3D printing wood filament settings
Ultimate Materials Guide - 3D Printing with Wood Filament
Overview
Wood-based filaments are typically a composite that combines a PLA base material with wood dust, cork, and other powdered wood derivatives. Typically, the filament consists of around 30% wood particles, but the exact number may vary depending on the brand. The presence of these particles gives the 3D printed parts the aesthetics of real wood. This filament is also less abrasive compared to other composite filaments such as carbon-fiber filled and metal filled, since wood particles are much softer. There are some wood-like filaments on the market that only contain wood coloring, but no actual wood particles, so these typically have a very different look and feel. This guide will focus on wood infused PLA filaments since these are the most common, but you can use these tips as a starting point for other wood-based filaments as well.
- Wood-textured finish is aesthetically appealing
- Does not need any expensive wear resistant nozzles
- Aromatic and pleasant smelling
- Prone to stringing
- Smaller nozzles can end up with partial clogs over time
- May require a larger size nozzle
Hardware Requirements
Before 3D printing with wood filled filaments make sure your 3D printer meets the hardware requirements listed below to ensure the best print quality.
Bed
Temperature: 45-60 °C
Heated Bed Optional
Enclosure Not Required
Build Surface
Painter’s Tape
Glue Stick
Glass Plate
PEI
Extruder
Temperature: 190-220 °C
No special hotend required
Cooling
Part Cooling Fan Required
Best Practices
These tips will help you reduce the chances of common 3D printing issues associated with wood filaments such as clogging, oozing, and stringing.
Use Larger Nozzle Sizes
Due to the added wood particles in this plastic, standard 0.35 or 0.4mm nozzles can be challenging. The particles have a tendency to clump near the nozzle orifice, causing inconsistent extrusion or partial clogs. We recommend using a 0.5mm or larger diameter nozzle, as this significantly reduces the chances of clogging. It may also be a good idea to clear your nozzle regularly to remove any partial clumps that may have formed within the nozzle.
Fine Tune Your Retraction Settings
Optimizing the retractions for wood filaments can be challenging. The wood particles in the plastic can interfere with the nozzle’s ability to maintain the suction pressure after a retraction. This means that the nozzle may ooze more than normal at the start and end of each printing segment. Simplify3D includes a unique feature called Coasting, which can be very useful for these situations. Coasting will automatically reduce the pressure in the nozzle as the extruder approaching the end of a printing segment. This way, when it needs to retract and move to the next location, there is far less pressure to deal with. This can significantly improve the surface finish of your models by removing the blobs at the end of a segment. You can also try using a negative value for the “extra restart distance” setting on the Extruders tab of your process settings. For example, a value of -0.1 or -0.2mm can help account for the extra oozing that takes place due to the wood particles. For more tips on how to combat blobs and optimize your retraction settings, please refer to our Print Quality Guide, which contains an entire section devoted to this issue: How to Reduce Blobs and Zits.
The wood particles in the plastic can interfere with the nozzle’s ability to maintain the suction pressure after a retraction. This means that the nozzle may ooze more than normal at the start and end of each printing segment. Simplify3D includes a unique feature called Coasting, which can be very useful for these situations. Coasting will automatically reduce the pressure in the nozzle as the extruder approaching the end of a printing segment. This way, when it needs to retract and move to the next location, there is far less pressure to deal with. This can significantly improve the surface finish of your models by removing the blobs at the end of a segment. You can also try using a negative value for the “extra restart distance” setting on the Extruders tab of your process settings. For example, a value of -0.1 or -0.2mm can help account for the extra oozing that takes place due to the wood particles. For more tips on how to combat blobs and optimize your retraction settings, please refer to our Print Quality Guide, which contains an entire section devoted to this issue: How to Reduce Blobs and Zits.
Minimize Stringing and Oozing
The wood particles in this material make it very difficult to maintain proper suction in the nozzle when moving between two locations. This frequently leads to oozing or stringing while printing. Thankfully, Simplify3D includes a feature that was designed for this exact purpose. If you go to the Advanced tab of your process settings, you can enable the “avoid crossing outline for travel movements” option. With this option enabled, the software will try to move within the interior of your model as much as possible. So instead of moving in a straight line from point A to B, it will chart an alternate route that keeps the extruder over top of the model to avoid stringing and oozing. This can frequently reduce the exterior movements by over 50% and can greatly improve your print quality.
Pro-Tips
- With certain wood filaments, using different extruder temperatures will produce slightly different colors for the final printed part.

Using this effect, you can setup different temperatures for different layers of your print in Simplify3D to create a realistic grain pattern on the surface of the printed part. - Wood filaments are very good at hiding the layer lines between different layers of your print. For simple shapes, you can likely print with a much larger layer height, since the lines between layers will be less visible.
- Many wood-based filaments can be easily post-processed using standard wood sand paper. This can further smooth and refine the surface finish of your prints.
Get Started with Wood Filled Filaments
Now that you’ve learned the basics for this material, here are some ideas to help you tackle your first project. We’ve included sample applications, a few projects you try, and popular filament brands we see from our customers.
Common Applications
- Household decorations
- Cosplay props
- Toys
Sample Projects
- Tree Stump Pencil Holder
- Frankenstein Switch Plate
- Wand
- Baby Groot
Popular Brands
- ColorFabb WoodFill, BambooFill, CorkFill
- Fillamentum Timberfill
- Hatchbox Woodfill
- FormFutura EasyWood
- Polymaker PolyWood
How to 3D Print With Wood Filament Properly – A Simple Guide – 3D Printerly
3D printing with wood is something that many people want to try out, but it requires a special kind of wood filament mixed with PLA. Once you get the filament, you have to follow certain settings and guidelines to get the best results.
Once you get the filament, you have to follow certain settings and guidelines to get the best results.
