3D printing vs resin casting
Resin Casting vs. 3D Printing Comparing Traditional and Contemporary Manufacturing Methods
By Mark Casilang
Look around you. How many products do you see that have been manufactured utilizing a method known as casting? How do you tell? If the object was poured into a mold, it utilized casting.
Casting is one of the first manufacturing methods known to humankind. Believe it or not, it actually dates back 5,000 years. The oldest known casting was a copper frog made in Mesopotamia in 3,200 B.C. but as far as we know, casting didn't gain popularity until 800 B.C. when it became commonly used in China.
The original casting process involved molten metal poured into a mold. Resin casting, a popular hobbyist method today, involves the use of liquid synthetic resin mixed with a hardening catalyst and poured into a mold. The casting process starts by making the product model with the correct dimensions in a casting material, which is often silicon. Next, a two-part resin is put together and poured into the mold. The chemicals in the resin cure. Once the resin hardens, the final model is created. There are several different types of resin materials and each takes a different length of time to cure.
Resin casting can be used to make products that require precise models like buildings, trains, or ships. The final product also has a stronger finish than most 3D printed counterparts of today, and casting will usually have more longevity as well. Collectible and customizable toys can also be made with both methods, but it's also used in more professional settings. Dentists, for example, prefer to use resin casting to create accurate molds of a patient's teeth.
Resin casting typically produces a very strong final product and is done in a quick production time; the final product is complete as soon as the resin hardens. Resin casting can be heavy and uses multiple materials to make both the mold and the resin. It also is limited to smaller scale production and the amount of resin you have available.
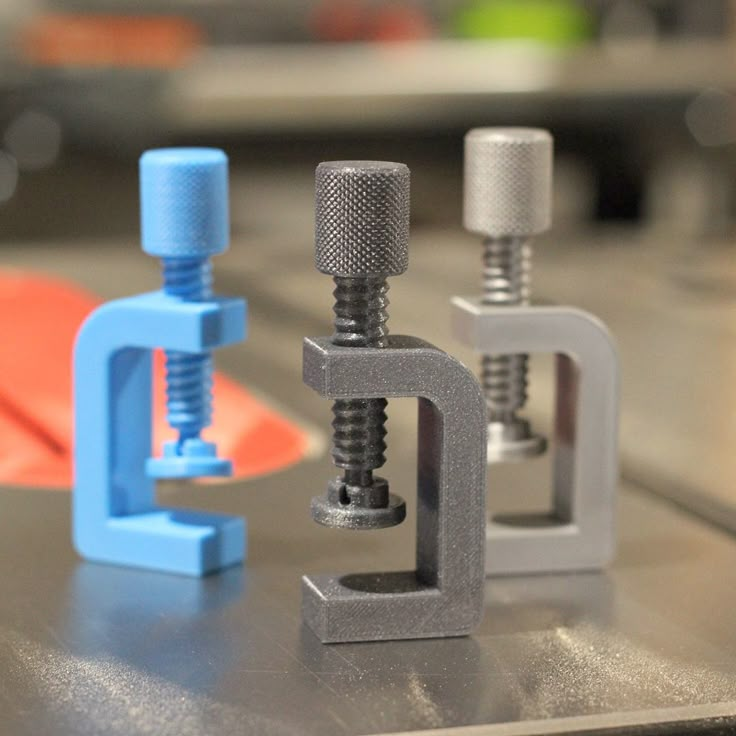
3D printing is increasingly an alternative to casting. 3D printing, or additive manufacturing, is a process that produces a three-dimensional physical object from a digital model by laying down many successive thin layers of material.
In the early 1980's, Hideo Kodama of Japan published the first account of a working "rapid prototyping system." His system used photopolymer, a light-sensitive polymeric material, as a fast and cost-effective method for creating prototypes for product development. It's said that Kodama began the patent process. It's unclear if there was not enough interest in the machine or if there was another reason, but the patent was never completed.
