3D printing frederick md
Local 3D Printing Service in Frederick Md 21701
Email yourself a 10% off coupon
Send
Coupon sent! Check your email
Proceed to checkout: €
Add more 3D models
Upload 3D model
get an instant quote
or
Find 3D models
files accepted: stl, obj, zip, step, stp, iges, igs, 3ds, wrl
files accepted: stl, obj, zip, step, stp, iges, igs, 3ds, wrl
Proceed to checkout: €
discount applied: was €
+ Upload more 3D models
Proceed to checkout: €
discount applied: was €
"That’s why MakeXYZ.com is so important...simply contact a MakeXYZ maker and they’ll print off your item."
Read More
"Let MakeXYZ handle all of the dirty work for you. ..and watch the results unfold before your eyes."
Read More
"Makexyz is a 3D printing service with a brilliantly simple premise...It’s like Airbnb for 3D printers."
Read More
"Make local 3D printing possible, without ever owning a printer of your own..."
Read More
"Creating A Kinkos For 3-D Printing...connects people who need 3-D printers with those who have them."
Read More
Frederick Md 21701
change location
AnyPLA PlasticBrassNylonCeramicBronzeStainless SteelABS PlasticFull Color SandstoneAluminumWoodResinPolycarbonateBiomed/Industrial PlasticPaperFlexible PlasticSandstonePET PlasticHIPSConcreteFiberglassCarbon FiberFull Color PlasticFull Color PlasterConductive PLAWax
AnyFDMSLASLSPOLYJET
Any3D printingCAD DesignCNC3D scanning
Services: printer, 3D printing, CAD design
Printers & Materials: Ultimaker 2 (PLA Plastic)
Get A Quote
I built my Prusa in June of 2011, and it's been printing continually ever since.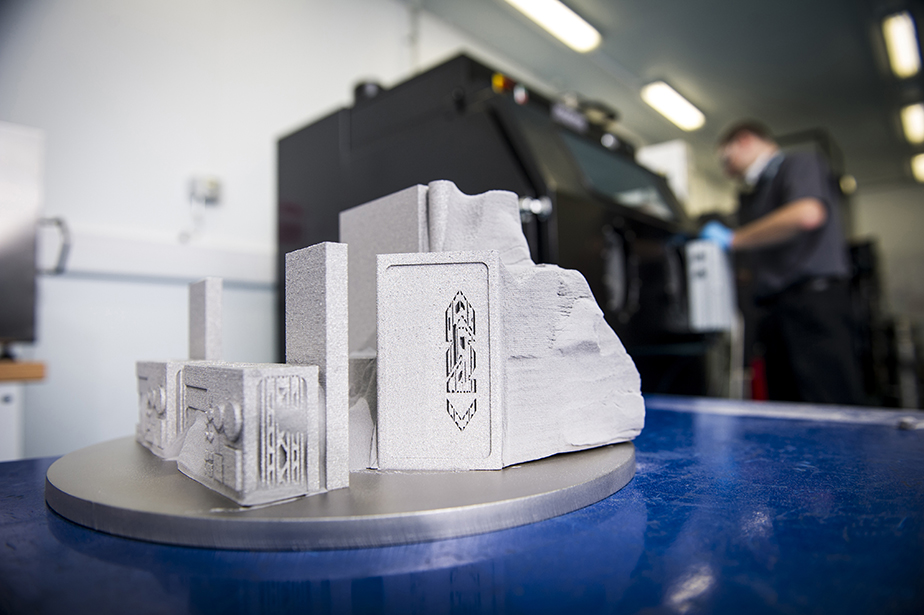 It's chief task has been creating other printers and repairing itself and everything else around my house. I typically design parts in Openscad, from a simple drawer guide to a redesigned delta-robot style printer. I've …
It's chief task has been creating other printers and repairing itself and everything else around my house. I typically design parts in Openscad, from a simple drawer guide to a redesigned delta-robot style printer. I've …
Services: printer, 3D printing, CAD design
Printers & Materials: Reprap Prusa (Nylon, Polycarbonate, ABS Plastic), Athena, RepRap Bertha (ABS Plastic)
Get A Quote
The Mega Prusa 17 lt has impressive build volume. My current color options: Black Red Orange Pink Blue Yellow White Green "Natural" undyed (translucent) I will eventually be getting more colors and shades, four shades that will glow under UV light (blue, green, orange, yellow), and three filaments that change …
Services: printer, 3D printing, CAD design
Printers & Materials: Mega Prusa 17 Lt (PLA Plastic)
Get A Quote
With 13 3D printers, I can produce a variety of parts to meet your requirements. I am a mechanical engineer from Rensselaer Polytechnic with 22 years of product design and manufacturing experience. I can manufacture custom parts or mass produce with full inventory and logistic management services. 3D printing is …
I am a mechanical engineer from Rensselaer Polytechnic with 22 years of product design and manufacturing experience. I can manufacture custom parts or mass produce with full inventory and logistic management services. 3D printing is …
Services: printer, 3D printing, CAD design
Printers & Materials: Makerbot Replicator 2X (PLA Plastic, ABS Plastic), Form 1+ (Resin), Makerbot Mini (PLA Plastic), Afinia (ABS Plastic), Lulzbot Taz 6 (HIPS, Flexible Plastic, Polycarbonate, Bronze, PLA Plastic, ABS Plastic)
Get A Quote
3D printing hobbyist, that generally like tinkering with anything mech/tech. I have a HIGHLY modified Robo3D that can print just about anything and in any color. Such are my refinements that I am willing to take orders of multiple colored items (in bands/layers). I have a variety of designs on …
Services: printer, 3D printing
Printers & Materials: Robo3D R1.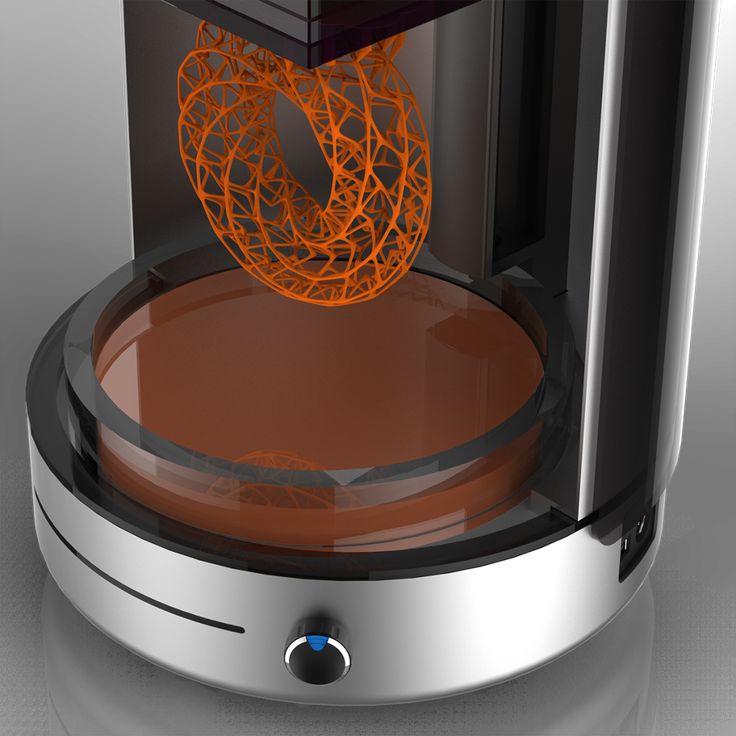 5 (Flexible Plastic, Wood, PLA Plastic, ABS Plastic)
5 (Flexible Plastic, Wood, PLA Plastic, ABS Plastic)
Get A Quote
I am an inventor and tinkerer. I also enjoy helping people create their dreams. I have a Printrbot Simple Metal with XYZ volume upgrades (8x8x10) and heated Mic 6 buildplate. I want to work with you to design and print your new idea.
Services: printer, 3D printing, CAD design
Printers & Materials: Printrbot Simple Metal + Huge Volume Upgrade + Heated Bed (Bronze, PET Plastic, Flexible Plastic, ABS Plastic, PLA Plastic)
Get A Quote
Souped up Replicator 2. Glass build plate. Advanced extruder. Located In Baltimore. Prints to 0.1mm resolution. Max size is 28.5 L X 15.3 W X 15.5 H CM [11.2 X 6.0 X 6.1 IN]. SolidWorks design capability. Form 2 resin printing. I am on Thingiverse. http://www.thingiverse.com/brackett27/overview
Services: printer, 3D printing, CAD design
Printers & Materials: Makerbot Replicator 2 (Nylon, ABS Plastic, PLA Plastic), Form 2 (Resin)
Get A Quote
Sponsered Ad
Maker Chamber Shop GO FROM DESIGN TO PARTS WITHIN DAYS Need ideas or files to get started 3D printing? Check out these websites to start searching for ideas: -thingiverse. com -cults3d.com -myminifactory.com -yeggi.com -prusaprinters.org If you find something you like just send us the link to the page and we will …
com -cults3d.com -myminifactory.com -yeggi.com -prusaprinters.org If you find something you like just send us the link to the page and we will …
Services: printer, 3D printing
Printers & Materials: Formlabs 3L (Resin), Prusa i3 MK3S (PLA Plastic, Nylon, ABS Plastic, Polycarbonate, Flexible Plastic, PET Plastic, Carbon Fiber), Artillery Sidewinder X1 (PLA Plastic)
Get A Quote
Here at XYZ Printing we can help you make your project a reality! We print models in nearly any available print material, and welcome special requests. We have printed models in PLA, ABS, Glass, Nylon, PET as well as two specialty materials: Wood and Sandstone Composites that give a natural, …
Services: printer, 3D printing, CAD design
Printers & Materials: High Resolution 3D Printer (Wood, Nylon, Polycarbonate, Biomed/Industrial Plastic, Flexible Plastic, PLA Plastic, PET Plastic, Sandstone, ABS Plastic)
Get A Quote
Free US shipping for any order over $15 I use Simplify3D for my slicer. The infill patterns that I can do are: rectilinear, grid, triangular, wiggle, fast honeycomb, and full honeycomb. I'm a computer Engr. who has been interested in 3D printing for a while. Back in April 2015 I …
The infill patterns that I can do are: rectilinear, grid, triangular, wiggle, fast honeycomb, and full honeycomb. I'm a computer Engr. who has been interested in 3D printing for a while. Back in April 2015 I …
Services: printer, 3D printing
Printers & Materials: Flashforge Dreamer (PLA Plastic, ABS Plastic)
Get A Quote
I run Makerbot Replicator 2, 2x, and z18 as well as a Cubepro Duo. I am a student at Syracuse University studying mechanical engineering.
Services: printer, 3D printing, CAD design
Printers & Materials: Makerbot Replicator Z18 (PLA Plastic)
Get A Quote
hello, Welcome to my profile, please message me about any projects you might have. even if you have questions reguarding your potential prints. I'm willing create your prototypes into 3d printable files and I can print them for you aswell. I get requests through my phone so I am able …
I get requests through my phone so I am able …
Services: printer, 3D printing, CAD design
Printers & Materials: Anet Et4 (PLA Plastic, PET Plastic), Anet a6 Hybrid (PLA Plastic)
Get A Quote
FDM: Fused deposition modeling
FDM: Fused deposition modeling or FDM 3D Printing is the go-to choice for affordable and fast prototypes, the creation of marketing items like 3D logos and just-for-fun projects. FDM handles difficult geometry including undercuts. Turn-around time from most printers is quick.
