Metal binder jetting 3d printer
2022 Best Binder Jetting 3D Printer - Pros and Cons & Buying Guide
ADVERTISEMENT
There are various techniques and technologies used in printing unique and complex structures with high precision. Binder Jetting 3D printing is one such way. Invented during an MIT project in 1993, the quality of the 3D prints led to the widespread adoption of the technology.
Binder Jetting 3D printing is up to 10x more economical than other metal 3D printing processes, like DMLS/SLM.
Binder Jetting allows the production of complex geometries and shapes with a large build size that requires no support structures during printing, which makes it the go-to printing technique for low to medium metal production.
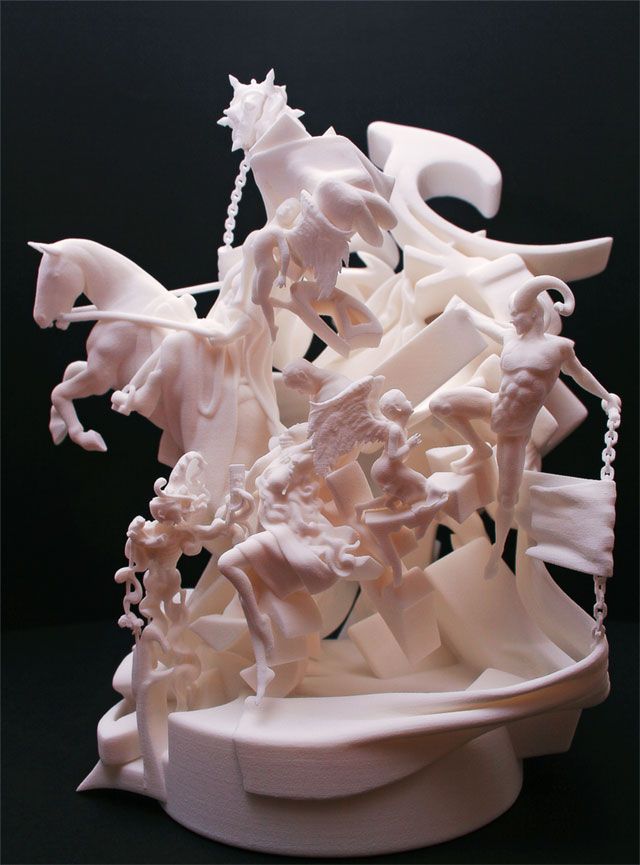
For instance, its applications range from the fabrication of full-color prototypes (such as figurines), large sand casting cores, and molds as well as manufacturing low-cost 3D printed metal parts.
Unlike traditional manufacturing techniques and some other printing techniques, binder jetting 3D printing ensures good resolution, allowing parts and components to be produced with extremely fine detail.
For example, a clipper brush or a watch ring can be produced cost-effectively compared to traditional manufacturing techniques and with adequate speeds. Binder jetting allows manufacturers to switch to 3D printed parts while maintaining quality.
ADVERTISEMENT
What Is Binder Jetting 3D Printing and How Does It Work
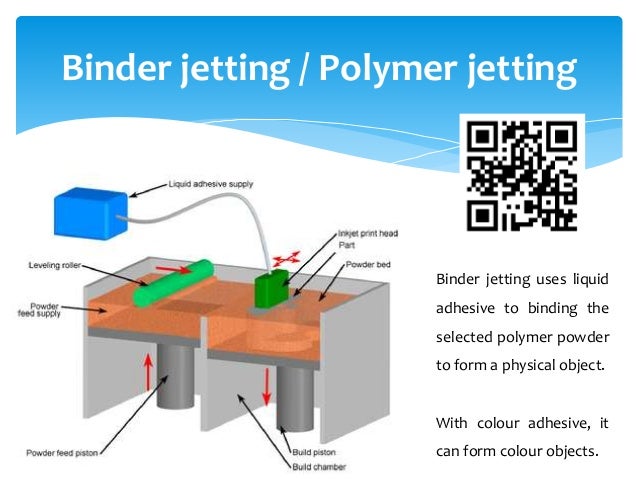
With a diverse range of applications, it is important for a designer to fully understand and grasp how binder jetting 3D printing works to utilize its full capabilities. Binder Jetting 3D printing creates parts additively with a binding agent.
It works by spreading a thin layer of powder over the build platform after which a carriage containing an inkjet nozzle passes along the x and y-axis of the machine, depositing droplets of a binding agent to bind the powder together. Color ink is also deposited during this step if required.
Color ink is also deposited during this step if required.
This process is done layer by layer. When one layer is complete, the build platform moves down and re-coats the surface, and repeats the same process until the whole part is complete.
Depending on the material and its characteristics, it’s not always suitable for structural and load-bearing parts, especially metals and the additional post-processing step can add significant time to the overall build process. After the part is printed, it’s left to cure and gain mechanical strength so it doesn’t break down.
The post-processing step is crucial to add mechanical strength and performance to the print part, and in the case of colors, it also adds vibrancy to the part. After curing, the part is removed and unbound and excess powder is removed via pressurized air.
Now, depending on the material, a post-processing step is usually required. Metals, for instance, need to be sintered or infiltrated with a metal that has a low melting point, typically bronze. In infiltration, the part is placed inside a furnace and the binder is burnt out leaving voids.
In infiltration, the part is placed inside a furnace and the binder is burnt out leaving voids.
The resulting part is approx. 60% porous at this point and as mentioned before, bronze is then used to infiltrate the left voids, which results in low porosity and good strength.
Sintering is where the part is placed inside the furnace after printing, where the binder is burnt out and the metal particles remaining are bonded together to ensure low porosity.
Colored parts, on the other hand, are coated with an infiltrant to improve strength and add vibrancy to the colors. Another layer of epoxy can be added after this to further improve strength.
It’s important to ensure the CAD model fed to the printer contains the appropriate color information on a per face approach or as a texture map.
The former is easier to do but texture maps allow finer controls and details to be added. Perhaps the most common use case for binder jetting 3D printers is sand casting and molds.
It’s low cost and fairly quick, which makes it an excellent solution for elaborate and complex designs. The cores and molds are usually printed with sand or silica and then are generally immediately ready for casting.
At this point, the casted metal component is removed by breaking the mold and even though the molds are used only once, the time and cost saved compared to traditional manufacturing methods is substantial.
Commonly used materials in binder jetting 3D printing are metals, sand, and ceramics in granular form. Material variety is still limited in binder jetting 3D printing compared to other techniques but it’s gradually improving.
Once the printing job is complete, the part is carefully freed from the build box and the remaining powder is removed with brushes or air blowers. Parts also need to be cured to increase their resistance.
Depending on the material, an extra step is also necessary. For instance, in the case of ceramics, it is necessary to cover them with acrylics to increase the mechanical resistance of the pieces and to improve the colors.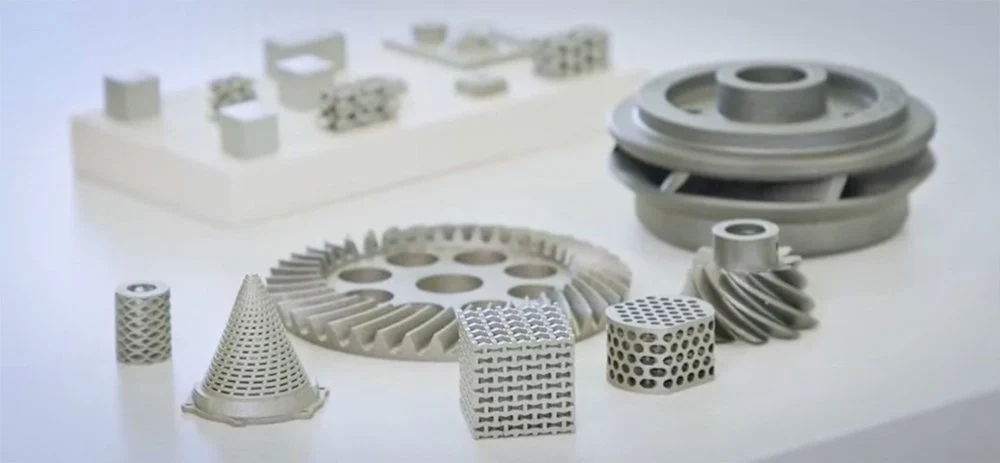
ADVERTISEMENT
Rules Of Thumb
When choosing to go with binder jetting 3D printing there are a couple of things to keep in mind. For instance, metal parts can be printed at a low cost but for applications that require structural parts and high performance, it’s better to stick to DMLS/SLM.
Even though binder jetting offers design freedom, the porosity leads to metal parts that cannot be used as structural parts and thermal effects are not a big issue during the manufacturing process.
Similarly, colored parts produced with binder jetting are brittle and are most suitable as decorative items. The most appropriate use case for binder jetting is producing sand casting cores, molds, and prototyping at a large scale.
What Are the Benefits of Binder Jetting 3D Printers?
As we alluded to earlier, binder jetting 3D printing allows the production of complicated, detailed, and complex parts in a short time period.
It is highly customizable and requires no support structures as that job is fulfilled by the surrounding powder.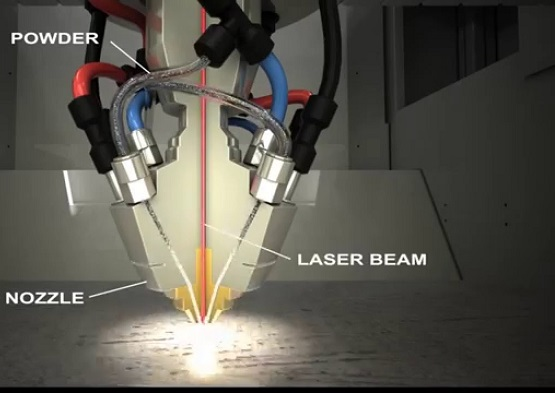 This allows the creation of parts with few geometric restrictions.