Then in 1984, Chuck Hull developed the process known as stereolithography, or STL for short, where layers are added by curing photopolymers with ultraviolet light lasers. Hull created the design of the STL file format widely accepted by 3D printing software that includes the digital slicing of layer upon layer used in today's 3D printers.
The current technology used by filament or metal wire is unwound from a coil and supplies material to an extrusion nozzle. The nozzle is heated to melt the material to form the layers designated by the digital blueprint.
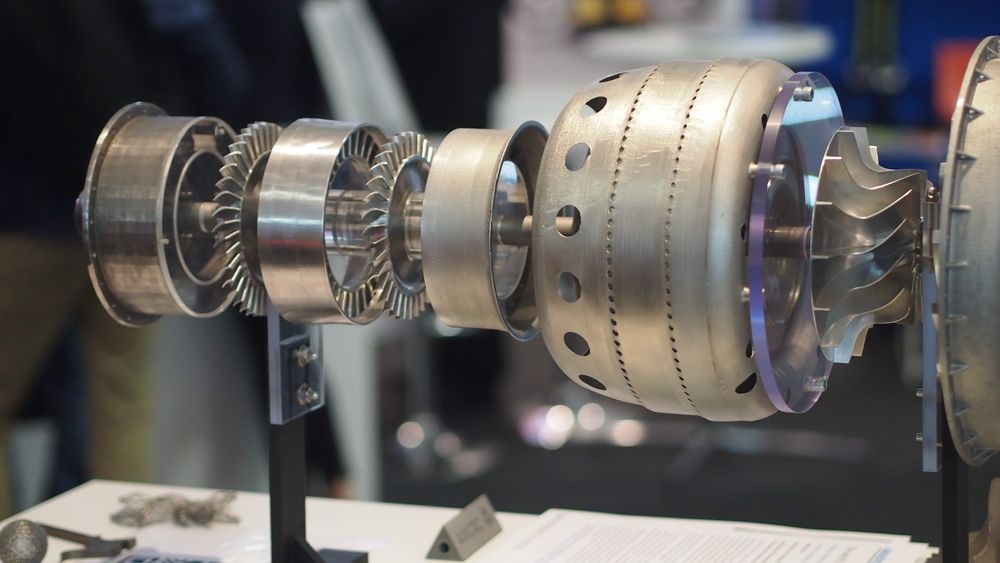
The applications for 3D printing are vast, ranging from toys to mechanical parts to food and clothing. There's even a completely 3D printed car. Gears, screws, and nuts are 3D printed to be used as spares to replace worn or broken parts. Fighter jet parts are being made with 3D printing technology in order to save maintenance and service costs. 3D printed prosthetic limbs for both human and animal amputees are helping many have a better quality of life. Research scientists are even using cells to 3D print organs.
Besides endless applications, there are many benefits of 3D printing which include cheap manufacturing, quick production, less waste, accessibility, and sustainability. Manufacturing costs can be cut by almost 70% compared to using the more traditional manufacturing methods. This is accomplished through lower shipping and packaging costs from overseas suppliers, cheaper and sometimes more reliable raw materials, and less human resources involved.
This is accomplished through lower shipping and packaging costs from overseas suppliers, cheaper and sometimes more reliable raw materials, and less human resources involved.
Industrial 3D printers can make most objects in a matter of hours which can save substantial amounts of cash and lead to an on-demand manufacturing model. Most 3D printed designs are open-source, so with more and more people able to access 3D printing, we become more proficient and efficient in creation processes.
The finished product of a 3D printed object can be up to 60% lighter compared to a machined part that usually has a surplus of material cut off and thrown away that produces more waste. Making a similar object using additive manufacturing, like 3D printing, not only uses less energy, but reduces the waste. 3D printed fabric also reduces waste as compared to traditional clothing manufacturing. Clothing manufacturing typically involves a large amount of fabric being cut into a design. Sometimes the extra fabric is reused, but other times it is not. 3D printed materials can use the exact amount of material needed.
3D printed materials can use the exact amount of material needed.