A diverse range of materials are used, but deposited layers are often visible. FDM objects are 50% weaker than injection molded parts. Did you know that FDM is also called FFF ' fused filament fabrication?
Get Instant quote
Learn More
SLA: Stereolithography
SLA: Stereolithography or SLA 3D Printing produces smooth surfaces and offers excellent detail. Printed objects have the feel of injection molded parts. SLA is popular for prototyping, manufacturing in single and small batches and producing dental/medical models and prosthetics.
Printed objects have the feel of injection molded parts. SLA is popular for prototyping, manufacturing in single and small batches and producing dental/medical models and prosthetics.
DLP, or digital light processing, is a form of SLA that offers quicker printing but less resolution. The surface of DLP-printed parts is not as smooth. SLA/DLP parts are strong, resistant to water. Additional properties depend on the material, usually resin, that is used. Because SLA printers and materials are expensive, print costs can be higher.
Get Instant quote
Learn More
SLS: Selective laser sintering
SLS: Selective laser sintering or SLS 3D Printing is direct digital manufacturing with tremendous accuracy. It is used in rapid prototyping, small-batch manufacturing and custom tool production. It is used with sand, rubber, metal, glass and polymers including nylon and polystyrene.
It is used with sand, rubber, metal, glass and polymers including nylon and polystyrene.
SLS is used to manufacture functional and non-functional parts. Complexity is not a problem. Some parts require machining after printing to improve the surface. Longer lead times of several days are often required with SLS.
Get Instant quote Learn More
Jetting or PolyJet:
Jetting or PolyJet: PolyJet material printing is used when dimensional precision are smooth surfaces are demanded. It offers an excellent range of plastic photopolymer options and is used for concept models, rapid prototyping, small-batch manufacturing, and producing jigs, fixtures and tools. Materials used can be brittle, so using material jetting for functional parts is not recommended. Polyjet prints are highly customizable and our sales staff is happy to help. Please email part files and print requirements to [email protected]
Please email part files and print requirements to [email protected]
Get Instant quote
Learn More
ABS
This tough, precise plastic is used in LEGOs. FDM with ABS is affordable and has excellent mechanical...
Get Instant quote
Learn More
PLA
This is today's green print plastic used in FDM printing. Polylactic acid is made from biodegradable...
Get Instant quote
Learn More
NYLON
Used with SLS and FDM printing, nylon is a strong and versatile material for single-part...
Get Instant quote
Learn More
RESIN
When precision detail and a smooth surface are essential, resin is ideal. Used in SLA, DLP and.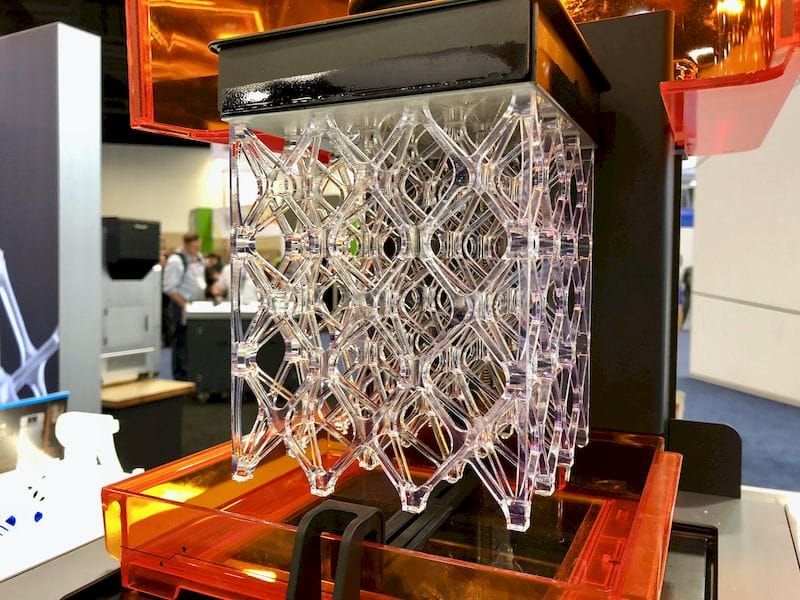 ..
..
Get Instant quote
Learn More
TPU
This thermoplastic elastomer is right for SLS and FDM printing. TPU is flexible, even rubberlike, but...
Get Instant quote
Learn More
PETG
Polyethylene terephthalate glycol is an FDM material with quick turnaround time. This thermoplastic...
Get Instant quote
Learn More
PEKK
Biomedical and Industrial plastic/PEKK: Polyetherkeytonekeytone is strong...
Get Instant quote
Learn More
3D Printing Service Frederick, MD | Instant Quotes Online
Our 3D printing capabilities
We have over 90 3D printing shops in our network and are well known for manufacturing high-quality parts at competitive prices, from rapid prototyping with Fused Deposition Modeling (FDM) to functional end parts made with Selective Laser Sintering (SLS) or Multi Jet Fusion (MJF).
Gallery of 3D printed parts manufactured by Hubs
With over 65,000 customers from every industry, including aerospace, defense, robotics, medical, machinery, automotive and electronics, we have extensive experience meeting a diverse range of 3D printing requirements, from prototyping to production: Visual aids, concept models, injection-molding prototypes, form-fit & function prototypes, tooling and casting patterns, jigs, grips and fixtures, and durable end parts.
HP PA 12 - Dyed Black
| Customer | True North Design |
| Purpose | Structural and vacuum EOAT components |
| Process | SLS / MJF |
| Unit price | $69.23 / $34.33 |
| Industry | Automotive |
Prototyping PLA
| Customer | Allision Conner |
| Purpose | End caps and cable strain relief for sheet metal enclosure |
| Process | FDM |
| Unit price | $7. 92 / $4.72 / $2.80 92 / $4.72 / $2.80 |
| Industry | Industrial Automation |
HP PA 12
| Customer | US Hammer |
| Description | A part for gasoline engine powered jackhammers |
| Process | MJF |
| Unit price | $22.18 |
| Industry | Construction |
Markforged Onyx - Black
| Customer | Autocom Manufacturing |
| Purpose | A production part for 3D printed lathe gantry gripper fingers |
| Process | FDM |
| Unit price | $48.86 |
| Industry | Automotive |
PC Stratasys - white
| Customer | Terumo medical corporation |
| Purpose | Prototyping parts used for a disposable electrical device |
| Process | FDM |
| Unit price | $55. 38 / $32.96 38 / $32.96 |
| Industry | Medical |
Formlabs Clear Resin
| Customer | Aversan Inc |
| Purpose | A prototyping part of an injection molded component for an automated door mechanism |
| Process | SLA |
| Unit price | $29.83 |
| Industry | Aerospace |
HP PA 12 - Dyed Black
| Customer | True North Design |
| Purpose | Structural and vacuum EOAT components |
| Process | SLS / MJF |
| Unit price | $69.23 / $34.33 |
| Industry | Automotive |
Prototyping PLA
| Customer | Allision Conner |
| Purpose | End caps and cable strain relief for sheet metal enclosure |
| Process | FDM |
| Unit price | $7.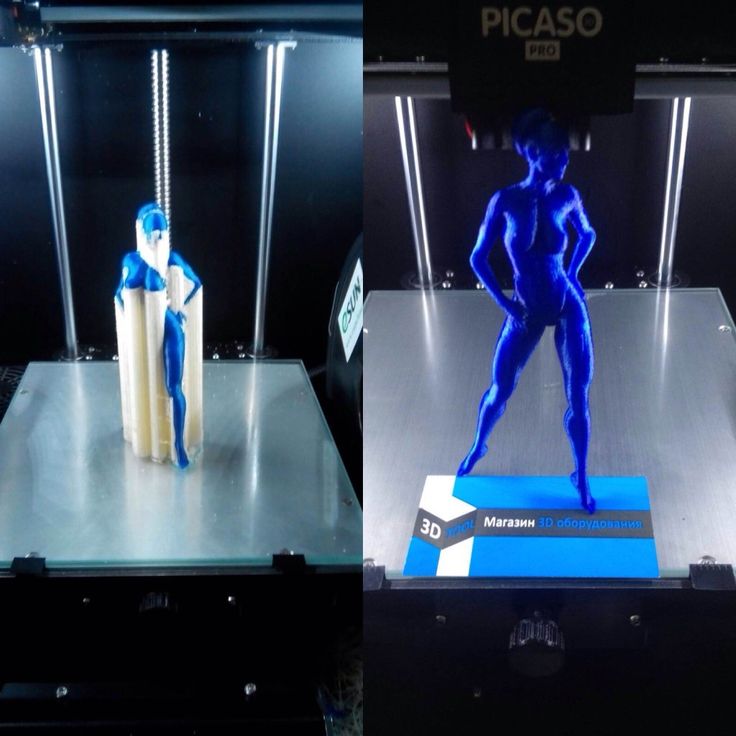 92 / $4.72 / $2.80 92 / $4.72 / $2.80 |
| Industry | Industrial Automation |
HP PA 12
| Customer | US Hammer |
| Description | A part for gasoline engine powered jackhammers |
| Process | MJF |
| Unit price | $22.18 |
| Industry | Construction |
Markforged Onyx - Black
| Customer | Autocom Manufacturing |
| Purpose | A production part for 3D printed lathe gantry gripper fingers |
| Process | FDM |
| Unit price | $48.86 |
| Industry | Automotive |
PC Stratasys - white
| Customer | Terumo medical corporation |
| Purpose | Prototyping parts used for a disposable electrical device |
| Process | FDM |
| Unit price | $55. 38 / $32.96 38 / $32.96 |
| Industry | Medical |
Formlabs Clear Resin
| Customer | Aversan Inc |
| Purpose | A prototyping part of an injection molded component for an automated door mechanism |
| Process | SLA |
| Unit price | $29.83 |
| Industry | Aerospace |
HP PA 12 - Dyed Black
| Customer | True North Design |
| Purpose | Structural and vacuum EOAT components |
| Process | SLS / MJF |
| Unit price | $69.23 / $34.33 |
| Industry | Automotive |
Prototyping PLA
| Customer | Allision Conner |
| Purpose | End caps and cable strain relief for sheet metal enclosure |
| Process | FDM |
| Unit price | $7. 92 / $4.72 / $2.80 92 / $4.72 / $2.80 |
| Industry | Industrial Automation |
HP PA 12
| Customer | US Hammer |
| Description | A part for gasoline engine powered jackhammers |
| Process | MJF |
| Unit price | $22.18 |
| Industry | Construction |
Markforged Onyx - Black
| Customer | Autocom Manufacturing |
| Purpose | A production part for 3D printed lathe gantry gripper fingers |
| Process | FDM |
| Unit price | $48.86 |
| Industry | Automotive |
PC Stratasys - white
| Customer | Terumo medical corporation |
| Purpose | Prototyping parts used for a disposable electrical device |
| Process | FDM |
| Unit price | $55. 38 / $32.96 38 / $32.96 |
| Industry | Medical |
Formlabs Clear Resin
| Customer | Aversan Inc |
| Purpose | A prototyping part of an injection molded component for an automated door mechanism |
| Process | SLA |
| Unit price | $29.83 |
| Industry | Aerospace |
HP PA 12 - Dyed Black
| Customer | True North Design |
| Purpose | Structural and vacuum EOAT components |
| Process | SLS / MJF |