This allows the creation of parts with few geometric restrictions.
Additionally, in binder jetting 3D printing, parts do not need to be attached to the build platform, which means the whole build volume can be fully used and it makes it ideal for low to medium batch production.
Crucially, binder jetting 3D printed parts bond at room temperature, which means that warping due to temperature is not a problem and is a key advantage binder jetting holds over other 3D printing processes.
It allows binder jetting machines to have a larger build volume compared to all 3D printing technologies and thus binder jetting can manufacture large and complex metal geometry parts as it’s not limited by any thermal effects, such as warping. This also allows parallel manufacturing of multiple parts and components at a time are possible.
Part strength is an issue with binder jetting 3D printing, it’s offset by the cost. With so many key advantages, binder jetting has become a mainstay in the industry and is used widely in a large number of applications. Typically, its capabilities are best utilized for low to medium batch production.
Typically, its capabilities are best utilized for low to medium batch production.
ADVERTISEMENT
Comparison Chart
| Name | Link | Nomination | Overall Rating |
|---|---|---|---|
| Digital Metal DM P2500 | “Impressive features of this 3D printers are a many” Pick3DPrinter | 9 | |
| ExOne M-Flex | “The specialty of M-Flex is in making customized metal parts and functional prototypes utilized in industries” Pick3DPrinter | 8.5 | |
| Voxeljet VX1000 | Industrial-grade, binder jetting 3D printer | 8 | |
| 3D Systems Projet CJP 860 Pro | Five print heads ensure vibrant and realistic color printing | 8.5 | |
| ComeTrue T10 | “Compared with other 3D printers, ComeTrue advantages in faster print speed, superior equipment, cost-effective and better after services.” ComeTrue | 8 | |
| Desktop Metal Production System | Handles large build volume | 9 | |
| HP Metal Jet | Most Consistent Performance | 8.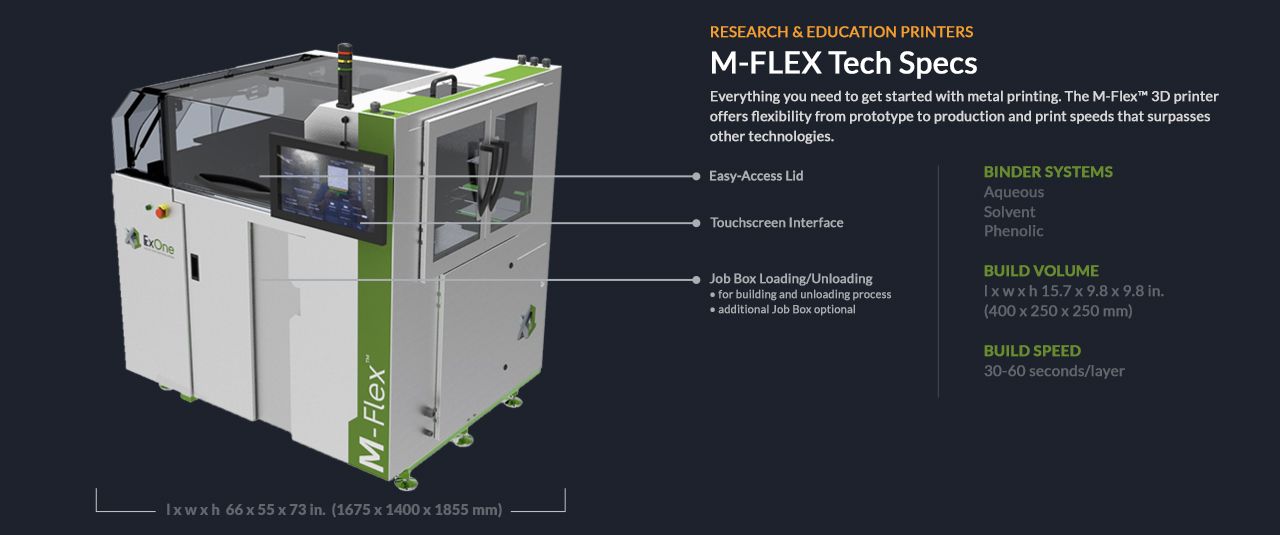 9 9 | |
| Desktop Metal Shop System | Incredibly Productive | 9 | |
| Markforged Metal X | "The greater the layer resolution, the clearer the layers would be visible" Pick3DPrinter | 8.9 | |
| Tongtai AMS-1200 | Highly Reliable | 8.5 |
List of Binder Jetting 3D Printers
Digital Metal DM P2500
Made from serial production and prototyping, Digital Metal Dm P 2500 has a robust machine design. It lets you print without support structures and ...
Add to wishlistAdded to wishlistRemoved from wishlist 0
Add to compare
|
 01 mm 0 in
01 mm 0 inThe DM P2500 is a highly rated binder jetting 3D printer that offers a fast, flexible and reasonable way to produce metal parts.
The most underrated feature of this printer is undoubtedly its print volume, allowing you to build larger parts. That, combined with eliminating the risk of support structures, resolves one of the main pain points of binder jetting 3D printed parts.
Uses:
- This printer employs high-precision binder jetting technology.
- The DM P2500 has a resolution of 0.035 mm. This enables medical-grade surface smoothness and quality (Ra6).
- It uses Binder jetting technology that allows users to reuse loose powder material, which contributes to environmental sustainability. As a result, there is significantly less waste than with other additive manufacturing techniques.
- The DM P2500 prints without the use of any support structures. And this actually lengthens your overall print time, especially if you are doing a lot of them.
PROS:
- Hands-off concept.
- Room temperature printing.

- Stainless steel alloys and titanium prints.
CONS:
- No way to see or check parts or functional prototypes through a gallery.
- Parts need post-processing, which may lead to budget to time issues.
Digital Metal DM P2500 3D Printer In-Depth Review
ADVERTISEMENT
ExOne M-Flex
ExOne is a household name in the 3D printing industry, operating for more than 20 years. Their 3D printers are popular and amongst the most researched.
ExOne M-Flex is an industrial binder jetting 3D printer featuring a large build volume and material flexibility, allowing it to work with a variety of different materials, like bronze, tungsten, stainless steel, glass, and ceramic sand.
Uses:
- Ideal for industrial use.
- Printing highly accurate parts with a variety of different materials.

PROS:
- No tooling required.
- Easy unloading.
- User-friendly.
- Touchscreen Interface.
- Material flexibility.
CONS:
- Parts need to be cured to enhance their properties, which may take a lot of time.
- Fairly expensive.
Voxeljet VX1000
The Voxeljet VX1000 is a multi-material 3D printer using binder jetting technology. It offers one of the largest build volumes in a binder jetting 3D printer (1000 mm x 600 mm x 500 mm). In fact, it’s larger than ExOne’s M-Flex.
That combined with its print speed and high-resolution prints of 600 dpi, the VX1000 is one of the most popular 3D printers in its class.
Uses:
- Ideal solution when it comes to sand cores, molds, and thermoplastics.
- Cost-effectively produce molds and other components for small series production.
- Better suited to prototyping and small series production.

PROS:
- Environment friendly.
- Compatibility with an inorganic binder.
- High-performance print head with a resolution of up to 600 dpi.
- Build volume.
CONS:
- Unlike its competitors, it only offers silica sand and PPMA (recyclable transparent thermoplastic).
ADVERTISEMENT
3D Systems Projet CJP 860Pro
The Projet CJP 860pro by 3D Systems is a well-known name in the 3D printing industry with the Project CJP 860pro being the largest in the family of Colorjet printing systems.
Featuring a large build volume and allowing parts to be printed completely in color makes it an attractive option, especially for making prototypes, concepts, and figurines.
As a well-known name, 3D Systems has a made a name for itself as one of the best 3D printing companies with a well-thought-out ecosystem that makes it hard for its clients to choose something else.
Uses:
- Allows the creation of concept models and prototypes in full color.

PROS:
- Full CMYK color 3D printing.
- Low operating costs.
- Build volume.
- East post-processing.
CONS:
- Cannot be used to print functional prototypes.
- High cost.
ComeTrue T10
The ComeTrue 10 is a desktop-class binder jetting 3D printer capable of producing fully colored parts and prototypes and yields an impressive print speed and quality for its price, making it ideal for small-scale printing and quickly prototyping parts.
Uses:
- Desktop 3D printing.
- Wide range of applications, from architectural, bio-medical to arts.
PROS:
- No support structure needed.
- Fast printing speed.
- Expensive.
CONS:
- Lower build volume compared to others.
- Parts printed are brittle and need to be infiltrated.
ADVERTISEMENT
Desktop Metal Production System
Created by inventors of binder jetting and single-pass inkjet 3D printing technology, Desktop Metal Production System is designed to be the fastest . ..
..
