Nylon 66 3d printing
Everything you need to know about Nylon 3D printing
Before you get started with Nylon 3D Printing, we’ve compiled some of the basic information you’ll need to know. Read on to learn the advantages, disadvantages, history and applications of Nylon 3D printing
Nylon Filament and 3D Printed Gear
When it comes to 3D printing materials, Nylon has to be mentioned as one of the most popular materials for professional users. This can be attributed in large part to its popularity outside of 3D printing. Nylon has a wide range of applications thanks to its unique properties and the benefits of 3D printing mean that parts can be made on the fly easily and inexpensively.
That said, desktop Fused Deposition Modeling (FDM) 3D printing technology, which is one of the most widely-used types of 3D printing, can sometimes involve a lot of trial and error. Some materials are easy to print with while others have a comparatively bigger learning curve.
Through this article, we will share everything you should know about Nylon 3D printing. Nylon can be 3D printed using three different technologies, namely FDM, Selective Laser Sintering (SLS), and MultiJet Fusion (MJF). However, the scope of this article is focused around FDM 3D printing.
UNDERSTANDING NYLON AS A MATERIAL
Chemical Composition
Nylon was first synthesized by DuPont, the American chemical company, in 1935. It developed the material for commercial usage and since then Nylon has become a common feature in numerous industries.
Nylon refers to a group of plastics known as polyamides. They are mostly semi-crystalline and generally very tough materials. It is found in many variants but the most common ones are Nylon 6, Nylon 6-6, and Nylon 12. It is a thermoplastic material, i.e., it becomes soft on heating or liquid when heated beyond its melting point and hardens on cooling. This process of heating and cooling can be carried out multiple times without significantly affecting its inherent chemical or mechanical properties.
Nylons can be easily blended with numerous other plastics to form composites, enhancing their performance parameters. This is widely done in automotive industries and some common composites in 3D printing are glass-filled nylon and carbon-fiber-filled nylon. Nylon is a versatile material and is suitable for almost all types of manufacturing operations like injection molding, extrusion, and additive manufacturing (in FDM, SLS & MJF).
Some of the most popular applications of nylon material are:
➜ In the textiles industry, nylon is used in the manufacturing of fishing lines, and food packaging.
➜ In the fashion industry, nylon is used as a fabric to manufacture products like hosiery, lingerie, raincoats, windbreakers, and athletic wear used in sports.
➜ In the electronics industry, nylon is used as insulators and switch housings.
➜ In the automotive industry, nylon is used in the production of parts such as intake manifolds, door handles, and radiator grills.
In consumer products, nylon is used in sporting goods such as ski bindings and skateboard wheels.
➜ In manufacturing machinery for moving parts such as gears and rollers.
NYLON in 3D PRINTING
In the same way that nylon has become a go-to material in traditional manufacturing, nylon has become a popular material to use with 3D printers. 3D printing provides the added benefits of unlimited geometries, iteration and customization, and low-volume affordability.
Nylon’s flexibility and durability help in 3D printing parts with thin walls. Its low coefficient of friction with a high melting point makes it especially resistant to abrasion and enables it to be used in printing for parts such as functional interlocking gears.
Nylon exhibits mechanical properties comparable to ABS (another widely used material in traditional & additive manufacturing). ABS is defined by its strength but Nylon’s resistance to wear and fatigue makes it superior for applications requiring such properties.
Apart from the advantages, nylon has one major drawback that can often hamper its printing performance – hygroscopicity, i.e., its moisture absorption property. This property is detrimental in delivering predictable performance. But this same property helps nylon in easy post-processing with fabric dyes and spray paints thereby making it suitable for use in the printing of aesthetic (display) models.
There have been successful cases of a patient receiving a titanium pelvis implant, another getting a new titanium lower jaw. A motorcyclist patient whose face had been seriously injured in a road accident had it rebuilt with 3D printed parts.
Bioprinting allows for the 3D printing of artificial organs, helping solve organ failure issues in patients faster, important to both the patient and his/her family and to healthcare systems.
3D printed tissues have been developed for pharmaceutical testing as a cost-effective and ethical means of helping identify the side effects of drugs and validating safe dosages.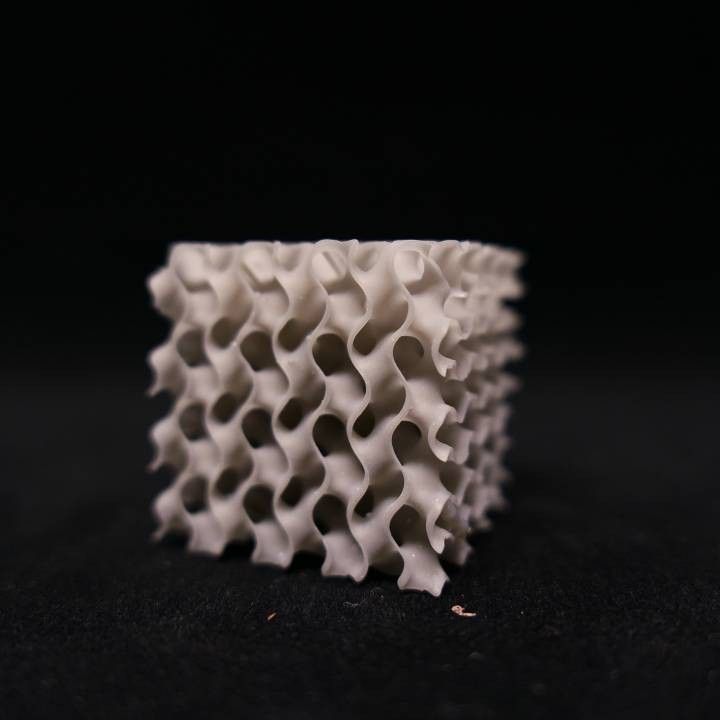
Pills can be produced, using the 3D printing process of Binder Jetting. The process allows the pills produced to be very porous, therefore enabling high dosages in a single pill that can be dissolved quickly and easily digested, useful for treating conditions such as epilepsy.
