inspection. The standard six-point inspection includes measurement of the X, Y and Z dimensions, a visual inspection of the surface finish (overall aesthetics and intact features), a flatness or warp check, and a FOD (foreign objects or debris) check. This usually occurs before the part is post-processed (ex. painted or plated) and before it’s shipped.
This usually occurs before the part is post-processed (ex. painted or plated) and before it’s shipped.
After post-processing and before shipment, all parts are given final inspections from the Quality Control team. The six-point inspection is used again to ensure correct measurements and specifications. If the result of these inspections are aligned with the customer’s defined needs, the parts are packaged and shipped. If needed, we can include in the shipment a certificate of conformance, which certifies the parts meet customer specifications, and/or a material certificate to confirm the material type, composition and relevant manufacturing data.
Solutions for Your Custom Needs
Because so many of the parts built with our 3D printing technologies are custom designs, they often hold custom quality assurance requirements. This is where our team shines; our quality assurance expertise lends to the development of custom quality checks and inspections perfectly suited to your application and needs.
Outside of our typical offerings we can provide complete inspection to engineering drawings, 3D laser scanning, measurement via coordinate measuring machine (CMM), verification using a fit check fixture, alternate measurement verification for specific features, like diameter and hole-to-hole, and first article inspections.
3D printing has the benefit of speed – our production processes get you to market faster than other conventional methods. However, the reduction in lead times doesn’t sacrifice the quality delivered. Our certified systems ensure you receive your part within the parameters customized to your unique requirements.
Quality assurance in 3D printing
Many sectors, including the aerospace, automotive and medical industries, require carefully tested and consistent part quality. How can this be achieved with additive manufacturing? Find out how EOS has established a quality management system that is unrivaled.
We continuously control the quality of every part at every process step in the value chain and have obtained product certifications and validations to prove this. The objective of our quality policy is to identify current customer needs and recognize future market requirements at an early stage so we can meet them with appropriate organization, technical and economic means.
Our joint development and multilateral coordination between the three elements (system, material and process) draw from 30 years of experience. In this way, we create the conditions for uniform, repeatable and reliable part properties. The result? Unsurpassed part quality. With comprehensive quality assurance measures in all three areas, EOS has established an integrated quality approach for series production.
EOS Quality Policy
213,9 KB
Download
1. EOS system quality assurance
EOS system quality assurance
We manufacture fixed, predefined reference objects that are checked against all decisive criteria, including mechanical properties such as tensile strength, elongation at break, porosity and surface quality.The corresponding tests are conducted using common DIN and ISO standards. Finally, a comprehensive check of all system components rounds off the EOS machine acceptance process.
EOS systems
2. EOS material quality testing
Each batch of raw powder is checked in terms of chemical properties and uniform particle size distribution using various test procedures - which is especially important in additive manufacturing.
The second quality check is performed with density cubes and tension rods. These objects are manufactured from each powder batch according to fixed criteria and then analyzed. Further processing and packaging into a range of large product units only occurs after both testing processes have been successful. All testing and processing steps are performed in class 9 cleanrooms.
All testing and processing steps are performed in class 9 cleanrooms.
EOS 3D printing materials in terms of TRLs
We classify the technological maturity of all our polymer and metal materials and processes using Technology Readiness Levels (TRLs). The TRL approach was developed by NASA and is well-established in many industries.
TRLs for EOS materials
3. Verified and secured parameters
At EOS, all parameters required to achieve specific chemical properties or part properties, such as laser power or layer thickness, draw from more than 30 years of experience and extensive testing series.
Intensive coordination with hardware development teams and material suppliers allows cross-cutting optimization potentials to be exploited. This approach also opens a valuable integrated perspective that encompasses all three fundamental quality factors: system, material and process.
In this way, the optimal combination of parameters is determined when developing a specific product property. This is made available in the system as a secured parameter set. The corresponding material data sheet describes the material properties achievable with each parameter set in more detail.