Add to wishlistAdded to wishlistRemoved from wishlist 0
Add to compare
|
 99 × 12.99 × 12.99 in
99 × 12.99 × 12.99 inThe Production System by Desktop Metal is a great industrial 3D printing solution utilizing binder jetting technology and building a great printer and ecosystem around to make 3D printing a breeze for businesses.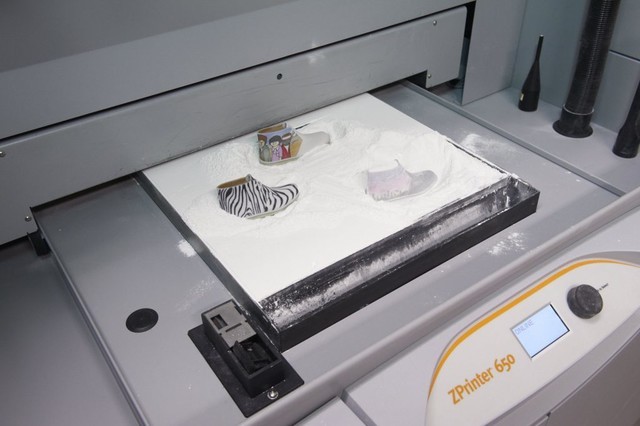
Combine that with extremely high-quality prints, post-processing simplifications, and easy to operate solution, it’s no wonder it’s one of the most popular binders jetting 3D printers.
Uses:
- Works with multiple 3D printing materials.
- Prints high-quality parts.
- Can produce up to 1,000 parts per day, which is best in class.
PROS:
- Sintering.
- Post-processing of parts after printing.
- Tool-free switching to different jobs.
- Print quality.
- Best in its class repeatability.
- Material availability.
CONS:
- Expensive.
Desktop Metal Production System 3D Printer In-Depth Review
ADVERTISEMENT
HP Metal Jet
With Metal Jet, HP entered the binder jetting 3D printing business offering best-in-class features and print quality compared to its competition.
Uses:
- High-quality metal prints.
- Industrial printing (car parts, prototypes, etc).
PROS:
- Material reusability.
- No build plate required.
- Multiple parts produced at the same time.
CONS:
- It is expensive.
Desktop Metal Shop System
Positioned below the Desktop Metal Production System, the Shop System has the benefits and features that make the production system best in its class but aiming at small to medium businesses.
Uses:
- Prints using multiple materials.
- Prints extremely high-quality parts.
PROS:
- Productivity (printing multiple parts per day).
- Material flexibility.
- Print quality.
- Easy to use and operate.
- Sintering.
- Tool-free.
CONS:
- Price.
Markforged Metal X
The printer is the most accessible way for fabricating complex metal parts with the widest available range of advanced metals. Starting from ...
Starting from ...
Add to wishlistAdded to wishlistRemoved from wishlist 0
Add to compare
|
 build size
build sizeA new player in the metal 3D printing industry, the Metal X system by Markforged is available at a considerably lower price point than other more expensive industrial solutions.
Uses:
- Prototyping.
- Molding.
PROS:
- Reliable.
- Affordable.
- Material flexibility.
- Ecosystem.
CONS:
- Lower build volume.
Markforged Metal X 3D Printer In-Depth Review
ADVERTISEMENT
Tongtai AMS-1200
Tongtai AMS-1200 is a binder jetting 3D printer using sand. Its serves as an ideal solution for small to medium business offering sand cast molding and prototyping in a reasonable package.
Uses:
- Ideal for molding and prototyping.
- Small volume and customized product production.
PROS:
- High build volume.
- High print resolution.
- Saves time by reducing mold design and machining processes.
- Reusable material.
CONS:
- Material limitation.

Buyer’s Guide
Binder jetting 3D printing is a great way to create parts or prototypes. There are different types of printers for different types of functions.
Binder jetting 3D printers range from desktop use to full industrial setting and you need to know how frequently you will use the printer.
If you plan to use the printer once in a while, you can employ a 3D printing service instead of purchasing a binder jetting 3D printer, which can prove expensive. In other words, you should consider purchasing one for mass production.
Out of the printers listed above, ComeTrue is the only true home 3D printing and desktop 3D printer with binder jetting technology.
Materials also come into play here. For instance, the VX1000 is restricted to silica sand and PPMA and is mostly suitable for manufacturing sand cores, molds, and plastic parts.
Ease of use is also a factor when it comes to buying a binder jetting 3D printer, especially for small to medium businesses that want to spend more time on their product design and want a seamless user experience.
This is where Desktop Metal’s Production system comes into play offering best-in-class print quality, speed as well offering a mostly tooling-free experience.
Ease of use can also be attributed to a large and well-defined ecosystem around a product making it an additional plus when buying.
3D Systems Projet CJP 860pro offers not only a great color binder jetting 3D printer but also a well-thought-out ecosystem. Another consideration when it comes to buying binder jetting 3D printers is the kind of parts that you need to print.
Binder jetting is great for producing high-resolution parts at great speeds, metal parts will have an internal porosity.
Post-processing steps, such as sintering and infiltration, result in 97% and 90% dense parts respectively. This can affect the mechanical properties and can lead to cracks.
There are ways to circumvent this (Hot isostatic pressing) but it’s recommended that DMLS or SLM be used for metal parts where strength is critical. So, if the use case rests on producing metal parts that will be put under stress, it’s better to invest in other solutions.
So, if the use case rests on producing metal parts that will be put under stress, it’s better to invest in other solutions.
On the other hand, binder jetting is great at producing parts quickly, especially for prototyping and casting molds. It’s also great at mass-producing parts, molds, and components.
ADVERTISEMENT
Frequently Asked Questions (FAQs)
Where Is Binder Jetting 3D Printing Used?
Binder Jetting 3D printing is an additive manufacturing process based on the same principle as traditional inkjet printers. With binder jetting, mass production, customization, and tooling free manufacturing can be easily achieved.
Combined with speed, a good binder jetting 3D printer like Desktop Metal Production System can create complex shapes and geometries at incredible accuracy.
Something like a clipper blade that has incredibly fine details can be manufactured at speed without relying on expensive traditional tooling. Not only that, binder jetting is cost-effective at scale and uses less material.
While still quite expensive, binder jetting is trickling down to home and desktop use as well, allowing you to quickly prototype parts and customize them as you see fit.
What Are Some Of The Printing Technologies Used Today?
3D printing picked up pace in the last decade. You can produce functional and complex molds, shapes, and prototypes while consuming less material and at a lower cost than a part produced via traditional manufacturing techniques.
New techniques are being developed each day and you have a lot of choices, depending on your use case. Some of the techniques used in binder jetting 3D printing today are:
- Single Pass Jetting.
- Binder Jetting.
- Electron Beam Additive Manufacturing.
Are Binder Jetting 3D Printers Too Expensive?
Binder Jetting 3D Printers listed come in a range of prices, but they all hover on the expensive side. ComeTrue T10 a desktop-class 3D printer costs around $30,000 and it goes up from there.
ComeTrue T10 a desktop-class 3D printer costs around $30,000 and it goes up from there.
Large-scale industrial-style printers like Digital Metal DM P2500 start at $250,000. Similarly, Desktop Metal’s Production System is priced at $150,000.
Are 3D Printed Parts As Strong As Traditionally Manufactured Components?
3D printed parts are not as strong as traditionally manufactured parts. All parts also need to be post-processed or cured after print to make them rigid.
This is especially evident in metal binder jetting parts, as they have lower mechanical properties compared to DMSL/SML parts due to higher porosity If the requirement is for the part to be strong, 3D printing isn’t the way to go for now.
Conclusion
3D printing is revolutionary and with binder jetting, the technology reached a new level. The recent developments allowed manufacturers and businesses to use 3D printed materials instead of relying on traditional manufacturing techniques that can be quite expensive and time-consuming.
3D printers can reduce lead time by more than half and allow the development of small to large-scale prototypes fairly quickly.
The customizations afforded by these printers are nothing short of amazing as there is no need to wait for days just to make small iterations.
With the technology also trickling down to home and desktop use, home users can now produce and work on parts they cannot find off the shelf. Making something decorative or producing a part to use has never been easier.
While the advantages are many, there are some cons to binder jetting. For instance, metal parts produced with binder jetting have lower mechanical properties compared to DMSL/SML parts due to high porosity.
Material selection is also limited in binder jetting 3D printers compared to other 3D printing processes.
What is Binder Jetting 3D printing?
In this introduction to Binder Jetting 3D printing, we cover the basic principles of the technology. After reading this article you will understand the fundamental mechanics of the Binder Jetting process and how these relate to its benefits and limitations.
How does Binder Jetting work?
Here is how the Binder Jetting process works:
I. First, a recoating blade spreads a thin layer of powder over the build platform.
II. Then, a carriage with inkjet nozzles (which are similar to the nozzles used in desktop 2D printers) passes over the bed, selectively depositing droplets of a binding agent (glue) that bond the powder particles together. In full-color Binder Jetting, the colored ink is also deposited during this step. The size of each drop is approximately 80 μm in diameter, so good resolution can be achieved.
III. When the layer is complete, the build platform moves downwards and the blade re-coats the surface. The process then repeats until the whole part is complete.
IV. After printing, the part is encapsulated in the powder and is left to cure and gain strength. Then the part is removed from the powder bin and the unbound, excess powder is cleaned via pressurized air.