This article will set you on the right track to 3D print with wood filament, as well as give you some ideas on what to print, and the best filament to actually buy.
To 3D print with wood filament, use a printing temperature that is within the range set by your specific spool of filament, usually at around 200°C. Try to use a heated bed temperature of around 50°C. A good printing speed for wood is around 60mm/s and you should use a hardened steel nozzle since it is more durable.
These are the basic details, but there is definitely more information you’ll want to know for 3D printing wood filament, so keep reading to get better printing results.
How to 3D Print With Wood Filament
The first step to 3D printing with wood filament is making sure you pick a reliable roll of wood PLA because they are not all made the same. It’s pretty simple to find a good roll, usually going off other reviews from online retailers.
I’ve got a section in this article that will go over the best wood filaments to get, but the one I’d recommend for you to get now is the HATCHBOX Wood PLA Filament 1KG from Amazon.
They have a great track record of high quality filament, and the resulting prints that you can see from pictures on Amazon are absolutely amazing! Below is a picture of Baby Groot printed with wood filament.
Use the Best Temperature for Wood Filament
- Set the nozzle temperature somewhere between 175 – 220°C, just like you do with PLA. The exact temperature can differ depending on the filament brand, and some people have reported even going up to 245°C. This optimal range should be stated on the filament packaging.
- It is a good idea to use a heated bed for wood filament, but it’s not essential. The usual temperature ranges from 50-70°C, some going up to 75°C and getting good adhesion results.
Some people have noticed that when they 3D print with wood filament, they find small black specks on the models. This can be due to the wood filament having prolonged contact with the heated nozzle, especially if the temperature is high and printing speed is low.
This can be due to the wood filament having prolonged contact with the heated nozzle, especially if the temperature is high and printing speed is low.
You want to minimize the amount of time the wood filament is touching the hot nozzle, so you can do this by either increasing your printing speed, so the filament moves faster, or by reducing your printing temperature.
A great thing you can do with wood filament is that you can create different shades in your model by printing at different temperatures.
This is because a higher temperature will bring darker color whereas a lower temperature can bring lighter shades, but it doesn’t work with all wood filaments.
Use the Best 3D Printer Settings for Wood Filament
Once you have your temperatures dialed in, you also want to look for other important settings such as:
- Retraction settings
- Flow rate or extrusion multiplier
- Print speed
- Cooling fan speed
The right retraction settings can definitely help with printing wood filament to reduce the stringing and oozing that can arise. Having a retraction length of 1mm and a retraction speed of 45mm/s worked wonders for one user
Having a retraction length of 1mm and a retraction speed of 45mm/s worked wonders for one user
It improved the look of the top layers, reduced stringing, and eliminated the presence of their nozzle clogging on the retraction. I always advise doing your own testing though, because another user had good results with 7mm retraction distance, and 80mm/s retraction speed.
Some have gotten better printing results by increasing their flow rates to 1.1 or 110% for wood filament.
For your printing speed, you can start with a regular print speed of 50-60mm/s, then adjust this base on your initial testing and results.
You usually don’t want to go too fast with printing wood, more so adjustments to the lower side.
Cooling can differ, where some people say to put it on full blast at 100%, then others use a range of 30-50%.
Since it’s PLA, I’d start off with 100% and make adjustments if you see the filament isn’t settings well while watching the print.
Use the Best Nozzle Diameter for Wood Filament
One user noticed that he experienced nozzle clogs which led to the grinding of his extruder gears. Getting jams or clogs in your nozzle when 3D printing with wood filament isn’t uncommon, but a great fix is 3D printing it with a larger nozzle.
Getting jams or clogs in your nozzle when 3D printing with wood filament isn’t uncommon, but a great fix is 3D printing it with a larger nozzle.
People tend to recommend a nozzle size of at least 0.6mm for wood filament. It’s still a good balance of a good quality 3D print (as long as it’s not a miniature) and printing speed.
You can still successfully 3D print wood PLA with a 0.4mm nozzle as many have, but you may have to increase your flow rate to compensate for the more abrasive material.
One user who usually 3D prints with a 0.95 extrusion multiplier or flow rate increased it to 1.0 to 3D print the wood filament. They used a 0.4mm nozzle at a 195°C printing temperature and 50°C heated bed, all with no clogs.
Use the Best Nozzle Material for Wood Filament – Hardened Steel
Similar to filament like glow-in-the-dark filament or carbon fiber, wood filament has the characteristics of being somewhat abrasive on the nozzle. Brass may conduct heat a lot better, but it is a softer metal meaning it is more susceptible to wearing away.
This is why many people will use a hardened steel nozzle to 3D print their wood models. You’ll most likely have to increase your printing temperature around 5-10°C to make up for the reduction in thermal conductivity.
Dry Your Wood Filament & Store It Properly
Wood PLA tends to have a higher instance of absorbing moisture from the air pretty quickly, so it is advised to dry it before use and store it away from moisture.
You’ll know your filament is efffected by moisture if you get a popping or bubbling when the filament extrudes from the nozzle. That is when a lot of moisture have been absorbed, but it doesn’t mean filament doesn’t have moisture if it doesn’t pop or bubble up.
There are many storage options, but they usually tend to have an airtight aspect, as well as a desiccant to absorb the moisture from within the storage, similar to how your filaments come packaged.
You can also get a professional solution, the SUNLU Filament Dryer on Amazon which is definitely growing in popularity due to its effectiveness.
Apply Adhesives On Your Print Bed
Wood 3D prints are known to slip away from the build plate due to poor adhesion. Since it has those wooden properties, it doesn’t have the same level of adhesion as normal PLA, so it’s recommended to use some type of adhesive on your print bed.
The most common print adhesives that people use tend to be glue sticks, tape, hairspray, or a different type of surface like PEI sheets.