The possibilities can seem quite endless with 3D printing, but it does have its limitations. Limited materials, questionable accuracy, manufacturing confines, size and durability are just a few. There are not that many materials that provide high strength and can be subjected to high temperature, so what the product can be made out of is also restricted. All 3D printers have an accuracy range, meaning there is room for error, especially if the printer was hit or slightly moved while printing, it would most likely produce an inaccurate final product. The final product of a 3D printed object can break easily if there is too much force between the layers, since layers are not fully bonded together. Many 3D printed objects are not built for longevity, which comes at the cost of it being fast and easy to make.
What do you think about the differences between casting and 3D printing? Do you have a preferred method? Should we stick to updated traditional methods or do you think that 3D printing will overtake manufacturing of the future? Share your thoughts at [email protected].
Mark is a graduate from Cal Poly, San Luis Obispo in Electrical Engineering. He is originally from sunny San Diego, CA. His interests include travelling, movies, games, sports, music, playing tennis and going to the beach.
Which is Faster – Resin Casting Or 3D Printing? « Adafruit Industries – Makers, hackers, artists, designers and engineers!
In this Robert Tolone video, he wonders how much difference in production time between casting 3 simple models or 3D printing them (all on the same print bed).
As he points out, this is a very variable-dependent question, but he tries to simplify everything with a 3-up casting mold and 3-up printing.
His conclusion is that, while there is a lot more set-up time with resin casting, once you have the mold box(es) made, you can easily make six casts in an hour versus one hour for each of the three models on the bed (so, over 3 hours for three models).
Of course, if you scaled up with a 3D print farm, you could eventually catch up, but he claims he could do a 100-run casting in around 5 hours. You’d need a lot of printers to match that.
Stop breadboarding and soldering – start making immediately! Adafruit’s Circuit Playground is jam-packed with LEDs, sensors, buttons, alligator clip pads and more. Build projects with Circuit Playground in a few minutes with the drag-and-drop MakeCode programming site, learn computer science using the CS Discoveries class on code.org, jump into CircuitPython to learn Python and hardware together, TinyGO, or even use the Arduino IDE. Circuit Playground Express is the newest and best Circuit Playground board, with support for CircuitPython, MakeCode, and Arduino. It has a powerful processor, 10 NeoPixels, mini speaker, InfraRed receive and transmit, two buttons, a switch, 14 alligator clip pads, and lots of sensors: capacitive touch, IR proximity, temperature, light, motion and sound. A whole wide world of electronics and coding is waiting for you, and it fits in the palm of your hand.
Circuit Playground Express is the newest and best Circuit Playground board, with support for CircuitPython, MakeCode, and Arduino. It has a powerful processor, 10 NeoPixels, mini speaker, InfraRed receive and transmit, two buttons, a switch, 14 alligator clip pads, and lots of sensors: capacitive touch, IR proximity, temperature, light, motion and sound. A whole wide world of electronics and coding is waiting for you, and it fits in the palm of your hand.
Join 35,000+ makers on Adafruit’s Discord channels and be part of the community! http://adafru.it/discord
Have an amazing project to share? The Electronics Show and Tell is every Wednesday at 7pm ET! To join, head over to YouTube and check out the show’s live chat – we’ll post the link there.
Join us every Wednesday night at 8pm ET for Ask an Engineer!
Follow Adafruit on Instagram for top secret new products, behinds the scenes and more https://www.instagram.com/adafruit/
CircuitPython – The easiest way to program microcontrollers – CircuitPython.org
Maker Business — The business of games and their hardware
Wearables — We’ve got the low down on soft slide adjustments
Electronics — Diamonds may be forever… but components? Not so much.
Python for Microcontrollers — Python on Microcontrollers Newsletter: MicroPython on LEGO Controllers, CircuitPython in 2023 Survey and much more! #CircuitPython #Python @micropython @ThePSF @Raspberry_Pi
Adafruit IoT Monthly — 2022 in Recap!
Microsoft MakeCode — MakeCode Thank You!