FUSED DEPOSITION MODELING (FDM) NYLON 3D PRINTING
As mentioned earlier, nylon 3D printing in FDM is a bit difficult but with the right tools it can be used to produce consistent results. We will start with some of the common challenges with nylon 3D Printing.
Common Challenges with Nylon 3D Printing
One challenge in nylon 3D printing is that nylon is highly hygroscopic. Even short-term exposure to high humidity can result in “wet” filament which, when printed, can lead to inconsistency in dimensional accuracy and part strength. Due to this property, it is critical to store the nylon filament in a dry place. Professional FDM 3D printers are enclosed so moisture can be safely avoided but for new users working with DIY or cheaper desktop printers, the material is exposed to air while printing. This makes it prone to moisture. The moisture absorbed by nylon gets heated up when it passes through the heater and the moisture forms bubbles only to burst during the heating process. This bursting leaves visible gaps in the 3D printed parts, leading to poor output.
This makes it prone to moisture. The moisture absorbed by nylon gets heated up when it passes through the heater and the moisture forms bubbles only to burst during the heating process. This bursting leaves visible gaps in the 3D printed parts, leading to poor output.
Additionally, nylon is prone to warping issues. Warping occurs when there is uneven cooling of the print and the print curls from the build plate, distorting the printed part. This can be avoided by efficient gluing of the print bed and using a heated bed to keep the bottom layer of the print mildly heated so that it sticks to the bed for the duration of the print. As an extra precaution, the cooling fans can be switched off (all slicers have options to switch off fans during printing) while printing with nylon.
It is also recommended that printing nylon is conducted in a well-ventilated area due to its chemical composition.
Solutions to Nylon 3D Printing
Luckily, there are professional 3D printers such as the MakerBot METHOD that are both affordable for businesses, and have features that enable easy and consistent 3D printing with nylon. One example of these advanced professional features is an enclosed heated build chamber, which minimizes warping and inconsistent cooling during the print, and can also be used before printing to dry the filament on the spool. Another such feature is sealed material bays, which prevents the material from contact with the surrounding environment. These two additions almost entirely solves the problems associated with nylon 3D printing and might be worth considering during purchase if nylon is a preferred 3D printing material.
One example of these advanced professional features is an enclosed heated build chamber, which minimizes warping and inconsistent cooling during the print, and can also be used before printing to dry the filament on the spool. Another such feature is sealed material bays, which prevents the material from contact with the surrounding environment. These two additions almost entirely solves the problems associated with nylon 3D printing and might be worth considering during purchase if nylon is a preferred 3D printing material.
FDM NYLON MATERIAL PROPERTIES
| PARAMETER | Imperial | Metric |
|---|---|---|
| Heat Deflection (ASTM 648, 66 psi) | 196°F | 91°C |
| Flexural Modulus (ASTM D790, 15 mm/min) | 250,000 psi | 1,700 MPa |
| Flexural Strength (ASTM D790, 15 mm/min) | 14,000 psi | 97 MPa |
| Tensile Strength at yield (ASTM D638, 50 mm/min) | 9500 psi | 66 MPa |
| Tensile Modulus (ASTM D638, 50 mm/min) | >320,000 psi | >2,200 MPa |
| Strain at Yield - Elongation (%) | >10% | >10% |
| Notched Impact Strength (ASTM D256) | >3. 5 ft-lb/in 5 ft-lb/in | >187 J/m |
(Specifications for MakerBot Nylon)
ADVANTAGES
➜ Mechanical Properties
➀ High impact resistance - Durable in situations where parts are constantly banging together or being dropped.
➁ Abrasion resistant - Nylon’s low coefficient of friction allows nylon to be used in applications with moving parts that would otherwise wear on each other
➂ Flexible - In thinner geometries nylon can be flexed repeatedly without fracturing
➜ Post-Processing: Nylon is hygroscopic and this property helps it to be easily post-processed by absorbing fabric dyes and spray paints.
DISADVANTAGES
➜ Hygroscopic: Nylon is hygroscopic, i.e., it absorbs moisture from the air which can affect its print quality and ultimately the part performance.
➜ Pre-Drying: Nylon should be pre-dried to remove any moisture it has absorbed. This requires extra effort, extra equipment, and extra time. And if the drying is insufficient, then the print shows
This requires extra effort, extra equipment, and extra time. And if the drying is insufficient, then the print shows
➜ Warping: Nylon is prone to warping and thus can distort the part.
WHERE TO BUY?
Nylon material can either be bought from filament manufacturers or 3D printer manufacturers.For the MakerBot 3D METHOD, we recommend use of MakerBot Nylon as it is optimized to deliver great results.
Looking for a professional 3D printing platform that works with a variety of manufacturing-grade materials? Learn more at makerbot.com/method.
Related Posts
Nylon 3D Printing: Printers, Filaments & Properties
This 4D Filtration resource is user-supported by donations, affiliate links, and/or ads.
To help you get started with Nylon 3D Printing, we have compiled pros/cons, application examples, ideal printers, various filament types, and property graphs.
Nylon is easily one of the most popular 3D printing filaments available, and outside of additive manufacturing, nylon is one of the most used plastics worldwide. With a wide array of properties available, you would be hard pressed to find an application where nylon could be suitable. However, nylon is by no means an entry-level filament. Most nylon filaments require high-temperature printers, the filament absorbs ambient moisture, and the dimensional stability can be compromised by shrinkage and warping.
With a wide array of properties available, you would be hard pressed to find an application where nylon could be suitable. However, nylon is by no means an entry-level filament. Most nylon filaments require high-temperature printers, the filament absorbs ambient moisture, and the dimensional stability can be compromised by shrinkage and warping.
