3D printing small gaps between layers
5 Ways How to Fix 3D Printing First Layer Gaps – 3D Printerly
Having gaps in your first layer isn’t a pretty sight, and I’ve definitely experienced my fair share of badly printed bottoms of models. Luckily, I figured out some good fixes for those first layer gaps, which I decided to share in this article.
Making sure your print bed is properly leveled is the most common solution to fixing first layer gaps. A warped bed can also be an issue, so replacing it is a good fix. Increasing your first layer line width to 120% of the nozzle diameter works well to fill in first layer gaps.
There are more details behind this answer which you’ll want to know, so you can properly fix those badly printed first layers once and for all. Keep on reading through this article to solve this issue.
Causes of Gaps in the First Layer of Your 3D Prints
There are a few factors that can contribute to first layer gaps in your 3D prints such as improper settings, or bad 3D printer calibrations of certain parts.
Gaps in your first layer mostly relate to some form of under-extrusion, meaning your nozzle isn’t extruding as much filament as the overall flow rate in the extruder pathway.
Since the first layer is the most important layer of a 3D print, its important we can get this fixed once and for all, but it’s a good idea to first know the main causes behind this.
- Print bed is not properly leveled or its warped
- Your printing temperature is too low
- The line width setting in your slicer is too high
- Under-extrusion, which has various causes
- Incorrect Z-offset settings
How to Fix Gaps in the First Layer of Your 3D Prints
To get this problem fixed efficiently, it’s a good idea to narrow down the possible causes that are negatively effecting your first layers.
Although going straight for the root cause is the best idea, it’s still worth checking over some of the other factors since it can result in higher quality 3D prints in the future.
Most of the time, you can fix gaps in the first layer of your 3D prints by changing your 3D printer settings, from temperature, to extrusion down to cooling. If you can’t solve it by adjusting settings, then there is usually a hardware problem that needs to be fixed.
If you have identified the actual cause, below are the simplest and most effective solutions that will be helpful no matter if you are facing first layer gaps in Cura, Slic3r, Ender 3, or any FDM 3D printer.
1. Level the Print Bed & Check it Isn’t Warped
One of the first things you should take into consideration is how level your print bed is. If the bed is not level properly, the filament may not extrude as expected causing gaps in the first layer.
A badly leveled bed isn’t ideal, so I would recommend upgrading your bed compression springs to tougher ones, or even getting silicone leveling columns. What they do is keep their sturdiness and position more stable over time, meaning less need for leveling so often.
You can’t go wrong with the SIQUK 16-Piece Heated Bed Springs from Amazon. They have a 4.7/5.0 rating at time of writing, and work really well.
If you compress the BCZAMD Heated Silicone Leveling Column properly, they really stay in place. Some people have had these in for months and still not had to re-level their beds!
Sometimes it’s just not possible to level the bed at all because it is warped or curved. In this case, you can either put a glass plate on top of the warped surface, or just get yourself a fresh build platform.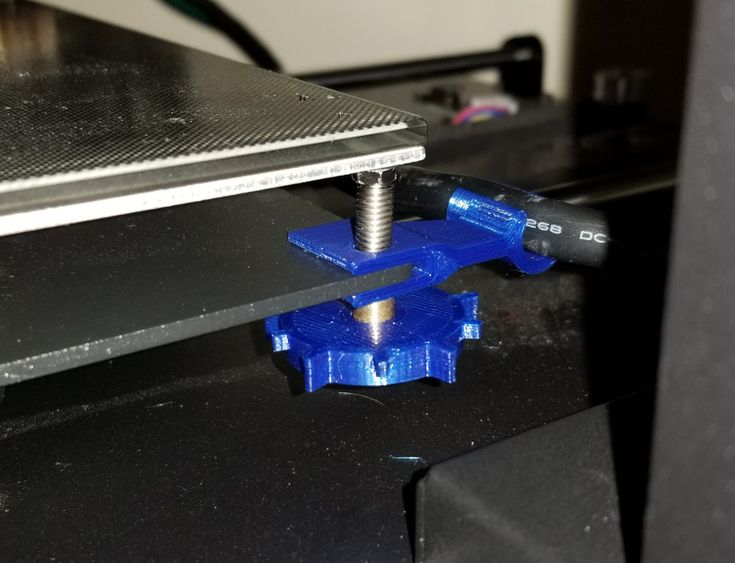
You can check whether your bed is warped by first heating it up to your normal printing temperature, then placing a ruler or long flat object on it to test it. Glass print beds are superb at staying flat, so you can get a borosilicate or tempered glass bed surface.
Find a great glass bed on Amazon by clicking here.
- Make sure that the print bed is leveled accurately and the surface is not unsteady.
- Get a new build platform if the old one gets too warped after heating.
2. Increasing Your Printing Temperature & Bed
If you’ve checked your bed and it’s flat and leveled, but you are still getting first layer gaps, we can try adjusting the printing temperatures.
Your temperature settings can definitely contribute to first layer gaps in your 3D prints, mainly due to having a bad flow of filament through the nozzle. If your filament isn’t reaching the ideal temperature, it isn’t going to flow as well as you need it.
The nozzle can then start to have trouble pushing that filament out, leading to those first layer gaps.
So the simple fix here would be to increase your nozzle temperature and see if the problem gets solved.
You can also increase your bed temperature so the material doesn’t cool down too quickly. This is the main reason why your 3D printer defaults to having no fans for the first layers.
Make sure you are priming your nozzle beforehand by adding ‘Skirts’ in your slicer settings.
If your fans are blowing for the first layers, you definitely want to adjust that to be off.
Some people who changed their nozzle to a stainless or hardened steel nozzle may realize that they require a higher printing temperature for the same filament when using a brass nozzle.
Brass nozzles have the best thermal conductivity, so they don’t require as high of a heat. Making sure you are using a brass nozzle can help in the consistency and heat transfer of the temperature.
3. Adjust the Line Width
Still having issues? I’d look towards adjust your line width in your slicer. There is a direct setting in Cura called ‘Initial Layer Line Width’ which is defaulted at 100%.
There is a direct setting in Cura called ‘Initial Layer Line Width’ which is defaulted at 100%.
Some people have got better printing results by increasing that line width to 120%, or even in some cases, higher print quality by using a more narrow line width. I’d start off with increasing it and seeing if it fixes those first layer gaps in your prints.
If that doesn’t work out, try reducing your Initial Layer Line Width setting.
Many users claim that they have got better results by reducing the line width. People say that the line width equal to the nozzle diameter is the most ideal line width to get high-quality prints without any flaws.
- Adjust your Initial Layer Line Width settings
4. Adjust Flow/Extrusion Rate
Under extrusion comes into play when talking about gaps in a 3D print. A good fix is either increasing the temperature, like mentioned above, or increasing your flow rates in your slicer.
Adjusting your flow rate isn’t ideal though, because it’s fighting the symptom rather than the cause.
I’d recommend checking out my article on How to Fix 3D Printer Not Extruding Enough (Under-Extrusion).
There is a direct relation but the quick answer is increase your printing temperature, calibrate your extruder, and have a good filament pathway to the extruder and nozzle.
Under extrusion can be caused due to different reasons and you have to check all these things to make sure that you can fix the problem efficiently.
Implement the following suggestion for the first layer only and then you can print the whole project with your regular settings.
- Make sure that the nozzle is not clogged and the extruder motor and other related parts are working properly.
- Increase your flow rate to 105% to see whether it helps out the issue
5.
 Adjust Your Z Offset
Adjust Your Z OffsetThe Z-offset is a setting in your 3D printer that adjusts your print head to compensate for the positioning of your bed leveling sensor or your limit switches.
You’ll notice this as your 3D printer hits the limit switch and adjusts its height as it moves closer to the bed.
The video below explains how to perfectly adjust your Z-offset for a great first layer
There are tuning settings that you can adjust in your 3D printer to move the nozzle up or down. The best thing to do is start a print with many skirts and do ‘live leveling’ which is leveling while the print is extruding.
This is sometimes known as ‘Baby steps’.
