Putty for 3d prints
Best Filler for PLA & ABS 3D Print Gaps & How To Fill Seams – 3D Printerly
I was looking at some of my freshly 3D printed objects and noticed that there were a few gaps & seams in certain spots. It didn’t look so great, so I had to figure out how to fill up these seams, for my PLA 3D prints and other types.
Keep on reading for a nice list of fillers to use for your 3D prints and then a more in-depth explanation on how people best fill in gaps and seams.
5 Best Fillers For Your 3D Prints
- Apoxie Sculpt – 2 Part (A & B) Modeling Compound
- Bondo Glazing and Spot Putty
- Bondo Body Filler
- Elmer’s ProBond Wood Filler
- Rust-Oleum Automotive 2-in-1 Filler and Sandable Primer
1. Apoxie Sculpt – 2 Part (A & B) Modeling Compound
Apoxie Scult is a popular product among not only crafting projects, home décor, or cosplay, but also for filling in those seams out of your 3D prints.
It manages to combine the benefits you would see from sculpting clay, as well as the high strength adhesive properties of epoxy.
This is a solution which is permanent, self-hardening, and even waterproof, so it can give you the best results out there.
It is smooth enough that it allows you to mix and use it without major tools or techniques.
There is no baking required as it cures and hardens within 24 hours, resulting in a semi-gloss finish. It has the ability to adhere to any type of surface which allows you to use it for sculpting, decorating, bonding, or filling any type of seams and gaps in your 3D prints.
A 3D printer user said that he was in trouble as it was difficult to find a great product for filling the 3D print seam in the matching color. He moved to Apoxie Sculpt because it can be mixed and used in 12 different colors.
You can choose from simple white Apoxie Sculpt, to a range of 4-color packs which can be mixed together to create custom colors to your liking. They even have a PDF color-mixing guide that provides you with detailed instructions on how you can get it perfect.
Wear safety gloves before mixing two compounds and let them sit for about 2 minutes so that these compounds can mix up thoroughly, forming a perfect new color.
Some of the benefits and features are as follows:
- Self-Hardening
- High Adhesion Strength
- Hard and Durable
- 0% Shrinkage and Cracking
- No Baking Required
- Easy to Use
It works by two products together (Compound A & Compound B). It’s easy to work with and is even water-soluble before it cures which makes it so much simpler to apply. Simply use water to smooth out, then use sculpting tools if you have some.
One user uses this product effectively to smooth out joints in their 3D prints, and it works so well that you can barely tell there was ever a seam there. It doesn’t have a super strong hold, but for filling in seams, that’s not a requirement.
Another person uses Apoxie Sculpt to sculpt parts which they then 3D scan and print, an amazing method for prototyping.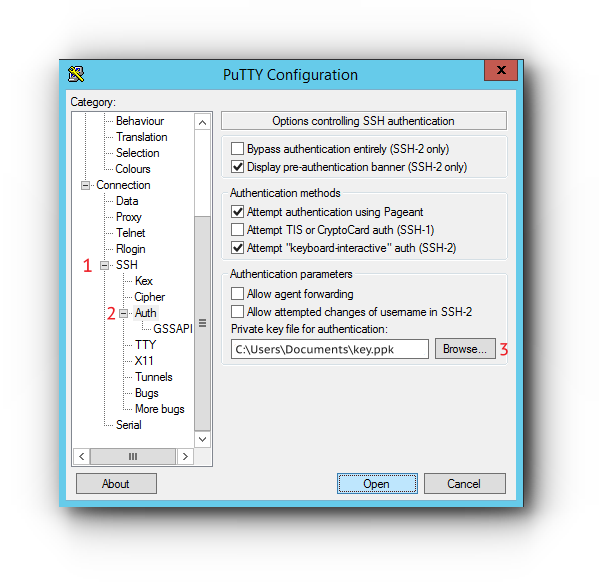
Get yourself some Apoxie Sculpt 2-Part Modeling Compound from Amazon today.
2. Bondo Glazing and Spot Putty
Bondo Glazing is well known for its durability and ease of usage. It is extremely fast and shows no signs of shrinkage. It is an ideal option for filling seams and holes in your 3D prints as it provides a perfectly smooth finish.
There is no need for mixing or extra work as it is ready to use right from the tube.
It provides a 3-minute working time and becomes ready for sanding in just 30 minutes. It is non-staining which means that your 3D prints will not get affected nor their color will be damaged.
One of the buyers said that he purchased it as a trial but once he got to use it, he completely fell in love with this filler.
The drying process was much quicker than he expected. The sanding was great and the resultant 3D print model had an excellent polish level finish.
It is known to emit strong fumes and odor until the product is dry, so I’d recommend that you work at an open place or in a well-ventilated area.
Some of the benefits and features are as follows:
- Easy to Use
- No Mixing Required
- Sandable in 30 Minutes
- Non Staining
- Fast Drying
- Low Shrinkage
Several users mention just how easy it is to use and apply, with one user saying it is perfect for smoothing out 3D prints that have a lot of lines in them and to fill in gaps. This isn’t a 2-part product which does make things easier for you to apply.
It sands very well after it cures, and it’s a good idea to put at least a layer of primer before you paint over your models.
A review mentioned how fast it dries and how they originally wanted to use it to cover just their main problem areas, but after it worked so well, they started to use it an almost all the surfaces of 3D prints!
Get you a pack of your own Bondo Glazing & Spot Putty from Amazon.
3. Bondo Body Filler
Bondo Body Filler consists of two parts compound, and it is widely used for bonding purposes in many fields including 3D printing. It is widely used by 3D printer users because it cures extremely fast and provides everlasting durability.
It is widely used by 3D printer users because it cures extremely fast and provides everlasting durability.
It is specially formulated in such a way that it can prevent shrinkage and form shapes in minutes. Bondo Body Filler was originally designed for vehicles, that’s the reason why it includes some of the most amazing features such as high strength and easy usage.
3D printers’ users say that they feel it highly beneficial because it provides expected results, and you can easily sand your models once the filler is hardened which only takes minutes. You can get a smooth finish using different sanding grits.
Some of the benefits and features are as follows:
- Spreads Smoothly
- Dries in Minutes
- Easy to Sand
- Excellent Smooth Finish
- Suitable for almost All Types of 3D Printing Materials
One user said that they use it to cover 3D prints, and it works wonders to hide those little errors, as well as being sandable for a smooth finish.
4. Elmer’s ProBond Wood Filler
Elmer’s ProBond Wood Filler can really get the job done for 3D printer users, with very little hassle compared to other options.
Let’s explain this filler by the words of its users.