EYE on NPI — Maxim’s Himalaya uSLIC Step-Down Power Module #EyeOnNPI @maximintegrated @digikey
New Products – Adafruit Industries – Makers, hackers, artists, designers and engineers! — New Products 1/4/2023 Featuring Adafruit Sensirion SHT45 Precision Temperature & Humidity Sensor – STEMMA QT / Qwiic! (Video)
Get the only spam-free daily newsletter about wearables, running a "maker business", electronic tips and more! Subscribe at AdafruitDaily.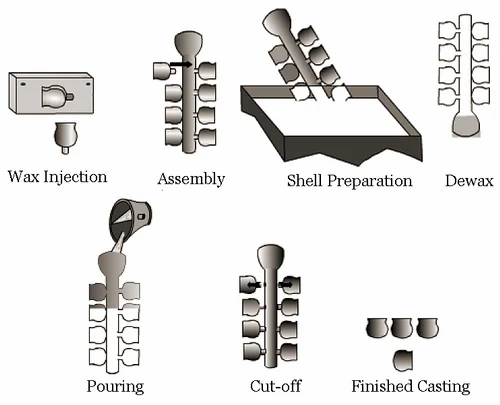 com !
com !
No comments yet.
Sorry, the comment form is closed at this time.
Casting jewelry using 3D printed models. Formlabs
3D technologies are actively used in the jewelry industry. Modern materials have made it possible to print not just samples, but to create completely burn-out models used directly during casting. One of the industry leaders in terms of the use of 3D technologies is FormLabs. This company offers equipment and materials for 3D printing and post-processing of burnt models.
Burn-out photopolymer resins in the jewelry industry
Burnt-out photopolymer resins have been used in the jewelry manufacturing process for many years. The popularity of the method has recently gained in comparison with the history of the classical method of jewelry production. This is due to the fact that 3D printed models made of burn-out polymers allow you to quickly reproduce jewelry, as well as copy them. At the same time, the quality, fullness and filigree of products will always be on top. Processes are being improved every day, and now specialists in this field have FormLabs 3D printers and branded resins Castable Wax Resin and Castable Resin, which are focused specifically on this area. Resins are also 100% burnable. nine0004
Processes are being improved every day, and now specialists in this field have FormLabs 3D printers and branded resins Castable Wax Resin and Castable Resin, which are focused specifically on this area. Resins are also 100% burnable. nine0004
Lost wax casting involves the creation of a hollow mold based on a master pattern. This template can be obtained by hand or by 3D printing. For the latter, burnable photopolymer resins are used.
The finished master template is dipped into the casting material or molding mass. The material is fireproof. After the material dries and hardens, and the model printed on a 3D printer or made by hand from wax burns out, there will be a “negative” - a mold for casting the product in the form of a cavity. Metal is poured into it. After its cooling and hardening, a finished product is obtained, which is further processed (grinding, removal of minor defects). nine0004
Models of wax jewelry can also be created by hand. This is a complex process that requires a lot of time and effort. In addition, fashion is changeable and it is extremely difficult to keep up with it with manual manufacturing methods. Modern photopolymers and 3D printers, such as Form3, can significantly simplify production. What previously required many hours of work can be done literally in minutes. And at the same time, exclusivity is not lost, but only industrial production methods are moved to the desktop of an ordinary jeweler. So how does it work? nine0004
In addition, fashion is changeable and it is extremely difficult to keep up with it with manual manufacturing methods. Modern photopolymers and 3D printers, such as Form3, can significantly simplify production. What previously required many hours of work can be done literally in minutes. And at the same time, exclusivity is not lost, but only industrial production methods are moved to the desktop of an ordinary jeweler. So how does it work? nine0004
Design
Everything always starts with design. To do this, you need to move your ideas and concepts into special CAD programs. It can be RhinoGold, JewelCAD, 3Design. As a result, you will get a virtual analogue that will serve for 3D printing.