Depending on the material, a post-processing step is usually required.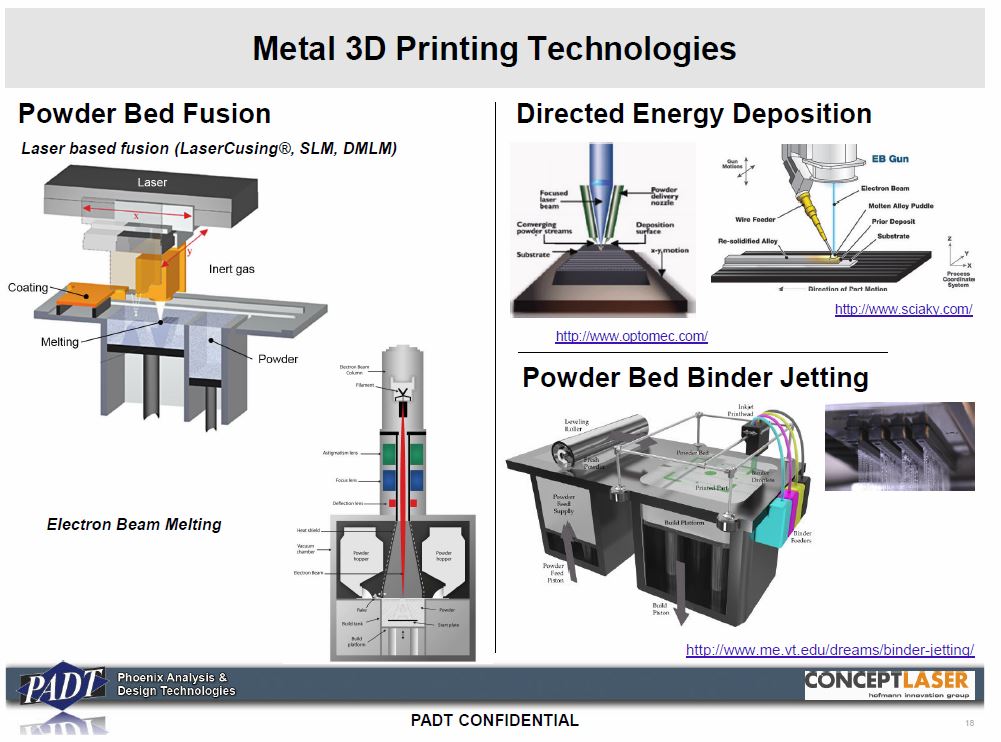 For example, metal Binder Jetting parts need to be sintered (or otherwise heat treated) or infiltrated with a low-melting-temperature metal (typically bronze). Full-color prototypes are also infiltrated with acrylic and coated to improve the vibrancy of colors. Sand casting cores and molds are typically ready to use after 3D printing.
For example, metal Binder Jetting parts need to be sintered (or otherwise heat treated) or infiltrated with a low-melting-temperature metal (typically bronze). Full-color prototypes are also infiltrated with acrylic and coated to improve the vibrancy of colors. Sand casting cores and molds are typically ready to use after 3D printing.
This is because the parts are in a "green" state when they leave the printer. Binder Jetting parts in the green state have poor mechanical properties (they are very brittle) and high porosity.
Schematic of a Binder Jetting 3D printerWhat are the characteristics of Binder Jetting 3D printing?
Printer Parameters
In Binder Jetting, almost all process parameters are preset by the machine manufacturer.
The typical layer height depends on the material: for full color models the typical layer height is 100 microns, for metal parts 50 microns and for sand casting mold materials 200-400 microns.
A key advantage of Binder Jetting over other 3D printing processes is that bonding occurs at room temperature. This means that dimensional distortions connected to thermal effects (such as warping in FDM, SLS, DMSL/SLM or curling in SLA/DLP) are not a problem in Binder Jetting.
As a result, the build volume of Binder Jetting machines are amongst the largest compared to all 3D printing technologies (up to 2200 x 1200 x 600 mm). These large machines are generally used to produce sand casting molds. Metal Binder Jetting systems typically have larger build volumes than DMSL/SLM systems (up to 800 x 500 x 400 mm), which allows the parallel manufacturing of multiple parts at a time. The maximum part size though is restricted to a recommended length of up to 50 mm, due to the post-processing step involved.
Moreover, Binder Jetting requires no support structures: the surrounding powder provides to the part all the necessary support (similar to SLS).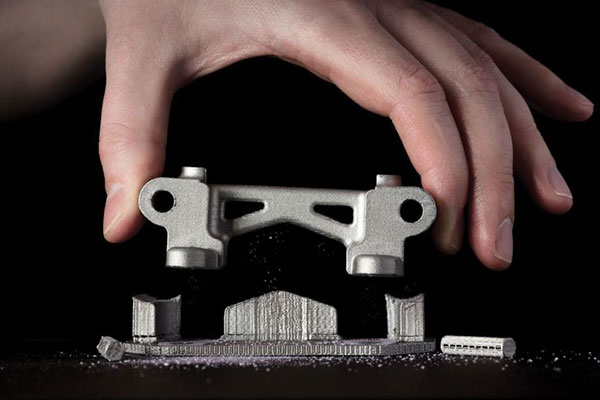 This is a key difference between metal Binder Jetting and other metal 3D printing processes, which usually require extensive use of support structures, and allows for the creation of freeform metal structures with very few geometric restrictions. Geometric inaccuracies in metal Binder Jetting come mainly from the post-processing steps, as discussed in a later section.
This is a key difference between metal Binder Jetting and other metal 3D printing processes, which usually require extensive use of support structures, and allows for the creation of freeform metal structures with very few geometric restrictions. Geometric inaccuracies in metal Binder Jetting come mainly from the post-processing steps, as discussed in a later section.
Since the parts in Binder Jetting do not need to be attached to the build platform, the whole build volume can be utilized. Thus, Binder Jetting is suitable for low-to-medium batch production. To take advantage of the full capabilities of Binder Jetting, it is very important to consider how to fill effectively the whole build volume of the machine (bin packing).
Small metal Binder Jetting with fine holes of great dimensional accuracy.Image courtesy ofDigital Metal
Full Color Binder Jetting
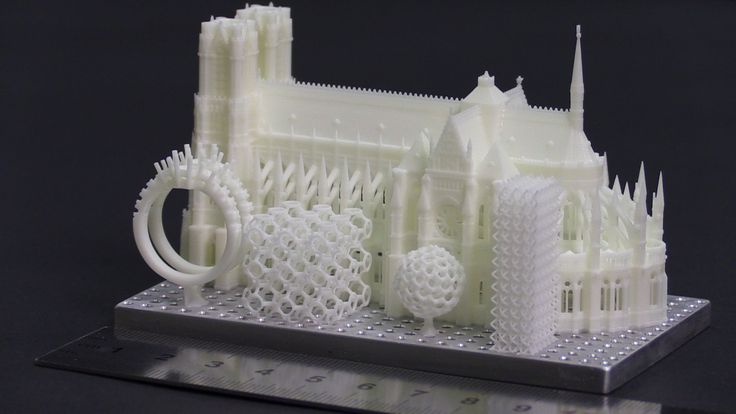
Binder Jetting can produce full color 3D printed parts in a similar way to Material Jetting. It is often used to 3D print figurines and topographical maps, because of its low cost.
It is often used to 3D print figurines and topographical maps, because of its low cost.
Full-color models are printed using sandstone powder or PMMA powder. The main printhead first jets the binding agent, while a secondary print head jets a colored ink. Inks with different colors can be combined to produce a very large array of colors, in a similar way to a 2D inkjet printer.
After printing, the parts are then coated with cyanoacrylate (super glue) or a different infiltrant to improve part strength and enhance the vibrancy of the colors. A secondary epoxy layer can then also be added to further improve strength and color appearance. Even with these extra steps, full-color Binder Jetting parts are very brittle and they are not recommended for functional applications.
To produce full-color prints, a CAD model that contains the color information must be provided. Color can be applied to CAD models via two methods: on a per face approach or as a texture map. Applying color on a per face basis is quick and easy to implement, but using a texture map allows for more controls and greater detail. Refer to your native CAD software for specific instructions.
Refer to your native CAD software for specific instructions.
Sand Casting Cores and Molds
The production of large sand casting patterns is one of the most common uses for Binder Jetting. The low cost and speed of the process make it an excellent solution for elaborate pattern designs that would be very difficult or impossible to produce using traditional techniques.
The cores and molds are generally printed with sand or silica. After printing, the molds are generally immediately ready for casting. The casted metal component is usually removed from them after casting by breaking the mold. Even though these molds are used only once, the time and cost savings compared to traditional manufacturing are substantial.