A buyer’s feedback stated that he likes to use this filler for his 3D prints because it dries superfast and hardly takes 15 to 30 minutes.
One of the best things about this filler is that it is almost odorless which prevents your room from filling with a weird smell.
Another user advised that if you are going to use this filler for filling seams and layer lines on your 3D prints, you should not overuse it as it may become a problem at the time of sanding. Otherwise, it works pretty well for the 3D print models.
Check out my article on 8 Ways How to 3D Print Without Getting Layer Lines.
Just make sure that you keep it covered by keeping the lid on or placing a plastic cover over the container because it can dry fast if left open.
Some of the benefits and features are as follows:
- Dries Super-Fast
- Odorless
- Easy to Use
- Strong Adhesion
- Easy to Clean
One frustration for many 3D print users is when it comes to putting models together and there being a small gap. You can use this product to simply fill in this gap before you get to painting the model.
This really is a go-to filler for 3D printer hobbyists out there, so do yourself a favor, get the Elmer’s ProBond Wood Filler from Amazon now.
5. Rust-Oleum Automotive 2-in-1 Filler & Sandable Primer
The Rust Oleum Filler & Sandable Primer is a staple product in all kinds of fields and industries that involve DIY, especially 3D printing. If you are looking for top quality models, you should look no further.
It has a 2-in-1 formula that ensures durable and long-lasting results and fills the seams and gaps in your 3D prints while priming the surface as well.
The container comes with a comfort tip which makes the process easy and reduces finger fatigue, unlike some other products out there.
One of the buyers shared his experience stating that it adheres extremely well to filaments like PLA and ABS without requiring any sanding. It allows you to build an even surface and a smooth finish.
The user said that he uses about 3 coats of the primer to make a good and filled surface of the 3D prints before moving forward towards sanding and finishing. It dries rapidly, adheres strongly, sands easily, and in simple words, it is worth buying for your 3D print models.
You can really boost your 3D printing game with this product.
It’s also a versatile product. You can go from spraying your freshly printed model, to priming the bare metal of your car before applying paint to cover those rusting spots.
Some of the benefits and features are as follows:
- Durable
- Primes Efficiently
- Smooth and Even Surface
- Sands Easily
- Best for Finishing
One user who has been using this primer for many years for 3D printing swears by it every time.
Get a can of the popular Rust-Oleum 2-in-1 Filler & Sandable Primer from Amazon today.
How to Fill the Gaps and Seams in Your 3D Prints
Before moving towards the process, make sure that you follow the precautionary measure and wear safety gloves especially if you are using fillers like Bondo Glazing & Spot Putty.
You can get the job done with your fingers while using fillers like Probond Wood Filler.
The process is as follows:
- Find all the seams and gaps in your 3D print.
- Take some filler and apply it on the seams.
- Use your finger to run it along all the edges and minor gaps in your 3D print.
- Keep on applying the filler until the seam is completely filled.
- Once you have filled all the seams, let your print model dry for some time depending on the filler you are using.
- Once it is dried completely, take sand grit and start sanding the parts where filler has been applied.
- Apply different sand grits such as 80, 120, or any that work well.
 Start low and move to higher grits.
Start low and move to higher grits. - Keep on sanding the print until you get a clean smooth finish.
- Now you can prime and paint your 3D prints to complete the look
I’d definitely recommend checking out the video below by Uncle Jessy, who takes you through the process of filling in gaps and seams in your 3D prints!
Generally speaking, you want to increase the overall wall thickness of your 3D prints, by increasing the number of walls, or the actual wall thickness measurement in your Slicer.
The top thickness tends to be the important factor as to whether you have those large seams and gaps that you see in many 3D prints. On top of that, the infill density will have an impact on how filled the top of your 3D print will be.
I wrote an article called 9 Ways How to Fix Holes & Gaps in Top Layers of 3D Prints which should be useful to correct this issue!
Can You Use Wood Filler on 3D Prints? – Printing It 3D
Sometimes, no matter how thoroughly you design and execute your 3D models, errors like gaps, holes, and insecure layers can wreak havoc on your prints. Fortunately, you can use materials such as wood filler to seal up these mistakes and save your 3D printed object.
You can use wood filler on 3D prints. Wood filler is flexible and affordable, which is why many 3D printing experts use it to seal up their prints. Wood filler is also easy to use regardless of your level of expertise in 3D printing.
So, let’s talk more about how you can use wood filler to make your 3D prints whole again. I’ll walk you through the steps to use wood filler on 3D prints and tell you about the benefits of this method. So, let’s get into it!
How Do You Use Wood Filler on 3D Prints?
No matter how much experience you have in 3D printing, errors happen often. If your print comes out with holes and artifacts, you’ll want to address whatever issue is occurring in your process that caused the gaps or divots in your object. However, that doesn’t mean you have to trash the one you’ve already made.
If your print comes out with holes and artifacts, you’ll want to address whatever issue is occurring in your process that caused the gaps or divots in your object. However, that doesn’t mean you have to trash the one you’ve already made.
Here’s how to use wood filler on 3D prints:
- Gather your materials.
- Assess the damage.
- Fill and dry the print.
- Sand the print.
- Prime the print.
We can better understand how to properly execute this procedure by delving deeper into each of these steps.
1. Gather Your Materials
There are a few tools other than the wood filler that you’ll need to complete this process correctly:
- Gloves
- Respirator with filter
- Sandpaper (three different grits)
- Primer
- Acrylic paint or spray paint
- Sealant (epoxy, varnish, or polyurethane)
2.
 Assess the Damage
Assess the DamageYou’ve just made your 3D print, and you’ve noticed some issues. Regardless of the size or complexity of the finished product, you’ll want to do a full assessment of the print. Look at it from every angle and make a note of each blemish.
The next thing you should do is determine what kind of defect it is to help you avoid this issue in your future prints.
Each imperfection can point to a different problem in the 3D printer or printing process. So be sure to find out in what layer the problem originated and determine the cause of the defect. Is it a first layer gap, are the layers separating, or is the issue between layers?
3. Fill and Dry the Print
Once you know what you need to fill and how many places on the print you need to fill, it’s time to seal your object up!
Wood fillers are typically fast-drying, so you’ll want to be precise and quick in this process. Once you’ve applied the filler into the seams and gaps, you’ll want to run your finger or a paper towel along the edges and smooth out the seams as much as possible. After you’ve done this, give your print a once-over to make sure nothing requires additional filler.
After you’ve done this, give your print a once-over to make sure nothing requires additional filler.
The next step is to allow your 3D printed object to dry thoroughly. Look at the wood filler you’re using and locate the drying time. Stick strictly to this timeframe. Most wood fillers will be dry within 15 to 30 minutes.
