
Airtight 3d print
9 Ways How to Make Your 3D Prints Waterproof & Airtight – 3D Printerly
Creating 3D prints that are waterproof and airtight is something that many people try to achieve, or even wonder if they can do it in the first place. It’s definitely possible to make your 3D printed objects watertight when you follow the right directions.
3D printing models with a flow rate of 150%, a large layer height and a wide nozzle diameter works very well to create waterproof and airtight models. Increase your printing temperature to help layers adhere and seal up potential gaps. Seal the final model with an epoxy resin for better results.
The rest of this article will detail the process and tips on how you can get some of the best waterproof 3D prints out there, so keep reading to find out more.
Is 3D Printing Waterproof & Airtight? Can 3D Prints Hold Water?
It is possible to 3D print a waterproof and airtight object which can hold water for long periods of time without leaking. Generally, 3D prints created normally are not waterproof because there are many small gaps throughout an object due to the nature of 3D printing. You also need to have a model which is optimized to be airtight.
Most 3D prints are not going to be watertight because 3D printing creates several layers on top of each other, and in many instances, your nozzle can get slightly clogged during printing leading to imperfections in prints.
These imperfections can lead to sections having small or large holes in the model. The larger your layer height, the less dimensionally accurate your models will be which is another factor which can create a 3D print that is not waterproof or airtight.
In order to make your 3D prints waterproof and watertight, there are steps you can follow which go from picking a good model, to adjusting your slicer settings, to post-print treatment of the model itself.
The next section will go into some more details to set you on the right path to making your 3D prints waterproof, whether it is PLA, ABS or another type of filament.
How Do You Waterproof PLA 3D Prints & Containers?
To waterproof your 3D prints you should:
- Use a known water-resistant filament which can withstand water easily and be affected by it negatively
- Change your print settings to print larger layers
- Increase the thickness of the exterior, otherwise known as walls or perimeters
- Increase your flow rate/extrusion multiplier to over extrude the amount of plastic to fill up those gaps
- Increase your printing for better layer adhesion
- Use a wider 3D printing nozzle such as a 0.6mm or even a 1mm nozzle
- Increase your infill percentage/density to fill the model more
- Apply a coat of epoxy resin to seal any gaps or holes in your 3D print
- For ABS, do some acetone vapor smoothing to smooth out any holes or gaps
Using these strategies is going to lead you to a much better path to finally create some real waterproof 3D prints, whether PLA or ABS.
It’s all geared towards reducing how many holes, gaps, and layer separations we get during the printing process, then doing some post-processing to get of any holes that may have got through the FDM, layer-by-layer process.
One amazing product to seal your 3D prints that not many people know about is the MG Chemicals Silicone Conformal Coating from Amazon.
It’s an aerosol spray which people usually use to waterproof their electronics, even having great corrosion resistance when tested in a salt spray environment. Many people use it for their 3D prints to seal PLA and ABS models.
One user said he applies 4 coats, letting each coat dry for 30 minutes before applying the next. It’s really easy to use and only requires thin coats. One of the best things is how it has no weird smell or look after it dries.
Ensure you spray in a well-ventilated area.
Now let’s get into the rest of the strategies.
Use a Water-Resistant Filament
Although you can use filament that isn’t water-resistant like PLA or ABS, you would be best off picking a filament which is.
Some good water-resistant filament to use for waterproof 3D prints are:
- PETG
- Polypropylene (PP)
- GF30-PP (Polypropylene with glass fibers)
These filaments are known to hold water nicely and have a good amount of chemical and impact resistance. Polypropylene is even hydrophobic and repels water, so it’s a great choice to go with.
Increase Your Layer Height
Printing with a thicker layer height leads to fewer spaces for there to be gaps and holes in your 3D models. It essentially squishes together and makes it more likely that your prints will be airtight and waterproof, reducing your chances of experiencing leaks.
Increase Wall Thickness or Perimeters
The outer layers, or the exterior of your model are where your 3D prints will have any gaps, so ensuring that you add more material to these sections means you can make models more waterproof.
A good rule of thumb for a good airtight 3D print is to have around 2 or 3 walls/perimeters, making sure you also have a good wall thickness of at least 1. 7mm. This would mean you would have around a 3.4-5.1mm external barrier to keep that water or liquid inside.
7mm. This would mean you would have around a 3.4-5.1mm external barrier to keep that water or liquid inside.
You should also have 4-6 top and bottom layers to provide even more of a solid exterior.
Increase Flow Rate/Extrusion Multiplier
Another great way to make your 3D prints waterproof and airtight is to increase the flow rate or extrusion multiplier in your slicer. This has similar results to some of the methods above, which extrudes more material to reduce the spaces between layers.
Each layer of your 3D model should have better adhesion since there is more pressure and material coming out the nozzle to connect with the previous layer.
Since we are increasing the amount of material coming out the nozzle, you would usually compensate by either reducing your printing speed, increasing your printing temperature, or both!
A flow rate of 150% should work well for making your prints watertight.
Increase Printing Temperature
As mentioned above, you can increase your printing temperature to add to the necessary element of good layer adhesion between every layer. When you have a relatively lower temperature, layers may not bond as well as they need to.
When you have a relatively lower temperature, layers may not bond as well as they need to.
Use a Wider Nozzle Diameter
Increasing your nozzle diameter is one of the best ways of improving the reliability of waterproof and airtight 3D prints. It relates to increasing the flow rate and reducing the spaces between each layer.
Your layers will extrude much faster and thicker, meaning that it takes longer to cool down. This leads to better layer bonding because the filament is in more in the “liquid-state”.
I’d recommend a nozzle diameter of between 0.6mm and 1mm for the most optimal option.
Increase Infill Density Percentage
When you have a higher infill density, it reduces the presence of gaps in your model. This is a great way of ensure that your 3D prints are more waterproof, so use an infill density of 40-100%.
Apply a Coat of Epoxy Resin or Clear Coat
This is a great method of post-processing that clears up any slight failures in the printing process, because 3D printers aren’t perfect! By applying a smooth, clear coat of epoxy resin, it provides a thick protection against any smaller gaps or holes in your model.
People tend to apply a coat of XTC Smooth-On High Performance 3D Print Coating (Amazon) on the inside of their model to make it waterproof, then letting it dry. Once it’s dried, you should have a 3D print which is optimized for holding water or any liquids you choose to use.