Table of Contents
- Advantages & Disadvantages of Nylon
- Uses for Nylon
- FDM Printer for Nylon
- Nylon 6-66 Filament
- Nylon 6 Filament
- Nylon 66 Filament
- Nylon 12 Filament
- Carbon Fiber Nylon Filament
- Glass Fiber Nylon Filament
- Specialty Nylon Filament
- Nylon Property Graphs
- Alternative: Using SLS to Print Nylon
Advantages of Nylon:
- Impact & fatigue resistance
- High mechanical strength
- Temperature resistance
- Abrasion resistance
- Small friction coefficient
Disadvantages of Nylon:
- Hygroscopic (absorbs moisture)
- Strength & rigidity loss in humid environments
- High printing temperatures
- Prone to warping
- High shrinkage
Uses for Nylon
Functional applications for nylon could include gears, screws, nuts, bolts, cable ties, rope, seals, wheels, bearings, electrical connectors, and housings. Nylon is used in consumer applications such as toothbrush bristles, fishing line, tents, rain protection, shoes, furniture, and luggage.
Nylon is used in consumer applications such as toothbrush bristles, fishing line, tents, rain protection, shoes, furniture, and luggage.
High-Temp FDM 3D Printers for Nylon
Nylon printing temperatures range from 220 to 300°C, but most variants utilize temperatures above 260°C. This requires a printer designed to handle these temperatures and a hotend that is all-metal instead of PTFE-lined.
Qidi X-Plus
$700
Assembly: Fully
Extruder: Direct Drive
Auto-Leveling: Yes
Max Nozzle Temp: 300°C
Max Bed Temp: 100°C
Print Volume: 270mm (L) 200mm (W) 200mm (H)
AmazonAliExpress
Qidi X-Max
$1,000
Assembly: Fully
Extruder: Direct Drive
Auto-Leveling: Yes
Max Nozzle Temp: 300°C
Max Bed Temp: 100°C
Print Volume: 300mm (L) 250mm (W) 300mm (H)
AmazonAliExpress
Creality Ender 3 S1 Pro
$520
Assembly: Partial
Extruder: Direct Drive
Auto-Leveling: Yes
Max Nozzle Temp: 300°C
Max Bed Temp: 110°C
Print Volume: 220mm (L) 220mm (W) 270mm (H)
S1 vs S1 Pro
AmazonBanggoodAliExpress
Prusa MK3S
$749/999
Assembly: Kit or Fully
Extruder: Direct Drive
Auto-Leveling: Yes
Max Nozzle Temp: 300°C
Max Bed Temp: 120°C
Print Volume: 210mm (L) 250mm (W) 210mm (H)
Prusa Mini vs MK3S vs XL
Prusa - KitPrusa - Assembled
Types of Nylon Filament
As nylon absorbs moisture from its surroundings, the modulus and strength will decrease.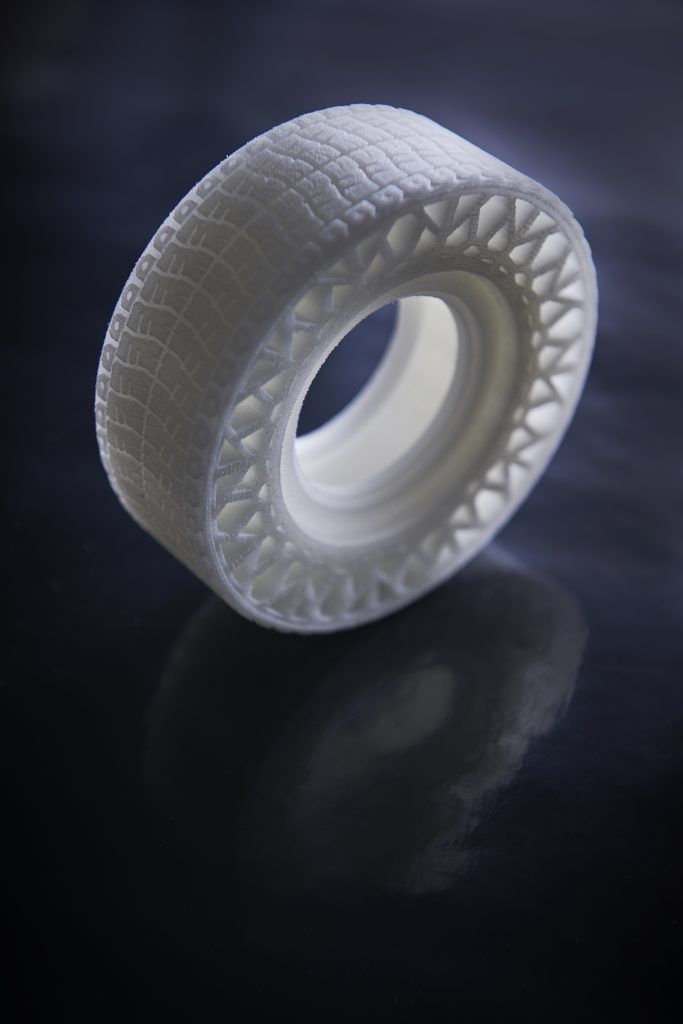 However, it will gain elongation and result in a higher Izod/impact strength.
However, it will gain elongation and result in a higher Izod/impact strength.
Nylon 6-66
Nylon 6-66 is a combination of nylon 6 and 66 that is formulated to increase printability, moisture resistance, and dimensional stability. Nylon 6-66 is formed using the monomers caprolactam, hexamethylene diamine, and adipic acid, each containing 6 carbon atoms. Nylon filament will contain additives to optimize properties and increase the ease of printing.
Overture - Nylon 6-66
$35 per kg
Printing Temps: 250-270°C
HDT: 110°C
Tensile Modulus: 2,200 MPa
Tensile Strength: 43-66 MPa
Fracture Elongation: 10%
OvertureAmazon
Polymaker - Nylon 6-66
$66 per kg
Printing Temps: 250-270°C
HDT: 110°C
Tensile Modulus: 2,200 MPa
Tensile Strength: 43-66 MPa
Fracture Elongation: 10%
PolymakerAmazon
KVP - Nylon 6-66
$60 per kg
Printing Temps: 245-280°C
HDT: n/a
Tensile Modulus: n/a
Tensile Strength: n/a
Fracture Elongation: n/a
KVP
3DXTech - Nylon 6-66
$68 per kg
Printing Temps: 255-275°C
HDT: 140°C
Tensile Modulus: 2,000 MPa
Tensile Strength: 55 MPa
Fracture Elongation: 10%
3DXTech
Nylon 6
Nylon 6 is often used for textiles, gears, furniture, and firearm components. It is cheaper to produce, more optically vibrant, experiences less shrinkage, has a higher impact resistance, and is more readily recyclable. However, nylon 6 absorbs moisture at a higher rate, has less temperature resistance, is vulnerable to acids, and has less tensile strength and modulus than nylon 66. Nylon 6 is formed using the monomer caprolactam, which contains 6 carbon atoms.