Multi-part sand casting assembly used to cast an engine block.Image courtesy of ExOne
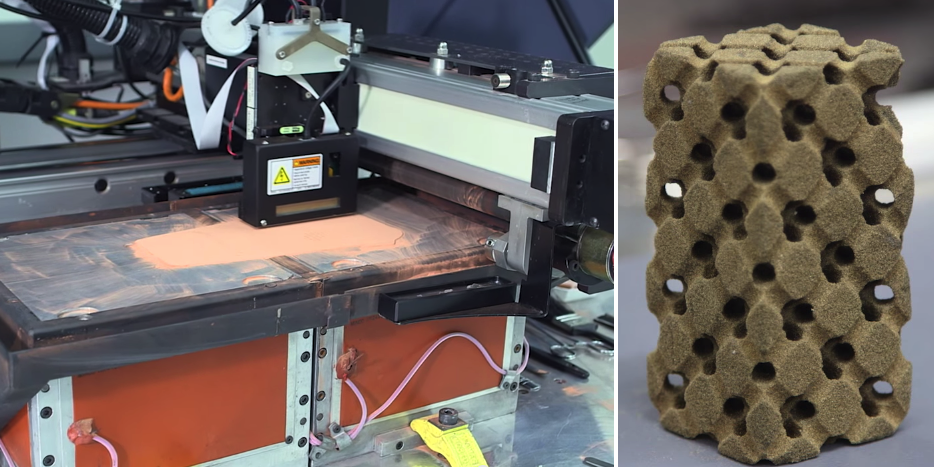
Metal Binder Jetting
Metal Binder Jetting is up to 10x more economical than other metal 3D printing processes (DMSL/SLM).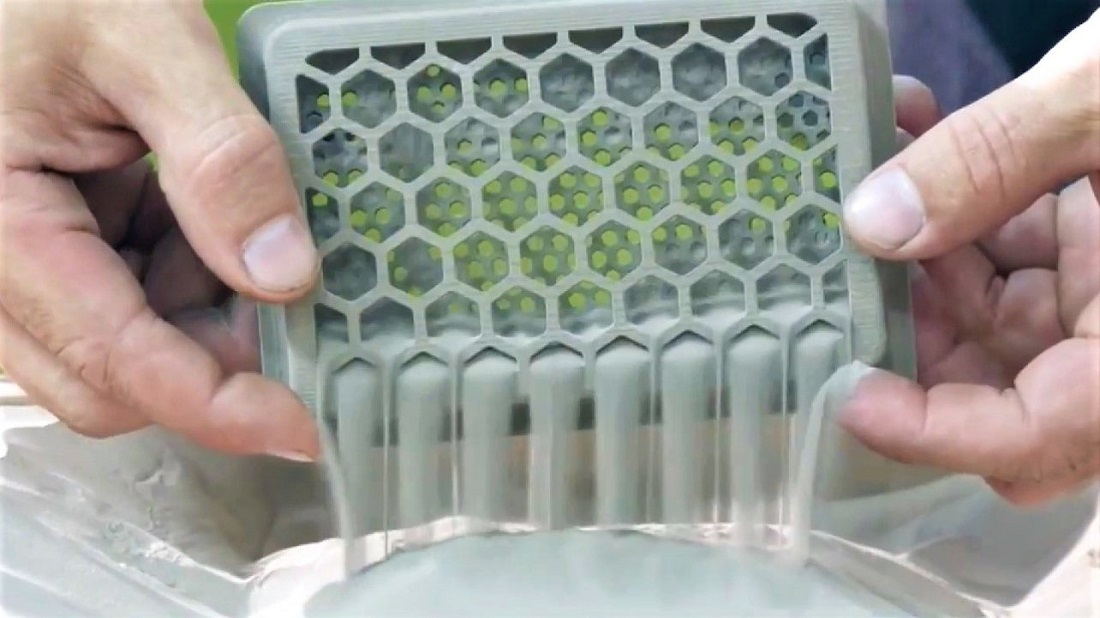 Moreover, the build size of Binder Jetting is considerably large and the produced parts require no support structures during printing, enabling the creation of complex geometries. This makes metal Binder Jetting a very appealing technology for low-to-medium metal production.
Moreover, the build size of Binder Jetting is considerably large and the produced parts require no support structures during printing, enabling the creation of complex geometries. This makes metal Binder Jetting a very appealing technology for low-to-medium metal production.
The main drawback of metal Binder Jetting parts are their mechanical properties, which are not suitable for high-end applications. Nevertheless, the material properties of the produced parts are equivalent to metal parts produced with Metal Injection Molding, which is one of the most widely used manufacturing methods for the mass production of metal parts.
Infiltration & Sintering
Metal Binder Jetting parts require a secondary process after printing, like infiltration or sintering, to achieve their good mechanical properties, as the as-printed parts basically consist of metal particles bound together with a polymer adhesive.
Infiltration: After printing, the part is placed in a furnace, where the binder is burnt out leaving voids. At this point, the part is approximately 60% porous. Bronze is then used to infiltrate the voids via capillary action, resulting in parts with low porosity and good strength.
Sintering: After printing is complete, the parts are placed in a high temperature furnace, where the binder is burnt out and the remaining metal particles are sintered (bonded) together, resulting in parts with very low porosity.
An oil and gas stator printed from stainless steel and infiltrated with bronze. Notice the surface finish, which is typical for Binder Jetted parts.Image courtesy of ExOne
Characteristics of metal Binder Jetting
Accuracy and tolerance can vary greatly depending on the model and are hard to predict as they are greatly dependant on the geometry. For example, parts with length up to 25 - 75 mm shrink between 0. 8 to 2% after infiltration, while larger parts have an estimated average shrinkage of 3%. For sintering, the part shrinkage is approximately 20%. The dimensions of the parts are compensated for shrinkage by the machine's software, but non-uniform shrinkage can be an issue and must be accounted for during the design stage in collaboration with the Binder Jetting machine operator.
8 to 2% after infiltration, while larger parts have an estimated average shrinkage of 3%. For sintering, the part shrinkage is approximately 20%. The dimensions of the parts are compensated for shrinkage by the machine's software, but non-uniform shrinkage can be an issue and must be accounted for during the design stage in collaboration with the Binder Jetting machine operator.
The post-processing step can also be the source of inaccuracies. For example, during sintering, the part is heated to a high temperature and becomes softer. In this softer state, unsupported areas might deform under their own weight. Moreover, as the part shrinks during sintering, there here is friction between the plate of the furnace and the lower surface of the part, which may lead to warping. Again, communication with the Binder Jetting machine operator is key here to ensure optimal results.
Sintered or infiltrated Binder Jetting metal parts will have an internal porosity (sintering produces 97% dense parts, while infiltration approximately 90%).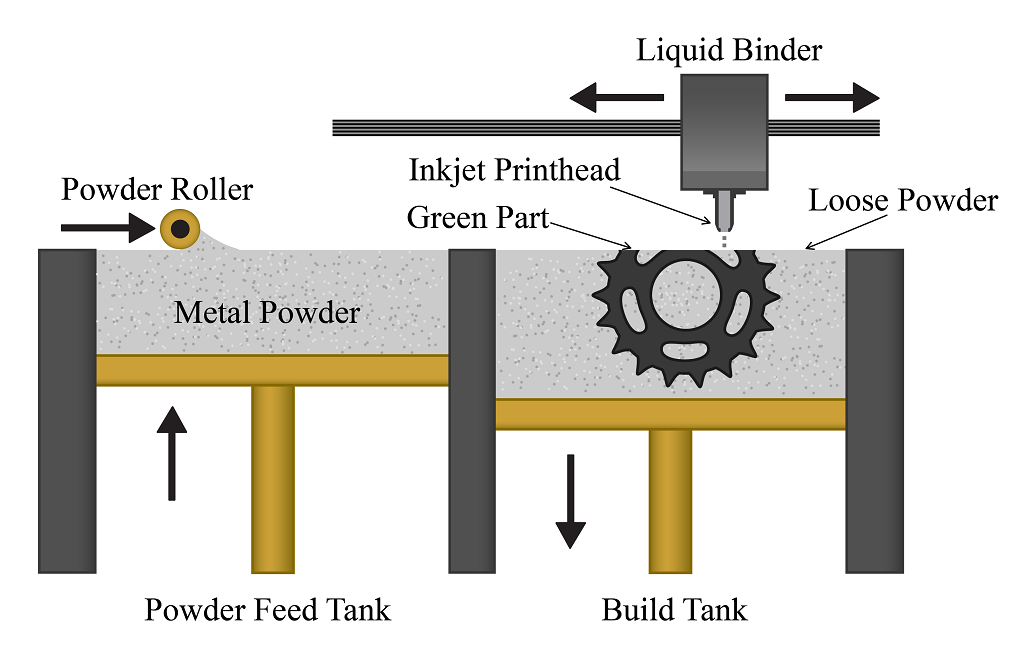 This affects the mechanical properties of metal Binder Jetting parts, as the voids can lead to crack initiation. Fatigue and fracture strength and elongation at break are the material properties that are most affected by internal porosity. Advanced metallurgical processes (like Hot isostatic pressing or HIP) can be applied to produce parts with almost no internal porosity. For applications where mechanical performance is critical though, DMLS or SLM are the recommended solutions.
This affects the mechanical properties of metal Binder Jetting parts, as the voids can lead to crack initiation. Fatigue and fracture strength and elongation at break are the material properties that are most affected by internal porosity. Advanced metallurgical processes (like Hot isostatic pressing or HIP) can be applied to produce parts with almost no internal porosity. For applications where mechanical performance is critical though, DMLS or SLM are the recommended solutions.