It has a great rating of 4.4/5.0 on Amazon at time of writing and not only does it help with waterproofing your 3D prints, but it also provides a glossy shine to any of your models to make them pop.
When you sand your 3D models then apply a coat of this stuff, you can really get some professional looking 3D objects that you’ll be impressed with.
Do Acetone Vapor Smoothing
Creating waterproof 3D models with ABS is a lot easier due to the acetone smoothing technique. This works because acetone is a known solvent for ABS, and in some cases PLA depending on the brand and manufacturing methods.
The preferred way to smooth ABS prints with acetone is to create an environment where the ABS vapor can slowly work on dissolving each layer of the model and close up any gaps that may be present.
Use SLA 3D Printing
SLA or resin 3D printing provides a better alternative for making waterproof 3D prints due to its very fine layer heights of 0.01mm or just 10 microns. A 3D printed vase at 50 microns on an SLA 3D printer should be enough to provide you with a waterproof 3D print.
Since FDM works on heat and extrusion, the dimensional accuracy are much lesser, and presence of gaps are are much more prominant.
How Do You Waterproof a Vase?
If you have a vase made out of ABS, you can use acetone to slightly melt/dissolve the surface and clear up any small gaps where water might leak out.
Another great method that works to waterproof a vase for other materials is by using an aerosol spray. Many people have had success with the Performix Multi-Purpose Rubber Coating Aerosol from Amazon.
Many people have had success with the Performix Multi-Purpose Rubber Coating Aerosol from Amazon.
It is an air-dry special rubber coating spray which is flexible, non-slip, and provides an amazing durable finish.
The best thing is how it will remain flexible and not crack or become brittle regardless of any extreme conditions, even proven to work in temperatures from -30°F to 200°F.
One user got great results with printing a vase by setting extrusion width to 30% bigger than the nozzle diameter, using two perimeters with overlap (Skin Overlap Percentage) of more than 30% to completely seal the perimeters.
Best Water-Resistant & Moisture Resistant 3D Printing Filament
Every thermoplastic is reasonably waterproof as long as the manufacturing method is sound. One user who put a PLA piece in their aquarium did a 2 year update and found that it held up without showing any signs of degradation or damage.
PLA would do fine underwater, but it’s likely going to become brittle over time.
In terms of some of the best water-resistant and moisture resistant 3D printing filament out there, I’d recommend:
- PETG
- ABS
- Polycarbonate
- ABS (acetone smoothed)
Watertight 3D printing part 2: Airtight closable models
In the first part of the watertightness series, we’ve shown you how to print waterproof vases, bowls, flowerpots, cups, etc. Today, we will go one step further and try to make truly watertight (airtight) models – and we’ll go, ahem, really deep today. So brace yourselves! We have a long journey full of prototyping and testing ahead. After all, printing a truly watertight model takes much more than just pushing a button on the machine. But, on the other hand, if you’re willing to undertake this adventure with us, you’ll learn plenty of helpful information. So let’s dive right in!
First, we need to define all properties our watertight model should have. For example, do we need only a simple hollow model (box) that remains permanently closed? While these may be useful for specific applications, you’ll probably want to have something that can be repeatedly opened and closed. But there’s more: do you need a container that can withstand higher water pressure? Or is mere splash protection enough? How about some transparent parts?
But there’s more: do you need a container that can withstand higher water pressure? Or is mere splash protection enough? How about some transparent parts?
This already sounds like a lot of questions. And that’s not all – there are more of them. Because every question comes with its own set of additional challenges to solve: What slicer settings should be used? Is post-processing necessary? And if so, what methods should you choose? What mechanisms should you choose to make a container that can be closed and opened? And how to deal with rubber sealings? Don’t worry, though! While it may look a bit daunting, to say the least, we went through all these situations ourselves and summarized our findings in this article to save you valuable time!
If you’re not that much interested in the theory and principles of construction of watertight models, you can skip this part and have fun with the “When the reality kicks in” section. But if you plan to work on your own amazing project involving 3D prints submerged in water, we suggest going through the entire article.
Our Research
When you start a more extensive project (and this one definitely is), you should begin with proper research. The good news is that we spent quite a lot of time looking for people dealing with similar projects and sharing their results online. The bad news is that not many people try to use their 3D printers to make something watertight. One thing somewhat fitting into this area are RC submarine projects. The main catch here is that there are only several small parts inside 3D printed submarines that really require being watertight – and these are usually made with other methods rather than with 3D printing.
We found a couple of projects that use 3D printed parts, yet they are still very uncommon and often highly specific. Main components are usually made using other methods, such as injection molded plastics, etc. 3D printed watertight models are scarce in the community. Therefore we had to study different ways that don’t include using a 3D printer. We tried to use and slightly adjust these methods to see if we can replicate them using 3D printing. Probably the most resourceful was this article covering watertight sealing in general.
We tried to use and slightly adjust these methods to see if we can replicate them using 3D printing. Probably the most resourceful was this article covering watertight sealing in general.
Choosing a proper model
First, we would like to remind you that 3D printing watertight models requires a certain amount of skill, and you probably won’t get far without post-processing. The main problem is that 3D printed models requiring perfect watertightness are usually special and tailored for a specific use since you can buy a Lock&Lock box at any supermarket.
The real benefit of using 3D printing comes from the possibility to create custom electronic housing for divers, custom parts of RC submarines, boxes for various measuring equipment, etc. This means, above anything else, that you will have to do more than download a random G-code, print it and use it immediately. Therefore, although we prepared a few parts for our experiments, we’d like to encourage you to design something for yourselves! But before you do, let us give you several useful tips.
Generally speaking, the best watertight model will be a hollow round container with no openings or moving parts, printed in one piece – you can imagine some sort of a balloon or bubble. However, as you probably guessed, such a model won’t be very practical. So most of us will instead be interested in a sealable container. In this case, you should keep in mind two rules when designing your model:
- Make the walls thick enough. 2-3 mm is usually a good start. However, you want to make sure that the water will not leak inside under higher pressure. For instance: If you submerge a closed model (inside pressure = air pressure at the water surface) to 20 m depth / 65 feet, which is a usual diving depth, its walls will need to resist the pressure of 2kg/cm2 (28 psi). And this pressure will increase by 1 kg (14 psi) every 10 meters (32 feet).