4. Sand the Print
After your print has had ample time to dry, you can move on to sanding. You’ll need three different grits of sandpaper – 80, 120, and 180.
Begin with the lowest grit sandpaper and work your way to the highest. You should work in this direction because the higher the grit, the finer it is. So, you start with coarse grit and end with a fine grit to buff out bumps. Continue sanding until you get a smooth finish.
If you run into any issues during this step, like sanding too much, add more filler, let it dry and sand it down again.
5. Prime the Print
Once you have an even finish on your 3D print, you’re ready to prime. Primer will help keep the wood filler in place and seal it in, making it a permanent feature of your object.
Primer will help keep the wood filler in place and seal it in, making it a permanent feature of your object.
Before you begin, make sure your print is free of debris and dust. You should also move to a well-ventilated area and have something under your work to catch any primer residue.
Once you’re all set up, coat your print with the primer and wait for it to dry. You will find dry times on the primer container.
When it’s adequately dry, add a second coat. After the second coat dries, you can lightly sand one final time using 1,200 grit sandpaper to buff out any lumps. All that’s left is to wipe away the dust and paint or spray your print with a clear coat.
For the longevity of your print, consider sealing your work with epoxy, varnish, or polyurethane of some kind. Sealers like these will also fill in some of the layer lines or raised areas on your print, leaving a seamless finish.
Why Is Wood Filler a Good Choice for a 3D Print?
With an array of options to fill any blemishes in your 3D print, it may leave you debating over the best choice.
Wood filler is a good choice for a 3D print since it is affordable, quick-drying, and odorless. It is also easy to use and clean up, and it will remain durable for many years.
Wood filler is a great choice regardless of your skill level. So, whether you’re brand new to 3D printing or you’ve been working at the craft for years, it’ll provide the results you’re looking for.
The Benefits of Wood Filler for 3D Prints
There are many benefits of using wood filler on 3D prints, including its strength, durability, and appearance. This material is an excellent option for those who’ve created a 3D model that they feel needs some extra finishing work.
When you put wood filler on a print, it gives the appearance of a real-life wooden surface. Some people may choose to put wood filler onto their models out of personal preference, while others may do so because they believe the material will give the piece more stability or strength.
Wood filler offers a fast-drying application, often within 15 to 30 minutes, and is virtually odorless.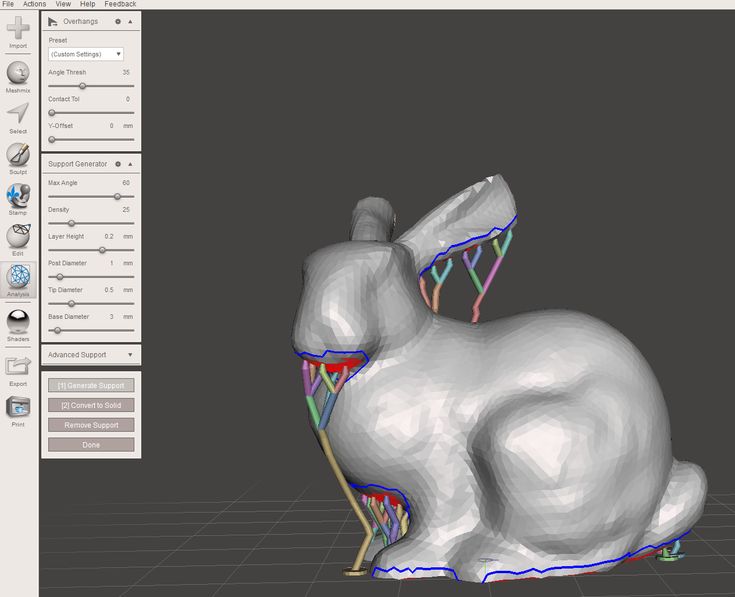 Because wood filler is widely available at many local hardware stores, consumers often find it very easy to purchase as needed.
Because wood filler is widely available at many local hardware stores, consumers often find it very easy to purchase as needed.
Conclusion
No matter the blemish, a wood filler can tackle the gaps and make 3D prints whole again. Remember that imperfections point to an issue with the printer or printing process, which you can adjust to prevent further defects. Still, it’s always a good idea to have wood filler on-hand as a backup so you’ll never have to toss out a holey print again!
Post-processing of printed parts: smoothing, puttying
Products printed on a 3D printer, especially those created using FDM technology, have one property - a ribbed surface. And the thicker the printed layer, the more pronounced this feature will be. In addition, during printing, the layers may not always lay flat, and flash may appear. And in some cases, when products of complex geometry are printed, support is also used. All these defects are removed through post-processing, which can be done in different ways, among which are the following:
- chemical;
- mechanical;
- putty and paint.
All these procedures make the print more attractive and its surface more perfect.
Machining
Machining is the removal of supports with a knife or a special scalpel, surface treatment with needle files and sandpaper. In this case, the surface is initially treated with a coarser one, and at the end a tool with a finer abrasive is used.
Important - sanding or filing should be done with light circular motions. This will achieve maximum effect. If the layering is not strong, then you can immediately use a finer and thinner abrasive.
This type of processing cannot be used for thin-walled and combined products. It is also important to understand that when removing a large layer of plastic for smoothing, the format of the part and its dimensions may change.
Chemical treatment
This type of post-treatment involves the use of special substances that partially dissolve the plastic and smooth its surface. Each type of plastic has its own type of chemical:
- ABS - acetone, ethyl acetate, dichloromethane;
- PLA - dichloromethane;
- SBS - solvent, d-limonene;
- HIPS - d-limonene;
- PVA - water;
- Nylon - hydrochloric acid.

To dissolve supports, a bath with a solvent is most often used, in which the product is placed for a certain period.
The most commonly used in consumer 3D printing is ABS plastic. And its advantage is also the availability of materials for post-processing. As a rule, ordinary acetone or 646 thinner is used.
It is best to process with acetone or thinner vapor, as when the finished part is immersed in the solvent, it may deform or lose its color. The boiling point of acetone is 53 degrees Celsius, so this liquid evaporates a lot. The procedure for processing with acetone is as follows: printed parts are placed in a jar, preferably glass, on a special support made of unpainted metal. A small amount of acetone or solvent is poured into the bottom of the jar. The jar is tightly closed and placed in a bath, into which boiling water is gradually poured. As a result, acetone evaporates, evenly affecting the part. The advantage of this method is that the entire process can be evaluated visually.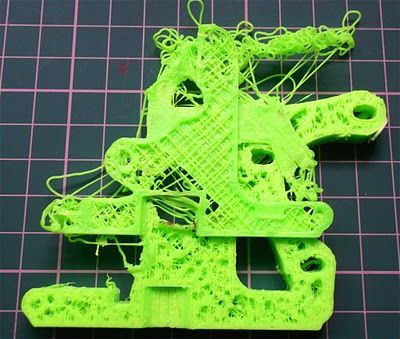 Most often, such an impact on the part is enough for a few seconds, less often minutes. After that, the part is removed and thoroughly dried, and then polished.
