3D printing engineering plastics
The Plastics of 3D Printing
By Jason Griffey |
Editor's Note: This is the third of a series of posts excerpted from Jason Griffey's Library Technology Report "3D Printers for Libraries."
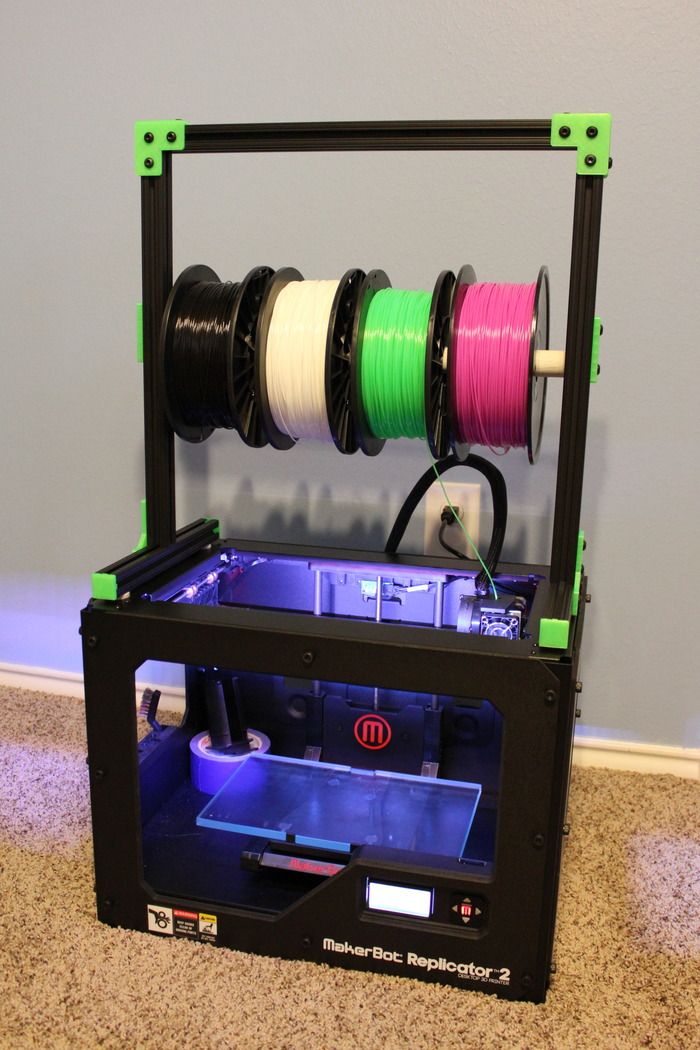
The substrate for FDM printers are almost exclusively some form of thermoplastic that is delivered in an extruded wire-like form on a spool. It is usually called “filament” in the generic. The two common diameters for use in FDM printing are 1.75mm and 3mm, and a specific diameter is called for by the print head being used for the printer in question. A printer that uses 1.75mm diameter filament won’t be able to use 3mm without retrofitting the hardware for the difference, and vice versa. Slightly more common, the 1.75mm diameter is used by Makerbot Industries, the most popular manufacturer of FDM printers.
In later postss, when I write on the different printer types and manufacturers, I’ll note what type of filament they are capable of printing, because that turns out to be a major limitation and purchasing decision factor.
ABS
The original fused deposition printers almost exclusively used ABS (Acrylonitrile butadiene styrene) as their substrate for printing. ABS is nearly ideal from a material property point of view for rapid prototyping in plastic, as it’s strong, slightly flexible plastic, which extrudes cleanly at between 220° and 240° celsius. ABS is the type of plastic used in Lego bricks, and is one of the most commonly used industrial/commercial plastics.
For FDM printing, ABS requires a heated print bed to ease the thermal shock for printing. Heating the print build plate aids the plastic in both adhering to the plate for stability, and in preventing cooling too quickly, which leads to thermal deformation, or a sort of curling separation. ABS is sensitive enough in this arena that many people who print ABS learned early on that enclosing the printer was a way to increase the stability of prints because it regulated the temperature around the printer. I soon discovered in my printing experiments with an early Makerbot printer (Replicator 1) that even a strong breeze blowing in the wrong place (across the print bed) could wreak havoc. Higher end printers will have an enclosed print area, while less expensive ones don’t.One of the advantages of ABS is that it dissolves in acetone. Acetone dissolves ABS completely, but used sparingly it can act as a glue to fuse two ABS printed pieces together permanently. Acetone is also used to make a “glue” for print beds, to help in making the print bed sticky for the initial printed layers. Acetone vapor is heavier than air, and some people have used this to build acetone vapor baths that act to smooth the edges of layers of an FDM ABS print.ABS has caught some bad press recently, as the potential effects of off-gassing of the heated plastic and microparticulate effects are studied. As a petroleum based plastic, ABS does produce a distinctive stink when printing. Fumes have been reported to cause headaches, and studies link ABS fumes to olfactory loss; one study that found ABS printing released high volumes of ultrafine particles that could be dangerous when inhaled.