- Design the model as simple as possible.
 If you plan to make a box with eight openings with various plugs and parts screwed in or clipped on, we wish you good luck. Every opening, every moving part, and every printing error can cause leakage! Even professional camera housings have warnings about leakage caused by grains of sand or human hair – just imagine what can be caused by a bad print.
If you plan to make a box with eight openings with various plugs and parts screwed in or clipped on, we wish you good luck. Every opening, every moving part, and every printing error can cause leakage! Even professional camera housings have warnings about leakage caused by grains of sand or human hair – just imagine what can be caused by a bad print.
Material choice
Here, we’d like to highlight one of our previous articles about 3D printed vases and other simple open models – the choice of material is actually less important than the print settings. Plus, if you plan to make a model that should resist high pressure (2 bar and more), you will probably use some form of post-processing anyway – for example, sealing the model using an epoxy resin. But if you need to make things resisting lower pressure (less than 2 bar), the basic 3D print might be good enough too. You can find a more detailed material comparison in the article mentioned above.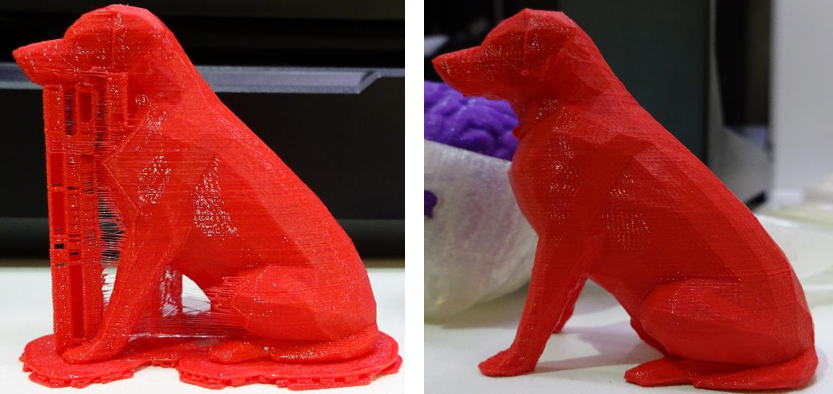 In short, the best results can usually be achieved with filaments that have the best layer-to-layer adhesion properties, such as PolyPropylene. Interestingly, we also had great results in 20m depth with Prusament PLA and SLA resins.
In short, the best results can usually be achieved with filaments that have the best layer-to-layer adhesion properties, such as PolyPropylene. Interestingly, we also had great results in 20m depth with Prusament PLA and SLA resins.
Print settings and infill
Suppose you need to create models that resist only a small amount of pressure in shallow waters (for snorkeling or similar activities). In that case, there is no need to bother with different print settings and post-processing. Here, you should simply follow our advice from the previous article (in layman’s terms: more perimeters = better waterproofness). The only extra thing we can recommend: pay attention to how smooth the surface is. Those parts that get in direct contact with rubber sealing should be as smooth as possible. The best way to achieve this is to print these parts facing down on the smooth sheet or use the ironing function in PrusaSlicer.
It gets slightly more complicated with greater depths (pressure). To withstand high pressure, the models need to have walls as solid and compact as possible. If you are confident that your model is watertight at 1-meter (3 feet) depth with three perimeters and 15% infill, it will most likely be different in a 30m (99 feet) depth. Due to the higher pressure, small crevices and other imperfections might cause a lot of trouble. Plus, some deformations might occur with compressing air pockets inside the model.
To protect against deformation that would cause leakage, we offer a simple method: increasing the number of perimeters and infill. The ideal state is when the model wall is 100% filled with material or has a high number of perimeters. Unfortunately, it’s pretty much impossible to give an exact number due to a high number of variables. We recommend starting testing with four perimeters and 60% infill.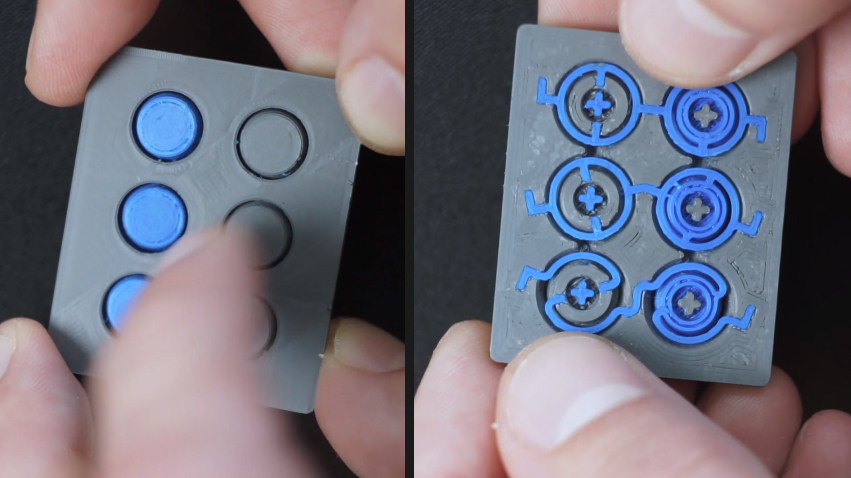 Still, keep in mind that there might be numerous air pockets and crevices allowing the water to leak inside the model. Just have a look at this untreated PETG print:
Still, keep in mind that there might be numerous air pockets and crevices allowing the water to leak inside the model. Just have a look at this untreated PETG print:
Treating models with epoxy resin
The second way to achieve watertightness is by sealing the model with epoxy resin. Of course, the best way to do this is a vacuum impregnation, but you probably won’t be able to do it at home. Luckily, using a brush or sinking a model inside the resin works just as well. The result is a model that resists water leakage and comes with better mechanical resistance and dimensional stability. Just don’t forget that it’s useless to apply epoxy resin on a hollow model. To be specific: The walls must keep their shape. If they’re too thin (1-2 perimeters), the epoxy coating will most likely crack under higher pressure, and the walls will deform anyway. So it’s best to treat walls with four perimeters and 60% infill or higher.
Working with epoxy resin may be a bit messy process. Plus, it is accompanied by an unpleasant odor. Don’t forget to use respiratory protection, such as a half-mask (respirator) and gloves!