PEI sheets are very popular because they work well. You can get yourself the Gizmo Dorks PEI Sheet Self-Adhesive Build Surface from Amazon for a respectable price.
Post-Process Your Wood 3D Print
To get the best results out of your wood 3D prints, you’ll want to put it through some post-processing like sanding and polishing, just like real wood.
You can print a lower layer heights/resolutions if you are going to sand your wood 3D prints because the visible lines can be sanded right out, saving you some valuable 3D printing time.
A popular set of sandpaper is the Miady 120 to 3,000 Assorted Grit Sandpaper for Wood from Amazon. You can sand your 3D prints wet or dry as you wish, allowing yourself to get some amazingly smooth and high quality wood-like models.
Some people will sand down their wood 3D prints, then use a lacquer or polish to give it that real wooden look and even smell. Luckily, 3D prints from wood filament sands really easily.
For a good clear coat for your wood, I’d recommend going with the Rust-Oleum Lacquer Spray (Gloss, Clear) from Amazon.
As usual, with the sanding process you want to start with a low, rough grit, then gradually work your way up to finer grit to really smooth out your wood 3D prints.
You can trial some oil wood stains to get your desired effect on your objects. Users say it can take quite a few coats to get the right color, though there are products which aren’t oil-based that can work better.
For an amazing odorless wood stain for your 3D printed object, you can go with the SamaN Interior Water-Based Stain for Fine Wood from Amazon. There are plenty of different wood finishes to choose from, and it just needs one good coat.
There are plenty of different wood finishes to choose from, and it just needs one good coat.
Many people will find it hard to tell the difference between your post-processed wood 3D print, and a real wooden piece when done correctly.
The print may not be as smooth as you print with PLA. Therefore, sanding and painting are necessary to get an efficient and perfect wood-like finish.
Once you’ve learned how to properly prepare your 3D printer for wood filament, you can create amazing wood prints like the Baby Groot pictured below.
1 day and 6 hours. 0.1 layer height with wood filament from prusa3d
So to recap, you’ll want a:
- Printing temperature of 175 – 220°C depending on the specific filament recommendations
- Heated bed temperature of 50 – 70°C
- Printing speed of 40 – 60mm/s
- Flow Rate of 100 – 110%
- Retraction distance of 1-7mm
- Retraction speed of around 45-60mm/s
- Product for adhesion like glue stick, hairspray or tape
Best Things to 3D Print with Wood Filament
The best things to print with wood filament and some of the best facts about printing with wood filament are mentioned below:
- Baby Groot
- Brackets or Shelves
- Elder Wand
- Chess Set
- Frankenstein Light Switch Plate
- Small Toys
- Tree Stump Pencil Holder
- Decorative Accessories
Check out this large list of Thingiverse Objects Tagged with “Wood” for plenty of ideas for you to 3D print.
I actually wrote an article on the 30 Best Wood 3D Prints That You Can Make Now, so feel free to check that out for a curated list.
Being able to 3D print using this wood PLA filament really opens up the possibilities of creating unique, complex, or just simple objects and giving it a real wooden-like look to it.
Wood filament is efficient in hiding the layer lines that usually can be seen in 3D printed models.
Craved models that require a high level of skills and time, can be easily printed using 3D wood filament.
For simple and easier models, you have the option to print with a larger layer height as there are usually less visible layer lines.
Models printed with wood filament can be sanded, sawed, stained and painted according to your desires.
Best Wood Filament for 3D Printing
HATCHBOX PLA Wood Filament
This filament composed of Poly Lactic Acid and plant-based material is considered one of the best wood filaments for thermoplastic 3D printing. It is a favorite as it is non-toxic, low odor, and doesn’t require any heated bed while printing.
It is a favorite as it is non-toxic, low odor, and doesn’t require any heated bed while printing.
HATCHBOX PLA Wood Filament (Amazon) is one of the most popular wood filament that is 3D printed out there. It has over 1,000 reviews, a majority of watch are very positive.
At time of writing, it has an Amazon rating of 4.6/5.0 which is very respectable.
Pros
- +/- 0.3mm dimensional accuracy
- Easy to use
- Versatile in terms of usage
- Low or no odor
- Minimum warping
- Does not require a heated print bed
- Eco-friendly
- Can be printed nicely with a 0.4mm nozzle.
- Vibrant and bold colors
- Smooth finish
Cons
- May not stick to the bed efficiently – use adhesives
- Due to the addition of soft wood particles, it is more brittle as compared to PLA.
- HATCHBOX customer support is reportedly not the best, but it may be a few isolated cases.
One of the users shared his experience stating that if you work properly on the post-processing, you can get a model with a smooth and glossy finish.
He printed a chess set and after proper sanding, staining, and painting, it is extremely difficult for a third person to identify the difference between carved wood chess and a 3D printed chess with HATCHBOX PLA Wood Filament.
Check out the HATCHBOX PLA Wood Filament on Amazon for additional information.
SUNLU Wood PLA Filament
The SUNLU Wood Filament from Amazon is made with 20% wood fibers from recycled wood, along with the main material being PLA.
With this filament, you can adjust your printing temperature to alter the final color of the printed object which is pretty cool. It has guarantees to be clog-free and bubble-free, ensuring a smooth extrusion from your 3D printer.
Each spool of SUNLU Wood Filament is dried for 24 hours before being carefully packaged into the re-sealable aluminum foil bag, a perfect storage option to keep your filament in optimal condition when stored.
You’re getting a dimensional accuracy and tolerance of just +/- 0. 02mm, and a 90-day money-back guarantee if you aren’t happy with their quality.
02mm, and a 90-day money-back guarantee if you aren’t happy with their quality.