It is cheaper to produce, more optically vibrant, experiences less shrinkage, has a higher impact resistance, and is more readily recyclable. However, nylon 6 absorbs moisture at a higher rate, has less temperature resistance, is vulnerable to acids, and has less tensile strength and modulus than nylon 66. Nylon 6 is formed using the monomer caprolactam, which contains 6 carbon atoms.
taulman3D - Nylon 6
$45 per kg
Printing Temps: 230-235°C
HDT: n/a
Tensile Modulus: 73 MPa
Tensile Strength: 34 MPa
Fracture Elongation: 417%
Amazon
Nylon 66
Nylon 66 is often used for screws, bolts, nuts, bearings, and component housings. It is resistant to acids, has a high temperature resistance, absorbs moisture at a lower rate, and has higher modulus & strength values. Nylon 66 is formed using the monomers hexamethylene diamine and adipic acid, both of which contain 6 carbon atoms.
Nylon 12
Nylon 12 is often used for packaging films, powder coating metals, insulation material, chemical resistance tubing, and agents in cosmetics. It absorbs the least moisture of all polyamides, has a low density & temperature resistance, and has a lower tensile strength. Nylon 12 is formed using the monomer laurolactam, which contains 12 carbon atoms.
It absorbs the least moisture of all polyamides, has a low density & temperature resistance, and has a lower tensile strength. Nylon 12 is formed using the monomer laurolactam, which contains 12 carbon atoms.
Fiberlogy - Nylon 12
$66 per kg
Printing Temps: 255-270°C
HDT: 135°C
Tensile Modulus: 1400 MPa
Tensile Strength: 51 MPa
Fracture Elongation: 200%
Fiberlogy
Carbon Fiber Nylon
Carbon fiber nylon is ideal for stiff lightweight parts and dimensions stability. Both carbon and glass fiber nylon have high strength, modulus (rigidity), and temperature resistance. However, the rigidity and strength of carbon fiber nylon is typically higher than that of glass fiber nylon.
Polymaker - Nylon 6-CF
$90 per kg
Printing Temps: 280-300°C
HDT: 215°C
Tensile Modulus: 7,400 MPa
Tensile Strength: 68-105 MPa
Fracture Elongation: 3%
PolymakerAmazon
Polymaker - Nylon 12-CF
$160 per kg
Printing Temps: 260-300°C
HDT: 131°C
Tensile Modulus: 3,300 MPa
Tensile Strength: 43-72 MPa
Fracture Elongation: 3. 5%
5%
PolymakerAmazon
3DXTech - Nylon 6-CF
$100 per kg
Printing Temps: 240-270°C
HDT: 147°C
Tensile Modulus: 3,800 MPa
Tensile Strength: 63 MPa
Fracture Elongation: 3%
3DXTechAmazon
3DXTech - Nylon 12-CF
$176 per kg
Printing Temps: 265-285°C
HDT: 150°C
Tensile Modulus: 8,000 MPa
Tensile Strength: 72 MPa
Fracture Elongation: 2%
3DXTech
Fiberlogy - Nylon 12-CF
$115 per kg
Printing Temps: 255-270°C
HDT: 170°C
Tensile Modulus: 7,300 MPa
Tensile Strength: 120 MPa
Fracture Elongation: 5%
Fiberlogy
Fillamentum - Nylon 12-CF
$115 per kg
Printing Temps: 235-260°C
HDT: n/a
Tensile Modulus: 500 MPa
Tensile Strength: 54 MPa
Fracture Elongation: 103%
Fillamentum
MatterHackers - Nylon 12-CF
$116 per kg
Printing Temps: 250-265°C
HDT: 155°C
Tensile Modulus: 6,000 MPa
Tensile Strength: 100 MPa
Fracture Elongation: n/a
MatterHackers
Glass Fiber Nylon
Glass fiber-filled nylon is cheaper than and maintains more ductility than carbon fiber nylon. Both carbon and glass fiber nylon have high strength, modulus (rigidity), and temperature resistance. However, the HDT of glass fiber nylon is higher than that of carbon fiber nylon.
Both carbon and glass fiber nylon have high strength, modulus (rigidity), and temperature resistance. However, the HDT of glass fiber nylon is higher than that of carbon fiber nylon.
Polymaker - Nylon 6-GF
$60 per kg
Printing Temps: 280-300°C
HDT: 191°C
Tensile Modulus: 4,400 MPa
Tensile Strength: 61-84 MPa
Fracture Elongation: 3%
PolymakerAmazon
taulman3D - Nylon GF
$80 per kg
Printing Temps: 250-260°C
HDT: n/a
Tensile Modulus: n/a
Tensile Strength: n/a
Fracture Elongation: 35%
Amazon
3DXTech - Nylon 6-GF
$104 per kg
Printing Temps: 260-280°C
HDT: 186°C
Tensile Modulus: 4,200 MPa
Tensile Strength: 63 MPa
Fracture Elongation: 6%
3DXTechAmazon
Fiberlogy - Nylon 12-GF
$115 per kg
Printing Temps: 255-270°C
HDT: 172°C
Tensile Modulus: 3,100 MPa
Tensile Strength: 72 MPa
Fracture Elongation: 8%
Fiberlogy
MatterHackers - Nylon 12-GF
$128 per kg
Printing Temps: 250-260°C
HDT: 160°C
Tensile Modulus: 4,000 MPa
Tensile Strength: 95 MPa
Fracture Elongation: n/a
MatterHackers
Specialty Nylon Filament
Nylon filament in this category are unspecified by the manufacturer, copolymer/additive combinations, or exotic fills such as Kevlar.