Sealing
Sealing is undoubtedly the most challenging part of any watertight model. In other words: printing watertight models that don’t need to be opened is relatively simple. But when it comes to lids, covers and moving parts, there is a high chance of failure. This is because every closable box usually comes with plenty of imperfections that cause leakage.
This great article explains sealing functionality in detail. We went through several designs and then came up with three basic variants that we tested with 3D printed parts. We definitely recommend reading the entire article to find out more about making things watertight in general.
Gaskets
Do you have flexible filaments at home? If so, the idea of 3D-printed gaskets might have crossed your mind. And if you have actually tried it, you probably know that it’s a dead end. It’s much better to print a two-piece mold, fill it with silicone caulk and carefully remove it after drying. Some sources claim that it’s best to use Ooogoo (or modified proto-putty) made from mixed silicone caulk, water, and cornstarch.
And if you have actually tried it, you probably know that it’s a dead end. It’s much better to print a two-piece mold, fill it with silicone caulk and carefully remove it after drying. Some sources claim that it’s best to use Ooogoo (or modified proto-putty) made from mixed silicone caulk, water, and cornstarch.
Atypical shapes
If you’ve ever used a GoPro camera, you probably noticed that the back door sealing has an atypical trapezoid cross-section. It’s quite an unusual shape, but it provides perfect waterproofness up to 40m depth. The question is: where can you buy such sealing? The short and honest answer is: we don’t know. Probably some specialized stores might help. However, if you need such an atypical sealing, it’s perhaps easier to craft it yourself, again, with mold and silicone caulk.
O-Rings
No doubt, the best, easiest, and most proven method is using simple O-rings.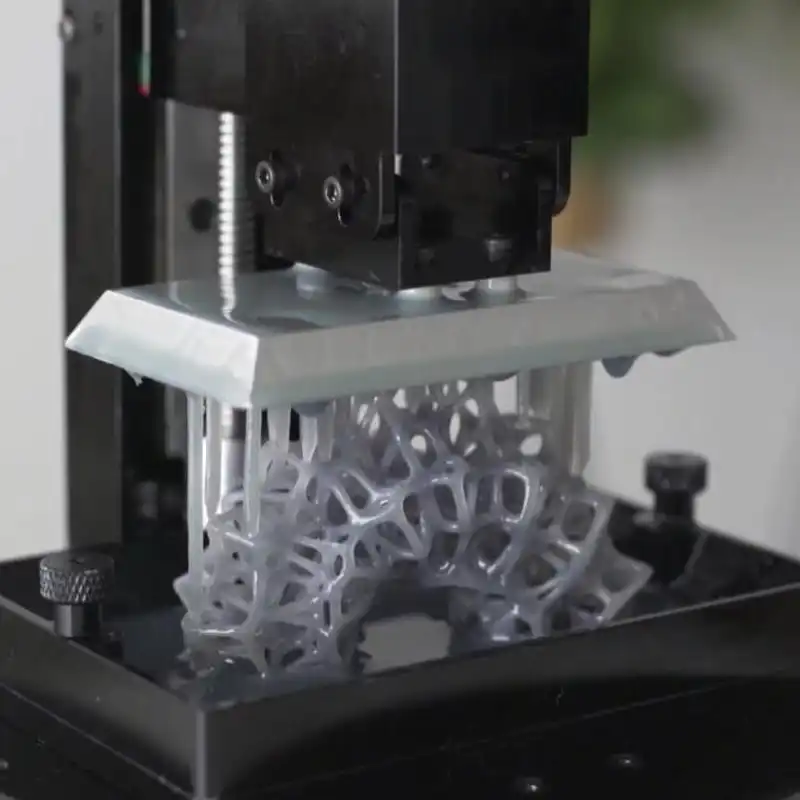 After all, there is no point in making it complicated. The only thing to take care of is the correct dimensions of used O-rings and modeled parts. In addition, we recommend treating the O-ring (or any other sealing) surface with silicone grease before every use. Detailed information about the correct usage of O-rings can be found in this article again.
After all, there is no point in making it complicated. The only thing to take care of is the correct dimensions of used O-rings and modeled parts. In addition, we recommend treating the O-ring (or any other sealing) surface with silicone grease before every use. Detailed information about the correct usage of O-rings can be found in this article again.
Transparent parts
Let’s assume that most of the watertight parts will require at least one transparent part. Is it wise to print it or to use another method? Now it’s an excellent opportunity to revisit our older article about printing transparent models. And yes, you can use it for watertight prints, as long as you don’t need it to be crystal clear. All you have to do is stick to our directions and polish them properly.
Moving parts (switches etc.)
Sometimes you may need to print some moving parts, for example, to use various buttons and switches when printing electronics covers. The easiest way to do it is using a flexible filament (at least for a part of the model) – this way, you can press the buttons through the wall with no need to open the model or design anything complicated. But it might be problematic in greater depths, where the flexible part is compressed and constantly applies pressure onto the button.
The easiest way to do it is using a flexible filament (at least for a part of the model) – this way, you can press the buttons through the wall with no need to open the model or design anything complicated. But it might be problematic in greater depths, where the flexible part is compressed and constantly applies pressure onto the button.
Another option is to use a stainless steel pin with an O-ring, the same way GoPro cases do it. However, this method might end as a disaster because any minor imperfection will cause water leakage. So instead, it’s much better to use a magnetic switch that is commonly implemented into diving lights. We suggest these two ways:
- A magnet attracts a small metal part (a spring, for example) that will touch the other end of the circuit.
- Two magnets are placed on opposite sides of the wall. As they are moved from one side to another, they work as a mechanical switch (even a simple copper wire glued to the magnet might work).
Ok, that was the theory. But how does it all work in reality? And does it even work? As always, we prepared several testing models to try everything mentioned above. The results are sometimes good, sometimes bad. So let’s have a look:
Choosing the model
In the beginning, we chose four basic models: A simple variant of a Lock&Lock box with a gasket, a threaded flashlight housing, a custom external light for underwater macro photography, and a camera housing.
We present the camera housing as possible use of a complex 3D printed part. But keep in mind that it might be uneconomical or even useless due to the time consumption and high failure rate.