Most often, such an impact on the part is enough for a few seconds, less often minutes. After that, the part is removed and thoroughly dried, and then polished.
Acetone treatment transforms the layered matte and rough surface of ABS plastic into a glossy and perfectly smooth surface. And for the best result, it is necessary to use an abrasive treatment, and then treat it with a solvent.
Due to the fact that acetone and other solvents are flammable, poisonous and hazardous substances, safety precautions must be observed when working. Be sure to use gloves, a respirator and avoid unnecessary contact with substances.
Other treatments
Sometimes it is necessary to fill the interlayer space, which is significant. In this case, you can putty the surface. You can use ordinary automotive putty, special or epoxy. Their application is simple. It is only important to remember that it is better to use a two-component putty, since it has practically no shrinkage, while a single-component putty shrinks significantly after drying.
A primer is used before applying the putty. You can use the most common one, but it is better to give preference to professional ones, as they are more uniform. Putty lays well on top of the primer. After drying, the putty surface is treated with a fine abrasive, such as sandpaper, and then can be varnished, epoxy or painted.
Thus, any printed product can be processed in such a way that it is indistinguishable from that produced by casting.
Post-processing of 3D printed parts (PLA, ABS, SBS, PETG)
Table of Contents
- Remove Supports
- Remove Soluble Supports
- Sanding
- Cold welding
- Filling voids
- Polishing
- Priming and painting
- Pair smoothing
- Epoxy coating
- Metallization
Introduction
FDM technology is best suited for fast, low-budget prototyping. Layer lines are usually visible in FDM prints, so post-processing is essential if a smooth surface is to be achieved. Some post-processing techniques can also make a print more durable by changing the degree of its elastic properties, density, structural and textural features.
Layer lines are usually visible in FDM prints, so post-processing is essential if a smooth surface is to be achieved. Some post-processing techniques can also make a print more durable by changing the degree of its elastic properties, density, structural and textural features.
In this article, we will discuss the most common post-processing techniques in FDM.
Post-processed FDM prints (left to right): cold welded, void filled, raw, sanded, polished, painted and epoxy coated. Photo 3dhubs.com
Removing Supports
Removing supports is usually the first step in post-processing for any 3D printing technology that uses them. In general, props can be divided into two categories: standard and soluble. Unlike other post-processing methods discussed in this article, the removal of props is mandatory and does not result in improved surface quality.
Initial printout with props, poor prop removal, good prop removal. photo 3dhubs. com
com
Removal of standard props
Tools
- Wire cutters, needle nose pliers, tongs
- Toothbrush, brush
| Finishing | ★ ☆ ☆ ☆ ☆ |
| Approvals | ★ ★ ☆ ☆ ☆ |
| Speed | ★ ★ ★ ★ ☆ |
| Suitable for | all thermoplastics FDM |
Process
Normally, backups come off the printout without problems, and hard-to-reach places (such as holes or cavities) can be cleaned of backup material with an old toothbrush. Proper placement of support structures and correct print orientation can significantly reduce the negative impact of supports on how the final printout will look.
Pluses
- Does not change the overall geometry of the part.

- The process is very fast.
Cons
- Does not remove layer lines, scratches or other surface defects.
- If excess material or marks remain from the support structure, print accuracy and appearance suffer.
Soluble Support Removal
Instrumentation
- Solvent resistant container
- Thinner
- Ultrasonic cleaner (optional)
| Finishing | ★ ★ ★ ☆ ☆ |
| Approvals | ★ ★ ☆ ☆ ☆ |
| Speed | ★ ★ ★ ★ ☆ |
| Suitable for | all thermoplastics FDM |
Process
Soluble support standard materials are removed from the printout by immersing it in a reservoir of the appropriate solvent.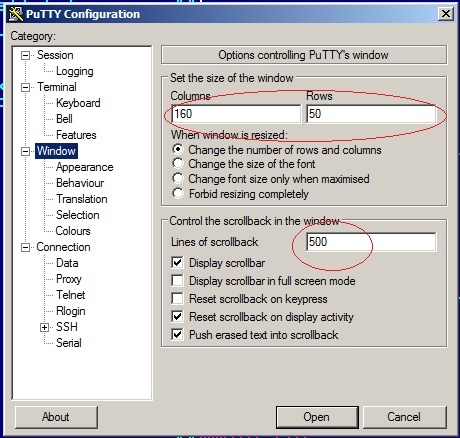 Supports are usually printed:
Supports are usually printed:
- HIPS (usually with ABS)
- PVA (usually with PLA)
A glass container like a preservation jar is fine. Any non-porous vessel is suitable for water treatment. To quickly remove props from HIPS/ABS printouts, you will need a solution of equal parts D-limonene and isopropyl alcohol. Many other support structure materials such as PVA (with PLA) dissolve in normal water.
Pro Tricks
Use an ultrasonic cleaner to shorten the solution time and change the solvent as it becomes saturated. A warm (not hot) solution works faster - heating is useful if there is no cleaner.
Pluses
- Complex geometry is allowed for which the standard method of removing supports is not possible.
- Smooth surface at the support points.
Cons
- Improper dissolution of the supports can cause discoloration and skewed printouts.

- Does not remove layer lines, scratches or other surface imperfections.
- May cause small holes or holes if soluble material seeps into the object during printing.
Cleaning with a skin
SHID SHIP SHIP ABS ABS ABS PROBECTION
Instrumentation
- E END1 with grain
on 150, 220, 400, 1000, 1000 and 2000 66 - Cleaning cloth
- Toothbrush
- Soap
- Face mask
| Finishing | ★ ★ ★ ★ ☆ |
| Approvals | ★ ★ ★ ☆ ☆ |
| Speed | ★ ★ ☆ ☆ ☆ |
| Suitable for | all thermoplastics FDM |
Process
Once the props have been removed or dissolved, sanding can be done to smooth the part and remove any obvious defects such as blots or prop marks. Which sandpaper to start with depends on the thickness of the layer and the quality of the print: for layers of 200 microns or less, or for prints without blotches, you can start with sandpaper at P150. If there are blobs visible to the naked eye, or the object is printed with a layer thickness of 300 microns or more, stripping should begin with P100.