| Unit price | $69.23 / $34.33 |
| Industry | Automotive |
Prototyping PLA
| Customer | Allision Conner |
| Purpose | End caps and cable strain relief for sheet metal enclosure |
| Process | FDM |
| Unit price | $7. 92 / $4.72 / $2.80 92 / $4.72 / $2.80 |
| Industry | Industrial Automation |
HP PA 12
| Customer | US Hammer |
| Description | A part for gasoline engine powered jackhammers |
| Process | MJF |
| Unit price | $22.18 |
| Industry | Construction |
Markforged Onyx - Black
| Customer | Autocom Manufacturing |
| Purpose | A production part for 3D printed lathe gantry gripper fingers |
| Process | FDM |
| Unit price | $48.86 |
| Industry | Automotive |
PC Stratasys - white
| Customer | Terumo medical corporation |
| Purpose | Prototyping parts used for a disposable electrical device |
| Process | FDM |
| Unit price | $55. 38 / $32.96 38 / $32.96 |
| Industry | Medical |
Formlabs Clear Resin
| Customer | Aversan Inc |
| Purpose | A prototyping part of an injection molded component for an automated door mechanism |
| Process | SLA |
| Unit price | $29.83 |
| Industry | Aerospace |
HP PA 12 - Dyed Black
| Customer | True North Design |
| Purpose | Structural and vacuum EOAT components |
| Process | SLS / MJF |
| Unit price | $69.23 / $34.33 |
| Industry | Automotive |
Prototyping PLA
| Customer | Allision Conner |
| Purpose | End caps and cable strain relief for sheet metal enclosure |
| Process | FDM |
| Unit price | $7.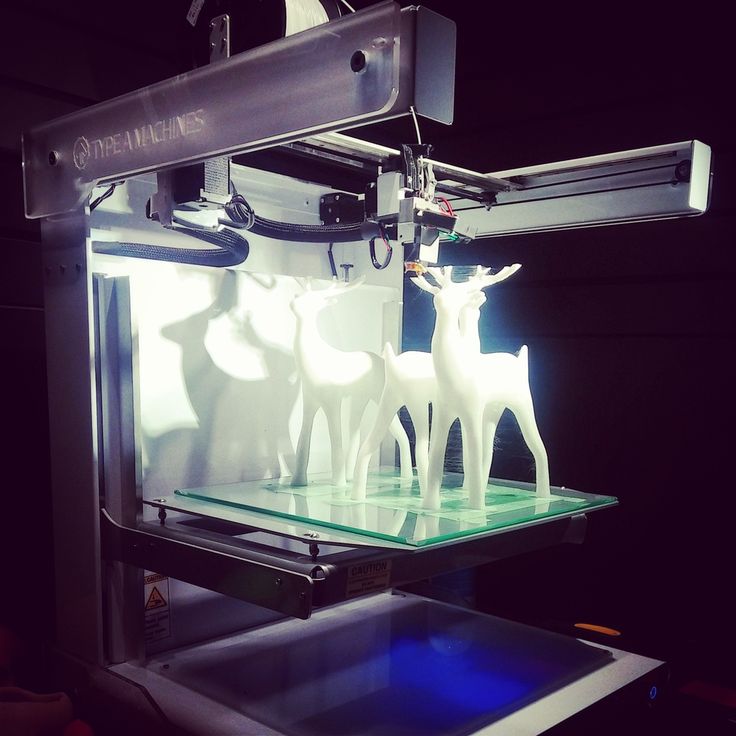 92 / $4.72 / $2.80 92 / $4.72 / $2.80 |
| Industry | Industrial Automation |
HP PA 12
| Customer | US Hammer |
| Description | A part for gasoline engine powered jackhammers |
| Process | MJF |
| Unit price | $22.18 |
| Industry | Construction |
Markforged Onyx - Black
| Customer | Autocom Manufacturing |
| Purpose | A production part for 3D printed lathe gantry gripper fingers |
| Process | FDM |
| Unit price | $48.86 |
| Industry | Automotive |
PC Stratasys - white
| Customer | Terumo medical corporation |
| Purpose | Prototyping parts used for a disposable electrical device |
| Process | FDM |
| Unit price | $55.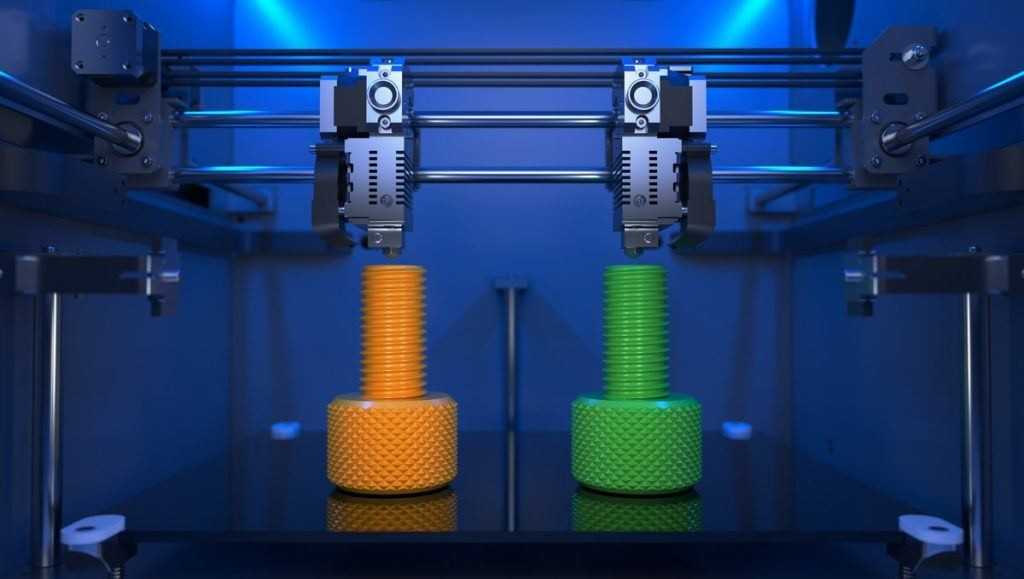 38 / $32.96 38 / $32.96 |
| Industry | Medical |
Formlabs Clear Resin
| Customer | Aversan Inc |
| Purpose | A prototyping part of an injection molded component for an automated door mechanism |
| Process | SLA |
| Unit price | $29.83 |
| Industry | Aerospace |
HP PA 12 - Dyed Black
| Customer | True North Design |
| Purpose | Structural and vacuum EOAT components |
| Process | SLS / MJF |
| Unit price | $69.23 / $34.33 |
| Industry | Automotive |
Prototyping PLA
| Customer | Allision Conner |
| Purpose | End caps and cable strain relief for sheet metal enclosure |
| Process | FDM |
| Unit price | $7. 92 / $4.72 / $2.80 92 / $4.72 / $2.80 |
| Industry | Industrial Automation |
HP PA 12
| Customer | US Hammer |
| Description | A part for gasoline engine powered jackhammers |
| Process | MJF |
| Unit price | $22.18 |
| Industry | Construction |
Markforged Onyx - Black
| Customer | Autocom Manufacturing |
| Purpose | A production part for 3D printed lathe gantry gripper fingers |
| Process | FDM |
| Unit price | $48.86 |
| Industry | Automotive |
PC Stratasys - white
| Customer | Terumo medical corporation |
| Purpose | Prototyping parts used for a disposable electrical device |
| Process | FDM |
| Unit price | $55. 38 / $32.96 38 / $32.96 |
| Industry | Medical |
Formlabs Clear Resin
| Customer | Aversan Inc |
| Purpose | A prototyping part of an injection molded component for an automated door mechanism |
| Process | SLA |
| Unit price | $29.83 |
| Industry | Aerospace |
HP PA 12 - Dyed Black
| Customer | True North Design |
| Purpose | Structural and vacuum EOAT components |
| Process | SLS / MJF |
| Unit price | $69.23 / $34.33 |
| Industry | Automotive |
Prototyping PLA
| Customer | Allision Conner |
| Purpose | End caps and cable strain relief for sheet metal enclosure |
| Process | FDM |
| Unit price | $7. 92 / $4.72 / $2.80 92 / $4.72 / $2.80 |
| Industry | Industrial Automation |
HP PA 12
| Customer | US Hammer |
| Description | A part for gasoline engine powered jackhammers |
| Process | MJF |
| Unit price | $22.18 |
| Industry | Construction |
Markforged Onyx - Black
| Customer | Autocom Manufacturing |
| Purpose | A production part for 3D printed lathe gantry gripper fingers |
| Process | FDM |
| Unit price | $48.86 |
| Industry | Automotive |
PC Stratasys - white
| Customer | Terumo medical corporation |
| Purpose | Prototyping parts used for a disposable electrical device |
| Process | FDM |
| Unit price | $55. 38 / $32.96 38 / $32.96 |
| Industry | Medical |
Formlabs Clear Resin
| Customer | Aversan Inc |
| Purpose | A prototyping part of an injection molded component for an automated door mechanism |
| Process | SLA |
| Unit price | $29.83 |
| Industry | Aerospace |
HP PA 12 - Dyed Black
| Customer | True North Design |
| Purpose | Structural and vacuum EOAT components |
| Process | SLS / MJF |
| Unit price | $69.23 / $34.33 |
| Industry | Automotive |
Prototyping PLA
| Customer | Allision Conner |
| Purpose | End caps and cable strain relief for sheet metal enclosure |
| Process | FDM |
| Unit price | $7.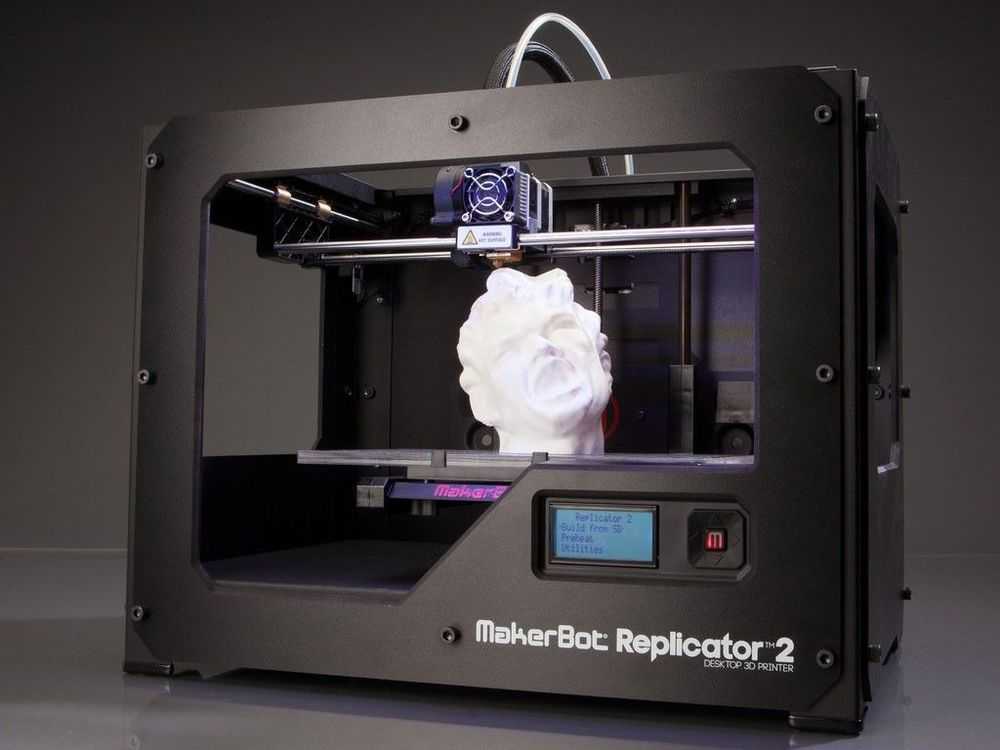 92 / $4.72 / $2.80 92 / $4.72 / $2.80 |
| Industry | Industrial Automation |
HP PA 12
| Customer | US Hammer |
| Description | A part for gasoline engine powered jackhammers |
| Process | MJF |
| Unit price | $22.18 |
| Industry | Construction |
Markforged Onyx - Black
| Customer | Autocom Manufacturing |
| Purpose | A production part for 3D printed lathe gantry gripper fingers |
| Process | FDM |
| Unit price | $48.86 |
| Industry | Automotive |
PC Stratasys - white
| Customer | Terumo medical corporation |
| Purpose | Prototyping parts used for a disposable electrical device |
| Process | FDM |
| Unit price | $55. 38 / $32.96 38 / $32.96 |
| Industry | Medical |
Formlabs Clear Resin
| Customer | Aversan Inc |
| Purpose | A prototyping part of an injection molded component for an automated door mechanism |
| Process | SLA |
| Unit price | $29.83 |
| Industry | Aerospace |
HP PA 12 - Dyed Black
| Customer | True North Design |
| Purpose | Structural and vacuum EOAT components |
| Process | SLS / MJF |
| Unit price | $69.23 / $34.33 |
| Industry | Automotive |
Prototyping PLA
| Customer | Allision Conner |
| Purpose | End caps and cable strain relief for sheet metal enclosure |
| Process | FDM |
| Unit price | $7. 92 / $4.72 / $2.80 92 / $4.72 / $2.80 |
| Industry | Industrial Automation |
HP PA 12
| Customer | US Hammer |
| Description | A part for gasoline engine powered jackhammers |
| Process | MJF |
| Unit price | $22.18 |
| Industry | Construction |
Markforged Onyx - Black
| Customer | Autocom Manufacturing |
| Purpose | A production part for 3D printed lathe gantry gripper fingers |
| Process | FDM |
| Unit price | $48.86 |
| Industry | Automotive |
PC Stratasys - white
| Customer | Terumo medical corporation |
| Purpose | Prototyping parts used for a disposable electrical device |
| Process | FDM |
| Unit price | $55. 38 / $32.96 38 / $32.96 |
| Industry | Medical |
Formlabs Clear Resin
| Customer | Aversan Inc |
| Purpose | A prototyping part of an injection molded component for an automated door mechanism |
| Process | SLA |
| Unit price | $29.83 |
| Industry | Aerospace |
HP PA 12 - Dyed Black
| Customer | True North Design |
| Purpose | Structural and vacuum EOAT components |
| Process | SLS / MJF |
| Unit price | $69.23 / $34.33 |
| Industry | Automotive |
Prototyping PLA
| Customer | Allision Conner |
| Purpose | End caps and cable strain relief for sheet metal enclosure |
| Process | FDM |
| Unit price | $7.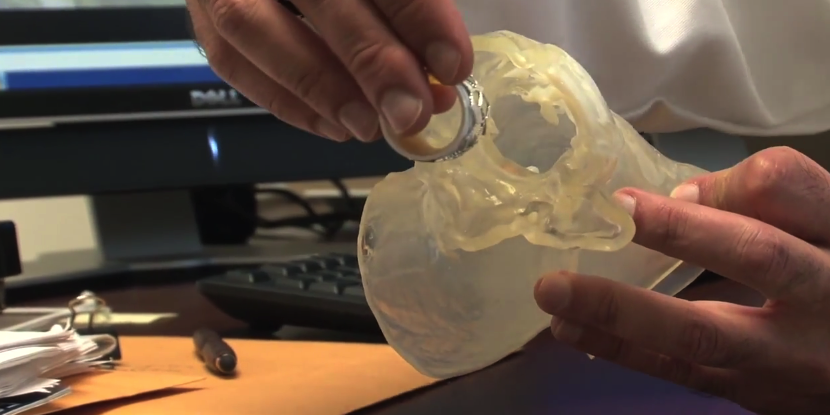 92 / $4.72 / $2.80 92 / $4.72 / $2.80 |
| Industry | Industrial Automation |
HP PA 12
| Customer | US Hammer |
| Description | A part for gasoline engine powered jackhammers |
| Process | MJF |
| Unit price | $22.18 |
| Industry | Construction |
Markforged Onyx - Black
| Customer | Autocom Manufacturing |