It is important to note that working with 3D printed models is absolutely similar to traditional wax models. In particular, the smooth movement of the material is important, it is desirable to avoid sharp corners, as they increase turbulence. The design must be oriented in such a way that it fills large voids and smaller details, channels. nine0004
nine0004
Sprues
Large sprues (feeders) can be made from common wax. And small channels can be 3D printed. This will improve the filling of the form, as well as save on labor costs. Important - the sprues must be made straight or tapering to the future product.
Supports that are added in PreForm cannot be used as sprues, but if you want to print sprues, it is better to include them in the CAD project right away.
Filigree
Castable Wax Resin is characterized by exceptional detail. Thanks to this, you can create products with the most bizarre filigree. We are talking about the finest wire meshes, which are characterized by high complexity. For such products, it is necessary to carefully consider the design of the sprues.
Fine mesh can be created using 0.3mm wire. At the same time, keep in mind that such a printed filigree will be extremely fragile. It is very easy to damage it when removing the support. It is necessary to take this into account and create a filigree in such a way that it is as self-supporting as possible. Sprues, which are printed on a 3D printer, can also act as supports that are removed after casting. In thin channels, the metal can freeze. To avoid this, it is necessary to add sprues that supply metal to several points of the rim of the filigree mesh. nine0004
Sprues, which are printed on a 3D printer, can also act as supports that are removed after casting. In thin channels, the metal can freeze. To avoid this, it is necessary to add sprues that supply metal to several points of the rim of the filigree mesh. nine0004
Large items
Formlabs Castable Wax Resin can be used to print and mold large items. In this case, the design must be converted into a thin-walled case. This is necessary in order to make the expansion forces of the molding mass during burnout minimal. If there are parts whose thickness exceeds 4mm, it is recommended to add drainage in the form of holes. Through them, the resin from the internal cavities will be washed out.
Uncured resin will not burn clean and ash defects may be present. To solve this problem, the manufacturer advises using 3D printing with Castable Wax Resin in the form of walls with a thickness of 0.7 mm, forming hollow shells. Inside, there may be a filling in the form of a lattice structure in order to increase strength. nine0004
nine0004
3D printing and preparation for molding
The Form3 desktop 3D printer allows you to print jewelry models in large batches. The platform can be completed with details so that the maximum indicators of productivity and efficiency are reached. Once 3D printing is complete, the following steps must be followed step by step to prepare for molding and casting.
-
Washing printed models
All printed products must be thoroughly rinsed in 90% isopropyl alcohol. This is an important point, because if this is not done, then a clean casting may not work. Uncured resin in excess can cause casting defects such as pitting. After removing from the solution, the parts must be allowed to dry. Use compressed air to vaporize any remaining isopropyl alcohol. If after washing and drying the products are still sticky, then you need to replace your isopropyl alcohol.
Washing is best done with an automatic Form Wash system. Do not leave finished products in isopropyl alcohol for longer than necessary. The Form Wash system automatically lifts parts out of solution to avoid warping and washing. nine0004
The Form Wash system automatically lifts parts out of solution to avoid warping and washing. nine0004
-
Drying of printed models
Complete resin burnout is only possible when the resin is 100% cured. To do this, it is necessary to subject the parts to additional lighting (post-curing). For this purpose, drying with a wavelength of 405 nm is used.
Some photopolymer resins require post curing after printing on FORM3. Castable Wax Resin is not one of them, products from it do not require additional curing. Thanks to this casting is characterized by the highest possible efficiency. Products from Castable Wax may shrink a little - no more than 1%, which must also be taken into account. In addition, Castable Wax products require post curing. Drying is necessary until the surface reaches maximum hardness and rigidity. Drying Form Cure is characterized not only by the required wavelength, but also by the rotation of the parts, so that the products are exposed to uniform illumination. If you do not have an automatic dryer, you will need to rotate the parts manually from time to time. Products will change color. Initially, they will be bright blue, and after curing they will become a matte blue, much darker than before. nine0004
If you do not have an automatic dryer, you will need to rotate the parts manually from time to time. Products will change color. Initially, they will be bright blue, and after curing they will become a matte blue, much darker than before. nine0004
| Castable Wax Resin | Castable Resin | |
| Form Wash | 10 minutes | 10 minutes |
| Cleaning Kit | 10 minutes + 5 minutes (2nd clean IPA wash) | 10 minutes + 5 minutes (2nd clean IPA wash) |
| Form Cure | Not required | 4 hours at 60 degrees Celsius | nine0077
-
Sprue tree
Processed and prepared prints are fixed on the main wax sprue. For this, sticky wax is used. It is important to take care that the joints between the pattern and the sprues are smooth. To do this, it is convenient to use melted wax.