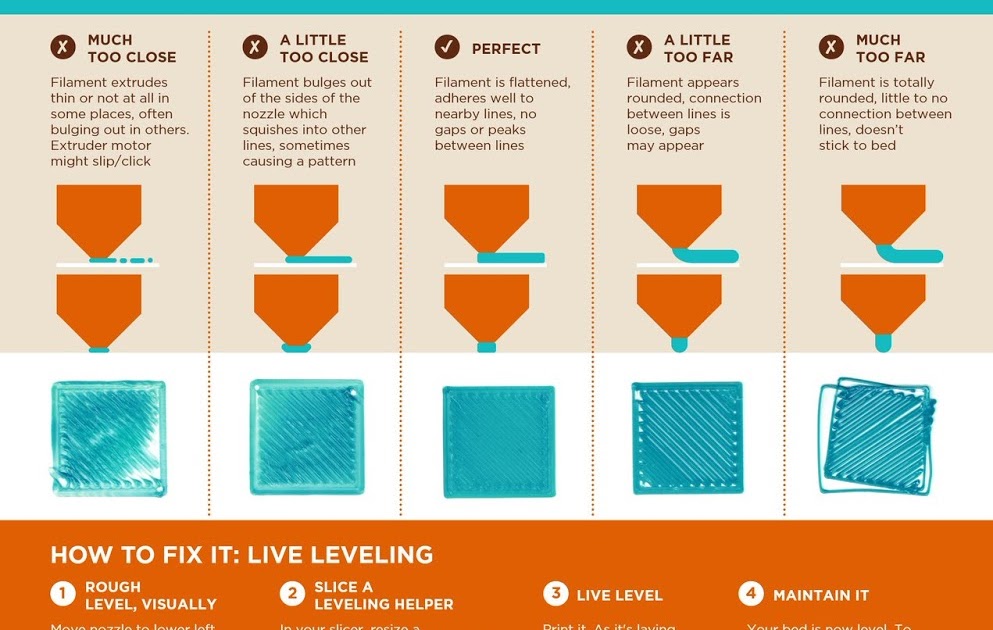
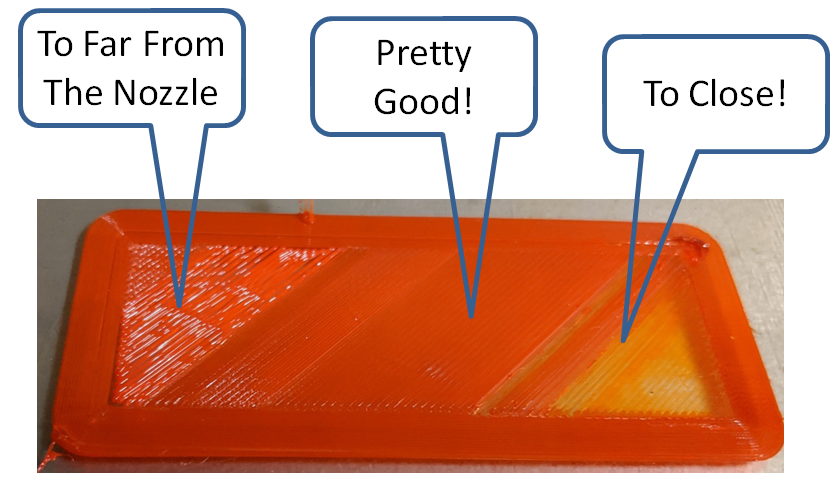
If the nozzle is too close, you’ll see extruded filament that digs into the bed and looks scratchy.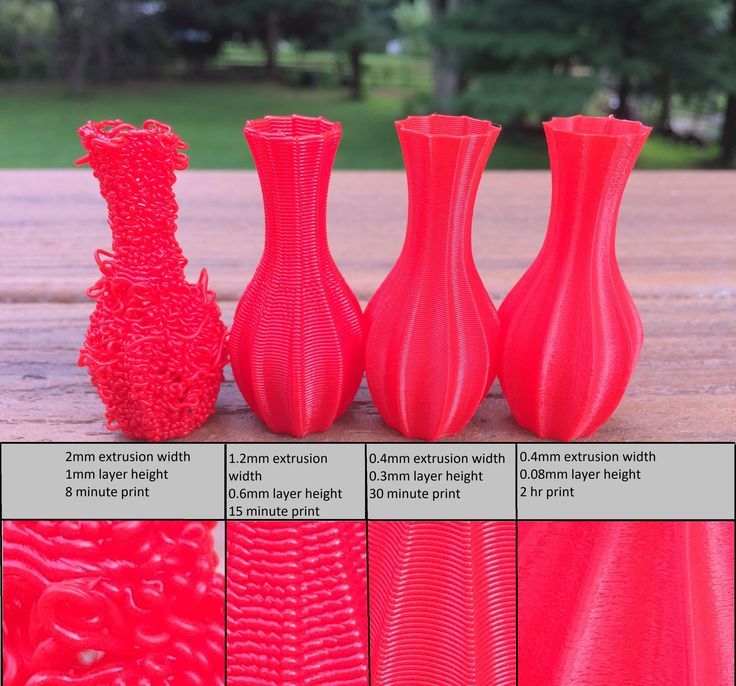 If the nozzle is too far, the extruded filament will be easy to remove from the bed, meaning barely any adhesion.
If the nozzle is too far, the extruded filament will be easy to remove from the bed, meaning barely any adhesion.
- Change the Z offset step by step and see if the problem goes.
- Do test prints while changing the Z offset after each step and when you find out the perfect spot then start your actual project.
Bonus Methods to Fix First Layer Gaps
BL Touch
Implementing automatic bed leveling is a solution that many people jump over to when it comes to leveling their beds. Some people do have problems with setup and issues, but most of the time it goes pretty smoothly.
You’re less likely to run into problems by getting the official BL Touch Auto Bed Leveling Sensor from Amazon.
Use a Tried & Tested Printer Profile
Try using slicer profiles that are tried and tested. You can find some awesome profiles for your 3D printer, especially from YouTubers like CHEP. Go to Google and type in ‘3D printer + profile’ and you should find a few to try out.
Cura usually has pretty good profiles in there already.
Change Your Slicer Software
Another thing that can solve your issue is by using a whole different slicer software. I know some people can have issues with a slicer, then change to a different one and it makes their prints a lot better.
An example is even with a specific version of a software like Cura 4.7, which was known to produce zits and blobs in 3D prints, much of which I experienced myself. Reverting to Cura 4.6 solved the issues here.
There are many slicers that you can change to, giving you a way of seeing if it’s a software problem. Sometimes changing your slicer can improve your print quality significantly, so it’s definitely worth a try.
Slicers to try are:
- PrusaSlicer
- Slic3r
- KISSlicer
- Repetier-Host
How to Fix Gaps Between Lines in 3D Printing
To fix gaps between lines in 3D prints, you should make sure your bed is properly leveled and your belts are tensioned well. Check that your PTFE tube is in good working order without damage by removing the nozzle and looking at it. Calibrate your extruder steps to ensure you aren’t under extruding.
You could also be experiencing a clog in your nozzle or an issue with your extruder not moving filament effectively.
How to get rid of gaps between lines? from 3Dprinting
You can use the video below to calibrate your extruder steps.
How to Fix Ender 3 First Layer Too Thin
To fix your Ender 3 or 3D printer first layer being too thin, you simply want to level your bed so that your nozzle can extrude filament properly since the nozzle is probably too close to the bed. Turn your bed screws counter-clockwise to lower it a little.
Turn your bed screws counter-clockwise to lower it a little.
Follow the video below to learn how to manually level your Ender 3 correctly.
How to Fix 3D Printer That Only Prints First Layer
To fix a 3D printer that only prints the first layer, you might have to fix the tension on your extruder or increase the extruder motor’s current. Another potential fix would be to check that there aren’t any clogs or gaps in your filament pathway. If there’s a gap in the PTFE tube near the nozzle, it might clog up.
How to Fix 3D Printing Lines Too Far Apart
To fix 3D printing lines that are too far apart, you should calibrate your extruder steps and level your bed accurately. You also want to check that your bed isn’t warped badly. One user who had a warped bed that was low in the middle compared to the corners found that they needed a new bed to fix this issue.
One user who had a warped bed that was low in the middle compared to the corners found that they needed a new bed to fix this issue.
First layer lines too far apart. Any help is appreciated from 3Dprinting
9 Ways How to Fix Holes & Gaps in Top Layers of 3D Prints – 3D Printerly
Having gaps in the top layers of your 3D prints aren’t ideal in any circumstance, but there are solutions which you can try to solve this problem.