| Purpose | A production part for 3D printed lathe gantry gripper fingers |
| Process | FDM |
| Unit price | $48.86 |
| Industry | Automotive |
PC Stratasys - white
| Customer | Terumo medical corporation |
| Purpose | Prototyping parts used for a disposable electrical device |
| Process | FDM |
| Unit price | $55. 38 / $32.96 38 / $32.96 |
| Industry | Medical |
Formlabs Clear Resin
| Customer | Aversan Inc |
| Purpose | A prototyping part of an injection molded component for an automated door mechanism |
| Process | SLA |
| Unit price | $29.83 |
| Industry | Aerospace |
Instant, online 3D printing quotes
-
Upload a CAD to start (STEP, STP, IGES, IGS, SLDPRT, 3DM, SAT, STL, OBJ or X_T)
-
Price updates in real-time as you change materials, lead time, etc..
-
No hidden costs. Our instant quotes are not just indications, but the actual price, and include shipping and customs up front.
Learn about how our quoting algorithm works
Our ordering process
Receive instant quote
Upload your CAD to our online quoting platform
Confirm specs
Configure your part specifications and select a lead time that suits your schedule
Production
We select the best manufacturer for your order, and production begins immediately
Quality control
We take full responsibility for making sure your parts are manufactured according to our standards
Delivery
Our 3D printing service has been rated 4.9/5
Over 273 customers are satisfied with our 3D printing service.

“Enza3D did an amazing job printing the parts and communicating. The super impressive part though was there turn around time from when they accepted the job till I received the parts.”
“Print turned out perfect! Excellent feedback throughout!”
“Thank you for the very quick order! It came out great”
“received quickly and work was high quality”
“Quality is excellent, and customer service was unbeatable--actually turned it around in one day, faster than promised. Highly recommended.”
“Quick service. Part quality was very good.”
“fast and excellent quality and customer service. I will order something from you in the future.”
“Great job and communication. I am very pleased. ”
“The parts look great and arrived very quickly!”
“Excellent quality parts. Good feedback on design.”
“Excellent printer! Great communication, lots of pictures of the work in progress, and he made sure that it was done correctly. Items were shipped quickly once completed and packaged well so there was no breakage of fragile parts. ”
”
“A++++++++++++++++++++++++++++++++++++++++++++”
“Quality parts and quick service. Thank you! I hope yo use your services again.”
“Was extremely helpful in giving tips on how to sand and prime the parts! Very friendly as well! Cannot reccomend enough!”
“Very friendly, helpful, and insightful. Completed our order quicker than estimated by Hubs.”
“Great experience as always with perfect prints! Highly recommend!”
“Great work. Excellent print and great communication. Highly recommended.”
“Excellent customer service and quality of print!”
“This turned out even better than I expected! Excellent work!”
“Great print! Professional packaging and communication as well!”
“You did a good job, fast and clear/clean, thank you.”
“Easy to do business with. Great communicator. Keep me informed during the entire printing process.”
“Great! Everything came as expected and super fast. I would definitely order from this maker again.”
“I love this product and quality was so good. ”
”
“Great communication and wonderful print quality!”
Show more reviews
Show less reviews
Teams build better parts
Create your Hubs team and start collaborating
Read more
The Hubs Standard - consistent quality, every time
Hubs takes the stress out of manufacturing by guaranteeing the quality and consistency of every part. Each order is dimensionally and visually inspected to make sure it meets the Hubs Standard.
3D printing materials
We can generate instant 3D printing quotes for 25+ plastics. For metal 3D-printed parts, you can request a quote from our parent company, Protolabs.
Available materials
SLS
PA 12 Glass filled PA 12
Desktop FDM
Prototyping PETG Prototyping ASA Prototyping TPU Prototyping ABS Prototyping PLA
Desktop SLA
Formlabs Standard Resin Formlabs Clear Resin Formlabs Tough Resin 2000 Formlabs Rigid Resin 4000 Formlabs Grey Pro Resin Formlabs Flexible Resin 80A Formlabs High Temp Resin Formlabs Durable Resin
MJF
HP PA 12 Glass filled HP PA 12
Industrial FDM
Markforged Onyx ABSplus Stratasys ULTEM 9085 Stratasys Stratasys ASA ABS M30 Stratasys ULTEM 1010 Stratasys
Industrial SLA
Accura 25 (PP-like) Accura ClearVue Accura Xtreme White 200 (ABS-like)
3D printing locations near Frederick, MD
Silver Spring, MD Wheaton, MD Washington, DC
Bethesda, MD Aspen Hill, MD North Bethesda, MD
Arlington, VA Rockville, MD Alexandria, VA
Columbia, MD
The 3D Printing Handbook
No one understands 3D printing like us - our founders literally wrote the book. Click here to download the sample chapters.
Click here to download the sample chapters.
Buy the book from Amazon
FAQ's
How much does your 3D printing service cost?
The cost of your 3D printed parts depends on factors such as part volume, part complexity, choice of material, which 3D printing technology is used, and if any post processing is required. For more details on these cost factors, see our article on the cost of 3d printing. To check the cost of your 3D printed part, simply upload a CAD (.STL) file and select your material and 3D printing technology to receive a quote within seconds.
How do you guarantee the quality of my prints?
Your parts are made by experienced 3D printing shops within our network. All facilities are regularly audited to ensure they consistently meet the Hubs quality standard. We include a standardized inspection report with every order and offer a First Article Inspection service on orders of 100+ units.
We have partners in our network with the following certifications, available on request: ISO9001, ISO13485 and AS9100.
Follow this link to read more about our quality assurance measures.
How do I select the right 3D printing process for my prints?
You can select the right 3D printing process by examining which materials suit your need and what your use case is.
By material: if you already know which material you would like to use, selecting a 3D printing process is relatively easy, as many materials are technology specific.
By use case: once you know whether you need a functional or visual part, choosing a process is easy.
For more help, read our guide to selecting the right 3D printing process. Find out more about Fused Deposition Modeling (FDM), Selective Laser Sintering (SLS), Multi Jet Fusion (MJF) and Stereolithography (SLA).
How can I reduce the cost of my 3D prints?
In order to reduce the cost of your 3D prints you need to understand the impact certain factors have on cost. The main cost influencing factors are the material type, individual part volume, printing technology and post-processing requirements.
The main cost influencing factors are the material type, individual part volume, printing technology and post-processing requirements.
Once these have been decided, an easy way to further cut costs is to reduce the amount of material used. This can be done by decreasing the size of your model, hollowing it out, and eliminating the need for support structures.
To learn more, read our full guide on how to reduce the cost of 3D printing.
Where can I learn more about 3D printing?
Our knowledge base is full of in-depth design guidelines, explanations on process and surface finishes, and information on how to create and use CAD files. Our 3D printing content has been written by an expert team of engineers and technicians over the years.
See our complete engineering guide to 3D printing for a full breakdown of the different 3D printing technologies and materials. If you want even more 3D printing, then check out our acclaimed 3D printing handbook here.
We have an extensive range of online resources developed to help engineers improve their capabilities.