taulman3D - Bridge Nylon
$50 per kg
Printing Temps: 250-255°C
HDT: n/a
Tensile Modulus: n/a
Tensile Strength: 33 MPa
Fracture Elongation: 248%
Amazon
taulman3D - PCTPE
$60 per kg
Printing Temps: 235-240°C
HDT: n/a
Tensile Modulus: 73 MPa
Tensile Strength: 34 MPa
Fracture Elongation: 497%
Amazon
taulman3D - Nylon 645
$60 per kg
Printing Temps: 250-255°C
HDT: n/a
Tensile Modulus: n/a
Tensile Strength: 36 MPa
Fracture Elongation: 186%
Amazon
taulman3D - Cast Plate
$80 per kg
Printing Temps: 280-300°C
HDT: 185°C
Tensile Modulus: n/a
Tensile Strength: 92 MPa
Fracture Elongation: 30%
Amazon
Fillamentum - FX256
$75 per kg
Printing Temps: 235-260°C
HDT: 110°C
Tensile Modulus: 1,400 MPa
Tensile Strength: 45 MPa
Fracture Elongation: 50%
Fillamentum
Fillamentum - AF80 Kevlar
$144 per kg
Printing Temps: 235-255°C
HDT: n/a
Tensile Modulus: 500 MPa
Tensile Strength: 50 MPa
Fracture Elongation: 6%
Fillamentum
MatterHackers - Nylon
$82 per kg
Printing Temps: 240-260°C
HDT: 102°C
Tensile Modulus: n/a
Tensile Strength: 36 MPa
Fracture Elongation: 34%
MatterHackers
Properties of Nylon vs various Filament and Resin
Using SLS to Print Nylon
Selective laser sintering (SLS) 3D printers can be used to create high-quality parts from nylon - these may be prototypes or for commercial-use. Like in SLA, the laser in SLS traces the geometry layer by layer, but SLS printers are unique in that they use the laser to melt nylon powder and do not require any support material.
Like in SLA, the laser in SLS traces the geometry layer by layer, but SLS printers are unique in that they use the laser to melt nylon powder and do not require any support material.
For the Formlabs printers, you can use referral code "FORM3-TOLIZB" to get $500 off on a printer purchase - here's how to redeem it.
Formlabs Fuse 1
$18,500+
($500 Off - FORM3-TOLIZB)
Z Layer Thickness: 0.11mm
Laser Spot Size: 0.2mm
Print Volume: 165mm (L) 165mm (W) 300mm (H)
Formlabs
To compare resin printers, browse resin, and get equipment inspiration visit our Ultimate Resin Guide.
To compare FDM printers via an interactive table, side-by-sides, and in-depth articles.
Application & Safety FAQ answers common questions about resin.
Ventilation Simulations has animations for common DIY venting setups, and Heating Resin Printers during winter provides data for specific heat sources.
Our Resin Print Settings Table has associated images, mixes, and does a resin giveaway.
To browse resin properties and find your ideal strong, durable, flexible, or high-temp resin visit our Resin Properties Table. To find properties of filaments, visit our FDM Properties Table.
Disclaimer: You assume all responsibility and risk for the use of, but not limited to, the resources, advice, and opinions of 4D Filtration or its employees. 4D Filtration or its employees do not assume any liability or create any warranty for the use of any information. 4D Filtration may receive commissions for referral links. Prices are approximated for simplicity and they may fluctuate due to sales or markdowns. Amazon .com should refer you to your local amazon site if you are not in the United States; there is a chance Amazon's link redirect system will take you to a different product.
Nylon 3D Printing Technology Features
Nylon is known as a durable, versatile material. It is a synthetic composition formed from polyamides, which are polymers linked by amide bonds. When it comes to 3D printing, Nylon is often considered an "advanced" resource as it requires certain skills and equipment to work with. For printing on a 3D printer, the material is taken in the form of a powder or thread.
When it comes to 3D printing, Nylon is often considered an "advanced" resource as it requires certain skills and equipment to work with. For printing on a 3D printer, the material is taken in the form of a powder or thread.
Physical properties of nylon
Nylon is a popular choice in industrial 3D printing because of its durability and abrasion resistance. If the surface printed with Nylon is thin enough, it can show good flexibility while maintaining strength.
The compound's low coefficient of friction means it is well suited for making moving parts. Nylon is often used to create functional prototypes, hinges, gears and similar parts.
Chemical Properties of Nylon
To fully understand nylon 3D printing, it is important to consider other characteristics as well. The filament has a high melting point and is hygroscopic, that is, it absorbs moisture well. The latter property can be both an advantage and a disadvantage. The advantage is that the surface of the printed part lends itself well to coloring. Minus - the thread absorbs moisture from the air, which affects the printing process and the characteristics of the finished part.
Minus - the thread absorbs moisture from the air, which affects the printing process and the characteristics of the finished part.
Choice of technology
3D printing with nylon on a 3D printer has its own peculiarities - it can be realized by the method of layer by layer deposition (FDM) using a nylon filament, by means of selective laser sintering (SLS) or by the method of multi-jet fusion (MJF) using a powder.
FDM
Using Nylon for 3D printing was an expensive procedure because MJF and SLS printers are expensive and FDM printers have become a cheap alternative. Today, you can use an FDM printer and a special nylon filament that is melted down and then extruded through a nozzle onto a build platform in layers until the part is complete. Although nylon 3D printing on FDM equipment is much more affordable than SLS or MJF, the quality of the printed object is not as impressive.
Also, not all FDM machines can handle nylon filament. It is important to have a quality (all-metal) hot end that can withstand temperatures above 250°C. Nylon is also prone to warping, so traction becomes a separate issue.
Nylon is also prone to warping, so traction becomes a separate issue.
Nylon thread is available in various grades, the most common of which are PA 6 and PA 66. Both options have standard strength, abrasion resistance and low coefficient of friction, but have one significant drawback - high moisture absorption.
Fiber formula of anide (nylon-66) and nylon (nylon-6).