The best way to fix gaps in your top layers is to increase the number of top layers in your slicer settings, increase infill percentage, use a denser infill pattern, or look towards fixing under extrusion issues. Sometimes using a default slicer profile works perfectly to fix gaps in top layers.
This article will attempt to guide you through fixing this problem, so keep reading for a detailed solution.
Why Do I Have Holes & Gaps in the Top Layers of my Prints?
Gaps in prints can be a result of several errors related to the printer or the print bed. To identify the origin of the main issue you should consider overviewing some of the main parts of the 3D printer.
To identify the origin of the main issue you should consider overviewing some of the main parts of the 3D printer.
Below we have mentioned a few reasons which might be a reason for gaps in your 3D prints as well.
Reasons for gaps in 3D prints may include:
- Adjusting number of top layers
- Increase infill density
- Under-extrusion, over-extrusion and extruder skipping
- Fast or slow printing speed
- Filament quality and diameter
- Mechanical issues with a 3D printer
- Clogged or worn out nozzle
- Unsteady surface
- Unexpected or immediate temperature changes
How to Fix Gaps in the Top Layers of my 3D Prints?
The video explains one side of having gaps in top layers, which is also known as pillowing.
To improve your printer’s performance and the output’s quality, there are several ways you can practice to do so.
Sometimes just using a default profile for your 3D printer works a treat, so definitely try that beforehand. You can also find custom profiles that other people have created online.
Now let’s get into the other solutions that have worked for other 3D printer users.
1. Adjusting Number of Top Layers
This is one effective method of getting rid of gaps in print layers. The solid layer’s extrusions tend to drop and drool in the air pocket because of your partially hollow infill.
The fix is simply changing a setting in your slicer software:
- Try adding more top solid layers in your slicer
- A good rule is to go by is to have at least 0.5mm of top layers in your 3D prints.

- If you have a layer height of 0.1mm, then you should try to have at least 5 top layers to satisfy this guideline
- Another example would be if you have a layer height of 0.3mm, then use 2 top layers which would be 0.6mm and satisfy the 0.5mm rule.
This is probably the easiest fix in the problem of holes or gaps in your 3D prints since it’s a simple setting change, and it’s very effective in tackling this problem.
If you can see infill through your top layer, then this should help significantly.
2. Increase Infill Density
Another common reason behind having holes and gaps in your 3D prints is using an infill percentage which is too low.
The reason this happens is that your infill kind of acts as supports for the higher parts of your 3D prints.
A low infill percentage would mean less support, or foundation for your material to adhere to, so it can lead to melted plastic drooping which causes those holes or gaps.
- The simple fix here would be to increase your infill percentage for a better foundation on your 3D prints
- If you use an infill density of around 20%, I’d try out 35-40% and see how things work out.

- A setting in Cura called “Gradual Infill Steps” allows you to enable a low infill density at the bottom of your print, while increasing it for the top of the print. Each step you use means that the infill will be halved, so 40% infill with 2 steps goes from at the top 40% to 20% to 10% at the bottom.
3. Under-Extrusion and Extruder Skipping
If you are still experiencing holes or 3D printing gaps between layers or in your top layers, then you probably have under-extrusion issues, which can be caused by a few different issues.
Extrusion issues may include under-extrusion or your extruder clicking which effects the printing badly, and signals some weakness in your extrusion system.
When the amount of filament that your 3D printer thinks is going to be extruded is actually less, this under-extrusion can easily result in missing layers, small layers, gaps within your 3D print, as well as little dots or holes between your layers.
The most common fixes for under-extrusion are:
- Increase printing temperature
- Clean nozzle to clear any jams
- Check that your nozzle isn’t worn out from several hours of 3D printing
- Use better quality filament with good tolerances
- Make sure your filament diameter in slicer matches actual diameter
- Check flow rate and increase your extrusion multiplier (2.
 5% increments)
5% increments) - Check if the extruder motor is working properly and is provided with enough power or not.
- Adjust and optimize layer heights for your stepper motor, also called ‘Magic Numbers‘
Check out my article on How to Fix 3D Printer Under-Extrusion – Not Extruding Enough.
Other fixes that could help out in this instance are to make sure your filament feed and extrusion path is smooth and clear. Sometimes having a low quality hotend or nozzle just doesn’t do the best job at melting the filament adequately.
When you upgrade and replace your nozzle, the changes that you can see in 3D print quality can be quite significant, which many people have attested to.
I would also implement Capricorn PTFE tubing for a smoother filament feed into your nozzle.
4. Adjust Printing Speed to be Faster or Slower
Gaps can also occur if your print speed is too high. Due to this, your printer might find it hard to extrude filament in less time.
If your 3D printer is extruding and accelerating at the same time, it can extrude thinner layers, then as it decelerates, extruder normal layers.
To fix this issue, do try the following:
- Adjust speed by increasing or decreasing the speed by 10mm/s, which can be done specifically just for top layers.
- Check print speed setting for different factors like walls or infill etc.
- Check for acceleration settings along with the jerk settings to avoid vibration, then decrease these also
- 50mm/s is considered a normal speed for your 3D printer
It allows for more cooling which lets your filament harden to form a better foundation for the next layer. You can also print a fan duct to direct cool air straight to your 3D prints.
Check out my article What is the Best Print Speed for 3D Printing? Perfect Settings.
5. Check Filament Quality and Diameter
Incorrect filament diameter can cause printing complications bringing gaps in layers. Ensure your slicer has the ideal filament diameter.
Another reliable method of ensuring this is by measuring the diameter yourself with the help of calipers that you have the correct diameter specified in the software.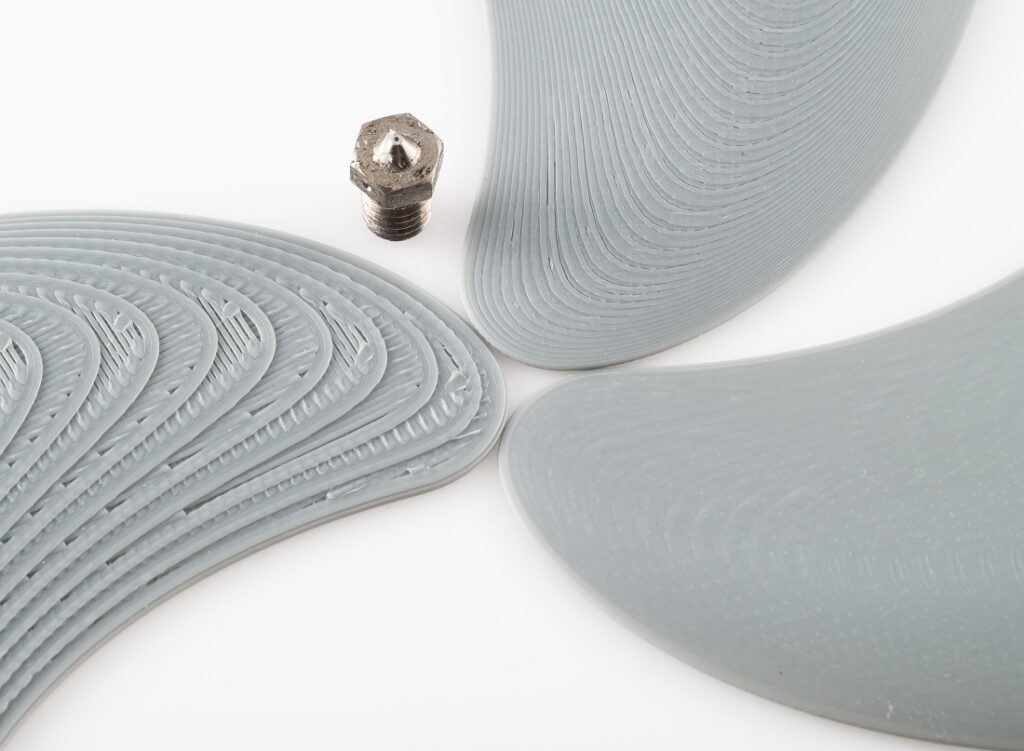 The most commonly found diameters are 1.75mm and 2.85mm.
The most commonly found diameters are 1.75mm and 2.85mm.
The stainless-steel Kynup Digital Calipers is one of the highest rated calipers on Amazon, and for good reason. They are very accurate, up to an accuracy of 0.01mm and very user-friendly.