EOS metal materials
EOS polymer materials
Besides processes, systems and products, EOS quality management focuses on further developing and improving the entire organization by taking advantage of the best available methods. This unfolds in partnership with the relevant departments, branches and partners. As a result, we can efficiently meet our customers’ specifications while complying with legal requirements.
Key certifications document and demonstrate this claim:
- EOS GmbH: Certified according to ISO 14001. Certified according to ISO 9001 for the development, manufacturing, sales and servicing of additive manufacturing systems and solutions with laser sintering technology since 1998.

- EOS Finland Oy: Our center for the development, manufacturing and sales of metal materials and processes for EOS metal systems is in Finland. Our Finland branch is certified according to ISO 9001 and ISO 13485 standards.
- KVS GmbH: KVS is part of EOS Holding GmbH as a manufacturer and supplier of plastic powders for additive manufacturing. KVS is certified according to ISO 9001 for the development, production, testing and distribution of polyamide powders and mixes.
- We have product certifications and validations (IQ, OQ, PQ) for every component of the additive manufacturing process. This includes customer-facing processes and finished parts, as well as regulatory certificates and registrations on global markets.
In many industries, such as aerospace and medical technology, there are strict requirements for the qualification and certification of parts, materials and processes. Which quality requirements can EOS additive manufacturing meet?
Which quality requirements can EOS additive manufacturing meet?
Our whitepaper describes the quality assurance processes and standards fulfilled by EOS systems, processes and materials.
You will find answers to the following questions:
- What are the decisive factors of quality in additive manufacturing?
- How does EOS conduct quality assurance in product and process development?
- What are examples of useful standards in quality assurance?
form.website_f1.label
form.website_f2.label
Get your personal link now:
First name
Last name
Zip Code
I have taken note of the Privacy Policy and would like to be contacted by EOS GmbH and its local subsidiaries under the contact data provided above.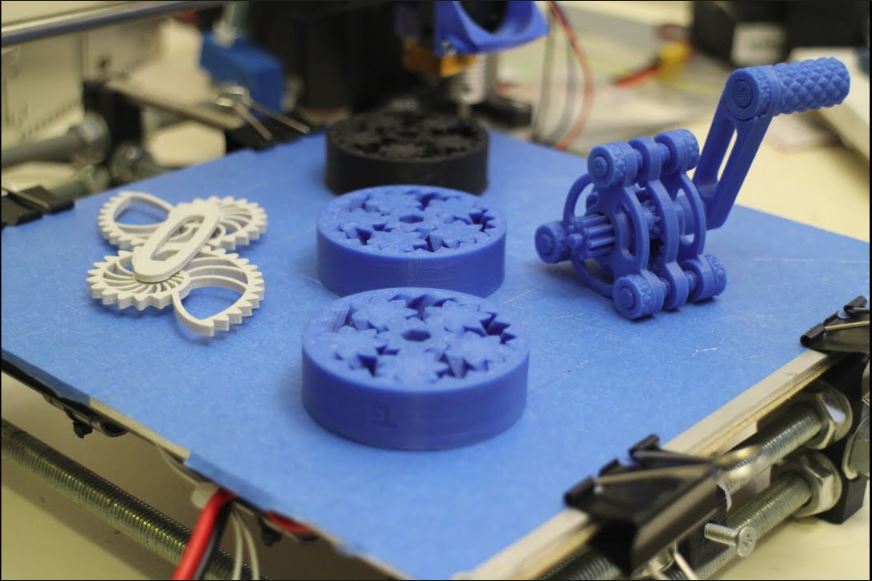
Yes, I would like to receive the EOS newsletter and stay up to date with industrial 3D printing innovation. I would like EOS GmbH and its local subsidiaries to send me its newsletter as well as individual communications to the e-mail address provided above.
26_customer_requestCustomer satisfaction is how we measure quality.
56_diamondWe strive for above-average quality in all our products and services.
48_trusted_companyWe reliably guarantee our high quality standards at cost-efficient price points with robust organizational and technological processes.
60_resp_peopleWe continuously promote quality awareness among our employees to ensure they strive to achieve flawless quality in their work and avoid mistakes.