Material and print settings
We’ve pretty much summed up most of the print and material settings in our previous article. However, we still think it’s good to pinpoint some of the essential aspects, especially when you’re planning to use such an object in a high-pressure environment.
The first and the most important thing you may notice during the printing process (with more perimeters) is the unattractive appearance of some materials. Bad aesthetics might not be such a big deal for functional models, but if you need it to be as precise as possible to fit electronics inside, you might struggle with doing so due to the excess material on the surface. This means that you should double-check what material you plan to use and what print settings you choose. To be more specific: when we printed PCCF (or PETG) with 100% infill and no extra settings, excess material prevented us from putting any electronics inside.
The second problem that appeared even under low pressure (in a bucket with water) was the permeability of visually compact prints. Specifically, we tested five materials we thought might be suitable for watertightness, and they should still be easy to print: PLA, PETG, PCCF, ASA, and SLA resin (Prusa tough).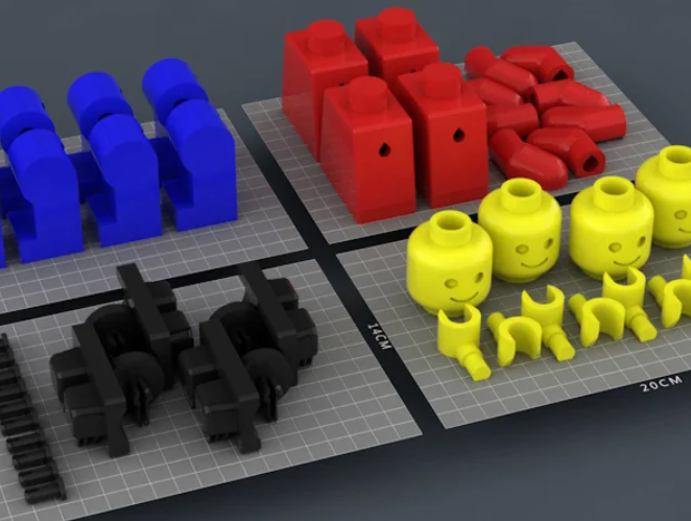 Surprisingly, the worst results came with untreated PETG and acetone smoothed ASA. PETG leaked really quickly through the seams and contact points between perimeters and solid infill. Smoothed ASA leaked slowly, probably through the surface imperfections around sealing or bubbles inside material since it slightly expanded during the smoothing process. Surprisingly, PLA, PCCF, and SLA prints worked great without post-processing – even 20 meters (66 feet) underwater.
Surprisingly, the worst results came with untreated PETG and acetone smoothed ASA. PETG leaked really quickly through the seams and contact points between perimeters and solid infill. Smoothed ASA leaked slowly, probably through the surface imperfections around sealing or bubbles inside material since it slightly expanded during the smoothing process. Surprisingly, PLA, PCCF, and SLA prints worked great without post-processing – even 20 meters (66 feet) underwater.
We used various materials to print this model – This model is a flashlight housing with threaded closing and middle part printed with flexible filament/resin. We attempted to print it with various materials.
Our first thought was to give PETG one more chance. This time, we treated it with epoxy resin. Why? Well, it’s pretty simple: carbon fiber filled filaments are usually expensive, and printing it with 100% infill might cost you a lot. The print area size may limit SLA prints, and PLA is prone to heat deformation.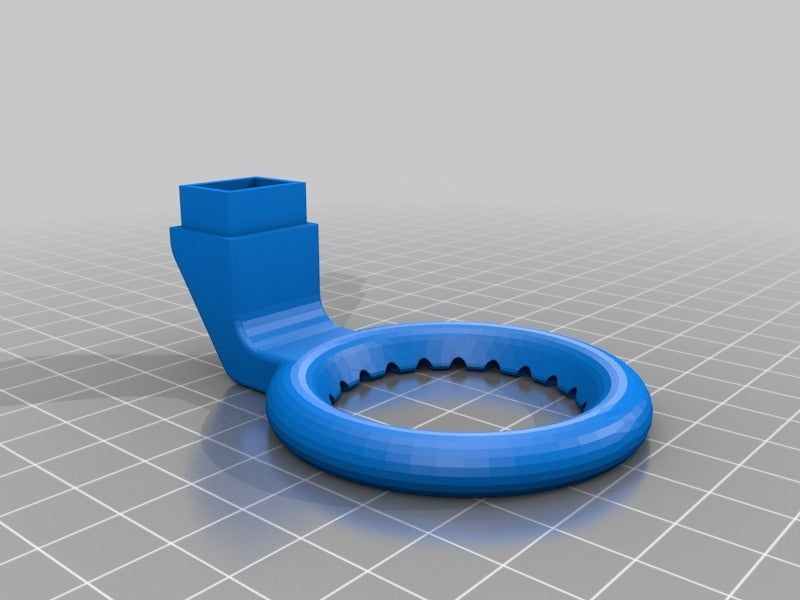 See the yellow PLA print above that got deformed in a car on a summer day.
See the yellow PLA print above that got deformed in a car on a summer day.
On the other hand, PETG is a cheap material suitable for mechanical use and has a good temperature resistance. By treating it with an epoxy resin, we achieved perfect watertightness and even improved its mechanical properties. The main downside is that liquid two-part epoxy resin is a toxic material that requires respiratory and skin protection. Working with it is messy and time-consuming, but the result is satisfactory.
Printing transparent parts
You won’t go far without making a flashlight or camera housing without using any transparent parts. We’ve already shown you that it’s possible to print glass-like transparent models. This works especially well with transparent SLA resins. However, it is essential to spend enough time sanding and polishing the surface. Every scratch, fog, or bubble will affect transparency and can cause unwanted refraction.
And of course, we also came up with a slightly wild idea: Can you print and polish a protective see-through glass that goes in front of a camera lens? We tried to do it, just for fun. We used the Original Prusa SL1S 3D printer with 3DM tough clear resin. However, we encountered two main issues. The first problem: there are bubbles inside the print, which are caused by platform movement and resin stirring. The other problem is the internal structure of the solidified material. Although the print might look clear at first, you will soon notice that the print structure creates a refraction effect that looks like a blurred cross. Therefore it’s useless as a glass-like see-through print. While this may be ok for things like a semi-transparent LED indicator, it’s simply not suitable as a camera cover. Instead, we suggest cutting a plexiglass sheet with a laser plotter.