- To keep your filament perfect for a long time, read the guide properly.
- Get a filament from the best manufacturers to avoid headaches of the future.
6. Correct Mechanical Issues with the 3D printer
When it comes to machines, small or big issues may arise. However, the thing is to be aware of how to fix them. Your 3D printer may experience mechanical issues that can bring gaps in the printing. To fix it, try out the following things:
- Machine oiling is necessary for smoother movements and general maintenance
- Check if all parts are working properly or not
- Make sure screws are not loose
- Z-axis threaded rod should be placed accurately
- The print bed should be stable
- Check printer machine connections
- The nozzle should be tightened correctly
- Avoid using floating feet
7.
 Fix or Replace Clogged/Worn Out Nozzle
Fix or Replace Clogged/Worn Out NozzleThe clogged and contaminated nozzle can also significantly bring gaps in 3D Printing. So, check your nozzle and if need be, clean it for better print results.
- If the nozzle of your printer is worn out, then purchase nozzle from a trusted manufacturer
- Keep cleaning nozzle with proper instructions as mentioned in the guide.
8. Put Your 3D Printer on Steady Surface
An unstable or vibrating surface cannot bring the perfect print out. This surely can bring gaps in printing if the machine vibrates or is likely to get unstable because of its vibrating surface.
- Fix this issue by placing the printing machine at a smooth and stable place.
9. Unexpected or Immediate Temperature Changes
Temperature fluctuations can be a great reason for your print to get gaps while printing. This is the most important issue which should be fixed immediately because it decides the flow of plastic as well.
- Use a brass nozzle as it works best when it comes to thermal conductivity
- Check if the PID controller is tuned or not
- Keep checking that temperature should not fluctuate immediately
Check out this video by CHEP for some more helpful tips to fix gaps in your prints.
Conclusion
Gaps between the top layers of 3D print can be a result of various printer’s shortcomings we have mentioned above. There can be more reasons for these gaps, but we have mentioned the major one.
If you figure out the likely root cause, it’ll be easier to solve the error. The main thing is to read the guide thoroughly when you are going to use any printing machine if you want to bring perfection to your work.
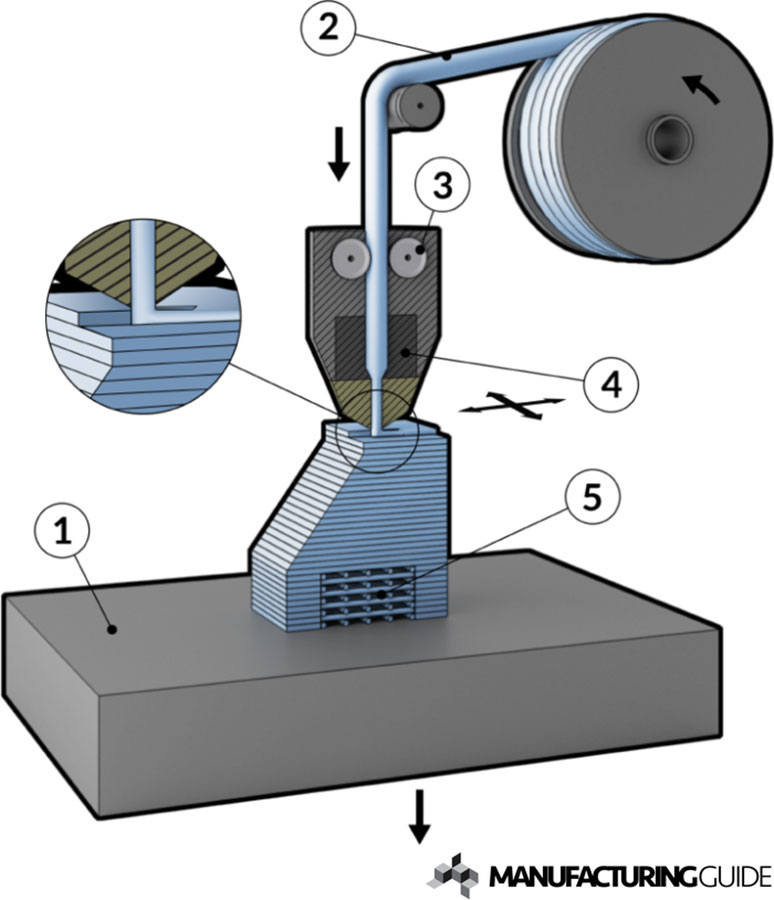
Problems, defects, 3D printing errors and solutions
Often during the operation of a 3D printer, problems may arise due to which defects appear on the finished model. Or instead of a neat product, plastic noodles suddenly appear on the table.
In fact, the causes of defects can be conditionally divided into 2 types - these are physical and software.
Physical ones are those that arise due to problems with the mechanics or any other causes that can be eliminated physically. These include problems with printer mechanisms (belt tension, backlash), clogged or deformed nozzle, incorrect table geometry, etc. nine0003
Software - these are defects that occur due to incorrect slicer settings or, less often, errors in the printer firmware. For example, incorrectly selected print speed, retract settings, incorrectly selected temperature for plastic, etc.
Very rarely, the problem may lie in the wrong or “flying” printer firmware (although usually the printer simply will not start then), overheating of some boards during printing, etc.
These are rather special cases, so we will not consider them. nine0003
Model peels off or does not stick to the build plate
This is the most common 3D printing problem. Every 3D printer has had a case when the first layer treacherously rolls, clinging to the extruder, or the most offensive - when it tears off a partially printed model from the table. The first layer must stick tightly otherwise nothing will be printed.
Gap between table and nozzle 9 too large0023
This is the most common reason. You just need to set the correct gap between the table and the nozzle.
Modern printers often use an auto-calibration (auto-leveling) table system or an auxiliary table leveling program. To calibrate such printers, use the instructions. If there is no manual, it can be downloaded from the manufacturer's website.
If you have a simple printer without auto-calibration, a self-assembly or KIT kit, use a probe or a piece of paper folded in half to calibrate. The probe should be slightly pressed against the table by the nozzle. Before calibration, the table and extruder must be heated. Align the table surface over each adjustment screw (there may be 3 or 4) in turn, and only then check the center point. nine0003
The probe should be slightly pressed against the table by the nozzle. Before calibration, the table and extruder must be heated. Align the table surface over each adjustment screw (there may be 3 or 4) in turn, and only then check the center point. nine0003
If you're having trouble getting your table surface perfectly level, try raft printing. Raft is a thick substrate in several layers that is printed under the model. It will help smooth out the slight curvature of the table.
A small cheat sheet to determine the correct gap on the first layer
Plastic with poor adhesion
Some types of plastic, due to various reasons, such as large shrinkage, do not adhere well to the surface of the printing platform. In this case, try using stickers or special 3D adhesives to improve adhesion between the table and the first layer of plastic. nine0003
In the early days of 3D printing, there were experiments with different homemade 3D adhesive recipes. ABS diluted in acetone, BF glue, sugar syrup and even beer. Some experiments have been successful. Until now, some enthusiasts use some types of hairspray or glue sticks as 3D glue. But still they are inferior in their properties to industrial 3D adhesives.
ABS diluted in acetone, BF glue, sugar syrup and even beer. Some experiments have been successful. Until now, some enthusiasts use some types of hairspray or glue sticks as 3D glue. But still they are inferior in their properties to industrial 3D adhesives.
Some types of high temperature plastics with a high percentage of shrinkage (ABS, Nylon, etc.) may peel off the table during printing. This is due to uneven cooling and “compression” of the model (the lower layers have already cooled down, but the upper ones have not yet). For such plastics, it is imperative to use a 3D printer with a heated table and a closed case. nine0003
Plastic temperature too low
The hotter the plastic is when it exits the nozzle, the better it will adhere to the print platform. It is better to print the first 5-10 layers at a higher temperature (+ 5-10 degrees) and turn off the blower fan.
Wrong first layer settings (speed and thickness)
A thicker layer sticks easier, so the standard first layer is 0. 3mm thick. With an increase in print speed, the heating block may simply not have time to heat the plastic to the desired temperature and it will stick to the table worse. Before printing, check the speed and thickness settings of the first layer in the slicer. nine0003
3mm thick. With an increase in print speed, the heating block may simply not have time to heat the plastic to the desired temperature and it will stick to the table worse. Before printing, check the speed and thickness settings of the first layer in the slicer. nine0003
A lot depends on how the 3D printer prints the first layer. Try to control the printing of the first layer and only then leave the printer to work alone.