An advantage of metal Binder Jetting compared to DMLS/SLM, is the surface roughness of the produced parts. Typically, metal Binder Jetted parts have a surface roughness of Ra 6 μm after post-processing, which can be reduced to Ra 3 μm if a bead-blasting step is employed. In comparison, the as-printed surface roughness of DMLS/SLM parts is approximately Ra 12-16 μm. This is particularly beneficial for parts with internal geometries, for example internal channels, where post-processing is difficult.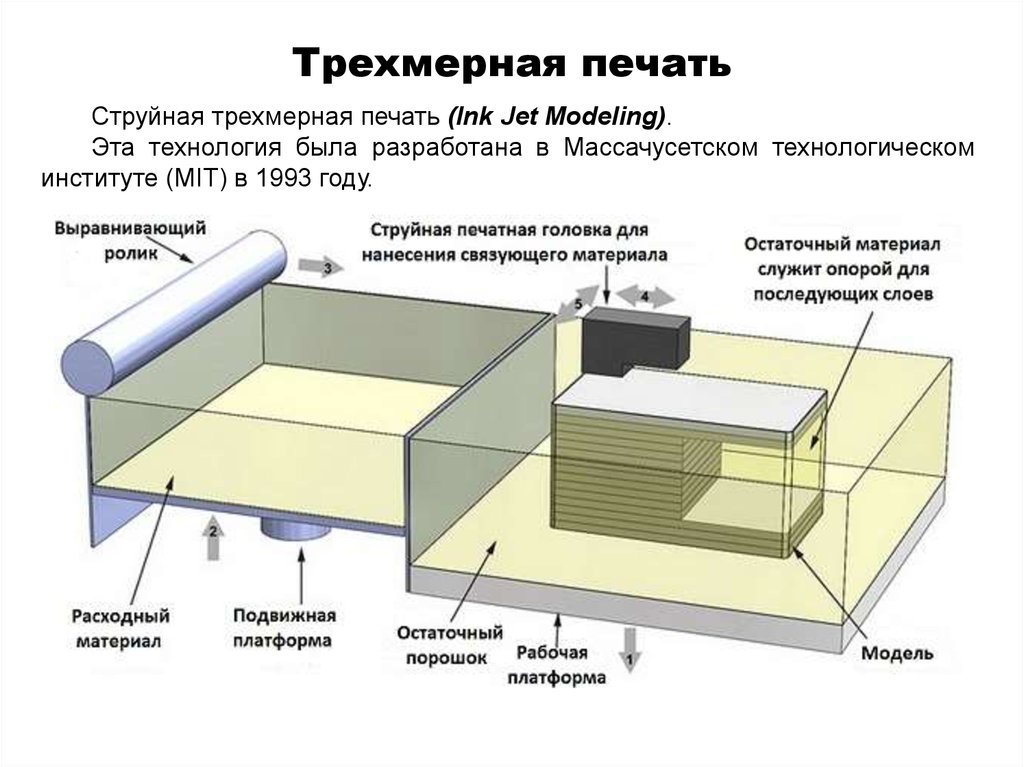
The table below summarizes the differences in the main mechanical properties of Stainless Steel parts, printed with Binder Jetting and DMLS/SLM:
| Binder Jetting Stainless Steel 316 (sintered) | Binder Jetting Stainless Steel 316 (bronze infiltrated) | DMLS/SLM Stainless Steel 316L | |
|---|---|---|---|
| Yield Strength | 214 MPa | 283 MPa | 470 MPa |
| Elongation at Break | 34% | 14.5% | 40% |
| Modulus of Elasticity | 165 GPa | 135 GPa | 180 GPa |
What are the benefits & limitations of Binder Jetting 3D printing?
The key advantages and disadvantages of the technology are summarised below:
Binder Jetting produces metal parts and full-color prototypes at a fraction of the cost compared to DMLS/SLM and Material Jetting respectively.
Binder Jetting can manufacture very large parts and conplex metal geometries, as it is not limited by any thermal effects (e.g. warping).
The manufacturing capabilities of Binder Jetting are excellent for low to medium batch production.
Metal Binder Jetting parts have lower mechanical properties than DMSL/SLM parts, due to their higher porosity.
Only rough details can be printed with Binder Jetting, as the parts are very brittle in their green state and may fracture during post processing.
Compared to other 3D printing process, Binder Jetting offers a limited material selection.
The main characteristics of Binder Jetting are summarized in the table below:
| Binder Jetting | |
|---|---|
| Materials | Metals, Ceramics (sand) |
| Dimensional accuracy | Metal: ± 2% or 0.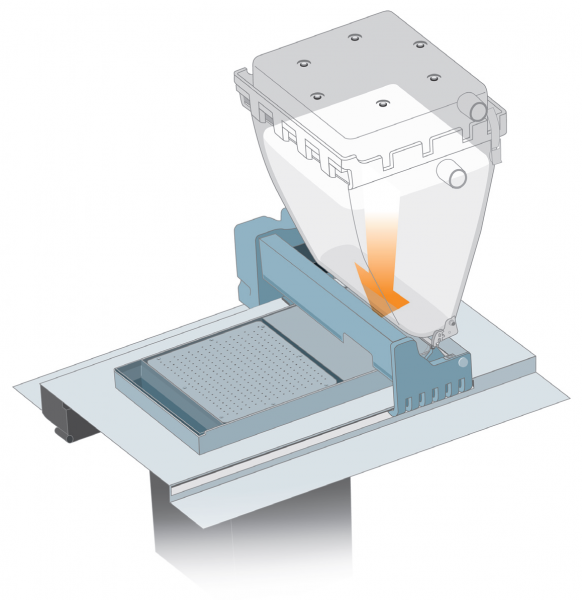 2 mm (down to ± 0.5% or ± 0.05) Full-color: ± 0.3 mm Sand: ± 0.3 mm 2 mm (down to ± 0.5% or ± 0.05) Full-color: ± 0.3 mm Sand: ± 0.3 mm |
| Typical build size | Metal: 400 x 250 x 250 mm (up to 800 x 500 x 400 mm) Full-color: 200 x 250 x 200 mm (up to 500 x 380 x 230 mm) Sand: 800 x 500 x 400 (up to 2200 x 1200 x 600 mm) |
| Common layer thickness | Metal: 35 - 50 μm Full-color: 100 μm Sand: 200 - 400 μm |
| Support | Not required |
Ready to transform your CAD file into a custom part? Upload your designs for a free, instant quote.
Get an instant quoteCopper 3D Printing - Complete Guide
Copper is one of the newest and most promising areas of metal 3D printing for everything from electric motors to heat sinks.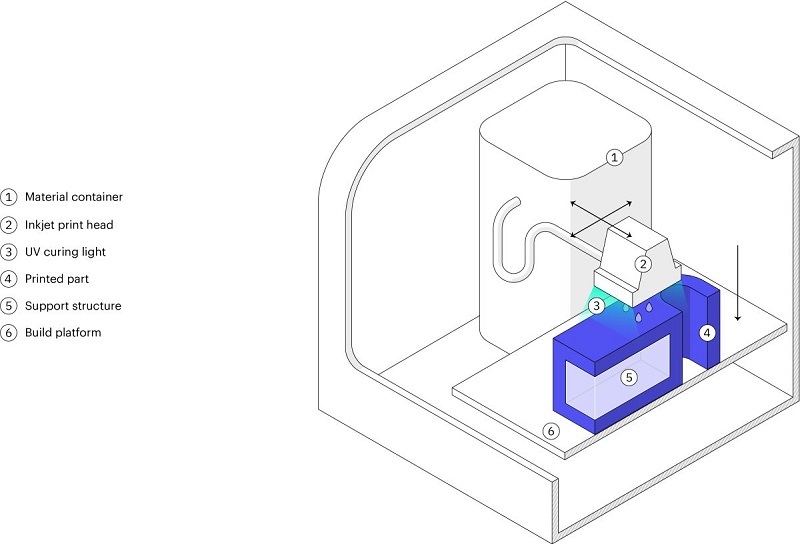
Previously, copper 3D printing was a challenge due to the metal's reflectivity and high thermal conductivity, but advances in printers and materials have largely resolved these early problems. Today, 3D printed copper propulsion systems send rockets into space, 3D printed copper heatsinks cool processors, and 3D printed copper coils boost the performance of electric motors.
3D printed copper parts (Source: Trumpf)
Why 3D print copper?
Copper has always been a very useful metal due to its ability to conduct heat and electricity, resist corrosion and even kill bacteria and viruses. Demand for complex copper parts is on the rise as 3D printing opens up even more uses and possibilities for this metal.
3D printing (also known as additive manufacturing) enables the creation of exceptionally complex shapes, fine details, internal structures and lattice inserts that are not possible with any other form of metal fabrication. These capabilities reduce weight, increase efficiency, and reduce fabrication and assembly times, as multi-component assemblies can be 3D printed as a single unit.
These capabilities reduce weight, increase efficiency, and reduce fabrication and assembly times, as multi-component assemblies can be 3D printed as a single unit.
Additive Metallurgy
3D printing also makes it possible to produce this relatively expensive metal more efficiently, reducing waste because only the amount of material needed is used to make each part. For companies interested in copper 3D printing, reducing raw material costs is critical.
If you already produce custom copper parts, 3D printing can significantly reduce your production costs while optimizing part performance.
Markforged 3D printed copper heatsink (Source: Markforged)
Although there aren't many 3D printers that can print copper, there is still a wide variety of printing technologies and prices.
FDM printers using copper-filled plastic filament can produce copper jewelry, decorative items, and other parts that are almost 100% copper. While for more advanced production, 3D printers using copper powder, rods or copper polymer slurry produce industrial parts with excellent mechanical and conductive properties, which can meet international standards such as IACS (International Annealed Copper Standard).
While for more advanced production, 3D printers using copper powder, rods or copper polymer slurry produce industrial parts with excellent mechanical and conductive properties, which can meet international standards such as IACS (International Annealed Copper Standard).
Let's look at what types of printers can work with copper today.
Trumpf's TruPrint 1000 Green Edition 3D printer
several equipment manufacturers have recently included copper in their material list. Since copper is highly reflective, laser processing of the powder has been a hurdle for manufacturers. However, this technology and materials have evolved to solve this problem.
3D printer manufacturer Trumpf, for example, has developed an industrial green laser that can 3D print materials such as copper, copper alloys, and precious metals that are difficult to process with infrared waves.
Two powder layer technologies for metal 3D printing, DMLS (Direct Metal Laser Sintering) and EBM (Electron Beam Melting), work by depositing a thin layer of copper powder onto a platform inside the printer. The powder heats up while lasers or electron beams draw the first layer of the part. When the particles in the layer fuse, the platform is lowered slightly into the assembly chamber, and fresh powder is poured on top, and the process is repeated. Some of the copper powder left over from the process can be recycled for use in the next print.
The powder heats up while lasers or electron beams draw the first layer of the part. When the particles in the layer fuse, the platform is lowered slightly into the assembly chamber, and fresh powder is poured on top, and the process is repeated. Some of the copper powder left over from the process can be recycled for use in the next print.