61_resp_ressourcesEvery employee helps to implement the company’s goals and improve quality by acting independently and in a quality-conscious manner.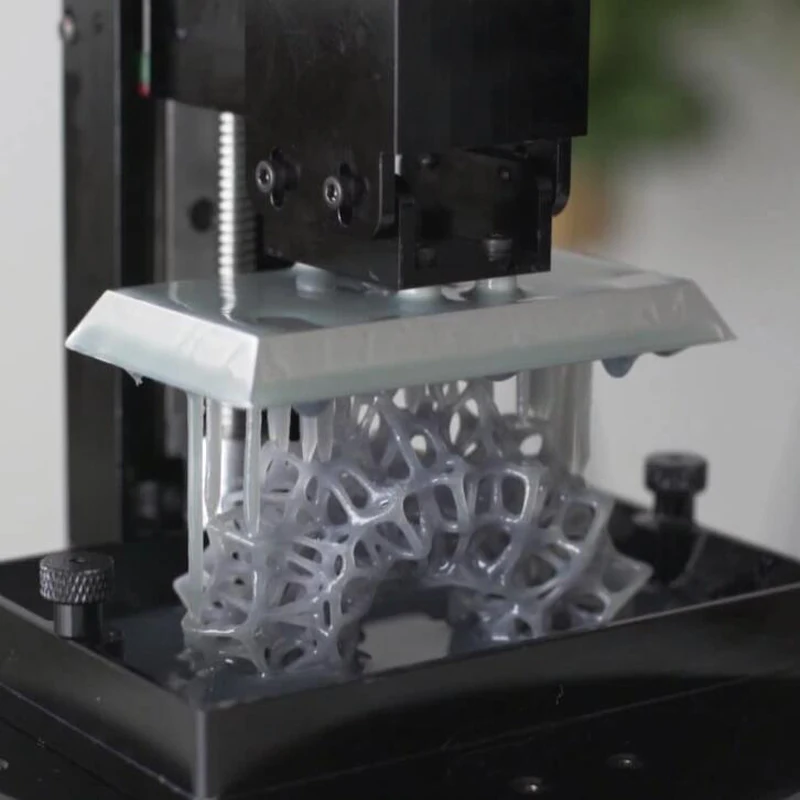
Quality control of products from a 3D printer - SUPPLYCHAINS.RU
More recently, we wrote about the possibilities of 3D printers in the field of procurement. Of course, there are also questions that are being solved over time by researchers and scientists. Let's take a look at one of these studies.
It is possible that soon, thanks to 3D printers, the moment may come when motorists will not have to wait for a broken spare part for months, large industrial holdings, overpay millions of dollars for the storage and delivery of a whole warehouse of unnecessary spare parts, stop production due to due to the lack of spare parts in stock. We, like our readers, have a question:
“But how to check and be sure that a part from a 3D printer will last as long as a forged, cast, pressed one – made in a standard way. To carry out quality control of products from a 3D printer?
In search of answers to this and other questions, we found interesting news that a group of researchers from Lawrence Livermore National Laboratory have developed a unique method for quality control of 3D printer products. It allows you to accurately and efficiently detect residual stress in metal products produced by "powder" 3D printers.
It allows you to accurately and efficiently detect residual stress in metal products produced by "powder" 3D printers.
"Powder" 3D printing is one of the most famous 3D printing methods, known for the high quality of metal products produced. At the same time, it does not exclude the occurrence of residual stress in the metal due to changes in temperature and the location of products during the printing process. First of all, this is caused by the fast heating-cooling processes necessary for the “printing” process. This can negatively affect the structure, change the size and shape of the product, and end badly for both the manufacturer and the customer.
A team of researchers have developed a process to quickly and accurately determine the type of voltage that typically leads to loss in quality. This method uses a process called Digital Image Correlation (DIC). The process is to capture any possible changes before the product is removed from the printer and immediately after removal. Any, even the slightest, deviations are detected by special software.
Any, even the slightest, deviations are detected by special software.
The new method has been tested and approved by the independent Los Alamos National Laboratory.