Plastic does not choke from nozzle
The printer has already begun to print, but the print table remains empty. Or part of the model did not print.
Clogged nozzle
In 3D printing, a nozzle is a consumable. The nozzles are clogged or worn out (frequency depends on the type of plastic). The simplest thing is to replace the nozzle. But if there was no spare at hand, you can try to clean the old one. To do this, there is a whole set of thin needles. Or you can heat a clogged nozzle above the melting point of the plastic and “burn out” the blockage. But later it is still better to replace the nozzle. nine0003
But later it is still better to replace the nozzle. nine0003
Low temperature nozzle
You need to increase the temperature of the extruder in the slicer settings or check the thermistor and heating block. Sometimes the thermistor may not read the temperature correctly due to a malfunction or incorrect 3D printer firmware settings.
If the problem occurs after replacing the thermistor - contact the manufacturer or read articles about PID tuning.
Empty extruder
As the extruder heats up, plastic begins to ooze out of the nozzle. Because of this, the extruder may start printing half empty. Because of this, part of the first layer is not printed. You can push the plastic manually by simply pushing the bar into the nozzle. Or solve this problem programmatically - in the slicer, add a contour print around the model (one line).
Some manufacturers and 3D enthusiasts add a line print on the edge of the table at the beginning of each GCode.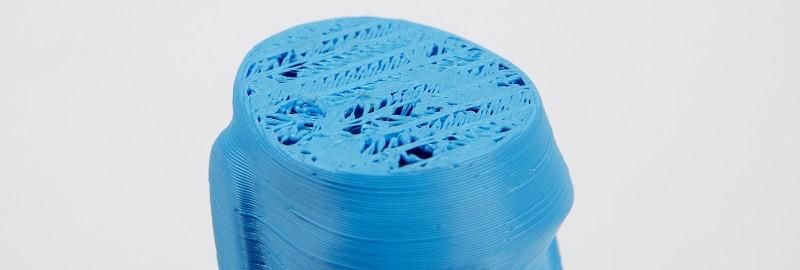 This is done so that there is plastic in the nozzle by the time the model is printed. nine0003
This is done so that there is plastic in the nozzle by the time the model is printed. nine0003
Feed mechanism does not push through plastic
The plastic pushes the feed mechanism to the extruder - a motor with a special pulley put on the shaft. If for some reason the plastic is not pushed through (nozzle clogged, extruder temperature low, etc.), then the pulley “gnaws” through the bar. You need to push the plastic bar with your hands or cut off the damaged piece.
Elephant foot
The first layers of the model are wider and protrude beyond the boundaries of the model. This is due to the fact that the upper layers put pressure on the first ones that have not yet cooled down and flatten them. nine0003
High table temperature
Due to the too high temperature of the table, the lower layers remain soft for a long time. Try lowering the table temperature. It is better to reduce gradually (in increments of 5 degrees). You can try to turn on the blower when printing the first layers.
You can try to turn on the blower when printing the first layers.
Small gap between nozzle and platen
If, when printing the first layer, the nozzle is too close to the table, then excess plastic will be forced out. After a few coats, this will not be as noticeable, but can lead to the effect of an “elephant's foot”. nine0003
Plastic re-extrusion
When too much material is squeezed out of the nozzle, the walls of the model are not smooth, but bumpy, with sagging.
The solution is software - in the settings of the slicer, you need to set the material feed rate (fluidity) to a lower value. The average value is 95-98%.
It is worth checking the diameter of the rod. If its size is greater than 1.75, then the plastic will be squeezed out more than necessary. nine0003
Plastic underextrusion
The plastic is squeezed out too little, because of this, gaps may appear between the layer. The finished model will be fragile and fragile.
The finished model will be fragile and fragile.
Wrong thread diameter
Check the filament diameter in the slicer settings. Sometimes, instead of the popular 1.75, the default is 2.85.
Incorrect feed factor settings nine0003
Check the fluidity settings in the slicer. The average should be 95-98%.
Clogged nozzle
Something could get into the nozzle and partially block the exit of the plastic. Visually, the plastic will choke from the nozzle, but in a smaller amount than necessary for printing.
Hairiness or cobwebs on finished model
Thin threads of plastic protrude from the outer wall of the model (most often on one side). The defect appears due to the flow of plastic from the nozzle during idle movement. nine0003
Insufficient retract
A retract is a slight pull of a plastic filament from an extruder. Due to the retract when the extruder is idle (from layer to layer or from model to model), heated plastic does not drip from the nozzle. For some flowable plastics (eg PETG) the speed and amount of retraction must be increased.
Due to the retract when the extruder is idle (from layer to layer or from model to model), heated plastic does not drip from the nozzle. For some flowable plastics (eg PETG) the speed and amount of retraction must be increased.
"Hairiness" can be easily removed by grinding or cutting off the threads with a sharp scalpel. nine0003
High temperature extruder
The higher the extruder temperature, the more liquid the plastic becomes. It is important to find a balance so that the plastic is not too liquid and sticks well in layers.
In the selection of the optimal extruder temperature, a test model - a tower - helps a lot. It clearly shows how plastic behaves when printed at different temperatures.
.
Temperature test nine0003
Top "perforated" or uneven
The top of the model is bumpy or with holes. The problem may arise if the top of the model is flat. For example, like a cube.
Insufficient airflow
When printing the top plane (cover), the plastic does not have time to cool down and remains too liquid. Because of this, the threads are torn and holes are formed. Increase the fan speed on the last layers. nine0003
Because of this, the threads are torn and holes are formed. Increase the fan speed on the last layers. nine0003
Few top layers
The top of the print may be too thin and deform as a result. Check slicer settings. The number of upper layers is not recommended to be set less than 6.
Low percentage of filling
If the infill percentage is too low, then the top layer will simply have nothing to rely on. Increase the fill percentage in the slicer settings.
Model deformation
Some parts of the model seem to have melted in some places or on one side. The problem most often occurs when printing with PLA plastic. The defect appears due to the fact that the plastic does not have time to cool and deforms.
Insufficient airflow model
Turn the fans on to maximum. If their power is not enough (in some printers, the fan is located only on one side), you can put a regular desktop fan and direct it to the 3D printer table.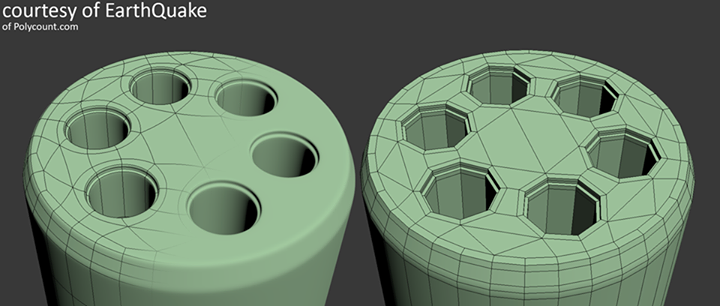 nine0003
nine0003
Small model
Small models are difficult to blow well. Try to print small items alongside larger ones, or place several identical models in different corners of the table. So the plastic will have more time to cool.
Layer offset
Layers shift along the x or y axis during printing.
Print head jam
Turn off the printer and try to move the extruder along the x and y axes with your hands. The extruder must move freely. If there are jams, check the mechanics of the printer. Bearing wear or the curvature of the shafts may be to blame. nine0003
Electronics overheating
Sometimes electronics problems can be to blame for misaligned layers. The most common cause is overheating of the drivers or too low current exposed to them.
Table top is loose
This is most often seen in 3D printers with glass. During printing, the nozzle may hit the model and move the glass slightly. Before printing, check if the glass or other printing surface is well fixed on the heating table. nine0003
Before printing, check if the glass or other printing surface is well fixed on the heating table. nine0003
Skip layers
Small holes are visible on the print, or the shell of the model is not continuous.
Teflon tube deformed
There are 2 types of thermal barriers - all-metal and with a Teflon tube. If overheated, the Teflon tube may deform. Plastic will pass through it, but in a smaller amount.
Low extruder temperature or high print speed
If the extruder is not heated enough, then the plastic will not be liquid enough and simply will not have time to be forced through the nozzle. The higher the print speed, the higher the extruder temperature should be.