Which sandpaper to start with depends on the thickness of the layer and the quality of the print: for layers of 200 microns or less, or for prints without blotches, you can start with sandpaper at P150. If there are blobs visible to the naked eye, or the object is printed with a layer thickness of 300 microns or more, stripping should begin with P100.
The process can be continued up to P2000 grit (one approach is to go to 220, then 400, 600, 1000 and finally 2000). Wet sanding is recommended from the very beginning to the very end - this will avoid excessive friction, which can lead to an increase in temperature and damage the object, as well as contaminate the sandpaper itself. Between sanding, the printout should be cleaned with a toothbrush and washed with soapy water, then wiped with a cloth to remove dust and prevent it from sticking together. Even P5000 can be sanded to achieve a smooth, shiny FDM part.
Pro Tricks
Always sand in small circular motions - evenly over the entire surface of the part. It may be tempting to sand perpendicular to the layers, or even parallel, but this can lead to gouges. If the part is discolored or has a lot of scratches after sanding, it can be heated a little to soften the surface and allow some defects to smooth out.
It may be tempting to sand perpendicular to the layers, or even parallel, but this can lead to gouges. If the part is discolored or has a lot of scratches after sanding, it can be heated a little to soften the surface and allow some defects to smooth out.
Pros
- An exceptionally smooth surface is obtained.
- Further post-processing (painting, polishing, smoothing and epoxy coating) is greatly facilitated.
Cons
- Not recommended for double or single shell parts as sanding may damage the printout.
- The process is difficult in the case of sophisticated surfaces and the presence of small details in the object.
- If the grinding is done too aggressively and too much material is removed, the appearance of the part may be affected.
Cold Weld
Two ABS Printed Half Pieces Cold Welded
Tools
- Acetone for ABS.
 Dichloromethane for PLA, ABS
Dichloromethane for PLA, ABS - Sponge Applicator
| Finishing | ★ ★ ☆ ☆ ☆ |
| Approvals | ★ ★ ☆ ☆ ☆ |
| Speed | ★ ★ ★ ★ ★ |
| Suitable for | all thermoplastics FDM |
Process
If the object is larger than the printer's capacity, the object is printed in parts and then assembled. In the case of PLA and some other materials, assembly can be done with Dichloromethane or a suitable adhesive (the choice of adhesive depends on the plastic). In the case of ABS, it is possible to "weld" with acetone. The mating surfaces should be slightly moistened with acetone and squeezed tightly or clamped and held until most of the acetone has evaporated. So the parts will be held together by chemical bonds.
So the parts will be held together by chemical bonds.
Pro Tricks
Increasing the surface area of the acetone contact increases bond strength. Tongue-and-groove to help.
Pros
- Acetone does not change surface color as much as most adhesives.
- After drying, the compound acquires the properties of ABS, which makes further processing easier and more uniform.
Cons
- The bonding of ABS parts by cold acetone "welding" is not as strong as if the part were printed as a whole.
- Excessive use of acetone can dissolve the part and affect final appearance and tolerances.
Void Filling
Black ABS Print, Filled and Sanded
Tool Kit
- Epoxy (for small voids only)
- Automotive body filler (for large voids and joints)
- ABS filament and acetone (only for small voids in ABS printouts)
| Finishing | ★ ★ ☆ ☆ ☆ |
| Approvals | ★ ★ ★ ☆ ☆ |
| Speed | ★ ★ ★ ☆ ☆ |
| Suitable for | all thermoplastics FDM |
Process
Unusual voids may come out after the part has been ground or the soluble props have been dissolved.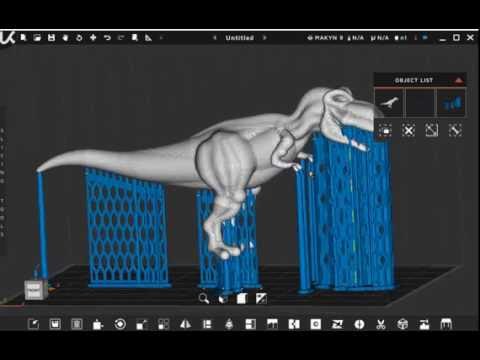 These voids are formed during printing when the layers are incomplete due to any restrictions on the trajectory of the print head, which is often inevitable. Small gaps and voids can be easily filled with epoxy and no additional treatment is required in this case. Larger gaps or voids left by assembling a multi-part object can be filled with automotive bodywork filler, but the printout will then need to be re-sanded. Putty works great, is easy to process with sandpaper and can be painted. Moreover, the parts connected by such a filler, or voids filled with it, turn out to be stronger than the original plastic.
These voids are formed during printing when the layers are incomplete due to any restrictions on the trajectory of the print head, which is often inevitable. Small gaps and voids can be easily filled with epoxy and no additional treatment is required in this case. Larger gaps or voids left by assembling a multi-part object can be filled with automotive bodywork filler, but the printout will then need to be re-sanded. Putty works great, is easy to process with sandpaper and can be painted. Moreover, the parts connected by such a filler, or voids filled with it, turn out to be stronger than the original plastic.
Slots in ABS printouts can also be filled with ABS thinned with acetone, which reacts chemically with the ABS object and seeps into existing voids. It is recommended to make such a putty from 1 part ABS and 2 parts acetone, then it will not spoil the surface if used correctly.
Dichloromethane works on all plastics: ABS, PLA, HIPS, SBS, etc.
Epoxy is also useful if you want to make your 3D printed part more durable
Pros
- Epoxy filler is easy to sand and prime, resulting in an excellent surface for painting.
- An ABS solution of the same filament will give the same color so nothing will be visible on the surface.
Cons
- Auto body filler or other polyester epoxy adhesive is opaque when dry and will leave discolored areas on the printout.
- Additional processing required to achieve a uniform surface.
- If the grinding is done too aggressively and too much material is removed, the appearance of the part may be affected.