Photo: en.wikipedia.org
Storage and Nylon Printing
The hygroscopicity of the material may adversely affect the filament. The thread begins to lose its properties, decompose within a few hours. To prevent such a scenario, proper storage is of fundamental importance.
A simple plastic sealed container is a good solution when not using filament, but what about when printing? The ideal output is a moisture controlled storage unit that also feeds the filament to the extruder. If the material on the coil has absorbed a lot of moisture, then it can be dried in a special chamber or oven.
SLS
The selective laser sintering method uses a laser to sinter the powder layer by layer. Most of these 3D printers are focused on polymers.
One of the main materials used in this equipment is Nylon, specifically PA 11 and PA 12 nylon powders. There are also powdered versions of reinforced polyamide, known as nylon composites, which, in addition to Nylon, usually contain particles of glass, aluminum or carbon fiber.
Sinterit
Photo: Sinterit
Characteristics:
| Category | Powder for SLS printing |
| Material type | Nylon 11 |
| Packaging | Plastic bottle |
| Color | Gray |
| Elongation at Break | 27% |
| Tensile strength | 46 MPa / 50 MPa (primary powder) |
| Shore hardness D | 76 |
| Material refresh rate | 60 [%] - to reuse the remaining PA11 powder, add 60% FRESH powder |
| Designed for | Lisa Pro |
Photo: Sinterit
Characteristics:
| Category | Powder for SLS printing | |
| Material type | Polyamide 12 Powder | |
| Packaging | Plastic bottle | |
| Granulation | 18 - 90 [µm] | |
| Color | Dark gray / anthracite | |
| Elongation at Break | 10% | |
| Tensile strength | 32 [MPa] | |
| Softening point (Wick method, type A50 / B50) | 172/155 [°C] | 342/311 [°F] | |
Thermal deflection temperature B 0. 45 [MPa] 45 [MPa] | 143[°C] | 289[°F] | |
| Hardness on Shore scale D | 74 | |
| Modulus of elasticity / Young E | 1029 [MPa] | 148 [thousand pounds / sq. Inch] | |
| Material refresh rate | 26 [%] - to reuse the remaining PA12 powder, add 26% FRESH powder. | |
| Designed for | Lisa Pro | 43 J / M * |
| Elongation at Break | 8% * | |
| Heat deflection temperature | 177°C | |
| Flexible Force | 47 MPa * | |
| Maintained wall thickness | min. 0.5 mm | |
| Designed for | Sintratec S2 Sintratec KIT |
3D printer Sintratec S2 nylon
Photo: Sintratec
Characteristics:
| Country | Switzerland |
| Power supply | 230 V | 11 A max. | 50-60 Hz | 50-60 Hz |
| Print material | nylon |
| Print Technology | SLS |
3D printer Sintratec Kit
Photo: Sintratec
Characteristics:
| Country | Switzerland |
| Maximum Printvolume | 110 x 110 x 110 mm |
| Recommended print volume | 90 x 90 x 90 mm |
| Laser speed | 5-20 mm/s * |
| Layer height | 100 - 150 micrometer * |
| Temperature | 80 - 150 ° C * |
When completed, objects are completely surrounded by unspent powder, which serves as a support for printed models. SLS machines can reuse up to 50-70% of the remaining material for future print runs. In terms of rationality, this is an advantage over FDM, since any resource used as supports is usually not converted back into a thread for reuse. Nylon is excellent for making functional parts, and selective laser sintering technology helps create complex configurations.
Nylon is excellent for making functional parts, and selective laser sintering technology helps create complex configurations.
The downside of this method is the cost. Industrial SLS printers sell for over $200,000. However, more affordable solutions have recently appeared on the market, such as the Fuse 1 desktop SLS machine from Formlabs, priced at about $10,000. You will have to pay at least $60 per kg for the powder.
MJF
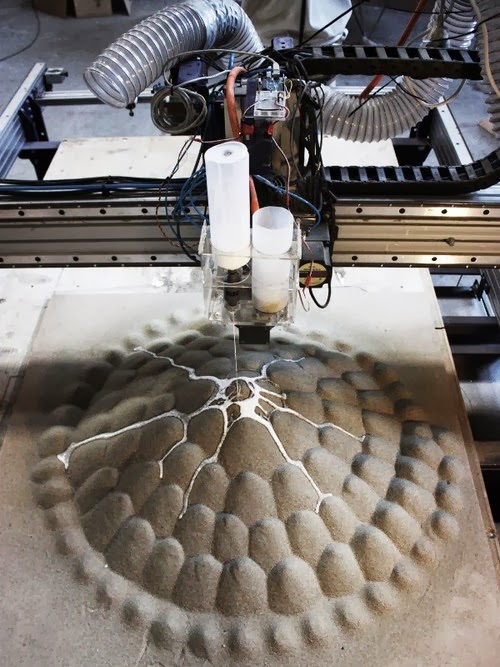
Multi Jet Fusion is a unique powder sintering technique developed by Hewlett Packard. The technology is similar to the previous one, but also has something in common with the method of jet application of the binder.
MJF and SLS start the Nylon printing process in the same way. Before sintering begins, a layer of powder is spread onto the assembly platform. However, while with SLS the laser would start sintering, MJF introduces an additional step into the printing process in the form of adding chemical agents.
A chemical compound is sprayed on top of each fresh powder layer where future layers will be sintered to help the substance absorb energy from the printer's heat source. When SLS uses a laser, MJF relies on powerful infrared light, which, in combination with the fuser, speeds up the sintering process, making the print go faster.
When SLS uses a laser, MJF relies on powerful infrared light, which, in combination with the fuser, speeds up the sintering process, making the print go faster.
While both technologies produce phenomenal detail, MJF is ahead of SLS when it comes to detail. This is partly due to the agent used, which helps to make the edges as sharp as possible, slightly reducing the intensity of fusion at the edges of the object.
After printing is completed, the green powder can be disposed of. However, MJF allows up to 80% of the material to be reused, although this largely depends on the specific machines. The MJF technique is comparable in price to industrial SLS machines, but has faster print speeds with potentially better detail.