Sometimes the outer walls print well, but the infill is “torn”. In this case, slow down the infill print speed in the slicer.
Model bundle
Cracks form on the surface of the printout during or after printing. Cracks can be large or very small. Most often, this problem occurs with plastics with a high percentage of shrinkage - ABS or Nylon. nine0003
Cracks can be large or very small. Most often, this problem occurs with plastics with a high percentage of shrinkage - ABS or Nylon. nine0003
Sudden temperature difference (if model delaminates during printing)
With a sharp temperature difference (for example, a draft), part of the model cools down faster. This leads to uneven shrinkage and incorrect distribution of internal stress. For plastics with low shrinkage, this is not critical. But if the shrinkage percentage is more than a few percent, the model may burst in layers.
For printing with such plastics, it is recommended to use a printer with a closed housing. If this is not possible, try to avoid drafts and sudden temperature changes in the room where the 3D printer prints as much as possible. nine0003
Print temperature
Due to too low printing temperatures, the layers may not “stick” well to each other. Raise the print temperature in the slicer settings.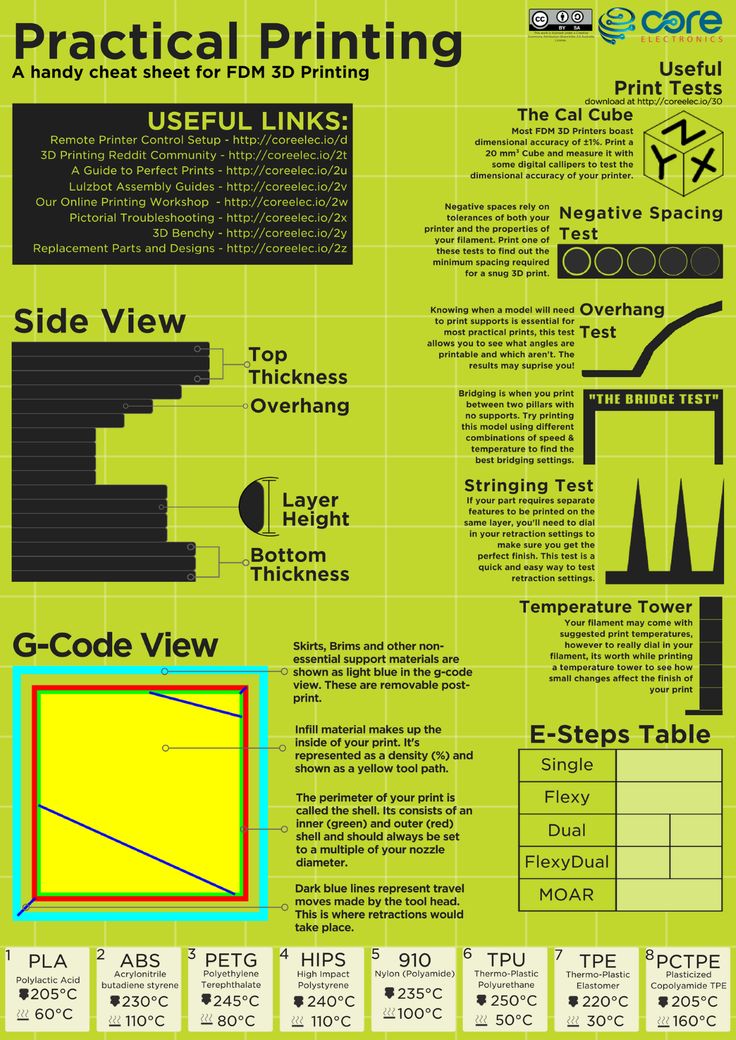
Hardening (if the model cracks after printing)
Sometimes cracks appear on the model a few days after printing. This is due to uneven distribution of internal stress after cooling. You can try to “harden” the finished product. nine0003
For hardening, the model is placed, for example, in an oven, and heated to the softening temperature of the plastic. After that, the heating is turned off and the oven is left to cool slowly with the model inside. Due to this, the stress inside the print is distributed more evenly. But accuracy is very important in this method - if you make a little mistake with the temperature, the finished product can “float”.
Ringing
In places where the extruder changed direction, ripples are visible. Most often it looks like a shadow around the “sharp” protruding elements of the model. nine0003
Mechanical problems
Sometimes the problem occurs due to extruder play. Check if the extruder mount to the rails is loose. Be sure to check the tension of all belts.
Check if the extruder mount to the rails is loose. Be sure to check the tension of all belts.
High print speed or high accelerations
Moving the extruder too fast can cause vibrations that cause ripples on the wall of the model. The lighter the weight of the extruder, the less noticeable the ripples will be. To get rid of ringing, simply reduce the print speed in the slicer settings. nine0003
Slits for thin-walled models (not solid shell)
The thin wall of the model is not solid, but consists of two thin walls with a narrow gap between them. This problem is often faced by fans of printing "cutting" for baking.
Left model with wall defect, right without
Wall thickness and nozzle diameter mismatch
If the wall thickness is 1 mm, and the nozzle diameter is 0.4, it turns out that for a solid wall, 2 nozzle passes are few, and 3 are already many. The result will depend on the slicer algorithm, but most often you will get 2 walls with a thin slot in the middle (the slicer cannot change the wall thickness).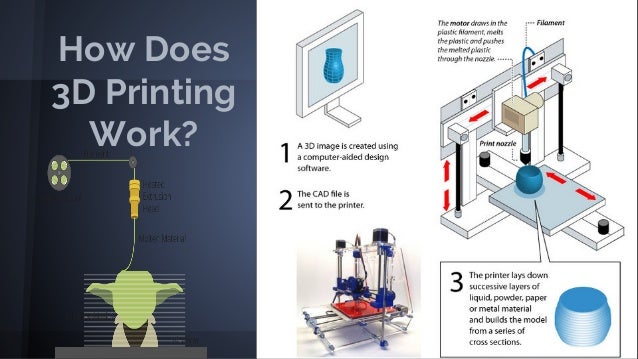 The solution to the problem may be a slight refinement of the 3D model or the use of a different slicer. nine0003
The solution to the problem may be a slight refinement of the 3D model or the use of a different slicer. nine0003
Algorithms for calculating 3D models are constantly being improved and refined, and now this problem is less common.
When modeling, take into account not only the thickness of the nozzle, but also the percentage of “overlapping” of lines on each other. If you have a nozzle with a diameter of 0.4 - make the wall in your model not 0.8, but 0.7 - 0.75.
Wrong model geometry
When instead of a circle you get an oval, and instead of a square you get a semblance of a rhombus. nine0003
The main reason is malfunctions in the mechanics of the printer. Be sure to check:
Belts
Check belt tension in x and y. Belts stretch over time and may need to be tightened or replaced. Each 3D printer has its own way of tightening the belt. If the belts are slightly stretched, you can tighten them with the help of a "spring".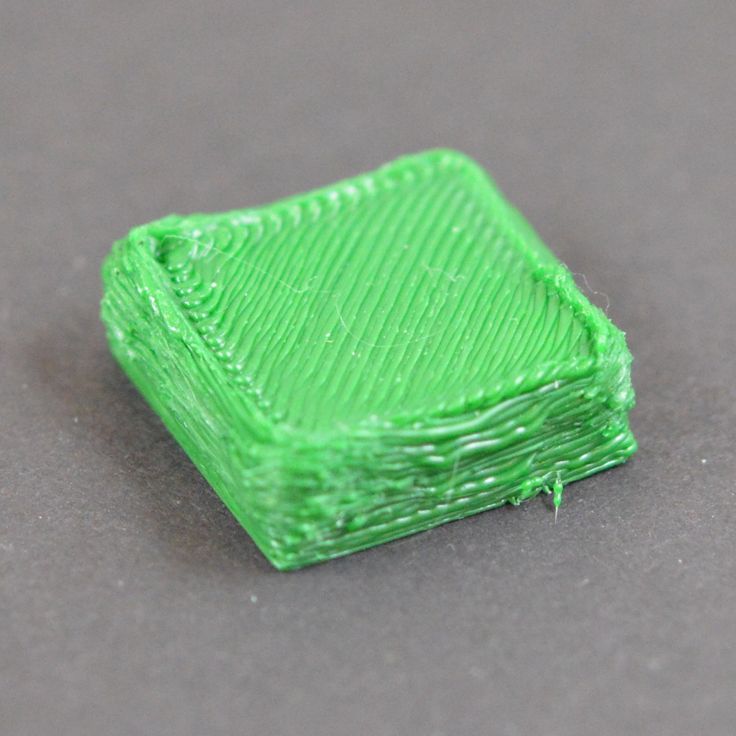
Loose pulleys, etc.