Copper additive manufacturing powder from GNK Powder Metallurgy (Source: GNK)
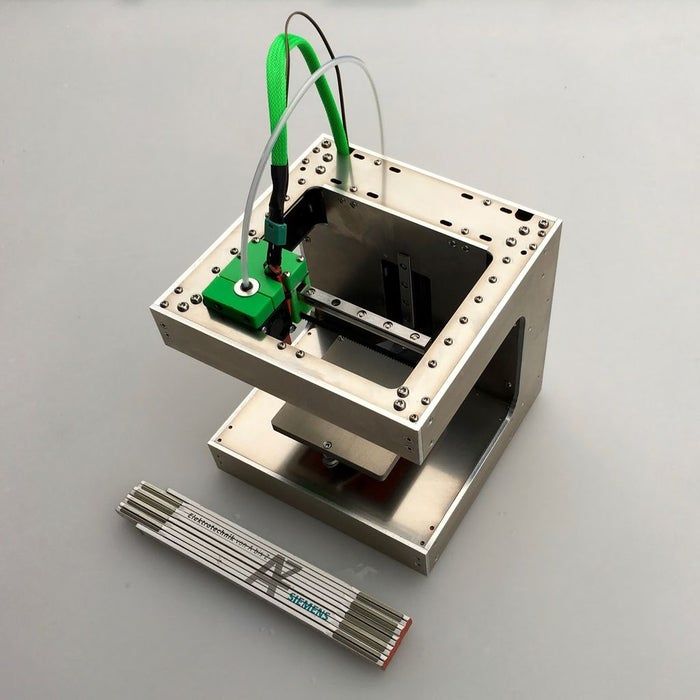
Copper-bonded 3D inkjet printers
Copper powder bonded with a liquid binder and sintered in a furnace is a 3D printing technique known as binder inkjet printing that allows parts to be obtained without the use of an auxiliary material. Bond jetting is a no-heat process in which a bonding layer is sprayed between each layer of metal; the binder is then removed during the sintering process.
Binder blasting is a popular additive manufacturing method for high volume metal parts.
Featured image of
Metal-on-Copper FDM Blasting Bet
Metal-on-Copper Printed Copper Parts The most economical approach to 3D printing copper parts is to use machines that extrude the filament. Virtually any Fused Deposition Modeling (FDM) printer can print near-solid metal parts using copper-filled polymer filament. Currently, there is only one option on the market - from the manufacturer of threads The Virtual Foundry. The company claims that its copper filament is suitable for printing on any filament 3D printer with a hardened nozzle and a hot end that can reach temperatures of up to 225ºC. However, the parts do not become metal immediately after printing and require additional post-printing steps to melt the resin binder and leave only the metal. Other types of copper thread contain enough real copper particles to be polished and given a metal-like weight, but are for decorative purposes. A company in Chile called Copper3D produces a copper-filled filament that produces parts that do not have metal parts, but parts that have the antibacterial and antimicrobial properties of copper. NASA is even testing the filament for use in "interplanetary microbial contamination," according to the company. In addition to the mainstream FDM printers, two other filament-extruding printers also offer copper, but they use their own proprietary materials. Desktop Metal uses a bonded metal filament, while Markforged uses a similar metal powder bonded into a plastic matrix. The printers from these manufacturers produce all-metal parts designed for industrial use, such as machine tools, induction coils, heat sinks, and functional prototypes. Cold spray and DED copper 3D printers WarpSpee3D cold spray 3D printer (Source: Spee3D) Although these two methods of metal 3D printing are not usually combined together, we are combining them here due to their general application for coating metal parts with another metal and for layering metal parts with metal powder. Directed Energy Deposition (DED) is a system developed by Optomec of New Mexico to create, improve and repair metal parts. Like SLS, in DED, high-power lasers build up 3D structures in layers, creating parts with high density and strength, ideal for mechanical applications. In 2019Optomec developed a new copper DED process to produce heat exchangers for use in the aerospace, chemical and other industries. Spee3D's WarpSpee3D process is unique in its use of supersonic 3D deposition to produce parts from a range of metal powder materials, including copper and aluminum. Cold spray is an additive manufacturing technique in which metal powder is injected into a supersonic pressurized gas stream. Instead of melting the metal, cold spraying holds it together in a process called plastic deformation. Companies such as Spee3D are using cold spray technology to apply an antimicrobial copper coating to doors, handrails and touch panels intended for use in hospitals, schools and other public places. Cold spray is also the fastest metal 3D printing method. Spee3D printed a 17.9kg (17.9kg) pure copper aerospace rocket nozzle lining (pictured below) on WarpSpee3D in about three hours at a cost of just $716, according to the company. Parts like this are usually made from solid forged copper, which takes weeks and costs tens of thousands of dollars. One of the disadvantages of DED and cold spray is that they are limited in the production of complex geometries. Rocket nozzle copper plating, engineer spark-free copper hammer and copper cable clamp, 3D printed by Spee3D (Source: Spee3D) Photopolymerization Holo) Metal DLP 3D printing is similar to resin 3D printing in that it uses UV light projected onto a photosensitive slurry to cure layer by layer. Instead of resin, metal DLP printers use a liquid polymer filled with metal powder and a small amount of binder. After the parts are printed, they have to go through several more stages before they become the final metal parts. California startup Holo recently completed a facility where it plans to 3D print pure copper parts on its proprietary 3D printers that are not for sale. Holo will specialize in 3D printed copper cooling solutions for high performance computers, electric vehicles, RF antennas and heat exchangers. Admatec, a Dutch manufacturer of 3D printers, offers printers that also use copper slurry to produce highly detailed copper parts. Copper slurry material for 3D printing (Source: Admatec) Share article:  Metal filament for printing metal parts consists of a plastic base with metal particles evenly interspersed in it. Copper interspersed filament for copper parts is a unique type of composite filament that, when used correctly, produces strong, chemically resistant, and near-solid metal parts.
Metal filament for printing metal parts consists of a plastic base with metal particles evenly interspersed in it. Copper interspersed filament for copper parts is a unique type of composite filament that, when used correctly, produces strong, chemically resistant, and near-solid metal parts. 
 Metallic DLP printing is valued for fine detail.
Metallic DLP printing is valued for fine detail.
Metal 3D printing
Metal 3D printing can be considered one of the most enticing and technologically challenging areas of additive manufacturing. Attempts to print with metals have been made since the early days of 3D printing technologies, but in most cases they ran into technological incompatibilities. In this section, we will look at technologies that have been tested for printing both composite materials containing metals and pure metals and alloys.
- 1 3D inkjet printing (3DP)
- 2 Lamination Printing (LOM)
- 3 Layered welding (FDM/FFF)
- 4 Selective Laser Sintering (SLS) and Direct Metal Sintering (DMLS)
- 5 Selective laser (SLM) and electron beam melting (EBM)
- 6 Direct laser additive construction (CLAD)
- 7 Free electron beam melting (EBFȝ)
3D inkjet printing (3DP)
How 3D inkjet printers (3DP) work
Inkjet 3D printing is not only one of the oldest additive manufacturing techniques, but also one of the most successful in terms of using metals as consumables . However, it is necessary to immediately clarify that this technology allows you to create only composite models due to the technological features of the process. In fact, this method allows you to create three-dimensional models from any materials that can be processed into powder.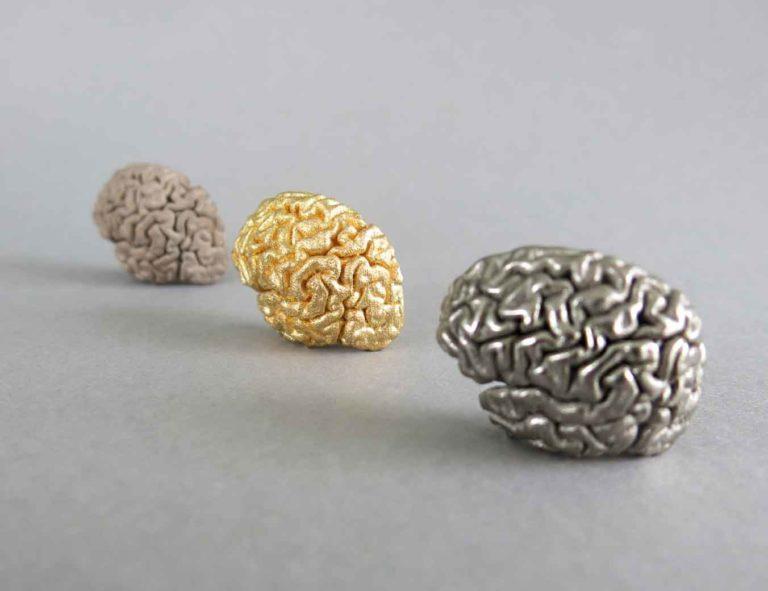 The binding of the powder is carried out using polymers. Thus, finished models cannot be called fully "metal".
The binding of the powder is carried out using polymers. Thus, finished models cannot be called fully "metal".
At the same time, there is the possibility of converting composite models into all-metal ones due to heat treatment for the purpose of melting or burning out the binder material and sintering metal particles. The models obtained in this way do not have high strength due to porosity. An increase in strength is possible due to the impregnation of the resulting all-metal model. For example, it is possible to impregnate a steel model with bronze to obtain a stronger structure.
Models obtained in this way, even with metal impregnation, are not used as mechanical components due to their relatively low strength, but are actively used in the jewelry and souvenir industry.
Lamination printing (LOM)
How 3D printers using lamination technology (LOM) work
models.
Metallic foil can also be used as a consumable.
The resulting models are not all-metal, as their integrity is based on the adhesive used to bond the consumable sheets.
The advantage of this technology is the relative cheapness of production and the high visual similarity of the resulting models with all-metal products. Typically, this method is used for layout.