Source
Tags:
Nylon, 3D printing, Nylon, 3D printer, MJF and SLS printers, FDM printer, Sinterit LISA PRO professional 3D printer, PA12 polyamide (nylon) powder, 3D printer SINTRATEC S2 nylon, 3D printer Sintratec KIT
Review of high-temperature FDM plastics for industrial 3D printing / Sudo Null IT News and materials in stock.
 To understand what materials are needed to obtain a strong and lightweight part, we are moving from personal printing to industrial printing. PLA, ABS, SBS are consumables that are familiar to all printers. PETG, nylon, polycarbonate - rather exotic. But these are far from the most serious materials.
To understand what materials are needed to obtain a strong and lightweight part, we are moving from personal printing to industrial printing. PLA, ABS, SBS are consumables that are familiar to all printers. PETG, nylon, polycarbonate - rather exotic. But these are far from the most serious materials. Where are superplastics needed?
Plastics with outstanding properties are very useful in space. No, it’s not yet possible to print a rocket engine out of plastic, the heat resistance is not even close to the same, but it is ideal for various parts around. An example is Stratasys and the "climate control" of Atlas V rockets. 16 printed parts instead of 140 metal parts - faster, lighter, cheaper. And this is not a theoretical project, it has already flown into space.
Another example is aviation. The flight altitude is lower, but the application is more massive. Here, too, there is a reason to reduce the mass of parts, switch to plastic where possible. It is used in the aircraft industry and direct metal printing, when it comes to engine components or fuselage frame parts, but less loaded structural elements, such as cabin ventilation and interior elements, are best made from plastic. This direction is being developed, for example, by Airbus.
It is used in the aircraft industry and direct metal printing, when it comes to engine components or fuselage frame parts, but less loaded structural elements, such as cabin ventilation and interior elements, are best made from plastic. This direction is being developed, for example, by Airbus.
We descend from heaven to earth: here the mass is no longer so critical, other properties of engineering plastics are of interest. Resistance to aggressive chemicals and elevated temperatures, the ability to create structures inaccessible to classical methods. At the same time - a lower price, in comparison with metal printing. Printed products are used in medicine, oil and gas industry, chemical industry. As an example, a mixing block with a complex channel structure, made for illustration in a section.
Difference from usual plastics
Why not launch PLA into space and make aircraft cabin air vents out of ABS? A number of requirements are applied to engineering plastics related to resistance to high and low temperatures, fire resistance, mechanical strength. Usually all at once. So, it is undesirable to launch PLA “floating” when interacting with the environment or perfectly burning ABS into the sky.
Usually all at once. So, it is undesirable to launch PLA “floating” when interacting with the environment or perfectly burning ABS into the sky.
Now - to what, in fact, plastics are used in industrial printing using FDM / FFF technology.
Polycarbonate filaments
Polycarbonate is a common industrial plastic with high impact resistance and transparency, also produced for the needs of FDM printing. The material holds temperature better than ABS, is resistant to acids, but is sensitive to UV radiation and is destroyed by oil products.
Clear polycarbonate, PC
The maximum operating temperature for polycarbonate products is 130 °C. Polycarbonate is biologically inert, products made from it can withstand sterilization, which makes it possible to print packaging and auxiliary equipment for medicine.
- Stratasys PC, PC-ISO for Fortus printers. The first is general purpose, the second is certified for biocompatibility, for medical use.

- Intamsys PC;
- Esun ePC;
- SEM PC;
- PrintProduct PC;
ABS/PC
Polycarbonate/ABS alloy combines the sanding and painting capabilities of ABS with higher impact resistance and operating temperature. Retains strength at low temperatures down to -50 °C. Unlike pure PC, it is better applicable in cases where it is necessary to eliminate the layered structure of the part by grinding or sandblasting. Application: production of housings and elements of controls for piece and small-scale production, replacement of mass-produced plastic parts in equipment, parts for which have ceased to be produced.
- Stratasys PC/ABS;
- Roboze PC-ABS;
- SEM ABS/PC;
- BestFilament ABS/PC.
Polyamide based filaments
Polyamides are used in the production of synthetic fibers, a popular material for printing by selective laser sintering (SLS). For printing using FDM / FFF technology, polyamide-6 (kapron), polyamide-66 (nylon) and polyamide-12 are mainly used. Common features of polyamide-based filaments include chemical inertness and anti-friction properties. Polyamide-12 is more flexible and resilient than PA6 and PA66. Operating temperature approx. 100 °C, some modifications up to 120.
For printing using FDM / FFF technology, polyamide-6 (kapron), polyamide-66 (nylon) and polyamide-12 are mainly used. Common features of polyamide-based filaments include chemical inertness and anti-friction properties. Polyamide-12 is more flexible and resilient than PA6 and PA66. Operating temperature approx. 100 °C, some modifications up to 120.
First of all, gears are printed from polyamide. The best material for this purpose, which can be worked with on a regular 3D printer with a closed chamber. Abrasion resistance allows you to make rods, cams, sliding bushings. In the line of many manufacturers there are composite filaments based on polyamide, with even greater mechanical strength.
- Stratasys Nylon 6, Nylon 12, Nylon 12CF. The latter is filled with carbon fiber.
- Intamsys Nylon, PA6.
- Taulman Nylon 618, Nylon 645 based on PA66 and PA6 respectively. Nylon 680 is approved for use in the food industry. Alloy 910 is a low shrinkage polyamide alloy.

- PrintProduct Nylon, Nylon Mod, Nylon Strong;
- REC Friction;
- BestFilament BFNylon.
Let's move on to the most interesting
You can work with polycarbonate or polyamide on a regular 3D printer. With the filaments described below, it is more difficult, they require other extruders and maintaining the temperature in the working chamber, that is, you need special equipment for printing with high-temperature plastics. There are exceptions - for example, NASA, for the sake of experiment, upgraded the Lulzbot TAZ popular in the USA to work with high-temperature filaments.