Check if all bolts and nuts are tight. Are there backlashes. Pay special attention to tightening the pulleys located on the motors along the x and y axes.
Sagging of some parts of the model
Some parts are not printed, broken, or instead of a neat surface, a swollen plastic snot is obtained.
No support for overhangs
A 3D printer cannot print in the air, so if there are overhanging elements in the model, you need to set supports - supports. The slicer can set the necessary support itself, you need to check the appropriate box in the settings. nine0003
When printing with soluble support, you can set the gap between the model and support - 0. This will make the surface smoother. If the support material and the model are the same, you need to add a small gap. Otherwise, it will be difficult to separate the support from the model.
Split model
Sometimes the supports can take more plastic than the model. In this case, to save material and time, it will be more convenient to cut the model. If you have more than one 3D printer, then the model will print several times faster. nine0003
In this case, to save material and time, it will be more convenient to cut the model. If you have more than one 3D printer, then the model will print several times faster. nine0003
When cutting the model, you can leave grooves or mortgages so that the pieces of the model are connected without displacement.
Totals
In this article, we talked about the most popular 3D printing defects and how to solve them. Don't be intimidated by such a long list. Some problems are rare and you are unlikely to encounter them.
There is a list of problems that arise due to the design features of a 3D printer, so try to choose a printer that suits your needs. To do this, you need to understand what products and what material you need. nine0003
Problems associated with printing algorithms are quickly eliminated by software developers.
Do not be afraid of possible difficulties and each print will be successful.
Troubleshooting 3D printing・Cults
This article should help you identify various 3D printing problems. Find the image or description in this list that best describes the problem you're experiencing. We offer some tips that should help you solve this problem. nine0019 As you know, 3D printing is an empirical process and it is through mistakes that you learn to understand, set up and use your machine. With the help of this list, you should be able to resolve the major bugs. If you are still experiencing issues or have additional tips to add to this list, feel free to contact us and let us know!
Find the image or description in this list that best describes the problem you're experiencing. We offer some tips that should help you solve this problem. nine0019 As you know, 3D printing is an empirical process and it is through mistakes that you learn to understand, set up and use your machine. With the help of this list, you should be able to resolve the major bugs. If you are still experiencing issues or have additional tips to add to this list, feel free to contact us and let us know!
#1 Drooling
Symptom
Thin threads are woven into gaps between different parts of a 3D printed part. nine0003
Common Name: oozing
Possible Cause
Plastic continues to leak out of the head as it moves due to residual pressure in the heater and fluidity of the molten plastic.
Suggested remedies
Increase filament retraction length in Slic3r, retraction distance in CuraEngine. Retracting the filament will cause the pressure in the print head heater to drop. The effect can be modulated by adjusting the retraction speed directly in the slicer. nine0019 Increase print head speed. This allows the melted plastic to spread less time and leave marks between the printed parts.
Retracting the filament will cause the pressure in the print head heater to drop. The effect can be modulated by adjusting the retraction speed directly in the slicer. nine0019 Increase print head speed. This allows the melted plastic to spread less time and leave marks between the printed parts.
Reduce the extrusion temperature of your plastic. If it is too high, the plastic becomes more fluid and flows out of the extruder faster.
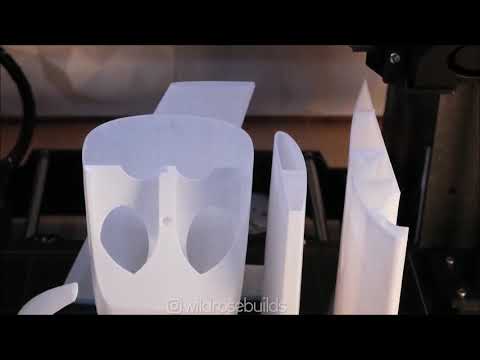
#2 It is collapsing
Symptom
Collapse or poor quality of the overhanging surface, leaving small bumps.
Common name: overhang
Possible cause
The plastic deposited on the periphery of the protrusion does not solidify fast enough, so the deposited filament moves before it solidifies. The phenomenon is repeated or emphasized from one layer to another.
Suggested fixes
Vent the deposited plastic more efficiently, for example by adding a fan to the extruder or directly with a portable fan.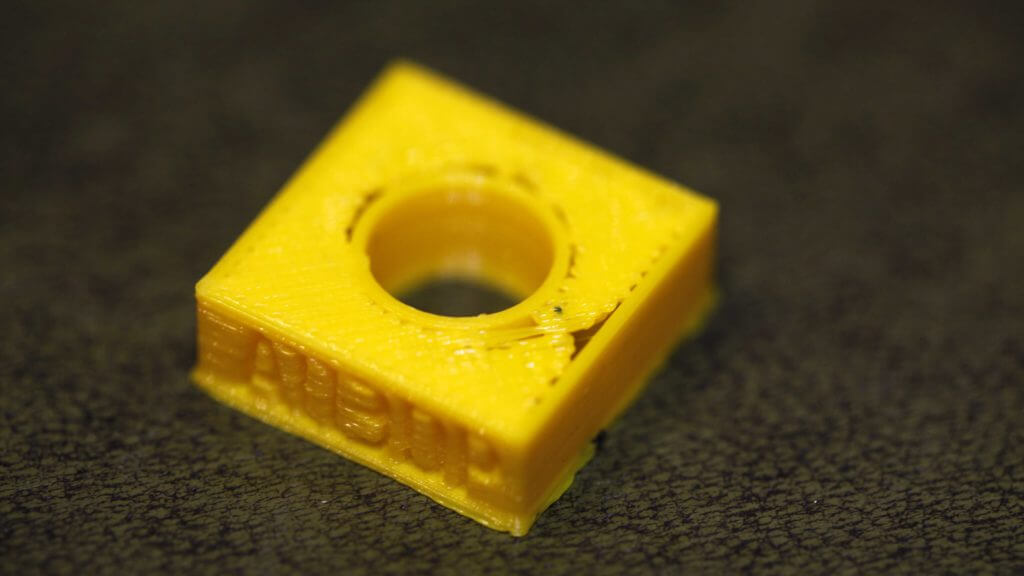 nine0019 Create print supports under the overhangs.
nine0019 Create print supports under the overhangs.
Reorient the part to avoid overhangs.
#3 Flaky sides or top
Symptoms
Contours not bonded enough.
Flat surfaces are not completely covered.
Possible cause
Not enough material is deposited. Too narrow, the deposited wires do not touch each other enough and therefore do not stick to the adjacent wire. nine0019 There is dirt in the nozzle, which prevents the passage of the melt.
The extrusion temperature is too low, the wire dries out too quickly or shrinks and therefore does not stick to the adjacent wire.
Suggested Tools
Calibrating the extruder to obtain material flow according to data received from the slicer.
Unlock the extrusion nozzle.
Increase extrusion temperature.
Increase the blending speed in your slicer. nine0003
#4 Not enough material on thin parts
Symptom
The edges of a very thin area are not strong enough, not enough material.
Possible cause
Recycling or reworking is not effective enough.
Incorrect filament solidification.
Slippage of the thread drive during retraction.
Suggested remedies
Reduce the retraction speed and length while printing. nine0019 Increase "extra leg length when retracting" when using Slic3r.
Increase the spring pressure on the driven gear.
#5 Blisters
Symptom
Blisters, mismatched geometry, such as small bumps that are seen mostly in areas with a small surface area.
Possible cause
The filament is too hot during extrusion or the filament cooling system is not effective enough. nine0003
Suggested media
Place more parts on the plate while printing. In this case, the nozzle will print more objects and therefore allow more time for the part to cool before passing over it again.
Improve the cooling of your 3D printed object by adding cooling systems.
#6 Thin walls delaminate
Symptom
At a thin wall without filler, the threads diverge, they are not glued together on the sides. nine0003
Possible Cause
The walls of your 3D print are too thin or they don't fit so small.
Suggested tools
Draw thicker walls to adapt to the thread thickness.