Sealing
The most difficult part that in all our test objects is sealing. We’ve tested 3D-printed variants, sealing made from a mold, and simple O-rings.
We’ve tested 3D-printed variants, sealing made from a mold, and simple O-rings.
First, we printed gaskets with Flexfill 98a, then with Flexfill 92a, FilaFlex40 and flexible SLA resin. The first FFF batch was printed without ironing (maximum number of perimeters, random seam position), the second batch with ironing turned on.
Second, we printed molds for silicone sealing in two variants: the first was a simple gasket, the second was an atypical sealing similar to the one used at GoPro cameras. The molds in the first batch were filled with silicone caulk, while in the second batch, we used a proto-putty. We can safely say that making this sealing gets quite messy and requires a certain amount of skill. Especially mixing silicone with cornstarch (proto-putty) may end up pretty badly – most of the material sticks everywhere except the places where it should go in the first place. Plus, proto-putty is much softer, porous, and prone to break rather than pure silicone caulk.
Finally, we also tested O-rings from scuba diving hoses. However, many more O-rings can be used in the same way. Using O-rings with correctly modeled printed parts is, without a doubt, the best and most reliable method.
Testing under normal (low) pressure
Let’s start with the bad news: 3D-printed gaskets don’t work. None of our printed creations held water, not even when we tried to seal the gaskets between two parts using screws. And we even tightened them with a force that damaged the threads. We did not manage to find a material printable on standard FDM/FFF 3D printers that would be soft enough to work as a proper seal between two 3D-printed surfaces. In theory, 3D-printed gaskets might work for some heavy machinery made of steel parts, which can be pressed together with a considerable amount of force.
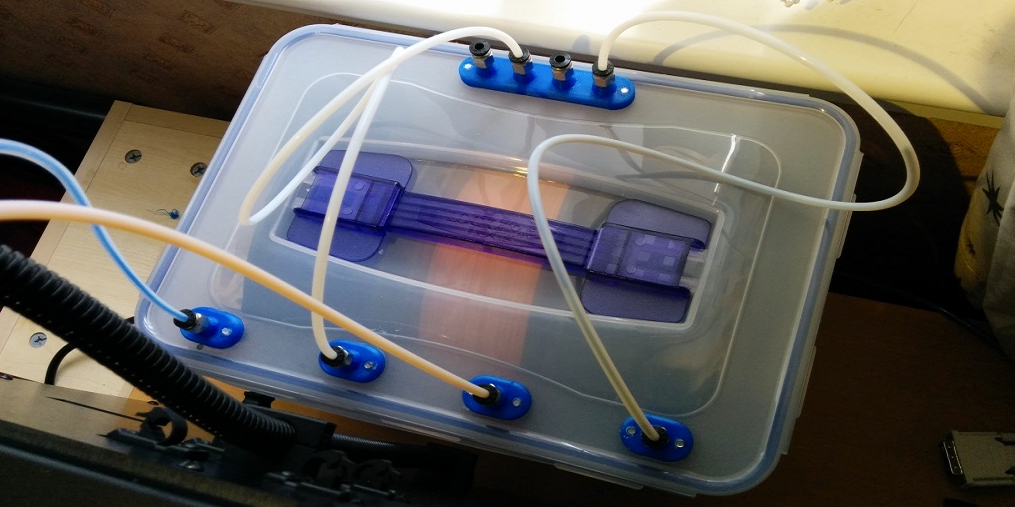
The good news is that other variants worked pretty well under normal pressure. After several attempts, we made every type of sealing watertight enough to keep the insides of tested models dry overnight when sunk in the bucket with water.
After several attempts, we made every type of sealing watertight enough to keep the insides of tested models dry overnight when sunk in the bucket with water.
Testing under high pressure (deep underwater)
It always gets more complicated deeper underwater. Here, we stumbled across problems with chosen types of locking devices (door, lids, etc.) and various sealing types. The Lock&Lock box had the worst results: it started leaking just a few meters under the surface. This was caused by insufficient pressure between the lid and body and by generally problematic gaskets. They didn’t do their job here – and neither did they with the camera housing glass and door.
Sometimes it helped to squeeze the gaskets between the two parts with a bit more force. But, unfortunately, it’s not possible to increase the pressure on the gaskets forever. For example, the silicone gasket at the camera housing always leaked no matter how much it was squeezed. At one point, it eventually gave in as it didn’t withstand the pressure. The damage was done, and the gasket started leaking even more.
At one point, it eventually gave in as it didn’t withstand the pressure. The damage was done, and the gasket started leaking even more.
As it turned out, proper atypical sealing and simple O-rings are by far the most reliable options if you manage to design the model correctly.
Interestingly, a flashlight housing with a threaded lock worked perfectly even in 30m depth with both types of silicone gaskets, O-rings, and even with a simple rubber band!
Tip: We applied silicone grease to every type of sealing before every use, and we suggest you do the same.
Moving parts
Most of the watertight housings don’t make much sense without buttons, switches, and other moving parts. For example, a camera housing needs some kind of element to control the device. At first, we tested a part made from a flexible filament (and resin) – this way, you can produce soft walls, through which you can press a button. A great advantage is that flexible materials are waterproof even at 30 m (99 feet) depth. However, flexible materials shrink a lot under pressure, so even in mere 10 meters (33 feet), the pressure causes the button to be constantly pressed – rendering such a solution rather useless. Rubber housings are therefore suitable for shallow waters (snorkeling) only.
However, flexible materials shrink a lot under pressure, so even in mere 10 meters (33 feet), the pressure causes the button to be constantly pressed – rendering such a solution rather useless. Rubber housings are therefore suitable for shallow waters (snorkeling) only.
A more reliable method is using magnetic switches that you can find in various diving flashlights. We have tested two variants: the first is attracting a metal wire (or spring) to a magnet, the second is using two magnets as a mechanical lever that moves the switch. Attracting the wire to the magnet didn’t work well since it caused unwanted flashing and occasional turning off and on. On the other hand, using two magnets attracted across the wall worked almost at 100%, even with a simple tweak – we glued the wire to the magnet.
Do you feel that there’s too much information? Well – there is. 🙂 So let’s try to sum it all up.