Pros
- 20% wood fiber – giving a woody surface and incense
- Great filament tolerance
- Ultra smooth extrusion experience
- +/- 0.2mm dimensional accuracy
- No bubbles
- No clogging
- Comes vacuum sealed in a re-sealable bag
- Certified
- Minimal warping
- Great adhesion
Cons
- Some people have had trouble printing with a 0.4mm nozzle, but many get good results
- A few users have mentioned color differences with an order compared to previous orders
You can’t go wrong with some SUNLU Wood Filament from Amazon for your wood 3D printing needs, so get a spool today!
Wooden plastic for 3D printer - 3D printing features
Wooden plastic for 3D printer
The topic of our today's review is wooden plastic for 3D printer. Surely many of you are aware of the existence of such material, and some may even have experience with it. For beginners in 3D printing, we have prepared an article in which we will talk about the features and subtleties of working with such 3D plastic, its varieties and 3D printing results. From this review, you will learn everything you need to know about wood plastic, and even a little more. 🙂
For beginners in 3D printing, we have prepared an article in which we will talk about the features and subtleties of working with such 3D plastic, its varieties and 3D printing results. From this review, you will learn everything you need to know about wood plastic, and even a little more. 🙂
Varieties of wooden plastic
So, let's start with varieties of wooden 3D plastic. The modern 3D technology market offers a variety of options for such material, the most common of which are a mixture of environmentally friendly PLA plastic and chopped wood shavings. The mass fraction of wood powder varies depending on the specific material, on average it is about 30%. Thus, in terms of its properties, the material is as close as possible to pure PLA and does not differ too much from it in terms of 3D printing parameters. nine0005
As for manufacturers, the leading positions in the 3D printing market are occupied by such popular materials as Esun Wood and WoodFill from the well-known Dutch company ColorFabb. By the way, it is them that we will consider in our review. This is followed by 3D plastic LAYWOOD-D3, and smaller manufacturers close the positions. We came across various wooden plastic for a 3D printer, and it happened to test it for a wide variety of purposes. Today we want to share our own experience with you and talk about the features of working with such materials. nine0005
By the way, it is them that we will consider in our review. This is followed by 3D plastic LAYWOOD-D3, and smaller manufacturers close the positions. We came across various wooden plastic for a 3D printer, and it happened to test it for a wide variety of purposes. Today we want to share our own experience with you and talk about the features of working with such materials. nine0005
3D printing features
So, as mentioned above, Esun Wood and WoodFill 3D plastic from ColorFabb were chosen as test materials for our review. Both polymers are based on ordinary PLA. First, let's talk about the general requirements for the material. Wooden plastic for a 3D printer is recommended to be used with the following settings:
- 3D printing temperature - 190-245 ˚С;
- Print speed - 40-100 mm / s;
- Platform heating temperature - 50-60 ˚С. nine0020
We would like to note from ourselves that the settings for printing with wood plastic differ little from the settings for 3D PLA plastic. It is advisable to set the maximum airflow and increase the Flow parameter in the slicer program, since wooden plastic for a 3D printer is characterized by an uneven diameter along the length of the thread. It is recommended to work with a nozzle with a diameter of 0.4 mm or 0.6 mm. Now let's talk about the impressions of printing with specific materials.
It is advisable to set the maximum airflow and increase the Flow parameter in the slicer program, since wooden plastic for a 3D printer is characterized by an uneven diameter along the length of the thread. It is recommended to work with a nozzle with a diameter of 0.4 mm or 0.6 mm. Now let's talk about the impressions of printing with specific materials.
Wooden plastic comparison
Esun Wood is fed evenly throughout the 3D printing process, and differs little from ordinary PLA. Changing the print temperature does not affect its color in any way, and the “woody” composition of the material resembles only a slight roughness of the finished model. The color of the 3D plastic is light wood. As a test product, we chose a 3D frog model, the photos of which are attached to this article.
As for ColorFabb's WoodFill, at low temperatures this 3D printer wood plastic shows almost identical results to Esun's plastic. It also has a light wood color and prints quite evenly. However, as the temperature rises, rather noticeable dark layers appear on the 3D model, the combination of which gives the product a resemblance to real wood products. This is clearly seen in the example of a chess knight model, the photo of which is attached to the article. nine0005
However, as the temperature rises, rather noticeable dark layers appear on the 3D model, the combination of which gives the product a resemblance to real wood products. This is clearly seen in the example of a chess knight model, the photo of which is attached to the article. nine0005
As you can see, there is a noticeable layering and color unevenness on the horse. Darker bands were obtained by adjusting the temperature when setting parameters in the slicer program. Yes, when generating a control code, you yourself can set which 3D printer will raise the temperature, creating unusual combinations. But be careful - an excessive increase in temperature is fraught with a clogged nozzle. Therefore, in order to protect yourself from this, try not to exceed the permissible limits. nine0005
Buy wood plastic for 3D printer
Otherwise, you can experiment with wood plastic as you like. This is a great option for creating decorative and design products, repairing wooden objects, prototyping and much more. This concludes our article. If you still have additional questions or have a desire to buy wooden plastic for a 3D printer, call us or write to the e-mail indicated in the "Our contacts" section. We look forward to collaborating! nine0005
This concludes our article. If you still have additional questions or have a desire to buy wooden plastic for a 3D printer, call us or write to the e-mail indicated in the "Our contacts" section. We look forward to collaborating! nine0005
Back to main page
3D printing for dummies or "what is a 3D printer?"
- 1 3D printing term
- 2 3D printing methods
- 2.1 Extrusion printing
- 2.2 Melting, sintering or gluing
- 2.3 Stereolithography
- 2.4 Lamination
- 3 Fused Deposition Printing (FDM)
- 3.1 Consumables
- 3.2 Extruder
- 3.3 Working platform
- 3.4 Positioners
- 3.5 Control
- 3.6 Varieties of FDM printers
- 4 Laser stereolithography (SLA)
- 4.1 Lasers and projectors
- 4.