Stress and strain research should be of benefit to 3D printer manufacturers and users as it introduces new, previously undetermined deviations that can greatly affect product quality. The results of the study should be used to answer the questions: how to properly set up the printer, print speed, temperature, beam angle, etc., in order to avoid marriage and breakage during the subsequent operation of the part, whether it is a decorative item or a spare part for a critical unit.
Active work is underway to use the maximum potential of 3D printing for the needs of society and businesses. We also continue to follow this interesting story and expect that in some 5-10 years, metal printers will change the world of purchasing and supply. New technologies to reduce costs are coming!
If you have something to tell about metal 3D printers, share your experience of use or suggest a new technology to reduce procurement costs, write to us!
Clarity, Accuracy & Tolerances in 3D Printing
Just because your 3D printer says it has “high resolution” does not mean that your prints will be accurate or crisp.
Understanding the terms precision, clarity, and tolerance is a prerequisite for achieving quality 3D printing results, regardless of industry. In this article, we will analyze what these terms mean in the context of 3D printing.
Webinar
Want to learn how to use 3D printing for design? Watch our webinar and learn about the stereolithography (SLA) 3D printing process, different types of materials, and tips from experts on how to optimize your printing process to make it as efficient as possible.
Watch the webinar now
Let's start with some definitions: what is the difference between precision, clarity and tolerance? For each term, we will use a target - a common example for understanding these concepts, helping to visualize them.
Precision determines how close the measured value is to the true value. In the target example, the true value is the bullseye. The closer you are to the bullseye, the more accurate your throw. In the world of 3D printing, the true value is the dimensions of your CAD model. To what extent does a product made on a 3D printer correspond to a digital model?
In the target example, the true value is the bullseye. The closer you are to the bullseye, the more accurate your throw. In the world of 3D printing, the true value is the dimensions of your CAD model. To what extent does a product made on a 3D printer correspond to a digital model?
Clarity corresponds to measurement reproducibility - how consistent are your hits on the target? Clarity only measures this reproducibility. You can always hit the same spot, but it doesn't have to be the bullseye. In 3D printing, this ultimately leads to reliability. Are you sure that you will get the expected results for each model produced by your printer?
In engineering terms, "clarity" is used to measure the reproducibility of results. Applied to materials for 3D printing, “clear” can mean the ability to manufacture complex geometries. For example, Formlabs Gray Pro Resin and Rigid Resin resins have a high "green modulus", or modulus of elasticity, that can successfully print thin and intricate details.
What accuracy is required in this case? This is determined by tolerances , which you define. How much wiggle room do you have based on the purpose of the model? What is the allowable variability in the closeness of the measurements to the exact ones? It depends on the specifics of your project. For example, a component with a dynamic mechanical assembly needs tighter tolerances than a conventional plastic housing.
If you're specifying tolerance, you'll probably need precision as well, so let's assume we're measuring bullseye accuracy. Earlier we called the shots in the picture with the target on the right fuzzy.
But if you have wide tolerances, this may not be a problem. The shots are not as close to each other as they are on the target on the left, but if the acceptable range of sharpness is ±2.5 hoops, then you are not out of range.
As a rule, achieving and maintaining tighter tolerances entails higher production and quality control costs.
White Paper
Tolerance and fit are important concepts that engineers use to optimize mechanical functionality and manufacturing cost. Use this white paper when designing 3D printed workpieces or as a starting point when designing a fit between parts printed with Formlabs Tough Resin or Durable Resin.
Download white paper
There are many factors to consider when thinking about precision and clarity in 3D printing, but it's also important to get your needs right.
For example, a sharp but inaccurate 3D printer may be optimal for some applications. An inexpensive Fused Deposition Modeling (FDM) machine will produce less accurate parts, but for a teacher teaching students 3D printing for the first time, the exact fit of the student's CAD model doesn't matter as much.
But if the printer performs to specifications and delivers the quality expected of it within the tolerances the user is accustomed to, this may be sufficient for successful operation.