Introductory guides
Design guides
Material guides
Applications
CAD & file preparation
Post processing & finishing
Our other manufacturing capabilities
CNC machining
CNC machining
Milling (3-, 4- & full 5-axis), turning and post-processing
-
50+ metals and plastics & 10 surface finishes
-
Tolerances down to ±.0008” (0.020 mm)
-
Lead times from 5 business days
See our CNC machining services
Put your 3D printed parts into production today
Get an instant 3D printing quote
3D printing for "dummies" or "what is a 3D printer?"
- 1 3D printing term
- 2 3D printing methods
- 2.
 1 Extrusion printing
1 Extrusion printing - 2.2 Melting, sintering or gluing
- 2.3 Stereolithography
- 2.4 Lamination
- 3 Fused Deposition Printing (FDM)
- 3.1 Consumables
- 3.2 Extruder
- 3.3 Working platform
- 3.4 Positioners
- 3.5 Control
- 3.6 Varieties of FDM printers
- 4 Laser stereolithography (SLA)
- 4.1 Lasers and projectors
- 4.2 Cuvette and resin
- 4.3 Types of stereolithographic printers
3D printing term
The term 3D printing has several synonyms, one of which quite briefly and accurately characterizes the essence of the process - "additive manufacturing", that is, production by adding material. The term was not coined by chance, because this is the main difference between multiple 3D printing technologies and the usual methods of industrial production, which in turn received the name "subtractive technologies", that is, "subtractive". If during milling, grinding, cutting and other similar procedures, excess material is removed from the workpiece, then in the case of additive manufacturing, material is gradually added until a solid model is obtained.
If during milling, grinding, cutting and other similar procedures, excess material is removed from the workpiece, then in the case of additive manufacturing, material is gradually added until a solid model is obtained.
Soon 3D printing will even be tested on the International Space Station
Strictly speaking, many traditional methods could be classified as "additive" in the broad sense of the word - for example, casting or riveting. However, it should be borne in mind that in these cases, either the consumption of materials is required for the manufacture of specific tools used in the production of specific parts (as in the case of casting), or the whole process is reduced to joining ready-made parts (welding, riveting, etc.). In order for the technology to be classified as “3D printing”, the final product must be built from raw materials, not blanks, and the formation of objects must be arbitrary - that is, without the use of forms. The latter means that additive manufacturing requires a software component. Roughly speaking, additive manufacturing requires computer control so that the shape of final products can be determined by building digital models. It was this factor that delayed the widespread adoption of 3D printing until the moment when numerical control and 3D design became widely available and highly productive.
Roughly speaking, additive manufacturing requires computer control so that the shape of final products can be determined by building digital models. It was this factor that delayed the widespread adoption of 3D printing until the moment when numerical control and 3D design became widely available and highly productive.
3D printing techniques
3D printing technologies are numerous, and there are even more names for them due to patent restrictions. However, you can try to divide technologies into main areas:
Extrusion printing
This includes methods such as deposition deposition (FDM) and multi-jet printing (MJM). This method is based on the extrusion (extrusion) of consumables with the sequential formation of the finished product. As a rule, consumables consist of thermoplastics or composite materials based on them.
Melting, sintering or bonding
This approach is based on bonding powdered material together. Formation is done in different ways. The simplest is gluing, as is the case with 3D inkjet printing (3DP). Such printers deposit thin layers of powder onto the build platform, which are then selectively bonded with a binder. Powders can be made up of virtually any material that can be ground to a powder—plastic, wood, metal.
Formation is done in different ways. The simplest is gluing, as is the case with 3D inkjet printing (3DP). Such printers deposit thin layers of powder onto the build platform, which are then selectively bonded with a binder. Powders can be made up of virtually any material that can be ground to a powder—plastic, wood, metal.
This model of James Bond's Aston Martin was successfully printed on Voxeljet's SLS printer and blown up just as successfully during the filming of Skyfall instead of the expensive original
sintering (SLS and DMLS) and smelting (SLM), which allow you to create all-metal parts. As with 3D inkjet printing, these devices apply thin layers of powder, but the material is not glued together, but sintered or melted using a laser. Laser sintering (SLS) is used to work with both plastic and metal powders, although metal pellets usually have a more fusible shell, and after printing they are additionally sintered in special ovens. DMLS is a variant of SLS installations with more powerful lasers that allow sintering metal powders directly without additives. SLM printers provide not just sintering of particles, but their complete melting, which allows you to create monolithic models that do not suffer from the relative fragility caused by the porosity of the structure. As a rule, printers for working with metal powders are equipped with vacuum working chambers, or they replace air with inert gases. Such a complication of the design is caused by the need to work with metals and alloys subject to oxidation - for example, with titanium.
SLM printers provide not just sintering of particles, but their complete melting, which allows you to create monolithic models that do not suffer from the relative fragility caused by the porosity of the structure. As a rule, printers for working with metal powders are equipped with vacuum working chambers, or they replace air with inert gases. Such a complication of the design is caused by the need to work with metals and alloys subject to oxidation - for example, with titanium.
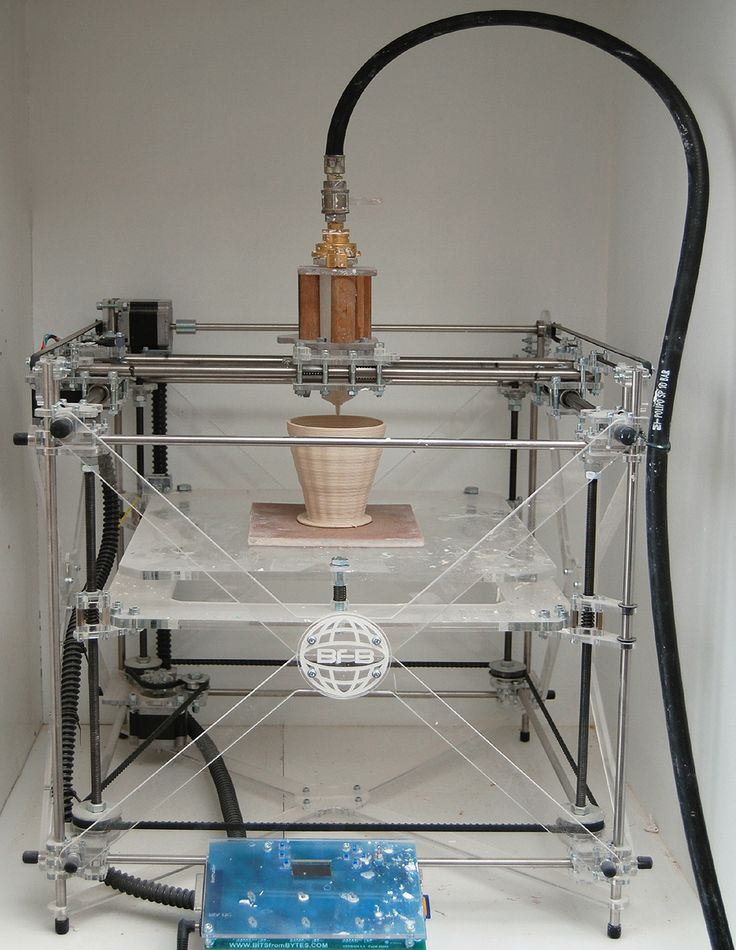
Stereolithography
How an SLA printer works
Stereolithography printers use special liquid materials called "photopolymer resins". The term "photopolymerization" refers to the ability of a material to harden when exposed to light. As a rule, such materials react to ultraviolet irradiation.
Resin is poured into a special container with a movable platform, which is installed in a position near the surface of the liquid. The layer of resin covering the platform corresponds to one layer of the digital model. Then a thin layer of resin is processed by a laser beam, hardening at the points of contact. At the end of illumination, the platform together with the finished layer is immersed to the thickness of the next layer, and illumination is performed again.
Then a thin layer of resin is processed by a laser beam, hardening at the points of contact. At the end of illumination, the platform together with the finished layer is immersed to the thickness of the next layer, and illumination is performed again.
Lamination
Laminating (LOM) 3D printers workflow
Some 3D printers build models using sheet materials - paper, foil, plastic film.
Layers of material are glued on top of each other and cut to the contours of the digital model using a laser or a blade.
These machines are well suited for prototyping and can use very cheap consumables, including regular office paper. However, the complexity and noise of these printers, coupled with the limitations of the models they produce, limit their popularity.
Fused Deposition Modeling (FDM) and Laser Stereolithography (SLA) are the most popular 3D printing methods used in the home and office.
Let's take a closer look at these technologies.
Fused Deposition Printing (FDM)
FDM is perhaps the simplest and most affordable 3D construction method, which makes it very popular.
High demand for FDM printers is driving device and consumable prices down rapidly, along with technology advances towards ease of use and improved reliability.
Consumables
ABS filament spool and finished model
FDM printers are designed to print with thermoplastics, which are usually supplied as thin filaments wound on spools. The range of "clean" plastics is very wide. One of the most popular materials is polylactide or "PLA plastic". This material is made from corn or sugar cane, which makes it non-toxic and environmentally friendly, but makes it relatively short-lived. ABS plastic, on the other hand, is very durable and wear-resistant, although it is susceptible to direct sunlight and can release small amounts of harmful fumes when heated. Many plastic items that we use on a daily basis are made from this material: housings for household appliances, plumbing fixtures, plastic cards, toys, etc.
Many plastic items that we use on a daily basis are made from this material: housings for household appliances, plumbing fixtures, plastic cards, toys, etc.
In addition to PLA and ABS, printing is possible with nylon, polycarbonate, polyethylene and many other thermoplastics that are widely used in modern industry. More exotic materials are also possible, such as polyvinyl alcohol, known as "PVA plastic". This material dissolves in water, which makes it very useful for printing complex geometric patterns. But more on that below.
Model made from Laywoo-D3. Changing the extrusion temperature allows you to achieve different shades and simulate annual rings
It is not necessary to print with homogeneous plastics. It is also possible to use composite materials imitating wood, metals, stone. Such materials use all the same thermoplastics, but with impurities of non-plastic materials.
So, Laywoo-D3 consists partly of natural wood dust, which allows you to print "wooden" products, including furniture.
The material called BronzeFill is filled with real bronze, and models made from it can be ground and polished, achieving a high similarity to products made from pure bronze.
One has only to remember that thermoplastics serve as a binding element in composite materials - they determine the thresholds of strength, thermal stability and other physical and chemical properties of finished models.
Extruder
Extruder - FDM print head. Strictly speaking, this is not entirely true, because the head consists of several parts, of which only the feed mechanism is directly "extruder". However, by tradition, the term "extruder" is commonly used as a synonym for the entire print assembly.
FDM extruder general design
The extruder is designed for melting and applying thermoplastic thread. The first component is the thread feed mechanism, which consists of rollers and gears driven by an electric motor. The mechanism feeds the thread into a special heated metal tube with a small diameter nozzle, called a "hot end" or simply a "nozzle". The same mechanism is used to remove the thread if a change of material is needed.
The mechanism feeds the thread into a special heated metal tube with a small diameter nozzle, called a "hot end" or simply a "nozzle". The same mechanism is used to remove the thread if a change of material is needed.
The hot end is used to heat and melt the thread fed by the puller. As a rule, nozzles are made from brass or aluminum, although more heat-resistant, but also more expensive materials can be used. For printing with the most popular plastics, a brass nozzle is quite enough. The “nozzle” itself is attached to the end of the tube with a threaded connection and can be replaced with a new one in case of wear or if a change in diameter is necessary. The nozzle diameter determines the thickness of the molten filament and, as a result, affects the print resolution. The heating of the hot end is controlled by a thermistor. Temperature control is very important, because when the material is overheated, pyrolysis can occur, that is, the decomposition of plastic, which contributes both to the loss of the properties of the material itself and to clogging of the nozzle.