 2 Cuvette and resin
2 Cuvette and resin - 4.3 Types of stereolithographic printers
The term 3D printing
The term 3D printing has several synonyms, one of which quite briefly and accurately characterizes the essence of the process - "additive manufacturing", that is, production by adding material. The term was not coined by chance, because this is the main difference between multiple 3D printing technologies and the usual methods of industrial production, which in turn received the name "subtractive technologies", that is, "subtractive". If during milling, grinding, cutting and other similar procedures, excess material is removed from the workpiece, then in the case of additive manufacturing, material is gradually added until a solid model is obtained. nine0005
Soon 3D printing will even be tested on the International Space Station
Strictly speaking, many traditional methods could be classified as "additive" in the broad sense of the word - for example, casting or riveting. However, it should be borne in mind that in these cases, either the consumption of materials is required for the manufacture of specific tools used in the production of specific parts (as in the case of casting), or the whole process is reduced to joining ready-made parts (welding, riveting, etc.). In order for the technology to be classified as “3D printing”, the final product must be built from raw materials, not blanks, and the formation of objects must be arbitrary - that is, without the use of forms. The latter means that additive manufacturing requires a software component. Roughly speaking, additive manufacturing requires computer control so that the shape of final products can be determined by building digital models. It was this factor that delayed the widespread adoption of 3D printing until the moment when numerical control and 3D design became widely available and highly productive. nine0005
However, it should be borne in mind that in these cases, either the consumption of materials is required for the manufacture of specific tools used in the production of specific parts (as in the case of casting), or the whole process is reduced to joining ready-made parts (welding, riveting, etc.). In order for the technology to be classified as “3D printing”, the final product must be built from raw materials, not blanks, and the formation of objects must be arbitrary - that is, without the use of forms. The latter means that additive manufacturing requires a software component. Roughly speaking, additive manufacturing requires computer control so that the shape of final products can be determined by building digital models. It was this factor that delayed the widespread adoption of 3D printing until the moment when numerical control and 3D design became widely available and highly productive. nine0005
3D printing techniques
There are a lot of 3D printing technologies, and even more names for them due to patent restrictions. However, you can try to divide technologies into main areas:
However, you can try to divide technologies into main areas:
Extrusion printing
This includes methods such as deposition fusion (FDM) and multi-jet printing (MJM). This method is based on the extrusion (extrusion) of consumables with the sequential formation of the finished product. As a rule, consumables consist of thermoplastics or composite materials based on them. nine0005
Melting, sintering or bonding
This approach is based on bonding powdered material together. Formation is done in different ways. The simplest is gluing, as is the case with 3D inkjet printing (3DP). Such printers deposit thin layers of powder onto the build platform, which are then selectively bonded with a binder. Powders can be made up of virtually any material that can be ground to a powder—plastic, wood, metal. nine0005
This model of James Bond's Aston Martin was successfully printed on a Voxeljet SLS printer and blown up just as successfully during the filming of Skyfall instead of the expensive original
sintering (SLS and DMLS) and smelting (SLM), which allow you to create all-metal parts. As with 3D inkjet printing, these devices apply thin layers of powder, but the material is not glued together, but sintered or melted using a laser. Laser sintering (SLS) is used to work with both plastic and metal powders, although metal pellets usually have a more fusible shell, and after printing they are additionally sintered in special ovens. DMLS is a variant of SLS installations with more powerful lasers that allow sintering metal powders directly without additives. SLM printers provide not just sintering of particles, but their complete melting, which allows you to create monolithic models that do not suffer from the relative fragility caused by the porosity of the structure. As a rule, printers for working with metal powders are equipped with vacuum working chambers, or they replace air with inert gases. Such a complication of the design is caused by the need to work with metals and alloys subject to oxidation - for example, with titanium. nine0005
As with 3D inkjet printing, these devices apply thin layers of powder, but the material is not glued together, but sintered or melted using a laser. Laser sintering (SLS) is used to work with both plastic and metal powders, although metal pellets usually have a more fusible shell, and after printing they are additionally sintered in special ovens. DMLS is a variant of SLS installations with more powerful lasers that allow sintering metal powders directly without additives. SLM printers provide not just sintering of particles, but their complete melting, which allows you to create monolithic models that do not suffer from the relative fragility caused by the porosity of the structure. As a rule, printers for working with metal powders are equipped with vacuum working chambers, or they replace air with inert gases. Such a complication of the design is caused by the need to work with metals and alloys subject to oxidation - for example, with titanium. nine0005
Stereolithography
How an SLA printer works
Stereolithography printers use special liquid materials called "photopolymer resins". The term "photopolymerization" refers to the ability of a material to harden when exposed to light. As a rule, such materials react to ultraviolet irradiation.
The term "photopolymerization" refers to the ability of a material to harden when exposed to light. As a rule, such materials react to ultraviolet irradiation.
Resin is poured into a special container with a movable platform, which is installed in a position near the surface of the liquid. The layer of resin covering the platform corresponds to one layer of the digital model. Then a thin layer of resin is processed by a laser beam, hardening at the points of contact. At the end of illumination, the platform together with the finished layer is immersed to the thickness of the next layer, and illumination is performed again. nine0005
Lamination
Laminating (LOM) 3D printers workflow
Some 3D printers build models using sheet materials - paper, foil, plastic film.
Layers of material are glued on top of each other and cut along the contours of the digital model using a laser or blade.
These machines are well suited for prototyping and can use very cheap consumables, including regular office paper. However, the complexity and noise of these printers, coupled with the limitations of the models they produce, limit their popularity. nine0005
However, the complexity and noise of these printers, coupled with the limitations of the models they produce, limit their popularity. nine0005
Fused deposition modeling (FDM) and laser stereolithography (SLA) have become the most popular 3D printing methods used in the home and office.
Let's take a closer look at these technologies.