Polished
PLA model, polished. Photo rigid.ink
Tools
- Plastic Polishing Compound
- Sandpaper for P2000
- Cleaning cloth
- Toothbrush
- Polishing pad or microfiber cloth
| Finishing | ★ ★ ★ ★ ★ |
| Approvals | ★ ★ ★ ☆ ☆ |
| Speed | ★ ★ ☆ ☆ ☆ |
| Suitable for | all thermoplastics FDM |
Process
Once the part has been cleaned, a plastic polish can be applied to the part to give a standard ABS or PLA object a mirror finish.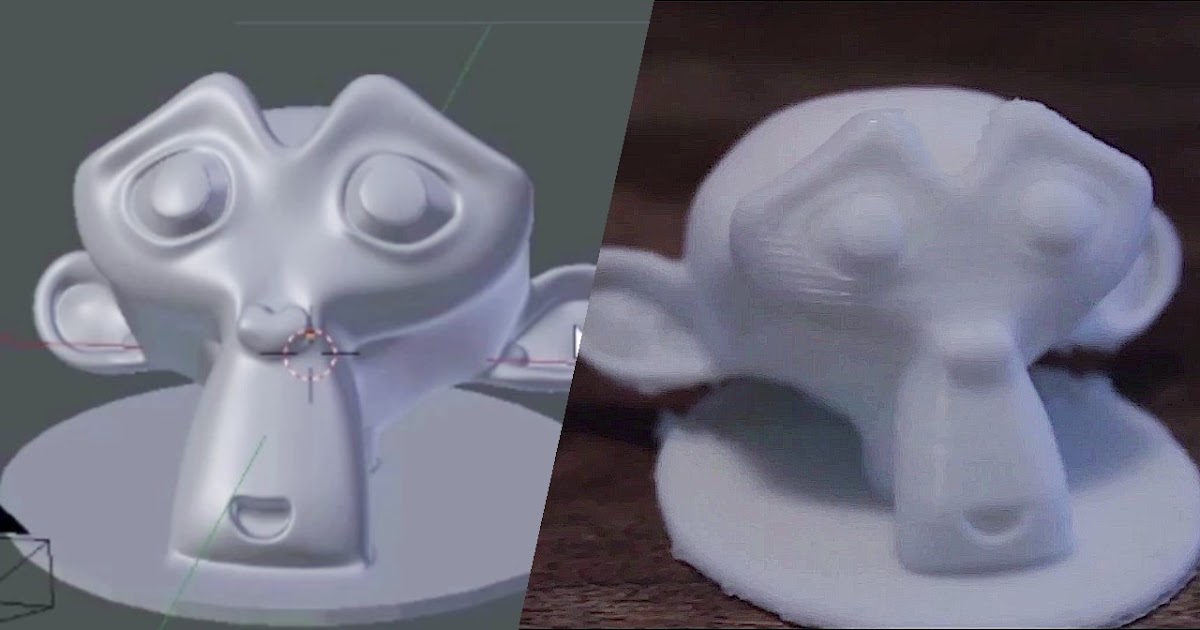 After the part has been sanded for 2000, it is necessary to remove dust from the printout with a cloth and rinse the printout under warm water using a toothbrush. When the object is completely dry, buff it on a buffing pad or microfiber cloth, adding a polishing compound as you go, such as polishing jewelry. They are designed specifically for plastics and synthetics and give a long-lasting shine. Other plastic polishes, such as those used to polish car headlights, also work well, but some of them contain chemicals that can damage the printout.
After the part has been sanded for 2000, it is necessary to remove dust from the printout with a cloth and rinse the printout under warm water using a toothbrush. When the object is completely dry, buff it on a buffing pad or microfiber cloth, adding a polishing compound as you go, such as polishing jewelry. They are designed specifically for plastics and synthetics and give a long-lasting shine. Other plastic polishes, such as those used to polish car headlights, also work well, but some of them contain chemicals that can damage the printout.
Pro Tricks
To polish small parts, place the polishing wheel on your Dremel (or other rotary tool such as a power drill). For larger and stronger parts, you can use a grinder, just make sure that the part does not stay in one place for too long, otherwise the plastic may melt from friction.
Pros
- The part is polished without solvents that can warp it or change its tolerances.
- When cleaned and polished correctly, a mirror-smooth surface is obtained, very similar to cast.
- Polishing and deburring plastics is extremely economical, making this a very cost-effective method of achieving a quality finish.
Cons
- If you want to achieve a mirror-smooth surface, the part must be carefully ground before polishing, which may affect tolerances.
- After polishing, the primer or paint no longer sticks.
Primer and paint
Gray PLA FDM print spray painted black. 3dhubs.com
Tools
- Cleaning cloth
- Toothbrush
- 150, 220, 400 and 600 grit sandpaper
- Aerosol primer for plastics
- Finish paint
- Polishing sticks
- Polishing paper
- Masking tape (only if multiple colors are expected)
- Nitrile gloves and matching face mask
| Finishing | ★ ★ ★ ★ ★ |
| Approvals | ★ ★ ★ ☆ ☆ |
| Speed | ★ ☆ ☆ ☆ ☆ |
| Suitable for | all thermoplastics FDM |
Process
After the printout has been properly sanded (it is enough to reach P600 when painting), it can be primed. Aerosol plastic primer should be applied in two coats. This primer is intended for subsequent painting of models, provides an even coating and at the same time thin enough not to hide small elements. Thick primer, which is sold in hardware stores, can clump, and then you have to seriously work with sandpaper. Apply the first spray coat with short pressures from a distance of 15-20 cm from the object, trying to do it evenly. Let the primer dry and smooth out the unevenness with 600 grit sandpaper. Apply a second coat of spray with light, quick pressures, also very gently and evenly.
Aerosol plastic primer should be applied in two coats. This primer is intended for subsequent painting of models, provides an even coating and at the same time thin enough not to hide small elements. Thick primer, which is sold in hardware stores, can clump, and then you have to seriously work with sandpaper. Apply the first spray coat with short pressures from a distance of 15-20 cm from the object, trying to do it evenly. Let the primer dry and smooth out the unevenness with 600 grit sandpaper. Apply a second coat of spray with light, quick pressures, also very gently and evenly.
When the priming is completed, you can start painting. You can paint with artistic acrylic paints and brushes, but a spray gun will provide a smoother surface. Hardware store spray paints are thick and viscous and difficult to control, so use paints that are designed specifically for modeling. The primed surface must be sanded and polished (sanding and polishing sticks, which are used in nail salons, can be purchased online, they are great for our task), and then wiped with a cloth. The paint should be applied to the model in very thin layers, the first layers should be transparent. When the paint finish becomes opaque (usually 2-4 coats), let the model rest for 30 minutes to allow the paint to dry completely. Carefully polish the paint layer with manicure sticks, repeat the procedure for each of the colors (between each applied paint).
The paint should be applied to the model in very thin layers, the first layers should be transparent. When the paint finish becomes opaque (usually 2-4 coats), let the model rest for 30 minutes to allow the paint to dry completely. Carefully polish the paint layer with manicure sticks, repeat the procedure for each of the colors (between each applied paint).
Separate parts of the model can be covered with masking tape so that the colors, if there are several, do not mix. When painting is complete, remove the masking tape and polish the object with polishing paper. Polishing paper, such as 3M or Zona, comes in a variety of grits and is a relatively new product. It is sold in packs in various online stores, and after processing with this paper, the ink layer or topcoat will literally shine - and nothing else can achieve this effect. Apply 1-2 coats of top coat to protect the paint and let it dry completely. The top coat is selected in accordance with the recommendations of the paint manufacturer. If the topcoat and paint are incompatible, it can render your entire painting job meaningless, so compatibility is very important here.