Thicker products are placed at the bottom of the gating tree, and thin ones at the top. Compared to traditional wax wood, 3D printed parts may require a little more space. When casting large products with a thin shell, all drain holes must be filled with wax, otherwise the molding mass may get on the print. nine0004
To avoid bubbles that get stuck around the model during pouring, a surface active coating must be used. These are inexpensive compositions, which are also called debubbler. A prime example of Wax Wash. When used, bubbles do not stick to the prints, which is especially important when casting filigree products, as they are characterized by a tendency to form bubbles. The sprue tree must be dipped into the debubbler solution. When it dries, it can be filled with molding mass. nine0004
-
Form
The forming flask is being prepared. All procedures are quite standard. For this, a vacuum forming machine can be used, which allows for uniform mixing, degassing and pouring of the investment material. But for this purpose, it is also possible to use a vacuum chamber and a mixer separately.
But for this purpose, it is also possible to use a vacuum chamber and a mixer separately.
The process is as follows:
- A casting flask is attached to the sprue base. If the flask has a perforation, then you need to wrap it with a transparent tape (packing film or adhesive tape). This will prevent the mass from flowing. nine0049
- Shaping powder is mixed with cold distilled water (refer to manufacturer's instructions). The less water there is, the greater will be the strength of the mass, but the higher the viscosity of the mixture will be, and it will be difficult to degas it. At a slow speed, the mixture is thoroughly mixed until the powder is completely moistened.
- Molding material is slowly poured over the wall of the flask. It is necessary to avoid hitting the model tree. If the filling is done smoothly, then the bubbles will not linger. A vacuum chamber is used to completely remove bubbles from the flask. Next, the molding is left to harden and dry.
 nine0049
nine0049 - The rubber gate base is carefully removed from the flask and left for 2-6 hours to solidify in an environment without vibrations. Refer to the recommendations of the molding material manufacturer. Also be sure to use a respirator for safety.
Burnout and casting process
The flask is placed in the burnout oven. Heat up the oven according to the manufacturer's recommended burn-in schedule. Changes may be made depending on molding instructions, bulb size, and volume of printed material. If burnout starts from a hot oven, then the flasks must rest for at least 5 hours, otherwise the water expands and turns into steam, and this can lead to cracking of the mass. nine0004
The air flow in the chamber removes the evaporated polymer material well, therefore it is recommended to use ovens with good ventilation, and with inlet and outlet. Such chambers have good airflow throughout the chamber and allow vapor to be safely removed from the chamber.
Castable Wax Resin contains 20% wax, which causes models to partially break down during the initial burnout phase. But the short-term burn-in of Castable Wax models is limited to certain geometries. All this is described in the instructions for use of the material. nine0004
Ventilation in the chamber is necessary, but it can cause a decrease in temperature, so you need to carefully monitor the temperature of the flask and in the cabinet, correcting the process in time. If you use active ventilation, then you need to increase the air flow to the maximum in order to improve its circulation in the oven. If the oven is filled to the maximum, then the burnout per flask will be less effective. To improve the situation, use an oxygen generator to increase the flow of oxygen. nine0004
The mold is then removed from the press and the metal is cast. The most commonly used vacuum or centrifugal casting machines. A striking example is Neutec J2R (USA) and Indutherm MC series (EU). They are characterized by ease of use and excellent handling.
After pouring the mold, cool it thoroughly in water and rinse off the molding compound.