I soon discovered in my printing experiments with an early Makerbot printer (Replicator 1) that even a strong breeze blowing in the wrong place (across the print bed) could wreak havoc. Higher end printers will have an enclosed print area, while less expensive ones don’t.One of the advantages of ABS is that it dissolves in acetone. Acetone dissolves ABS completely, but used sparingly it can act as a glue to fuse two ABS printed pieces together permanently. Acetone is also used to make a “glue” for print beds, to help in making the print bed sticky for the initial printed layers. Acetone vapor is heavier than air, and some people have used this to build acetone vapor baths that act to smooth the edges of layers of an FDM ABS print.ABS has caught some bad press recently, as the potential effects of off-gassing of the heated plastic and microparticulate effects are studied. As a petroleum based plastic, ABS does produce a distinctive stink when printing. Fumes have been reported to cause headaches, and studies link ABS fumes to olfactory loss; one study that found ABS printing released high volumes of ultrafine particles that could be dangerous when inhaled.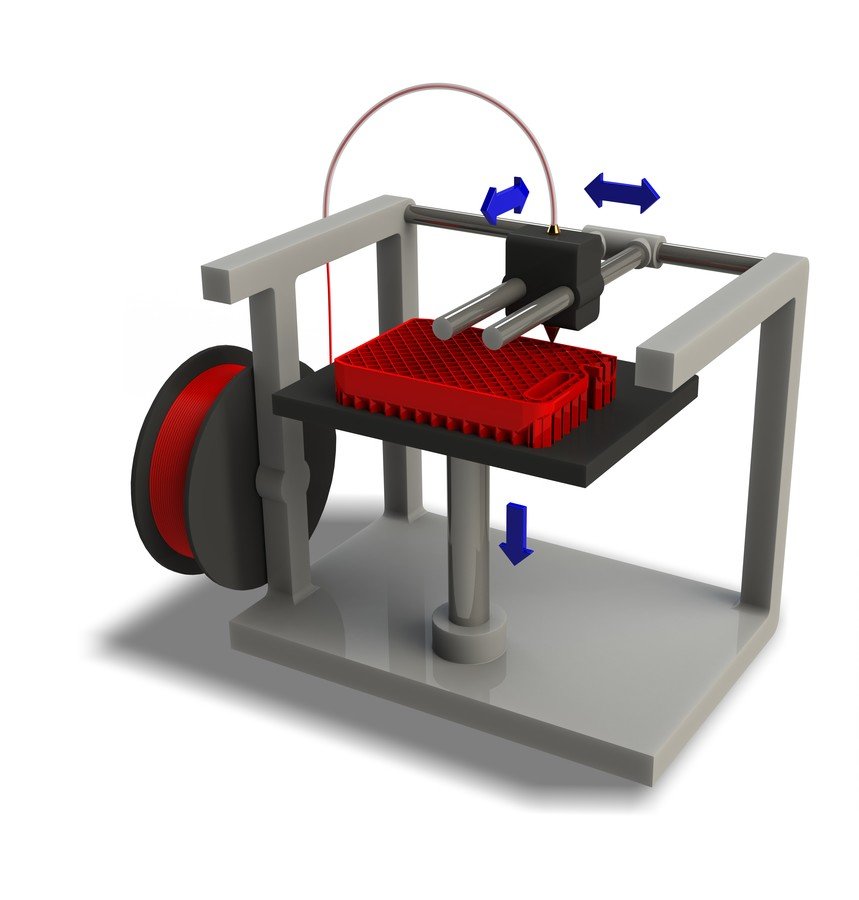 These are preliminary studies. Most haven’t been repeated, and the science is still rough on the health effects here. But if you need to print with ABS, it may be a good idea to take venting into account.
These are preliminary studies. Most haven’t been repeated, and the science is still rough on the health effects here. But if you need to print with ABS, it may be a good idea to take venting into account.
PLA
PLA (Polylactic acid) is the second most popular printing substrate for FDM printers. A bioplastic, PLA is made from corn, beets, or potatoes. It is compostable in commercial compost facilities (the heat and bacterial action isn’t high enough in home composting to break it down). It melts at a much lower temperature than ABS (150-160°C), but is typically extruded at a higher temperature, anywhere from 180-220°C depending on the PLA itself. Because of it’s lower temperature, it’s not suitable for uses that involve high temperatures and direct sunlight. PLA is also very different than ABS in term of fragility. Far more crystaline, PLA shatters or cracks more readily than ABS, whih instead will deform under pressure.
However, Makerbot and other major manufacturers are now starting to go with PLA as their primary printing plastic. PLA doesn’t require a heated bed for adhesion or thermal curling reasons, which lowers the price of the printers that use it. As well, it’s far more thermally stable during printing than ABS, and much less likely to warp or curl due to errant breezes. It is possible to reliably print PLA without needing to enclose your printer, which can be a huge benefit in many circumstances.
PLA doesn’t require a heated bed for adhesion or thermal curling reasons, which lowers the price of the printers that use it. As well, it’s far more thermally stable during printing than ABS, and much less likely to warp or curl due to errant breezes. It is possible to reliably print PLA without needing to enclose your printer, which can be a huge benefit in many circumstances.