PrintBox3D One FDM Printer Extruder
To prevent the filament from melting too early, the top of the hot end is cooled by heatsinks and fans. This point is of great importance, since thermoplastics that pass the glass transition temperature significantly expand in volume and increase the friction of the material with the walls of the hot end. If the length of such a section is too long, the pulling mechanism may not have enough strength to push the thread.
The number of extruders may vary depending on the purpose of the 3D printer. The simplest options use a single print head. The dual extruder greatly expands the capabilities of the device, allowing you to print one model in two different colors, as well as using different materials. The last point is important when building complex models with overhanging structural elements: FDM printers cannot print “over the air”, since the applied layers require support. In the case of hinged elements, temporary support structures have to be printed, which are removed after printing is completed. The removal process is fraught with damage to the model itself and requires accuracy. In addition, if the model has a complex structure with internal cavities that are difficult to access, building conventional supports may not be practical due to the difficulty in removing excess material.
The removal process is fraught with damage to the model itself and requires accuracy. In addition, if the model has a complex structure with internal cavities that are difficult to access, building conventional supports may not be practical due to the difficulty in removing excess material.
Finished model with PVA supports (white) before and after washing
In such cases, the same water-soluble polyvinyl alcohol (PVA) comes in handy. Using a dual extruder, you can build a model from waterproof thermoplastic using PVA to create supports.
After printing, PVA can be simply dissolved in water and a complex product of perfect quality can be obtained.
Some FDM printers can use three or even four extruders.
Working platform
Heated platform covered with removable glass work table
Models are built on a special platform, often equipped with heating elements. Preheating is required for a wide range of plastics, including the popular ABS, which are subject to a high degree of shrinkage when cooled. The rapid loss of volume by cold coats compared to freshly applied material can lead to model distortion or delamination. The heating of the platform makes it possible to significantly equalize the temperature gradient between the upper and lower layers.
The rapid loss of volume by cold coats compared to freshly applied material can lead to model distortion or delamination. The heating of the platform makes it possible to significantly equalize the temperature gradient between the upper and lower layers.
Heating is not recommended for some materials. A typical example is PLA plastic, which requires a fairly long time to harden. Heating PLA can lead to deformation of the lower layers under the weight of the upper ones. When working with PLA, measures are usually taken not to heat up, but to cool the model. Such printers have characteristic open cases and additional fans blowing fresh layers of the model.
Calibration screw for work platform covered with blue masking tape
The platform needs to be calibrated before printing to ensure that the nozzle does not hit the applied layers and move too far causing air-to-air printing resulting in plastic vermicelli. The calibration process can be either manual or automatic. In manual mode, calibration is performed by positioning the nozzle at different points on the platform and adjusting the platform inclination using the support screws to achieve the optimal distance between the surface and the nozzle.
In manual mode, calibration is performed by positioning the nozzle at different points on the platform and adjusting the platform inclination using the support screws to achieve the optimal distance between the surface and the nozzle.
As a rule, platforms are equipped with an additional element - a removable table. This design simplifies the cleaning of the working surface and facilitates the removal of the finished model. Stages are made from various materials, including aluminum, acrylic, glass, etc. The choice of material for the manufacture of the stage depends on the presence of heating and consumables for which the printer is optimized.
For a better adhesion of the first layer of the model to the surface of the table, additional tools are often used, including polyimide film, glue and even hairspray! But the most popular tool is inexpensive, but effective masking tape. Some manufacturers make perforated tables that hold the model well but are difficult to clean. In general, the expediency of applying additional funds to the table depends on the consumable material and the material of the table itself.
In general, the expediency of applying additional funds to the table depends on the consumable material and the material of the table itself.
Positioning mechanisms
Scheme of operation of positioning mechanisms
Of course, the print head must move relative to the working platform, and unlike conventional office printers, positioning must be carried out not in two, but in three planes, including height adjustment.
Positioning pattern may vary. The simplest and most common option involves mounting the print head on perpendicular guides driven by stepper motors and providing positioning along the X and Y axes.
Vertical positioning is carried out by moving the working platform.
On the other hand, it is possible to move the extruder in one plane and the platforms in two.
SeemeCNC ORION Delta Printer
One option that is gaining popularity is the delta coordinate system.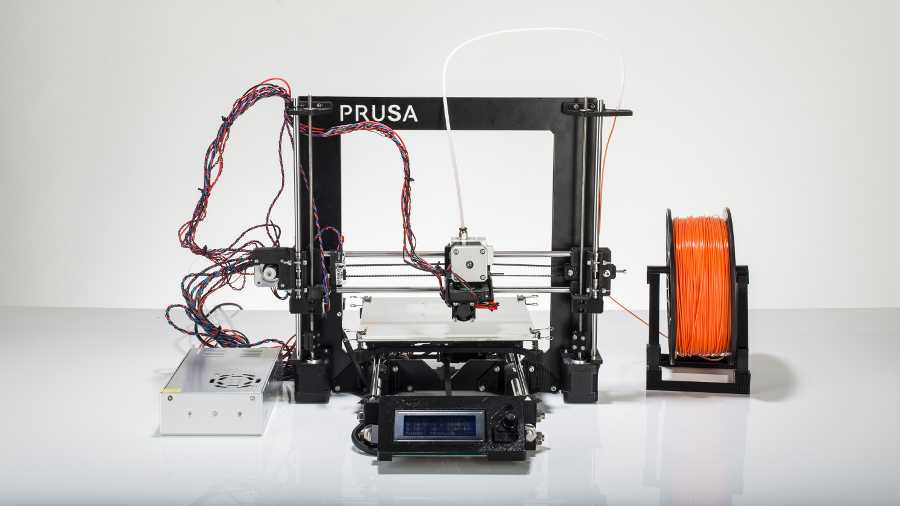
Such devices are called "delta robots" in the industry.
In delta printers, the print head is suspended on three manipulators, each of which moves along a vertical rail.
The synchronous symmetrical movement of the manipulators allows you to change the height of the extruder above the platform, and the asymmetric movement causes the head to move in the horizontal plane.
A variant of this system is the reverse delta design, where the extruder is fixed to the ceiling of the working chamber, and the platform moves on three support arms.
Delta printers have a cylindrical build area, and their design makes it easy to increase the height of the working area with minimal design changes by extending the rails.
In the end, everything depends on the decision of the designers, but the fundamental principle does not change.
Control
Typical Arduino-based controller with add-on modules
The operation of the FDM printer, including nozzle and platform temperature, filament feed rate, and stepper motors for positioning the extruder, is controlled by fairly simple electronic controllers. Most controllers are based on the Arduino platform, which has an open architecture.
Most controllers are based on the Arduino platform, which has an open architecture.
The programming language used by the printers is called G-code (G-Code) and consists of a list of commands executed in turn by the 3D printer systems. G-code is compiled by programs called "slicers" - standard 3D printer software that combines some of the features of graphics editors with the ability to set print options through a graphical interface. The choice of slicer depends on the printer model. RepRap printers use open source slicers such as Skeinforge, Replicator G and Repetier-Host. Some companies make printers that require proprietary software.
Program code for printing is generated using slicers
As an example, we can mention Cube printers from 3D Systems. There are companies that offer proprietary software but allow third-party software, as is the case with the latest generation of MakerBot 3D printers.
Slicers are not intended for 3D design per se.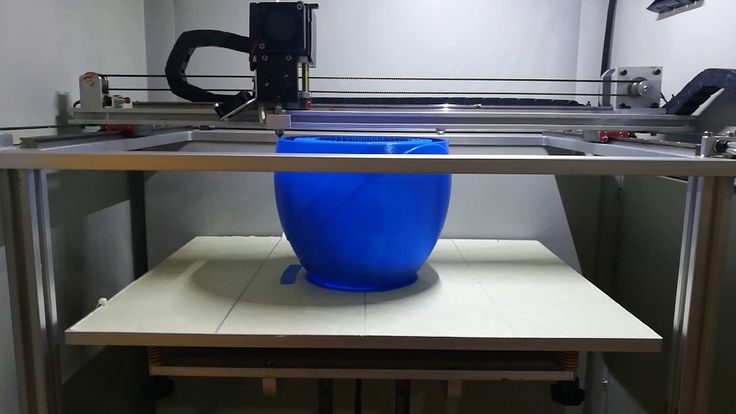 This task is done with CAD editors and requires some 3D design skills. Although beginners should not despair: digital models of a wide variety of designs are offered on many sites, often even for free. Finally, some companies and individuals offer 3D design services for custom printing.
This task is done with CAD editors and requires some 3D design skills. Although beginners should not despair: digital models of a wide variety of designs are offered on many sites, often even for free. Finally, some companies and individuals offer 3D design services for custom printing.
Finally, 3D printers can be used in conjunction with 3D scanners to automate the process of digitizing objects. Many of these devices are designed specifically to work with 3D printers. Notable examples include the 3D Systems Sense handheld scanner and the MakerBot Digitizer handheld desktop scanner.
MakerBot Replicator 5th Generation FDM Printer with built-in control module on the top of the frame
The user interface of a 3D printer can consist of a simple USB port for connecting to a personal computer. In such cases, the device is actually controlled by the slicer.
The disadvantage of this simplification is a rather high probability of printing failure when the computer freezes or slows down.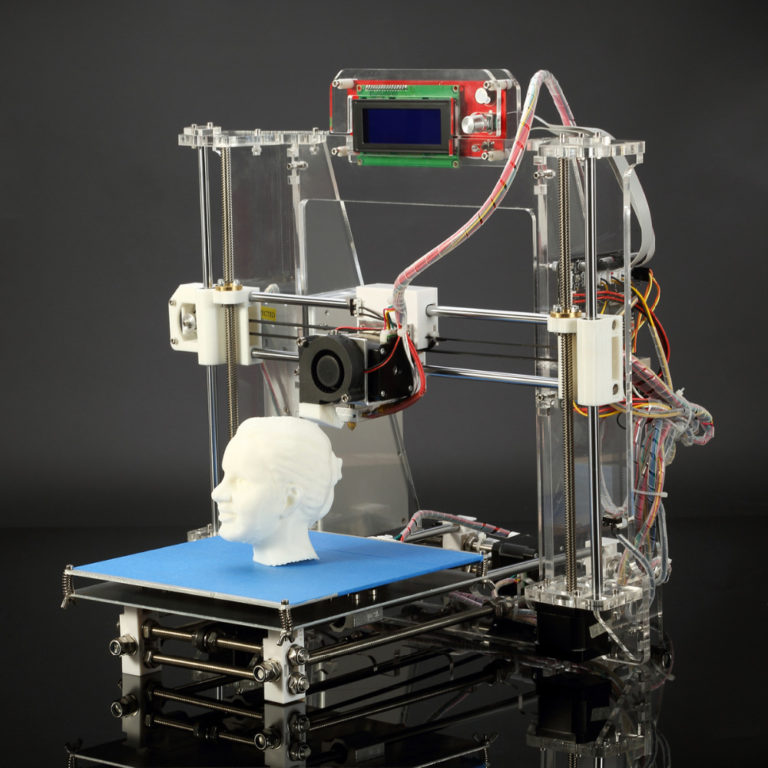
A more advanced option includes an internal memory or memory card interface to make the process standalone.
These models are equipped with control modules that allow you to adjust many print parameters (such as print speed or extrusion temperature). The module may include a small LCD display or even a mini-tablet.