Polyetheretherketone, PEEK
The operating temperature of PEEK products reaches 250 ° C, short-term heating up to 300 is possible - indicators for reinforced filaments. PEEK has two disadvantages: high price and moderate impact resistance. The rest is pluses. The plastic is self-extinguishing, heat-resistant, chemically inert. Medical equipment and implants are produced from PEEK, abrasion resistance makes it possible to print parts of mechanisms from it.
Medical equipment and implants are produced from PEEK, abrasion resistance makes it possible to print parts of mechanisms from it.
- Intamsys PEEK;
- Apium PEEK;
- Roboze PEEK, Carbon PEEK. The second is reinforced with carbon fiber.
Polyetherimide, PEI
He is Ultem. A family of plastics developed by SABIC. The characteristics of PEI are more modest than those of PEEK, but the cost is noticeably lower. Ultem 1010 and 9085 are Stratasys' primary materials for printing functional parts. PEI is in demand in the aerospace industry - the mass is much less compared to aluminum alloys. Operating temperatures of products, depending on the modification of the material, reach 217 ° C according to the manufacturer and 213 - according to the results of tests by Stratasys.
The advantages of PEI are the same as those of PEEK - chemical and temperature resistance, mechanical strength. It is this material that Stratasys is promoting as a partial replacement for metal in the aerospace industry, for drones, the manufacture of tooling for molding, the rapid printing of functional parts in pilot production.
It is this material that Stratasys is promoting as a partial replacement for metal in the aerospace industry, for drones, the manufacture of tooling for molding, the rapid printing of functional parts in pilot production.
The cooling system components for the Atlas V rocket and the plastic parts for the Airbus jetliners shown at the beginning of this review are made of Ultem 9085.
- Stratasys Ultem 1010 and 9085, for Fortus 450mc and 900mc printers.
- Intamsys Ultem 1010 and 9085;
- Roboze Ultem AM9085F;
- Apium PEI 9085.
Polyphenylsulfone, PPSF/PPSU
Another material that combines in its properties temperature resistance, mechanical strength and resistance to chemical attack. Stratasys PPSF is certified for aerospace and medical applications. Positioned as a raw material for the production of auxiliary medical devices, it can be sterilized in steam autoclaves. It is used in the production of parts for laboratory installations in the chemical industry.
It is used in the production of parts for laboratory installations in the chemical industry.
- Stratasys PPSF;
- 3DXTech Firewire PPSU.
Polysulfone, PSU
Less common than PPSU, similar physical characteristics, chemically inert, self-extinguishing. 175°C operating temperature, up to 33% cheaper than PPSU.
- 3DXTech Firewire PSU
Comparison of filament characteristics
* calcination for 2 hours at 140 °C.
** Apium PEEK 450 natural, impact test results not available with similar methods. Temperature resistance is specified for unfilled PEEK.
Data shown for Stratasys filaments, excluding PEEK. If a range of values is indicated, then the tests were carried out along and across the layers of the part.
About composite filaments
Most FDM printing materials have composite versions. If we talk about PLA, then metal or wood powders are added to it to change the aesthetic properties. Engineering filaments are reinforced with carbon fiber to increase the rigidity of the part. The influence of such additives on the properties of plastic depends not only on their quantity, but also on the size of the fibers. If a fine powder can be considered a decorative additive, then the fibers already significantly change the characteristics of the plastic. By itself, the word Carbon in the name of the material does not yet mean outstanding properties, you need to look at the test results. For example: Stratasys Nylon12CF has almost twice the tensile strength, when tested along the layers, than Nylon12.
If we talk about PLA, then metal or wood powders are added to it to change the aesthetic properties. Engineering filaments are reinforced with carbon fiber to increase the rigidity of the part. The influence of such additives on the properties of plastic depends not only on their quantity, but also on the size of the fibers. If a fine powder can be considered a decorative additive, then the fibers already significantly change the characteristics of the plastic. By itself, the word Carbon in the name of the material does not yet mean outstanding properties, you need to look at the test results. For example: Stratasys Nylon12CF has almost twice the tensile strength, when tested along the layers, than Nylon12.
Exotic variant - implementation of continuous reinforcement from Markforged. The company offers a reinforcing filament for co-FDM printing with other plastics.
Other specific properties
Engineering plastics are not only resistance to high temperatures and mechanical strength. For housings or boxes for storing electronic devices, and in environments where flammable volatile liquids are used, materials with antistatic properties are required. In the Stratasys line, this is, for example, ABS-ESD7.
For housings or boxes for storing electronic devices, and in environments where flammable volatile liquids are used, materials with antistatic properties are required. In the Stratasys line, this is, for example, ABS-ESD7.
- Stratasys ABS-ESD7;
- Roboze ABS-ESD
Conventional ABS does not have UV resistance, which limits its outdoor use without a protective coating. As an alternative, ASA is offered, which has characteristics similar to ABS, except for the UV resistance.
- REC Eternal;
- SEM ASA;
- BestFilament ASA.
Original alternative
Plastic can replace metal in many areas, as it is superior in lightness, thermal and electrical insulation, resistance to reagents. But printouts from the best FDM filaments do not reach the physical indicators of metal products.
Chemical giant BASF offers the Ultrafuse 316LX FDM filament, with a stainless steel content of 80%. The part is printed on an FDM printer and then placed in an oven where the binder plastic is burned off and the metal is sintered. The part obtained in this way is much cheaper than the one made by direct metal printing. With an FDM printer and a suitable oven, no new equipment is needed at all.
The part is printed on an FDM printer and then placed in an oven where the binder plastic is burned off and the metal is sintered. The part obtained in this way is much cheaper than the one made by direct metal printing. With an FDM printer and a suitable oven, no new equipment is needed at all.
Note that a similar solution is offered by the Virtual Foundry company - its Filamet, with bronze or copper powder, is baked in a similar way. The choice of metal hints at decorative rather than engineering applications.
AIM3D has its own implementation of this principle - the ExAM 255 printer does not work with filament, but with granules. This allows the use of raw materials for FDM printing, which are usually used in MIM installations, Metal Injection Molding. For sintering the part, the company offers an ExSO 9 furnace0. It is also possible to print with plastic granules, which is usually cheaper than using traditional filament.
Special machinery for engineering plastics
To recap.