If the topcoat and paint are incompatible, it can render your entire painting job meaningless, so compatibility is very important here.
Pro Tips
Don't shake the can when spraying! It is important not to mix the pigment or primer with the propellant (propellant gas), which will cause bubbles to form in the spray. Instead, the can must be rotated for 2-3 minutes so that the mixing ball rolls like a pearl, and does not strum.
Pros
- Excellent result, if you take into account all the nuances of the process and practice.
- You can do anything with the final look of the object, no matter what material it is printed on.
Cons
- Primer and paint increase the volume of the model, which affects the tolerances and can be a problem when it comes to a part of a larger object.
- High quality aerosol paint or spray gun increases costs.
Vapor smoothed
Vapor smoothed black ABS printed hemisphere
Tools
- Cleaning cloth
- Solvent resistant sealed container
- Thinner
- Paper towels
- Aluminum foil (or other solvent resistant material)
- Face mask and chemical resistant gloves
| Finishing | ★ ★ ★ ★ ☆ |
| Approvals | ★ ★ ☆ ☆ ☆ |
| Speed | ★ ★ ★ ☆ ☆ |
| Suitable for | all thermoplastics FDM |
Process
Line the bottom of the container with paper towels, if possible along the sides. It is critical that the vapors cannot damage the container and that the container itself is sealed. It is recommended to use a glass or metal container. Apply enough thinner to the paper towels so that they are wet but not soaked - this will also help them adhere better to the walls. Acetone is famous for its ability to smooth out ABS. PLA can be smoothed with a variety of other solvents (dichloromethane works well), but this plastic tends to be much harder to smooth than ABS. When working with any solvents, please follow the safety precautions for handling chemicals and always take appropriate precautions. Place a small "raft" of aluminum foil or other solvent-resistant material in the center of the paper towel-lined container. Place the printout on the "raft" (either side of your choice) and close the lid of the container. Steam polishing can take varying amounts of time, so check your printout periodically. To increase the speed of polishing, the container can be heated, but this must be done carefully so as not to cause an explosion.
It is critical that the vapors cannot damage the container and that the container itself is sealed. It is recommended to use a glass or metal container. Apply enough thinner to the paper towels so that they are wet but not soaked - this will also help them adhere better to the walls. Acetone is famous for its ability to smooth out ABS. PLA can be smoothed with a variety of other solvents (dichloromethane works well), but this plastic tends to be much harder to smooth than ABS. When working with any solvents, please follow the safety precautions for handling chemicals and always take appropriate precautions. Place a small "raft" of aluminum foil or other solvent-resistant material in the center of the paper towel-lined container. Place the printout on the "raft" (either side of your choice) and close the lid of the container. Steam polishing can take varying amounts of time, so check your printout periodically. To increase the speed of polishing, the container can be heated, but this must be done carefully so as not to cause an explosion.
When removing the printout from the container, try not to touch it in any way, leave it on the “raft”, take them out together. In all those places where the printout has come into contact with something, there will be defects, since the outer layer will be under-dissolved. Before working with it, let the printout completely “breathe” so that all solvent vapors have evaporated.
Many aerosols and/or solvent sprays are flammable or explosive and their vapors can be harmful to humans. Be extremely careful when heating solvents, always handle them and store them in a well ventilated area.
Pluses
- Many small blotches, as well as many layer lines, are smoothed out without additional processing.
- The printout surface becomes exceptionally smooth.
- The procedure is very fast and can be done using commonly available materials.
Cons
- Doesn't "heal" gaps, doesn't completely hide layer lines.
- During the smoothing process, the outer layer of the printout dissolves, which greatly affects the tolerances.
- Negatively affects the strength of the printout due to changes in the properties of its material.
Immersion
PLA model immersed in dichloromethane. Photo 3dpt.ru
Tools
- Solvent resistant container
- Thinner
- Eye hook or cog
- Large wire for sculpture or landscaping
- Dryer or drying frame
- Face mask and chemical resistant gloves
| Finishing | ★ ★ ★ ★ ☆ |
| Approvals | ★ ☆ ☆ ☆ ☆ |
| Speed | ★ ★ ★ ★ ☆ |
| Suitable for | all thermoplastics FDM |
Process
Make sure the container you are using is wide and deep enough to completely submerge the printout in the solution. Fill the container with the appropriate amount of solvent - be careful not to splash. As with vapor smoothing, ABS dip smoothing can be done with acetone, which is easy to find in the store, and for PLA, dichloromethane can also work well with ABS, HIPS, SBS, PETG, and many other materials. PLA is quite resistant to solvent smoothing, so it may take several passes to achieve the desired result. Prepare the printout for dipping by screwing a hook or eye screw into it in an inconspicuous place. Pass the wire through the eyelet or wrap the wire around the screw so that the printout can be immersed in the solvent. If the wire is too thin, it will not be able to withstand the buoyant force on the printout, and it will be difficult to sink the object.
Fill the container with the appropriate amount of solvent - be careful not to splash. As with vapor smoothing, ABS dip smoothing can be done with acetone, which is easy to find in the store, and for PLA, dichloromethane can also work well with ABS, HIPS, SBS, PETG, and many other materials. PLA is quite resistant to solvent smoothing, so it may take several passes to achieve the desired result. Prepare the printout for dipping by screwing a hook or eye screw into it in an inconspicuous place. Pass the wire through the eyelet or wrap the wire around the screw so that the printout can be immersed in the solvent. If the wire is too thin, it will not be able to withstand the buoyant force on the printout, and it will be difficult to sink the object.
Once the printout is ready, use a wire to completely immerse it in the solvent for a few seconds. Remove the printout and hang it by the wire in a dryer or on a drying frame to allow the solvent to completely evaporate from the surface. After ejection, the printout can be gently shaken to facilitate the drying process and ensure that no solvent has accumulated in the depressions.
After ejection, the printout can be gently shaken to facilitate the drying process and ensure that no solvent has accumulated in the depressions.
Pro Tricks
If an opaque whitish coating appears on the print after drying, this can be corrected by holding the object over a solvent bath for a while so that its vapor slightly dissolves the surface. This restores the original color of the printout and achieves a shiny outer layer.
Pros
- The surface of the print is smoothed much faster than steam polishing.
- Significantly less fumes are generated than other solvent polishing methods, so this method is less hazardous.