Fused Deposition Printing (FDM)
FDM is perhaps the simplest and most affordable 3D construction method, which makes it very popular.
High demand for FDM printers is driving device and consumable prices down rapidly, along with technology advances towards ease of use and improved reliability. nine0005
Consumables
ABS filament spool and finished model
FDM printers are designed to print with thermoplastics, which are usually supplied as thin filaments wound on spools. The range of "clean" plastics is very wide. One of the most popular materials is polylactide or "PLA plastic". This material is made from corn or sugar cane, which makes it non-toxic and environmentally friendly, but makes it relatively short-lived. ABS plastic, on the other hand, is very durable and wear-resistant, although it is susceptible to direct sunlight and can release small amounts of harmful fumes when heated. Many plastic items that we use on a daily basis are made from this material: housings for household appliances, plumbing fixtures, plastic cards, toys, etc. nine0005
One of the most popular materials is polylactide or "PLA plastic". This material is made from corn or sugar cane, which makes it non-toxic and environmentally friendly, but makes it relatively short-lived. ABS plastic, on the other hand, is very durable and wear-resistant, although it is susceptible to direct sunlight and can release small amounts of harmful fumes when heated. Many plastic items that we use on a daily basis are made from this material: housings for household appliances, plumbing fixtures, plastic cards, toys, etc. nine0005
In addition to PLA and ABS, printing is possible with nylon, polycarbonate, polyethylene and many other thermoplastics that are widely used in modern industry. More exotic materials are also possible, such as polyvinyl alcohol, known as "PVA plastic". This material dissolves in water, which makes it very useful for printing complex geometric patterns. But more on that below.
Model made from Laywoo-D3. Changing the extrusion temperature allows you to achieve different shades and simulate annual rings
It is not necessary to print with homogeneous plastics. It is also possible to use composite materials imitating wood, metals, stone. Such materials use all the same thermoplastics, but with impurities of non-plastic materials.
It is also possible to use composite materials imitating wood, metals, stone. Such materials use all the same thermoplastics, but with impurities of non-plastic materials.
So, Laywoo-D3 consists partly of natural wood dust, which allows you to print "wooden" products, including furniture.
The material called BronzeFill is filled with real bronze, and models made from it can be ground and polished, achieving a high similarity to products made from pure bronze. nine0005
One has only to remember that thermoplastics serve as a connecting element in composite materials - they determine the thresholds of strength, thermal stability and other physical and chemical properties of finished models.
Extruder
Extruder - FDM print head. Strictly speaking, this is not entirely true, because the head consists of several parts, of which only the feed mechanism is directly "extruder". However, by tradition, the term "extruder" is commonly used as a synonym for the entire print assembly. nine0005
nine0005
FDM extruder general design
The extruder is designed for melting and applying thermoplastic thread. The first component is the thread feed mechanism, which consists of rollers and gears driven by an electric motor. The mechanism feeds the thread into a special heated metal tube with a small diameter nozzle, called a "hot end" or simply a "nozzle". The same mechanism is used to remove the thread if a change of material is needed. nine0005
The hot end is used to heat and melt the thread fed by the puller. As a rule, nozzles are made from brass or aluminum, although more heat-resistant, but also more expensive materials can be used. For printing with the most popular plastics, a brass nozzle is quite enough. The “nozzle” itself is attached to the end of the tube with a threaded connection and can be replaced with a new one in case of wear or if a change in diameter is necessary. The nozzle diameter determines the thickness of the molten filament and, as a result, affects the print resolution. The heating of the hot end is controlled by a thermistor. Temperature control is very important, because when the material is overheated, pyrolysis can occur, that is, the decomposition of plastic, which contributes both to the loss of the properties of the material itself and to clogging of the nozzle. nine0005
The heating of the hot end is controlled by a thermistor. Temperature control is very important, because when the material is overheated, pyrolysis can occur, that is, the decomposition of plastic, which contributes both to the loss of the properties of the material itself and to clogging of the nozzle. nine0005
PrintBox3D One FDM Printer Extruder
To prevent the filament from melting too early, the top of the hot end is cooled by heatsinks and fans. This point is of great importance, since thermoplastics that pass the glass transition temperature significantly expand in volume and increase the friction of the material with the walls of the hot end. If the length of such a section is too long, the pulling mechanism may not have enough strength to push the thread. nine0005
The number of extruders may vary depending on the purpose of the 3D printer. The simplest options use a single printhead. The dual extruder greatly expands the capabilities of the device, allowing you to print one model in two different colors, as well as using different materials. The last point is important when building complex models with overhanging structural elements: FDM printers cannot print “over the air”, since the applied layers require support. In the case of hinged elements, temporary support structures have to be printed, which are removed after printing is completed. The removal process is fraught with damage to the model itself and requires accuracy. In addition, if the model has a complex structure with internal cavities that are difficult to access, building conventional supports may not be practical due to the difficulty in removing excess material. nine0005
The last point is important when building complex models with overhanging structural elements: FDM printers cannot print “over the air”, since the applied layers require support. In the case of hinged elements, temporary support structures have to be printed, which are removed after printing is completed. The removal process is fraught with damage to the model itself and requires accuracy. In addition, if the model has a complex structure with internal cavities that are difficult to access, building conventional supports may not be practical due to the difficulty in removing excess material. nine0005
Finished model with PVA supports (white) before and after washing
In such cases, the very water-soluble polyvinyl alcohol (PVA) comes in handy. Using a dual extruder, you can build a model from waterproof thermoplastic using PVA to create supports.
After printing, PVA can be simply dissolved in water and a complex product of perfect quality can be obtained.