Check out our detailed guide comparing FDM vs. SLA 3D printers to see how they differ in terms of print quality, materials, application, workflow, speed, cost, and more.
There are four main factors that affect the accuracy and clarity of a 3D printer:
3D printing is a type of additive manufacturing where models are made layer by layer. Violations can potentially occur in every layer. The layering process affects the level of clarity (or reproducibility) of each layer's accuracy. For example, when printing on an FDM printer, layers are formed using a nozzle, which cannot provide the same accuracy for obtaining complex parts as other 3D printing technologies.
Because layers are extruded, FDM models often show layer lines and inaccuracies around complex features. (Left is an FDM printed part, right is a SLA printed part.)
In stereolithography (SLA) 3D printing, each layer is formed by curing a liquid polymer with a high-precision laser, resulting in more detailed models and achieve high quality on a consistent basis.
Selective Laser Sintering (SLS) also uses a laser to accurately convert nylon powder into lightweight, durable parts.
The specifications of a 3D printer alone do not give an idea of the accuracy of the models produced. One of the common misconceptions about the accuracy of various 3D printing technologies is describing XY resolution as dimensional accuracy.
For digital light processing (DLP) printers, the XY resolution corresponds to the projected pixel size. Many 3D printer systems use this projected pixel size, or XY resolution, as a general measure of accuracy, such as stating that with a projected pixel size of 75 µm, the accuracy of the device is ±75 µm.
Check out our guide to SLA and DLP 3D printing, where we talk about the features of the two processes and how they differ.
But this data does not affect the accuracy of the printed model. There are many other sources of error that affect accuracy, from components and calibration to materials and post-processing. We will consider the last two factors in more detail.
We will consider the last two factors in more detail.
The best way to appreciate a 3D printer is to study the models printed on it.
Accuracy may also vary depending on the media you are using and the mechanical properties of those media, which can also affect the likelihood of model warping.
Formlabs Rigid Resin has a high green modulus, or modulus of elasticity prior to final polymerization, which allows you to print very thin models with high definition and reliability.
But, again, it all depends on your goals. For example, in dentistry, the accuracy of 3D printed models is critical. But if you're printing a concept model, chances are you just want to get a general idea of the physical product, and accuracy won't be that important.
Margins, mold surfaces, and contact surfaces printed with Formlabs Model Resin are accurate to within ±35 µm of the digital model at over 80% of surface points when printed at 25 µm settings. The overall accuracy across the entire arc is within ±100 µm on 80% of surfaces when printed with settings of 25 or 50 µm.
The overall accuracy across the entire arc is within ±100 µm on 80% of surfaces when printed with settings of 25 or 50 µm.
3D printed models often need to be cured, which often leads to shrinkage. This is normal for any part made using SLA or DLP 3D printing. Depending on the printer, this phenomenon may need to be considered in the design. PreForm, Formlabs' free file preparation software, automatically compensates for this shrinkage, ensuring that the final cured models are the same dimensions as the original CAD model.
How does the final polymerization work? Learn more about the theory behind the process and see efficient ways to successfully finish curing models made with stereolithographic 3D printers.
Producing quality models on a 3D printer requires attention not only to the printer itself, but to the entire production process.
The final result may be affected by the print preparation software, post-processing materials and tools used. In general, integrated systems designed to work together produce more reliable results.
In general, integrated systems designed to work together produce more reliable results.
Unlike machining, where parts are progressively improved to tighter tolerances, 3D printing has only one automated manufacturing step. While complex coating adds cost to processes such as CNC milling, creating complex features with 3D printing is essentially free, although the tolerances of a 3D printed model cannot be automatically improved beyond the capabilities of the printer. without resorting to subtractive methods.
3D printing is a great option if you have rough, complex features such as undercuts and complex surfaces, and don't necessarily need surface accuracy better than ±0.125mm (standard machining). Tolerances beyond standard machining must be achieved using subtractive methods, either through manual or machine processing, for both 3D printed and CNC models.
SLA has the highest tolerance compared to other commercial 3D printing technologies. The tolerances for stereolithographic 3D printing are somewhere between standard and precision machining.