Compatibility Issues
Formlabs has extensively tested casting Castable Wax models in silver, bronze and gold. As practice has shown, the issue of compatibility of metals is characterized primarily by the properties of the molding masses and, in particular, by the degree of heat resistance, since different metals require different values of this indicator. For Castable Wax, the burnout temperature is from 732 degrees Celsius. There may be incompatibilities of the resin pattern with a particular molder and this fact must be clarified with the manufacturer. nine0004
Resin Burn-In Charts
FormLabs recommends Castable Wax and Castable Resin for investment casting in the jewelry industry. When using Castable Wax, casters should refer to the manufacturer's instructions for the casting material being used. Castable Wax Resin features increased burnout flexibility. Castable Resin, as a product of the previous generation of resins, requires a more precise and gentle approach to burnout.
Castable Resin, as a product of the previous generation of resins, requires a more precise and gentle approach to burnout.
Possible faults: FAQ
| Problem description | Possible causes | Problem Solving | |
| 1. | Presence of small bubbles during casting | High viscosity molding compound | Add water to mold |
| There is not enough time for complete degassing of the investment material | Use cold water to mix | ||
| Bubble pattern | Apply surface active coating (debubbler) | ||
| 2. | Metallic reflections or jagged blobs present in the casting | Weakness of the molding material, causing it to crack or be damaged during burnout | Reduce water volume when molding |
| After molding increase stand time | |||
| Increase distance between parts in gating tree | |||
| Reduce burnout rate | |||
3. | Cast surface porosity | Metal shrinks when cooled and there is no supply of molten metal to draw | Add tanks to sprue tree |
| 4. | Thin parts or filigree partially filled | Metal freeze mold | Add sprues |
| Increase casting temperature | |||
| 5. | Pitted surface | Resin not completely burnt out and ash remains | Increase bulb residence time at maximum burnout temperature |
| Increase oven airflow during burnout | |||
| Vent the flask before pouring the molding compound |
Flawless Casting with Formlabs New Resin - Castable Wax 40 Resin
Formlabs has announced a new photopolymer for direct investment casting of jewelry. Created from scratch, Castable Wax 40 Resin contains a blend of solid and liquid waxes that combine to provide low expansion and exceptional casting performance.
The aim of the new material is to combine the industry's best casting qualities with a simple and intuitive workflow. nine0004
Castable Wax 40 Resin is the accelerator for your jewelry business, whether you're a beginner or an expert. With Castable Wax 40 Resin, Formlabs aimed to lower the barrier to 3D printed jewelry manufacturing, making manufacturing more affordable and efficient.
Advanced chemistry and manufacturing-grade reliability
Formlabs developed Castable Wax 40 Resin for jewelers who value casting reliability above all else. Wax 40 casting resin has been stress tested in the lab to ensure casting cleanliness under a wide range of conditions. nine0004
Clean castings for a wide variety of jewelry
Jewelry casting molds haven't changed much in hundreds of years, but the patterns that are put into them have. Cast molds were made for wax, so it's no surprise that many jewelers find their molds can't handle the relatively burdensome resin burnout. Resin casting has its own unique challenges: investment compatibility issues, metal loss from aggressive finishes, and unpredictable casting quality. Many jewelers wonder: Resin casting is known for its exceptional detail, but what good is detail if it's not cast? nine0004
Wax 40 casting resin is a game changer. Formlabs has developed Castable Wax 40 Resin to handle fragile forms. Its parts move away from the mold as the wax filler melts, providing access to oxygen and accelerating combustion, while reducing expansion that causes casting defects.
This means heavy jewelry is now within reach: cast engraved text, holes and channels.
On the other hand, Castable Wax 40 Resin can support the smallest and most intricate features, making it ideal for wedding decorations. nine0004
Integrate Castable Wax 40 Resin into your 3D printing workflow
Compared with the traditional wax carving process, the digital 3D printing process can save a lot of time. Digital design means endless possibilities for jewelry, allowing designers to efficiently create even the most complex designs with high precision.