As we previously mentioned, it’s best to make watertight models as simple as possible. Even a simple box with a threaded lid and an O-ring may withstand great pressure. Together with magnetic switches, it’s possible to make various external lights for underwater photography. This is probably the best and most reliable 3D printed watertight gadget.
Even a simple box with a threaded lid and an O-ring may withstand great pressure. Together with magnetic switches, it’s possible to make various external lights for underwater photography. This is probably the best and most reliable 3D printed watertight gadget.
Simple Lock&Lock boxes can be printed, too. However, compared to the injection-molded ones, they’re desperately unreliable, too expensive, and producing them is rather time-consuming.
Complex models such as camera housing aren’t worth it too. They are challenging to design, and then there is the time consumption and material cost. They’re just too much hassle to make. Plus, it’s necessary to make several moving parts, which increases the chances of leaking.
Rubber parts printed with flexible filaments and resins work only in shallow waters, making them pretty suitable for snorkeling, but if you plan to use them in greater depths, you will find out that the material compresses under pressure and prevents any buttons from working correctly. It is better to make moving parts with magnets, alternatively with metal pins and O-rings (just like GoPro does it).
It is better to make moving parts with magnets, alternatively with metal pins and O-rings (just like GoPro does it).
Transparent parts can be made with FFF or SLA methods, but we recommend using thick plexiglass (4 mm or thicker). Achieving a perfectly transparent and clear 3D printed component as a part of a watertight model is no easy task.
The most reliable type of sealing is the O-ring. O-rings can be bought in various specialized stores with diving gear, car shops, potentially even in hobby markets. Just don’t forget to treat the seals with silicone grease every time you use it.
Finally, we’d like to mention that even though we do our best to cover most of the problems around this topic, this article should only give you advice on how to do it yourself and not serve as a step-by-step guide. If you try to print something watertight yourself, keep in mind that you will have to go through a lot of prototyping, testing in shallow waters and greater depths, etc. Don’t forget to test everything properly before putting electronics inside! It’s good to test everything several times in various depths before using it for the purpose it was designed. This is pretty much everything from us – now it’s up to you! Good luck with your projects!
Don’t forget to test everything properly before putting electronics inside! It’s good to test everything several times in various depths before using it for the purpose it was designed. This is pretty much everything from us – now it’s up to you! Good luck with your projects!
Happy printing!
90,000 tightness of products made on a 3D printer06.01.2022 in the expert blog, instructions, news
Content
Introduction 9000 client:
I am unsubscribing because I promised feedback. The ordered products were supposed to be used as housings for liquid level sensor prototypes. It was assumed that the walls of the hull would be impenetrable for air. However, it turned out that this is not the case features of the printing technology of the product. One of the buildings for this reason, the fifth (like a present from your company) the case turned out to be very handy. This letter is not a claim, but rather a proposal to warn customers about the features of printed products - for the future.Good luck!
Let's first understand why the question of tightness arose. The fact is that products that are made on a 3D printer have a certain porous structure.
We have already touched on the issue of correct 3D printing mode settings when talking about the strength of printed products and choosing the correct actual extrusion width. Now we need to understand whether the product is airtight even when all settings are selected correctly.
Based on this, we decided to test the tightness of products printed on a 3D printer using the 4 main 3D printing technologies: FDM, SLS, SLA, SLM. These studies can be considered experimental, conducted empirically. The tightness of the products was studied under atmospheric conditions at room operating temperature and ordinary water. If it is necessary to carry out such studies under load (positive pressure), as well as using gases, please write about it in the comments.
Plan of the experiment
For the experiment, the product “Glass” with different wall thicknesses was chosen as the objects of study.
Product parameters:
Inner diameter - 60 mm
Height - 100 mm
Wall thickness - 0.8 mm to 2 mm
Bottom thickness - 0.8 to 2 mm according to wall thickness
We plan to print 3 products, gradually increasing the wall thickness. After each printout, we plan to pour water into each product for a day. After 24 hours, check the result for leak tightness.
Preparing for the experiment
Samples are modeled in Fusion360.
Thus, we obtained the same type of 3D models of samples with a wall thickness of 0.8 mm, 1.6 mm and 2 mm.
We start sequentially with FDM 3D printing. Let's print 3 samples at once.
Experiment
We use PET-G plastic of our own production as a material for the test samples using FDM technology. We print on an Ender 3 3D printer with a modified extruder block.
Video
Pay attention to the handle of the 3D printer on which the GoPro camera is placed. You can buy such a pen in our store. Or say a 3D model to print on your 3D printer. GoPro was on charge for the entire time-lapse. A special cover for the camera helped us with this, which we also made on a 3D printer from this model.
Or say a 3D model to print on your 3D printer. GoPro was on charge for the entire time-lapse. A special cover for the camera helped us with this, which we also made on a 3D printer from this model.
The article is being supplemented.
Conclusions
The article is supplemented.
Tags: 3d printing, 3D printing, impermeability, tightness, tightness
High Temperature 3D Printing to the Masses / Sudo Null IT News
There is an impressive variety of thermoplastics that can be printed on consumer grade desktop 3D printers. But, despite this, most often users turn to polylactide (PLA) threads. This is not only the cheapest of materials, but also the easiest to work with. Its extrusion can already be carried out at a temperature of 180 °C, and good results can be obtained even without preheating the table. The disadvantage of PLA-printed objects is that they are relatively brittle and do not tolerate high temperatures well. For prototyping or printing low-stress components, PLA is great. However, many users quickly go beyond its capabilities.
However, many users quickly go beyond its capabilities.
Polyethylene terephthalate (PETG) is usually the next step. It is not much harder to work with compared to PLA, while it is more reliable and can withstand higher temperatures. In general, it is better suited for creating mechanically loaded parts. But if you need to make even stronger and more heat resistant parts, you can switch to acrylonitrile butadiene styrene (ABS), polycarbonate (PC) or nylon. And this is where the problems begin. These materials are extruded at temperatures over 250°C and closed chambers are recommended for best results. These printers are at the top of the budget range that hobbyists are willing to work with.
Industrial 3D printers like this one, the Apium P220, start at around $30,000. (PAEK, PEEK, PEKK). Components made from these plastics are suitable for aerospace applications as they can replace metal while remaining much lighter.