Varieties of FDM printers
Professional Stratasys Fortus 360mc FDM printer that allows printing with nylon
FDM printers are very, very diverse, ranging from the simplest homemade RepRap printers to industrial installations capable of printing large-sized objects.
Stratasys, founded by Scott Crump, the inventor of FDM technology, is a leader in the production of industrial installations.
You can build the simplest FDM printers yourself. Such devices are called RepRap, where "Rep" indicates the possibility of "replication", that is, self-reproduction.
RepRap printers can be used to print custom built plastic parts.
Controller, rails, belts, motors and other components can be easily purchased separately.
Of course, assembling such a device on your own requires serious technical and even engineering skills.
Some manufacturers make it easy by selling DIY kits, but these kits still require a good understanding of the technology. RepRap Printers
And, despite their "homemade nature", RepRap printers are quite capable of producing models with quality at the level of expensive branded counterparts.
Ordinary users who do not want to delve into the intricacies of the process, but require only a convenient device for household use, can purchase a ready-made FDM printer.
Many companies are focusing on the development of the consumer market segment, offering 3D printers for sale that are ready to print “right out of the box” and do not require serious computer skills.
3D Systems Cube consumer 3D printer
The most famous example of a consumer 3D printer is the 3D Systems Cube.
While it doesn't boast a huge build area, ultra-fast print speeds, or superb build quality, it's easy to use, affordable, and safe: This printer has received the necessary certification to be used even by children.
Mankati FDM printer demonstration: http://youtu.be/51rypJIK4y0
Laser Stereolithography (SLA)
Stereolithographic 3D printers are widely used in dental prosthetics
Stereolithographic printers are the second most popular and widespread after FDM printers.
These units deliver exceptional print quality.
The resolution of some SLA printers is measured in a matter of microns - it is not surprising that these devices quickly won the love of jewelers and dentists.
The software side of laser stereolithography is almost identical to FDM printing, so we will not repeat ourselves and will only touch on the distinctive features of the technology.
Lasers and projectors
Projector illumination of a photopolymer model using Kudo3D Titan DLP printer as an example
The cost of stereolithography printers is rapidly declining due to growing competition due to high demand and the use of new technologies that reduce the cost of construction.
Although the technology is generically referred to as "laser" stereolithography, most recent developments use UV LED projectors for the most part.
Projectors are cheaper and more reliable than lasers, do not require the use of delicate mirrors to deflect the laser beam, and have higher performance. The latter is explained by the fact that the contour of the whole layer is illuminated as a whole, and not sequentially, point by point, as is the case with laser options. This variant of the technology is called projection stereolithography, "DLP-SLA" or simply "DLP". However, both options are currently common - both laser and projector versions.
Cuvette and resin
Photopolymer resin is poured into a cuvette
A photopolymer resin that looks like epoxy is used as consumables for stereolithographic printers. Resins can have a variety of characteristics, but they all share one key feature for 3D printing applications: these materials harden when exposed to ultraviolet light. Hence, in fact, the name "photopolymer".
When polymerized, resins can have a wide variety of physical characteristics. Some resins are like rubber, others are hard plastics like ABS. You can choose different colors and degrees of transparency. The main disadvantage of resins and SLA printing in general is the cost of consumables, which significantly exceeds the cost of thermoplastics.
On the other hand, stereolithography printers are mainly used by jewelers and dentists who do not need to build large parts but appreciate the savings from fast and accurate prototyping. Thus, SLA printers and consumables pay for themselves very quickly.
Thus, SLA printers and consumables pay for themselves very quickly.
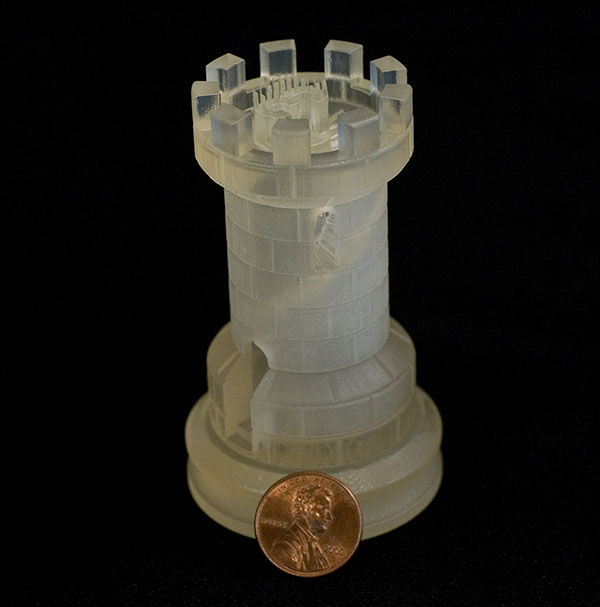
Example of a model printed on a laser stereolithographic 3D printer
Resin is poured into a cuvette, which can be equipped with a lowering platform. In this case, the printer uses a leveling device to flatten the thin layer of resin covering the platform just prior to irradiation. As the model is being made, the platform, together with the finished layers, is “embedded” in the resin. Upon completion of printing, the model is removed from the cuvette, treated with a special solution to remove liquid resin residues and placed in an ultraviolet oven, where the final illumination of the model is performed.
Some SLA and DLP printers work in an "inverted" scheme: the model is not immersed in the consumable, but "pulled" out of it, while the laser or projector is placed under the cuvette, and not above it. This approach eliminates the need to level the surface after each exposure, but requires the use of a cuvette made of a material transparent to ultraviolet light, such as quartz glass.
The accuracy of stereolithographic printers is extremely high. For comparison, the standard for vertical resolution for FDM printers is considered to be 100 microns, and some variants of SLA printers allow you to apply layers as thin as 15 microns. But this is not the limit. The problem, rather, is not so much in the accuracy of lasers, but in the speed of the process: the higher the resolution, the lower the print speed. The use of digital projectors allows you to significantly speed up the process, because each layer is illuminated entirely. As a result, some DLP printer manufacturers claim to be able to print with a vertical resolution of one micron!
Video from CES 2013 showing Formlabs Form1 stereolithography 3D printer in action: http://youtu.be/IjaUasw64VE
Stereolithography Printer Options
Formlabs Form1 Desktop Stereolithography Printer
As with FDM printers, SLA printers come in a wide range in terms of size, features and cost. Professional installations can cost tens if not hundreds of thousands of dollars and weigh a couple of tons, but the rapid development of desktop SLA and DLP printers is gradually reducing the cost of equipment without compromising print quality.
Professional installations can cost tens if not hundreds of thousands of dollars and weigh a couple of tons, but the rapid development of desktop SLA and DLP printers is gradually reducing the cost of equipment without compromising print quality.
Models such as the Titan 1 promise to make stereolithographic 3D printing affordable for small businesses and even home use at around $1,000. Formlabs' Form 1 is available now for a factory selling price of $3,299.
The developer of the DLP printer Peachy generally intends to overcome the lower price barrier of $100.
At the same time, the cost of photopolymer resins remains quite high, although the average price has fallen from $150 to $50 per liter over the past couple of years.
Of course, the growing demand for stereolithographic printers will stimulate the growth in the production of consumables, which will lead to further price reductions.
Go to the main page of the Encyclopedia of 3D printing
3D printed.
 What are we breathing?
What are we breathing? Hello dear. In this article, I will try to tell you about what and in what quantities can be released from plastics during the FDM 3D printing process. The issue will be considered not from the side of global environmental pollution, but from the side of possible pollution of the room or workshop in which the FDM 3D printer directly operates.
I recommend that you read at least the fourth and fifth sections. Link to the video version of the article at the end. Here is the content of the article:
1 What and how much is released from plastics?
2 At what point in time is the emission of suspended particles maximum?
3 Effect of print settings
4 Particulate matter and VOC control methods
5 Pins
I must say right away that all the data is again for foreign plastics. In the comments, you write to me that it would be interesting to read about our materials, and not about foreign ones. Yes, I agree, perhaps the conclusions drawn from my work may not be applicable to "our" plastics. But in defense, I note that, firstly: the conditional foreign ABS should not radically differ from “our” ABS. Secondly, our major producers say that they buy raw materials from European firms. In this regard, I believe that the voiced data should be relevant for domestic filaments.
Yes, I agree, perhaps the conclusions drawn from my work may not be applicable to "our" plastics. But in defense, I note that, firstly: the conditional foreign ABS should not radically differ from “our” ABS. Secondly, our major producers say that they buy raw materials from European firms. In this regard, I believe that the voiced data should be relevant for domestic filaments.
1 What and how much is released from plastics?
When using a 3D printer, two types of air pollutants are emitted from any plastic. Firstly, these are ultra- and finely dispersed (or suspended) particles, the size of which ranges from several nanometers to several micrometers. The second is volatile organic compounds.
In fact, the first group is micro dust, consisting of fragments of plastic, as well as fragments of fillers. In [1], an analysis was made of the release of suspended particles from various plastics during printing of a cylindrical sample with a duration of 60 minutes.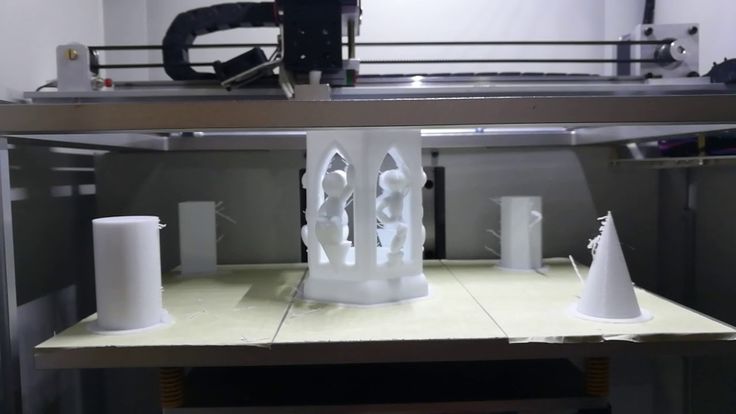 Plastics PLA, PVA, ABS, PC, ASA, nylon were analyzed. An analysis of the results showed an interesting regularity in the intensity of the release of suspended particles during the operation of a 3D printer. Look at this graph:
Plastics PLA, PVA, ABS, PC, ASA, nylon were analyzed. An analysis of the results showed an interesting regularity in the intensity of the release of suspended particles during the operation of a 3D printer. Look at this graph:
Zero is the start of printing. It is clearly seen that it is at the very beginning of printing that there is a sharp increase in the concentration of suspended particles, then the concentration gradually decreases. The researchers attribute the initial peak to the nozzle's heating period to operating temperature. At this point, the plastic, which is motionless inside the nozzle, is subjected to prolonged heating and, consequently, thermal degradation. It can be seen from the graphs that such a picture is typical for absolutely all plastics. In support of this, the researchers from [2] come to similar conclusions.