In the slicer settings, set a sludge width that is a sub-multiple of the wall width while remaining consistent with the extrusion diameter and layer height.
Change slicer.
#7 Layer shifts horizontally
Symptom
The layer is shifting in the X or Y axis (or both).
Possible Cause
Print head or plate movement problem.
Suggested fix
Reduce the acceleration on the axis that has the problem.
#8 Layers shift evenly
Symptom
Layers almost always shift along the X and/or Y axis after a certain print height. nine0003
Possible Cause
Head or plate offset failure due to overheating of motors going into safe mode.
Suggested fix
Cool engines with cooling systems (fans).
#9 Corners curl up
Symptom
Deformation in Z direction during 3D printing. This figure increases in case of a strong overhang.
Common name: curling
Possible cause
Poor curing, shrinkage effect due to temperature difference of the wire deposited on the previous cooled layer.
Suggested Solutions
Increase slope in the 3D part to reduce overhang.
Further cooling of the deposited plastic using a ventilation system.
Add print supports to affected areas.
#10 Corners fall off
Symptom
The corners of the printed object are peeling off the plate, creating an uneven base.
Common name: warping
Possible cause
Poor fit between workpiece and insert.
Material shrinkage factor too high.
The first layer is not pressed enough against the board.
Suggested Solutions
Change media as PLA is less likely to warp.
Apply adhesive to the printing plate (glue, tape, varnish, etc.).
Correctly adjust the plate height before printing.
Apply a thinner first layer to further crush the deposited wire.
Add a bezel under the first layer.
Heat up the stove.
Clean and degrease the base.
Change the filling strategy. Fill the bottom concentrically instead of linearly, then fill the inside in a honeycomb pattern to avoid any shrinkage effect.
Reduce the internal fill density of your 3D printed object. nine0003
nine0003
#11 Extrusion density too low
Symptom
Incorrect material density.
Possible cause
Material consumption too low
Suggested remedies
Unlock the extrusion nozzle.
Filament blocked upstream of extruder (e.g. spool assembly)
Check thread drive (e.g. knurled screw problem)
Corners #12 not forming correctly
Symptom
The corners are not straight enough, they can even stick out and increase the size of the part.
Possible Cause
Too much material is deposited in the corner because the nozzle slows too much as it passes through the corner.
Suggested remedies
Intentionally soften the corner of the part in the 3D modeling software.
Increase the "jerk" on your 3D printer's axis control.
#13 There are black drops
Symptom
Burnt (blackened) plastic in some areas of the printed object.
Possible Cause
Poor nozzle seal causing burnt PLA or ABS to drip around the nozzle.
Suggested fix
Remove the nozzle and close it again.
#14 Layers poorly welded
Symptom
Part breaks at attachment point between two printed layers. nine0003
Possible cause
Too much cooling, the deposited layer does not adhere well to the previous layer, because it was not hot enough during the deposition.
Suggested remedies
Reduce fan speed during printing.
Increase the minimum print speed in the slicer.
#15 Bubbles form on the first layer
Symptom
The first layer comes off the plate locally in the form of bubbles. nine0003
Possible Causes
Moisture present in the material which gradually evaporates upon contact with the heating plate.
Insufficient heating plate temperature for the material being used.
Suggested products
Store raw material rolls in a dry place, in closed packaging, with a desiccant bag.
Dry damaged material: place in a rotary oven at 40°C for approximately 3 hours. Be careful not to heat above 45°C or 50°C as this may cause the threads to stick together in the bobbin and even lose their cylindrical shape. nine0019 Increase the temperature of the heating plate.
Printing on tape or special adhesive.
#16 Fragile top and bottom
Symptom
Horizontal sides too thin and brittle.
Possible Causes
Insufficient material thickness above and below thin fill print. The laid threads have too few support points and break between the threading ribs.
Suggested products
Place at least 2 or 3 fully filled layers ("Solid layers" option in Slic3r) for the "top" and "bottom" faces.
Increase the fill of your object.
#17 Hole tops collapse
Symptom
Horizontal center hole top wires collapse during construction.
Possible causes
Plumb line too horizontal.
Mismatch between nozzle temperature, wire cooling and speed. nine0003
Suggested fixes
Reduce or eliminate this overhang area by modifying the 3D file geometry. An example is in the large hole in the photo, shaped like a drop of water, not a cylinder.
Add print supports below this area if the ledge is too difficult for the 3D printer.
Avoid too much slowdown in this area, even if the layer print time is short.
#18 Color or clarity varies
Symptom
The color or transparency of the material changes in different areas during 3D printing.
Possible causes
Different crystallization of the material due to different cooling rates.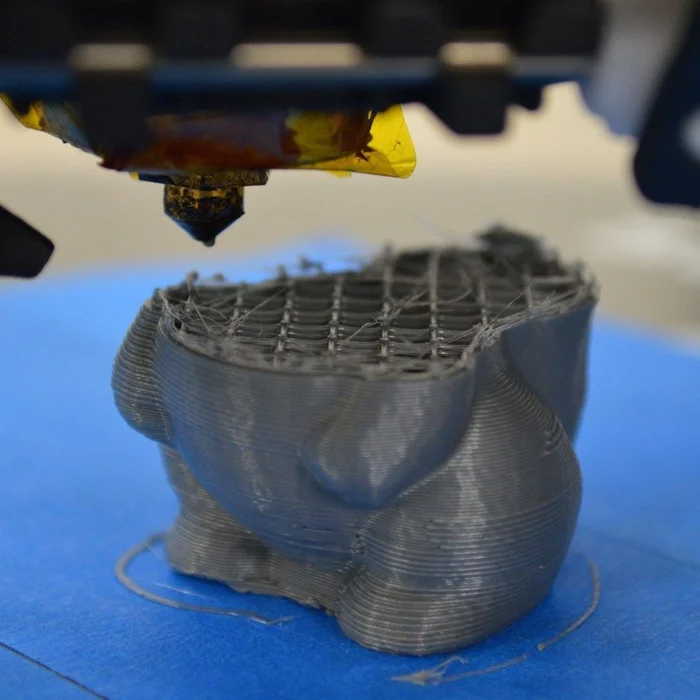 This may be due, for example, to the printing time of individual parts of the object or to the power of the fan.
This may be due, for example, to the printing time of individual parts of the object or to the power of the fan.
Radiation from the nozzle can affect the thermal cycle of the previous layer and thereby change its appearance.
The applied layer is too hot because the underlying layer has not had time to cool. nine0003
Be careful, the physical-mechanical properties of the part may change due to these differences in crystallization!
Suggested fixes
Better control of cooling with slicer settings: change fan power based on plate cooling time or slow print speed in proportion to plate surface.
Reduce extrusion temperature for faster and more uniform phase transition.
#19 Layers are delaminating
Symptom
Some layers are flexing and cracks appear between the different printed layers.
Possible causes
Twisting phenomenon due to the effect mentioned in #9 the above happens between layers.
The wire cools too quickly at the exit of the nozzle, it does not weld properly with the previous layer.
Severe contraction of the material during cooling or phase change.
Some materials extruded at high temperature (ABS, PC...) may present a significant shrinkage phenomenon. nine0003
Suggested remedies
Change the extrusion temperature.
Change the media.
Avoid blowing on a deferred wire, reducing fan power, or placing the printer in a draughty room.
Close the assembly area in a controlled cabinet at a temperature close to the glass transition temperature of the material.
#20 Drops appear
Symptom
Drops of material are deposited at various points on the side surface of the 3D printed object. nine0003
Possible causes
Excessive extrusion when resuming extrusion after stopping extrusion when moving from one point of the part to another or when changing layers.
Suggested Remedies
Some slicers have a setting that allows, after a pause in printing, to request that more be pushed in before resuming normal printing than was removed by retraction.
#21 Bowden extruder salivation
Symptom
Extruder Bowden is either running too hard or not running enough. First impressions of your extruder are not great, too much extruded material, bridges between different areas in motion where extrusion should stop.
Possible cause
Insufficient thread shrinkage to compensate for gap in Bowden tube. Depending on the diameter of the tube and filament, as well as the length of the body, the motor must draw a certain length of filament through the bends of the tube before the filament is drawn out of the heating head. nine0003
Suggested fixes
Increase the "pull" distance in the slicer. The detail on the left was printed with 1.