Such plastics need to be extruded at temperatures of around 400°C, and a sealed chamber is required for operation, the temperature in which constantly exceeds 100°C. The cheapest printers of this kind cost tens of thousands of dollars, and some models even cost six figures.
The cheapest printers of this kind cost tens of thousands of dollars, and some models even cost six figures.
Naturally, not so long ago, the same could be said about all 3D printers. Once used only by well-equipped research labs, these machines now sit on the workbenches of hackers and hobbyists the world over. It is difficult to predict whether the same price-cutting race will start for high-temperature 3D printers, but the first steps to democratize the technology have already been made.
Engineering difficulties
Simply put, a machine that supports these so-called. "engineering plastics", you need to be a hybrid of a 3D printer and a stove. This, of course, is the main problem. The printer itself - of the type and quality we are accustomed to seeing on our desks - will not survive in such conditions. In order for a consumer printer to produce PEI and PEEK plastic parts, it needs to be seriously redesigned. This is exactly what NASA did with the LulzBot TAZ 4 in 2016.
LulzBot TAZ 4 redesigned to support high temperature printing
The first step was to design an insulated housing to fit the TAZ 4 and install a set of 35W infrared lamps for heating. Under such conditions, the printer's electronics would naturally overheat - so it had to be taken outside.
Stepper motors would also overheat. But instead of taking them out, the team at the Langley Research Center decided to build cooling shrouds on each of the motors through which the compressed air must circulate.
Like many desktop 3D printers, the TAZ 4 uses several printed components. Since they are ABS, they would quickly break down in a chamber designed to support PEEK. They were printed from PC, but even this material was not resistant enough for permanent use. In classic RepRap tradition, the team printed the last, third set of components on their most modified printer, in PEI plastic, commercially named Ultem.
Surprisingly, the team had no trouble changing the printer's nozzle to one that could extrude plastic at 400°C.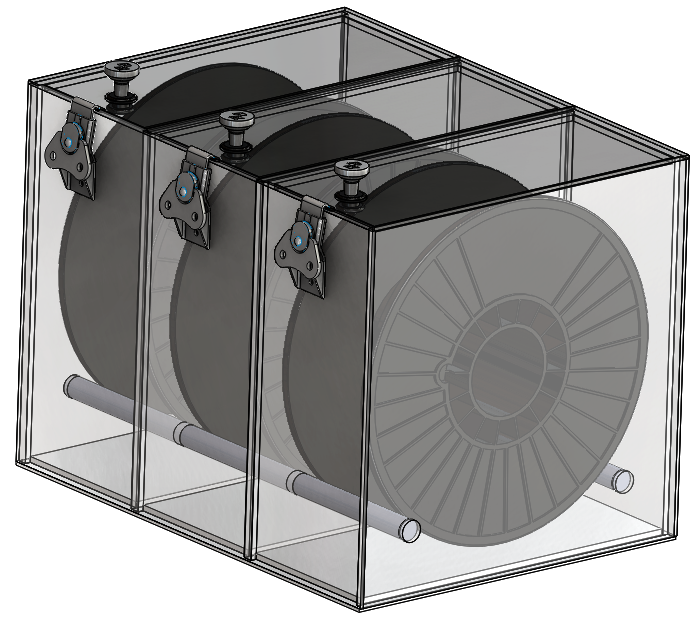 The popular E3D-v6 extruder costs less than $100 and has been shown to be able to maintain this temperature. True, the team had to replace the thermistor with a better one, as well as edit the Marlin firmware so that it allowed it to reach high temperatures. For conventional printers, too high a temperature should cause an emergency shutdown.
The popular E3D-v6 extruder costs less than $100 and has been shown to be able to maintain this temperature. True, the team had to replace the thermistor with a better one, as well as edit the Marlin firmware so that it allowed it to reach high temperatures. For conventional printers, too high a temperature should cause an emergency shutdown.
Printing results from Ultem 1010 plastic on a redesigned LulzBot TAZ 4.
In the end, the NASA report indicated that the LulzBot TAZ 4 redesign was a complete success. They noted that an attempt to print PEI with infrared lamps turned off ended in failure - delamination and distortion of the model, which was to be expected. They did not specify the cost of the conversion, but given that at that time the TAZ 4 cost $2200, the entire project could cost 10 times cheaper than similar commercial proposals.
Starting from zero
A NASA experiment has shown that an existing desktop 3D printer can be converted to print with high-temperature engineering plastics, and quite inexpensively. But hardly anyone believes that this approach is the ideal solution. There are too many repetitive operations involved here, and NASA engineers had to abandon some of the decisions made by the LulzBot developers. Still, the experiment provided a valuable baseline for other projects built from scratch.
But hardly anyone believes that this approach is the ideal solution. There are too many repetitive operations involved here, and NASA engineers had to abandon some of the decisions made by the LulzBot developers. Still, the experiment provided a valuable baseline for other projects built from scratch.
In September 2020, a team from Michigan Technological University demonstrated the Cerberus, an open-source, high-temperature 3D printer capable of creating objects from PEI and PEKK that costs as little as $1,000 to build. Without trying to adapt existing designs, the team started development from scratch, aiming for high temperature printing. All electronics are housed separately from the sealed chamber, which uses a kilowatt heating element to quickly raise the temperature in the chamber to operating temperature.
All stepper motors are also outside the chamber. Because of this, the kinematics become more complex than in desktop 3D printers, but Cerberus no longer requires a special motor cooling system.
Building a Cerberus is quite affordable for the aspiring hobbyist. It has a simplified circuit, ready-made control electronics based on the Arduino Mega 2560 and RAMPS 1.4, and the same E3D-v6 extruder as the TAZ 4. In addition, the team posted clear and detailed instructions for assembling the printer - this is not in the NASA report. meet.
Expanding possibilities
Whether it's NASA's redesign of the TAZ 4, or the new Cerberus-type circuits, it's clear that the technical capabilities of PEI and PEEK printing in the home workshop are already available for those who really need them. So far, it's not as easy as buying a $200 3D printer on Amazon, but if there is demand, cheaper machines based on the same principles will appear on the market. The situation is not much different from the current wave of affordable laser cutters hitting the markets in the past few years.
Fans from all over the world print PPE
Is there a demand for such machines? A year ago, the answer might have been different from today.