Fused FDM/FFF
BronzeFill before and after polished
The most popular 3D printing method has also made use of metals as consumables. Unfortunately, attempts to print with pure metals and alloys have so far not led to significant success. The use of refractory metals runs into quite predictable problems with the choice of materials for the construction of extruders, which, by definition, must withstand even higher temperatures.
Printing with fusible alloys (for example, tin) is possible, but does not give enough high-quality output for practical use.
Thus, in recent years, the attention of consumables developers has switched to composite materials, similar to inkjet printing. A typical example is BronzeFill, a composite material consisting of thermoplastic (details not disclosed, but apparently PLA plastic is used) and bronze powder. The resulting models have a high visual similarity with natural bronze and can even be polished to a high gloss. Unfortunately, the physical and chemical properties of finished products are limited by the parameters of the thermoplastic binder, which does not allow classifying such models as all-metal.
A typical example is BronzeFill, a composite material consisting of thermoplastic (details not disclosed, but apparently PLA plastic is used) and bronze powder. The resulting models have a high visual similarity with natural bronze and can even be polished to a high gloss. Unfortunately, the physical and chemical properties of finished products are limited by the parameters of the thermoplastic binder, which does not allow classifying such models as all-metal.
Nevertheless, such materials can be used not only in the creation of models, souvenirs and art objects, but also in industry. Thus, the experiments of enthusiasts have shown the possibility of creating conductors and shielding materials using thermoplastics with a metal filler. The development of this direction can make it possible to print electronic circuit boards.
Selective laser sintering (SLS) and direct metal sintering (DMLS)
The most common method for creating all-metal 3D models involves the use of laser machines for sintering metal powder particles.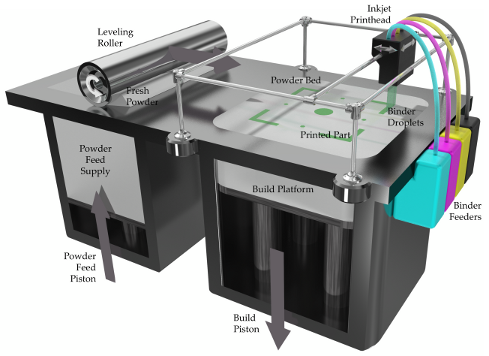 This technology is referred to as Selective Laser Sintering or SLS. It should be noted that SLS is used not only for working with metals, but also with thermoplastics in powder form. In addition, metallic materials are often coated with more fusible materials to reduce the required power of laser emitters. In such cases, finished metal models require additional sintering in furnaces and impregnation to increase strength.
This technology is referred to as Selective Laser Sintering or SLS. It should be noted that SLS is used not only for working with metals, but also with thermoplastics in powder form. In addition, metallic materials are often coated with more fusible materials to reduce the required power of laser emitters. In such cases, finished metal models require additional sintering in furnaces and impregnation to increase strength.
A variation of the SLS technology is Direct Metal Laser Sintering (DMLS), which, as the name implies, is focused on working with pure metal powders. These plants are often equipped with sealed working chambers filled with an inert gas for working with metals subject to oxidation, such as titanium. In addition, DMLS printers necessarily apply consumable heating to a point just below the melting point, which saves on the power of laser systems and speeds up the printing process.
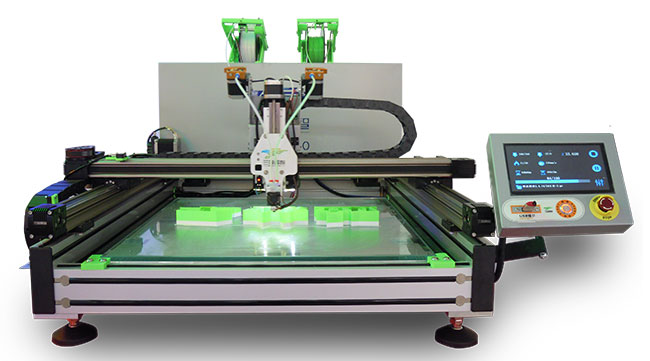
SLS, DLMS and SLM systems
The laser sintering process begins with the application of a thin layer of heated powder to the work platform.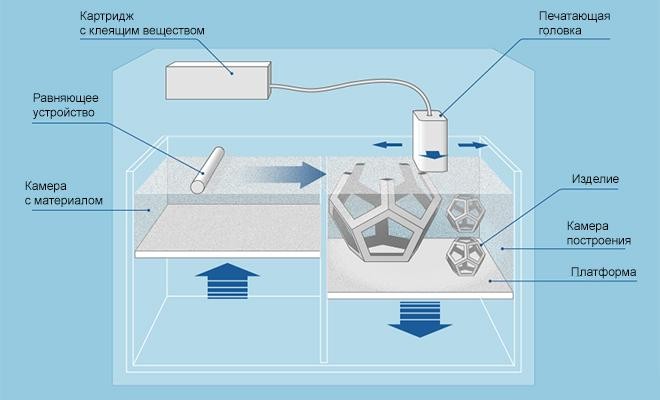 The thickness of the applied layers corresponds to the thickness of one layer of the digital model. Then the particles are sintered between themselves and with the previous layer. Changing the trajectory of the laser beam is carried out using an electromechanical system of mirrors.
The thickness of the applied layers corresponds to the thickness of one layer of the digital model. Then the particles are sintered between themselves and with the previous layer. Changing the trajectory of the laser beam is carried out using an electromechanical system of mirrors.
Once a layer is drawn, the excess material is not removed, but serves as a support for subsequent layers, which allows you to create complex shapes, including hanging elements, without the need to build additional support structures. This approach, coupled with high accuracy and resolution, makes it possible to obtain parts that require almost no machining, as well as solid parts of a level of geometric complexity that is unattainable by traditional production methods, including casting.
Laser sintering allows you to work with a wide range of metals, including steel, titanium, nickel alloys, precious materials, etc. The only drawback of the technology can be considered the porosity of the resulting models, which limits the mechanical properties and does not allow achieving strength at the level of cast analogues.
Selective Laser (SLM) and Electron Beam Melting (EBM)
Despite the high quality of the patterns produced by laser sintering, their practical application is limited by their relatively low strength due to porosity. Such products can be used for rapid prototyping, prototyping, jewelry production and many other tasks, but are of little use for the production of parts that can withstand high loads. One solution to this problem has been the conversion of direct metal laser sintering (DMLS) technology to laser melting additive manufacturing (SLM) technology. In fact, the only fundamental difference between these methods is the degree of heat treatment of the metal powder: SLM technology is based on complete melting to obtain homogeneous models that are practically indistinguishable in physical and mechanical properties from cast counterparts.
An example of a titanium implant made using electron beam melting (EBM) technology
A parallel method that has achieved excellent results is electron beam melting (EBM). At the moment, there is only one manufacturer that creates EBM printers - the Swedish company Arcam.
At the moment, there is only one manufacturer that creates EBM printers - the Swedish company Arcam.
EBM achieves precision and resolution comparable to laser melting, but with some advantages. Thus, the use of electron guns makes it possible to get rid of the delicate electromechanical mirror systems used in laser systems. In addition, the manipulation of electron beams using electromagnetic fields is possible at speeds that are incomparably higher compared to electromechanical systems, which, coupled with an increase in power, makes it possible to achieve increased productivity without significantly complicating the design. Otherwise, the design of SLM and EBM printers is similar to laser metal sintering machines.
The ability to work with a wide range of metals and alloys allows you to create small batches of specialized metal parts that are almost as good as samples obtained using traditional production methods. There is no need to create additional tools and infrastructure, such as molds and furnaces.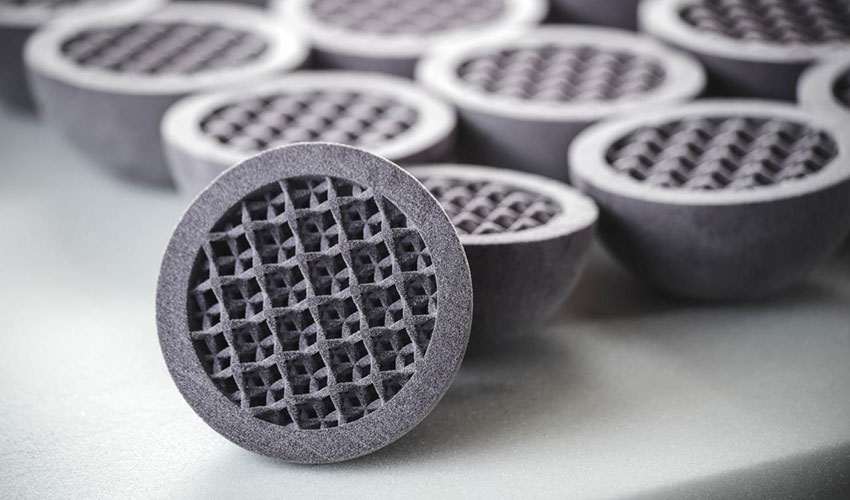 Accordingly, significant savings are possible in prototyping or small-scale production.
Accordingly, significant savings are possible in prototyping or small-scale production.
Laser and electron beam melting machines have been successfully used to produce items such as orthopedic titanium prostheses, gas turbine blades and jet engine injectors, among others.
Direct Laser Additive Building (CLAD)
How CLAD plants work
Not so much a 3D printing technology as a "3D repair" technology. The technology is used exclusively at the industrial level due to the complexity and relatively narrow specialization.
CLAD is based on the deposition of metal powder on damaged parts with immediate laser welding. The positioning of the "print head" is carried out along five axes: in addition to moving in three planes, the head has the ability to change the angle of inclination and rotate around the vertical axis, which allows you to work at any angle.
Such devices are often used to repair large items, including manufacturing defects.