Cons
- The surface is smoothed very aggressively, so you can forget about tolerances.
- Immersion for too long can result in complete deformation of the object and a significant change in material properties.
Epoxy
Black ABS printout, half epoxy coated, half uncoated
Toolbox
- two-component epoxy resin06
- Sponge Applicator
- Mixing container
- Sandpaper P1000 or finer
| Finishing | ★ ★ ★ ★ ☆ |
| Approvals | ★ ☆ ☆ ☆ ☆ |
| Speed | ★ ★ ★ ★ ☆ |
| Suitable for | all thermoplastics FDM |
Process
After the printout has been cleaned (preliminary cleaning gives the best end result), wipe it thoroughly with a cloth. Mix the resin and hardener in the proportion indicated in the instructions, accurately measuring all volumes. The curing process of epoxy resin is exothermic, so glass containers and containers made of materials with a low melting point should be avoided. It is recommended to use containers that are specifically designed for mixing epoxy resins. Incorrect ratio of resin and hardener can result in longer curing time or no curing at all and result in a permanently sticky substance. Mix the resin and thinner as directed in the instructions - carefully, in smooth movements to minimize the amount of air bubbles remaining inside the mixture. Very little epoxy is needed, and most of these resins only work for 10-15 minutes, so plan accordingly.
Mix the resin and hardener in the proportion indicated in the instructions, accurately measuring all volumes. The curing process of epoxy resin is exothermic, so glass containers and containers made of materials with a low melting point should be avoided. It is recommended to use containers that are specifically designed for mixing epoxy resins. Incorrect ratio of resin and hardener can result in longer curing time or no curing at all and result in a permanently sticky substance. Mix the resin and thinner as directed in the instructions - carefully, in smooth movements to minimize the amount of air bubbles remaining inside the mixture. Very little epoxy is needed, and most of these resins only work for 10-15 minutes, so plan accordingly.
Apply the first coat of epoxy with a sponge applicator, being careful not to build up in crevices and small parts. When the printout is sufficiently coated, allow the resin to fully cure - as described in the instructions that came with it. One coat may be sufficient, but for optimum results it is best to lightly sand the printout with fine sandpaper (on P1000 and above) to eliminate any imperfections. Wipe off the dust with a cloth and, in the same way as before, apply a second layer of epoxy.
Wipe off the dust with a cloth and, in the same way as before, apply a second layer of epoxy.
Pros
- A very thin coat of epoxy won't affect tolerance too much (unless the printout has been sanded excessively hard first).
- A protective shell is formed around the object.
Cons
- The layer lines will remain visible, they will only be covered by a smooth shell.
- If too much epoxy is used, it can flood parts and edges, and the surface can appear greasy.
Metallization
FDM-printed structural element nickel-plated with Repliform RepliKote
Tools (for home use)
- Sacrificial anode. The anode material must match the metal of the solution: for example, if copper sulfate is used in the solution (with water it is copper sulfate), then the anode must also be copper. Any object made of the appropriate metal will do (for example, copper wire for copper plating), or you can buy special strips of metal for galvanization.
- Conductive paint or acetone with graphite. Electroplating requires the print surface to be electrically conductive, and this can be achieved with a conductive ink or a solution of equal parts graphite and acetone. Conductive paint will work with any material, but acetone with graphite will only work with ABS.
- Power rectifier. A simple battery can be used as this element, only it will not be as efficient and will not give a fast enough result than the rectifier itself (household current).
 The rectifier is safer in the sense that it can simply be turned off and thus cut off the current during the galvanization process.
The rectifier is safer in the sense that it can simply be turned off and thus cut off the current during the galvanization process. - Conductive screw or eye hook
- Non-conductive container
- Contacts
- Non-conductive gloves and goggles. Electroplating solutions are acidic and can cause injury if splashed into the eyes, so wearing goggles is very important. Solutions also irritate the skin and conduct electricity, so insulating gloves are needed.
Electroplating solution can be obtained by mixing a metal salt, acid and water, but if the proportions are inaccurate and the substances are of insufficient quality, one cannot count on a professional result. If you buy a ready-made solution (as in Midas kits), you can be sure that the problems with plating are not caused by the solution.
If you buy a ready-made solution (as in Midas kits), you can be sure that the problems with plating are not caused by the solution.
Electroplating solution can be obtained by mixing a metal salt, acid and water, but if the proportions are inaccurate and the substances are of insufficient quality, one cannot count on a professional result.
If you buy a ready-made solution (as in Midas kits), you can be sure that the problems with plating are not caused by the solution. | Finishing | ★ ★ ★ ★ ☆ |
| Approvals | ★ ★ ★ ☆ ☆ |
| Speed | ★ ★ ★ ★ ☆ |
| Suitable for | all thermoplastics FDM |
Process
Electroplating can be carried out at home or in a professional workshop. To do everything right, you need to be well versed in the materials, in what is actually happening - and at home these opportunities are usually limited. In order to achieve excellent surface quality and to have more plating options, including chrome plating, it is best to use the services of professional workshops. The copper galvanization process will be described below as an example.
To do everything right, you need to be well versed in the materials, in what is actually happening - and at home these opportunities are usually limited. In order to achieve excellent surface quality and to have more plating options, including chrome plating, it is best to use the services of professional workshops. The copper galvanization process will be described below as an example.
At home, you can galvanize with copper or nickel, and this coating will then serve as the basis for galvanizing with other metals. It is critically important that the printout surface be as smooth as possible before it is galvanized. Any bumps and lines in the layers will be enhanced as a result of the process. Prepare the sanded and cleaned object for plating by coating the plastic with a thin coat of high quality conductive paint, or with a graphite and acetone solution for ABS printouts. Allow the conductive coating to dry completely, sand if necessary to ensure a smooth surface. At this stage, it is extremely important not to touch the printout with bare hands or to wear gloves, because sweat marks on the object will certainly affect the quality of the galvanization.
Insert a screw or eyelet in an inconspicuous place on the printout and connect it to the negative terminal of the rectifier. This will be the cathode. Connect the copper anode to the positive contact of the rectifier. Fill the container with enough copper plating solution so that the printout is completely covered with it. Immerse the anode in the container and turn on the power. After the rectifier is turned on, immerse the printout in the container, making sure that it does not touch the anode anywhere. Beware! When the object is already in the bath, the galvanization system is active, and contact with the solution, cathode or anode can be traumatic. Set the voltage on the rectifier to 1-3 Volts, and the process will go to full metallization. To speed things up, the voltage can be increased, but not more than 5 volts. When enough metal has deposited on the printout, simply turn off the power and dry the object with microfiber towels. When it's dry, varnish the object to protect it from corrosion.