Now let's look at each plastic separately. I think it will be most interesting for you to find out which plastics are leaders in terms of the number of emitted particles.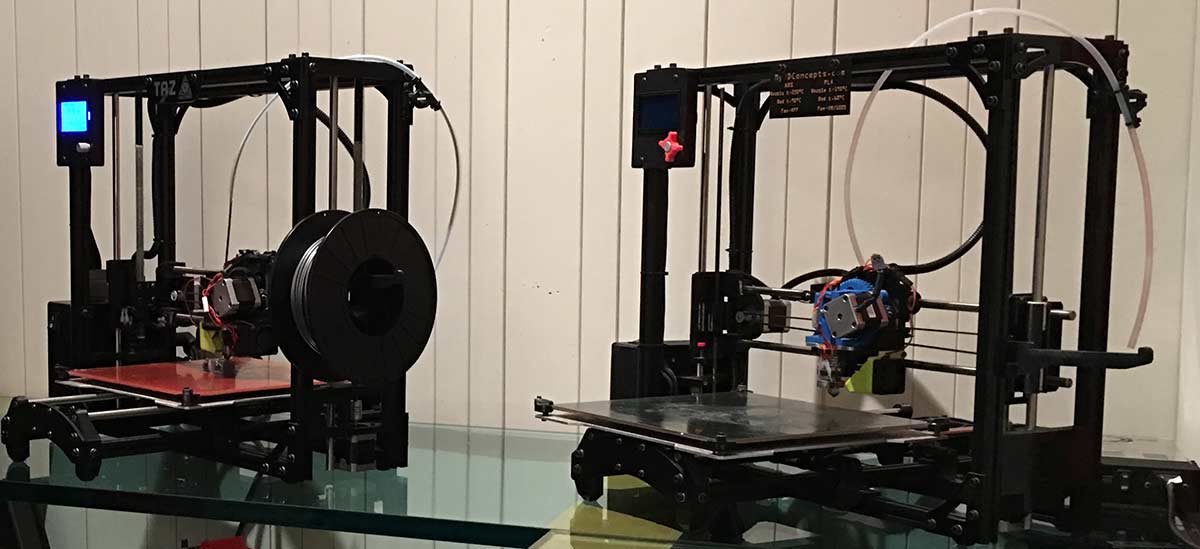 ASA took first place, followed by nylon, PC and ABS, respectively. PLA and PVA turned out to be the most environmentally friendly.
ASA took first place, followed by nylon, PC and ABS, respectively. PLA and PVA turned out to be the most environmentally friendly.
This is how the size distribution of emitted particles looks like when printing a sample for contamination leaders:
And this is how the graphs for PLA of various companies and PVA look like:
The difference in the graphs is obvious. Please note that PLA and PVA emit particles at the very beginning of printing, and then, after a while, the release of particles almost stops.
Here are the results of measurements made by the authors of another study [3]:
On the bottom of this graph, manufacturers and the type of plastic are labeled, and the intensity of the release of suspended particles is measured along the vertical axis. Again, ABS and PC are among the leaders in terms of pollution. Additionally, HIPS and nylon joined them in this study. The most environmentally friendly again turned out to be PLA.
When it comes to carbon or fiberglass reinforced plastics, they are practically unexplored. In one of the works [4], along with other plastics, I was able to find this:
Underlined in red is PETG with 8-12% fiberglass. As you can see, such plastic is the leader in the selection of large particles. Once again I will say that this is the only result that I could find, so I can’t draw serious conclusions here, but anyway I decided to add it to the publication.
Now let's move on to the isolation of volatile organic compounds. In short, when printing with almost any filament, dozens of different compounds are released. Here, for example, is a table from [4]:
Plastics are signed in the table above. The first column lists the names of the chemical compounds. If there is no number for some connection, it means that it was not fixed by the device during printing with a specific plastic. Analyzing the table, we see that ASA and ABS plastics again become leaders in the anti-rating (ULTRAT is ABS with the addition of 3% polycarbonate). PETG becomes the most environmentally friendly (GLASS Transparent is also PETG, but with the addition of fiberglass).
PETG becomes the most environmentally friendly (GLASS Transparent is also PETG, but with the addition of fiberglass).
Now let's turn to the research results from another paper [3], which examines a slightly different set of plastics:
This figure shows two histograms. The left histogram shows plastics with a maximum release of volatile organic compounds up to 40 micrograms per minute, and on the right - with an intensity of more than 40 micrograms per minute. The name of each column indicates the printer on which the material was printed.
The most environmentally friendly are polycarbonate and TGlase (PETT plastic). PLA looks a little worse. And nylon turned out to be the worst in terms of the number of emissions. It is interesting to note that for ABS plastics, the amount of emissions is highly dependent on the 3D printer on which they are printed, and can differ by as much as five times.
Pay attention to polycarbonate. If it is one of the most polluting in terms of the release of suspended particles, then it is the most environmentally friendly in terms of the release of volatile organic compounds.
2 At what time points is the release of suspended particles maximum?
Let's look at two graphs from [5]:
The left graph shows the particulate concentration inside the MakerBot 3D Printer, and the right graph shows the particulate concentration in the room where the 3D printer is located. Two peaks on the graphs mean two consecutively printed parts. Again, we see that a sharp increase in the number of suspended particles occurs at the very beginning of the printing of the part.
And here is another graph from another work [2]:
Shown here are three graphs showing the change in concentration of suspended solids when printing with ABS. According to the legend, the graphs differ in nozzle temperature. As in the previous work, it can also be seen here that after heating, at the moment of printing, an increase in the concentration of suspended particles occurs. From these graphs, another interesting point is visible.
3 Influence of print settings
These three graphs show that as the temperature of the nozzle increases, the concentration of suspended particles increases. However, the difference between the charts is significant. Other scientific works [4] confirm this:
This graph shows particulate matter concentration versus ABS nozzle temperature. It can be seen that at a nozzle temperature above 250 degrees there is a sharp increase in the number of ejected particles.
It is interesting to note the effect of printing speed on the concentration of suspended particles. Here is a graph from [2]:
These graphs show the dependence of the concentration of suspended particles when printing with ABS plastic at different print speeds. We compared printing at speeds of 30 mm/s (FR30 in the graph), 60 mm/s (FR60) and 90 mm/s (FR90). It is interesting to note that the maximum concentrations are observed at an average printing speed. In this case, the minimum concentration is observed for a speed of 90 mm/s.
In this case, the minimum concentration is observed for a speed of 90 mm/s.
4 Particulate matter and VOC control techniques
4.1 Studies have shown that reducing nozzle temperature reduces the amount of suspended particles released. Therefore, do not raise the nozzle temperature unnecessarily.
4.2 Increasing the print speed reduces the concentration of suspended particles. Another positive effect of increasing the printing speed is to reduce the printing time, which leads to a decrease in the time during which suspended particles are released.
4.3 Filtration. HEPA filters are effective for almost all sizes of particulate matter, but to be useful, you need a 3D printer with a closed chamber. In addition, HEPA filters do not capture volatile organic compounds at all, which, as it turns out, are emitted in abundance from some plastics. They need charcoal filters.
4.4 Ventilation or ventilation. I think this is the most efficient way for most conventional FDM 3D printers used at home and in workshops. Here are pictures from [5] showing the distribution of the concentration of suspended particles in a room with a 3D printer:
I think this is the most efficient way for most conventional FDM 3D printers used at home and in workshops. Here are pictures from [5] showing the distribution of the concentration of suspended particles in a room with a 3D printer:
In a well-ventilated room, the concentration of particles is an order of magnitude lower and at a distance of more than a meter from the printer, only slightly higher than the background level.
4.5 Optimize printer performance. In paragraphs 4.1 and 4.2, I have already touched on the printing modes, but the authors of the scientific work [2] went further and proposed an interesting way to reduce the amount of suspended particles released. Its essence lies in the fact that we first heat up the empty nozzle to operating temperature, then load the filament and immediately start printing. After printing is completed, remove the filament. Here are graphs from [2] showing the result of such manipulations:
Both graphs show the emission of suspended particles when printing ABS with a nozzle temperature of 240°C and a speed of 60 mm/s.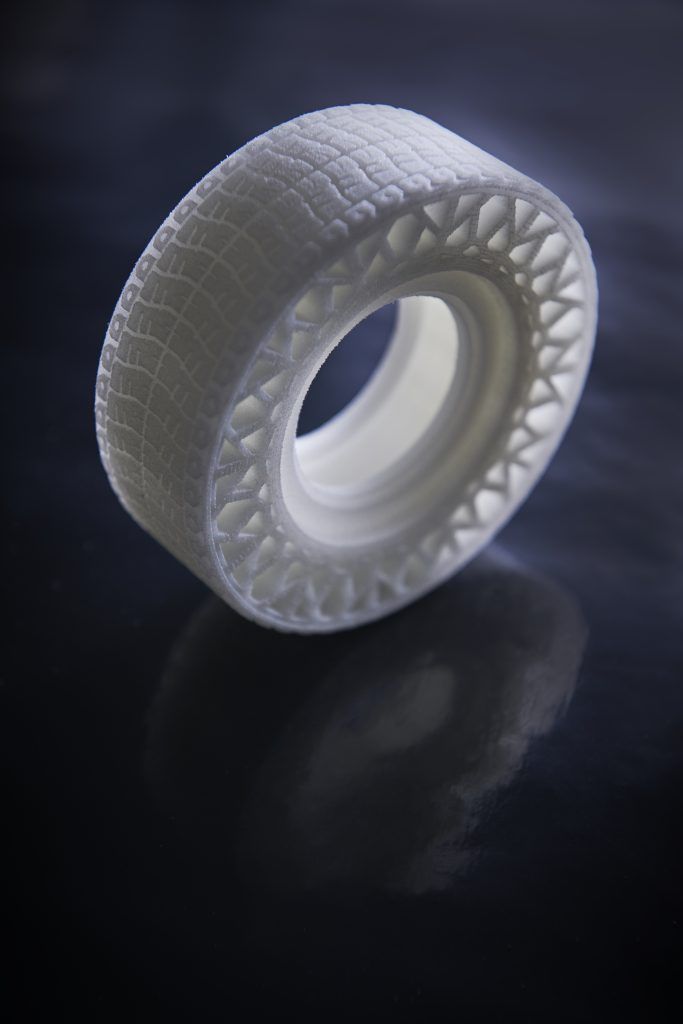 The top graph is printing without loading/unloading the filament.
The top graph is printing without loading/unloading the filament.
5 Pins
As a conclusion, firstly, I note that such plastics as ASA, ABS and nylon are leaders in the number of emitted particles and volatile organic compounds. The average highlights are polycarbonate and HIPS. The most environmentally friendly and in terms of suspended particles and volatile organic compounds are PLA and PETG.
Second, print in a well-ventilated area or ventilate the room while printing. Try not to increase the temperature of the nozzle unnecessarily.
You may have noticed that I didn't say a word about how harmful it all is. The fact is that the assessment of the harmfulness of all this required quite a lot of time. I haven't been able to get definitive answers yet. Now I’ll just say that it’s rather harmful, especially with regular contact. Therefore, in this article, I deliberately did not touch on the topic of harmfulness. I hope that I will be able to deal with this issue to the end and then I will publish all the results.
Video version of the article:
That's all for now.
Sources:
1. Chýlek, R., Kudela, L., Pospíšil, J., Šnajdárek, L. (2019). Fine particle emission during fused deposition modeling and thermogravimetric analysis for various filaments. Journal of Cleaner Production, 117790. doi:10.1016/j.jclepro.2019.117790
2. Deng, Y., Cao, S.-J., Chen, A., Guo, Y. (2016). The impact of manufacturing parameters on submicron particle emissions from a desktop 3D printer in the perspective of emission reduction. Building and Environment, 104, 311–319. doi:10.1016/j.buildenv.2016.05.02
3. Azimi, P., Zhao, D., Pouzet, C., Crain, N. E., Stephens, B. (2016). Emissions of Ultrafine Particles and Volatile Organic Compounds from Commercially Available Desktop Three-Dimensional Printers with Multiple Filaments. Environmental Science & Technology, 50(3), 1260–1268.