Some FDM printers can use three or even four extruders. nine0005
Work platform
Heated platform covered with removable glass work table
Models are built on a special platform, often equipped with heating elements. Preheating is required for a wide range of plastics, including the popular ABS, which are subject to a high degree of shrinkage when cooled. The rapid loss of volume by cold coats compared to freshly applied material can lead to model distortion or delamination. The heating of the platform makes it possible to significantly equalize the temperature gradient between the upper and lower layers. nine0005
Heating is not recommended for some materials. A typical example is PLA plastic, which requires a fairly long time to harden. Heating PLA can lead to deformation of the lower layers under the weight of the upper ones. When working with PLA, measures are usually taken not to heat up, but to cool the model. Such printers have characteristic open cases and additional fans blowing fresh layers of the model.
Such printers have characteristic open cases and additional fans blowing fresh layers of the model.
Calibration screw for work platform covered with blue masking tape
The platform needs to be calibrated before printing to ensure that the nozzle does not hit the applied layers and move too far causing air-to-air printing resulting in plastic vermicelli. The calibration process can be either manual or automatic. In manual mode, calibration is performed by positioning the nozzle at different points on the platform and adjusting the platform inclination using the support screws to achieve the optimal distance between the surface and the nozzle.
As a rule, platforms are equipped with an additional element - a removable table. This design simplifies the cleaning of the working surface and facilitates the removal of the finished model. Stages are made from various materials, including aluminum, acrylic, glass, etc. The choice of material for the manufacture of the stage depends on the presence of heating and consumables for which the printer is optimized.
For a better adhesion of the first layer of the model to the surface of the table, additional tools are often used, including polyimide film, glue and even hairspray! But the most popular tool is inexpensive, but effective masking tape. Some manufacturers make perforated tables that hold the model well but are difficult to clean. In general, the expediency of applying additional funds to the table depends on the consumable material and the material of the table itself. nine0005
Positioning mechanisms
Operation of positioning mechanisms
Of course, the print head must move relative to the working platform, and unlike conventional office printers, positioning must be carried out not in two, but in three planes, including height adjustment.
Positioning pattern may vary. The simplest and most common option involves mounting the print head on perpendicular guides driven by stepper motors and providing positioning along the X and Y axes. nine0005
nine0005
Vertical positioning is carried out by moving the working platform.
On the other hand, it is possible to move the extruder in one plane and the platforms in two.
SeemeCNC ORION Delta Printer
One option that is gaining popularity is the use of a delta coordinate system.
Such devices are called "delta robots" in the industry.
In delta printers, the print head is suspended on three manipulators, each of which moves along a vertical rail.
The synchronous symmetrical movement of the manipulators allows you to change the height of the extruder above the platform, and the asymmetric movement causes the head to move in the horizontal plane.
A variant of this system is the reverse delta design, where the extruder is fixed to the ceiling of the working chamber, and the platform moves on three support arms. nine0005
Delta printers have a cylindrical build area, and their design makes it easy to increase the height of the working area with minimal design changes by extending the rails.
In the end, everything depends on the decision of the designers, but the fundamental principle does not change.
Control
Typical Arduino-based controller with add-on modules
FDM printer operation, including nozzle and bed temperature, filament feed rate, and stepper motors for positioning the extruder, is controlled by fairly simple electronic controllers. Most controllers are based on the Arduino platform, which has an open architecture. nine0005
The programming language used by printers is called G-code (G-Code) and consists of a list of commands executed in turn by the 3D printer systems. G-code is compiled by programs called "slicers" - standard 3D printer software that combines some of the features of graphics editors with the ability to set print options through a graphical interface. The choice of slicer depends on the printer model. RepRap printers use open source slicers such as Skeinforge, Replicator G and Repetier-Host.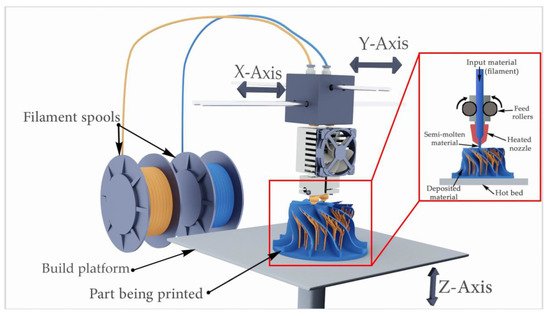 Some companies make printers that require proprietary software. nine0005
Some companies make printers that require proprietary software. nine0005
The code for printing is generated using slicers
As an example, we can mention the Cube printers from 3D Systems. There are companies that offer proprietary software but allow third-party software, as is the case with the latest generation of MakerBot 3D printers.
Slicers are not intended for 3D design per se. This task is done with CAD editors and requires some 3D design skills. Although beginners should not despair: digital models of a wide variety of designs are offered on many sites, often even for free. Finally, some companies and individuals offer 3D design services for custom printing. nine0005
Finally, 3D printers can be used in conjunction with 3D scanners to automate the process of digitizing objects. Many of these devices are designed specifically to work with 3D printers. Notable examples include the 3D Systems Sense handheld scanner and the MakerBot Digitizer handheld desktop scanner.
MakerBot Replicator 5th Generation FDM Printer with built-in control module on the top of the frame
The user interface of a 3D printer can consist of a simple USB port for connecting to a personal computer. In such cases, the device is actually controlled by the slicer. nine0005
The disadvantage of this simplification is a rather high probability of printing failure when the computer freezes or slows down.
A more advanced option includes an internal memory or memory card interface to make the process standalone.
These models are equipped with control modules that allow you to adjust many print parameters (such as print speed or extrusion temperature). The module may include a small LCD display or even a mini-tablet. nine0005
Varieties of FDM printers
Stratasys Fortus 360mc professional FDM printer that allows printing with nylon
FDM printers are very, very diverse, ranging from the simplest homemade RepRap printers to industrial installations capable of printing large-sized objects.
Stratasys, founded by Scott Crump, the inventor of FDM technology, is a leader in the production of industrial installations. nine0005
You can build the simplest FDM printers yourself. Such devices are called RepRap, where "Rep" indicates the possibility of "replication", that is, self-reproduction.
RepRap printers can be used to print custom made plastic parts.
Controller, rails, belts, motors and other components can be easily purchased separately.
Of course, assembling such a device on your own requires serious technical and even engineering skills. nine0005
Some manufacturers make it easy by selling DIY kits, but these kits still require a good understanding of the technology.
A variant of the popular late 3rd generation Prusa RepRap printer
If you like to make things with your own hands, then RepRap printers will pleasantly please you with the price: the average cost of the popular early generation Prusa Mendel design is about $500 in a complete set. nine0005
nine0005
And, despite their "do-it-yourself nature", RepRap printers are quite capable of producing models with quality at the level of expensive branded counterparts.
Ordinary users who do not want to delve into the intricacies of the process, but require only a convenient device for household use, can purchase a ready-made FDM printer.
Many companies are focusing on the development of the consumer market segment, offering 3D printers for sale that are ready to print "straight out of the box" and do not require serious computer skills. nine0005
3D Systems Cube consumer 3D printer
The most famous example of a consumer 3D printer is the 3D Systems Cube.
While it doesn't boast a huge build area, ultra-fast print speeds, or superb build quality, it's easy to use, affordable, and safe: This printer has received the necessary certification to be used even by children.
Mankati FDM printer demonstration: http://youtu. be/51rypJIK4y0 nine0005
be/51rypJIK4y0 nine0005
Laser Stereolithography (SLA)
Stereolithographic 3D printers are widely used in dental prosthetics
Stereolithographic printers are the second most popular and widespread after FDM printers.
These units deliver exceptional print quality.
The resolution of some SLA printers is measured in a matter of microns - it is not surprising that these devices quickly won the love of jewelers and dentists. nine0005
The software side of laser stereolithography is almost identical to FDM printing, so we will not repeat ourselves and will only touch on the distinctive features of the technology.
Lasers and projectors
Projector illumination of a photopolymer model using Kudo3D Titan DLP printer as an example
The cost of stereolithography printers is rapidly declining due to growing competition due to high demand and the use of new technologies that reduce the cost of construction. nine0005
nine0005
Although the technology is generically referred to as "laser" stereolithography, most recent developments use UV LED projectors for the most part.
Projectors are cheaper and more reliable than lasers, do not require the use of delicate mirrors to deflect the laser beam, and have higher performance. The latter is explained by the fact that the contour of the whole layer is illuminated as a whole, and not sequentially, point by point, as is the case with laser options. This variant of the technology is called projection stereolithography, "DLP-SLA" or simply "DLP". However, both options are currently common - both laser and projector versions. nine0005
Cuvette and resin
Photopolymer resin is poured into a cuvette
A photopolymer resin that looks like epoxy is used as consumables for stereolithography printers. Resins can have a variety of characteristics, but they all share one key feature for 3D printing applications: these materials harden when exposed to ultraviolet light. Hence, in fact, the name "photopolymer".
Hence, in fact, the name "photopolymer".
When polymerized, resins can have a wide variety of physical characteristics. Some resins are like rubber, others are hard plastics like ABS. You can choose different colors and degrees of transparency. The main disadvantage of resins and SLA printing in general is the cost of consumables, which significantly exceeds the cost of thermoplastics. nine0005
On the other hand, stereolithography printers are mainly used by jewelers and dentists who do not need to build large parts but appreciate the savings from fast and accurate prototyping. Thus, SLA printers and consumables pay for themselves very quickly.
An example of a model printed on a laser stereolithographic 3D printer
Resin is poured into a cuvette, which can be equipped with a lowering platform. In this case, the printer uses a leveling device to flatten the thin layer of resin covering the platform just prior to irradiation. As the model is being made, the platform, together with the finished layers, is “embedded” in the resin. Upon completion of printing, the model is removed from the cuvette, treated with a special solution to remove liquid resin residues and placed in an ultraviolet oven, where the final illumination of the model is performed. nine0005
Upon completion of printing, the model is removed from the cuvette, treated with a special solution to remove liquid resin residues and placed in an ultraviolet oven, where the final illumination of the model is performed. nine0005
Some SLA and DLP printers work in an "inverted" scheme: the model is not immersed in the consumable, but "pulled" out of it, while the laser or projector is placed under the cuvette, and not above it. This approach eliminates the need to level the surface after each exposure, but requires the use of a cuvette made of a material transparent to ultraviolet light, such as quartz glass.
The accuracy of stereolithographic printers is extremely high. For comparison, the standard for vertical resolution for FDM printers is considered to be 100 microns, and some variants of SLA printers allow you to apply layers as thin as 15 microns. But this is not the limit. The problem, rather, is not so much in the accuracy of lasers, but in the speed of the process: the higher the resolution, the lower the print speed. The use of digital projectors allows you to significantly speed up the process, because each layer is illuminated entirely. As a result, some DLP printer manufacturers claim to be able to print with a vertical resolution of one micron! nine0005
The use of digital projectors allows you to significantly speed up the process, because each layer is illuminated entirely. As a result, some DLP printer manufacturers claim to be able to print with a vertical resolution of one micron! nine0005
Video from CES 2013 showing Formlabs Form1 stereolithography 3D printer in action: http://youtu.be/IjaUasw64VE
SLA Printer Options
Formlabs Form1 Desktop Stereolithography Printer
As with FDM printers, SLA printers come in a wide range in terms of size, capability and cost. Professional installations can cost tens if not hundreds of thousands of dollars and weigh a couple of tons, but the rapid development of desktop SLA and DLP printers is gradually reducing the cost of equipment without compromising print quality. nine0005
Models such as the Titan 1 promise to make stereolithographic 3D printing affordable for small businesses and even home use at prices in the region of $1,000.