The other significant advantage is that PLA is far more pleasant when printing than ABS. Because it is a bioplastic, when heated it smells like waffles or syrup, and not like an oil spill. It also hasn’t been linked to any types of medical issues from being heated, although the study of all these plastics is young when it comes to 3d printing specifically.
One of the other advantages of PLA is that it’s available in dozens and dozens of colors, including both opaque and partially transparent, as well as a couple of colors of glow-in-the-dark. It also is available in a flexible form, which can produce prints that are almost rubber-like in consistency.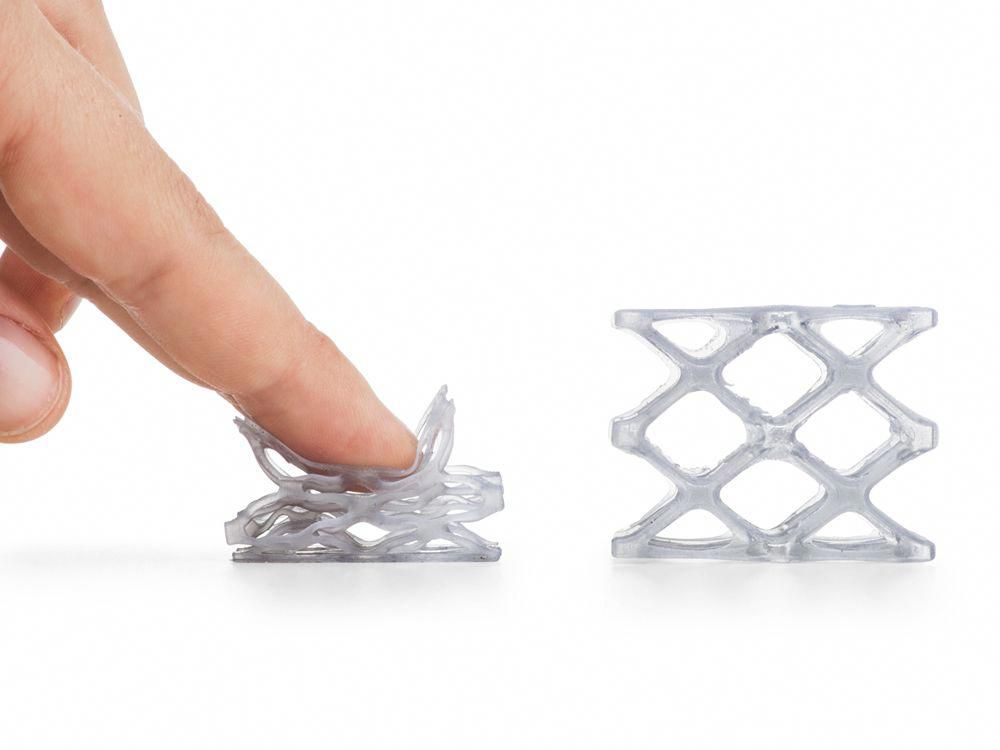
If you are printing in a library setting, I would suggest focusing on PLA. Between the reliability and the ease of working with it, it’s a far better choice than ABS for printing in a public space.
Other Filament
Once you get beyond ABS and PLA, you’re in the realm of specialized plastics that are used for specific properties rather than for general 3D printing. More of these appear every day, practically, but generally they fall into a couple of categories: dissolvable support material, specific material qualities that are needed, or non-plastic powder suspended in a thermoplastic resin. I’ll describe the most common of these below.
HIPS
High Impact Polystyrene or HIPS is a plastic filament used for dissolvable support structures in FDM printers. It extrudes at around 235°C and has a set of material properties that make it similar to ABS. The main difference is that HIPS is completely soluble in a liquid hydrocarbon called limonene. This means that if you have an FDM printer with more than one print head, you can extrude ABS from one and HIPS as a support material from the other, and sit the final printed model in a bath of Limonene. The HIPS will dissolve away, leaving only the ABS behind, thus allowing for nearly impossible geometries to be printed, including moving ball bearings and more.
This means that if you have an FDM printer with more than one print head, you can extrude ABS from one and HIPS as a support material from the other, and sit the final printed model in a bath of Limonene. The HIPS will dissolve away, leaving only the ABS behind, thus allowing for nearly impossible geometries to be printed, including moving ball bearings and more.
Nylon
There are at least 4 types of nylon currently available for use in FDM printers: Nylon 618, Nylon 645, Nylon 680 and Nylon 910. These vary in their color from medium transparency to fully opaque white, and all are extraordinarily strong as compared to other FDM substrates. They are also very resistant to solvents and such, although they are dyeable with acid-based dyes for coloring.
Nylon as an FDM printing material is more expensive than PLA or ABS. The major reason for using them would be for specific material properties (resistance to specific chemicals) or due to the need for FDA approved materials, as both Nylon 680 and 910 are undergoing FDA approval for use, something rare in the 3D printer world.
T-Glase
T-Glase is a brand name for a filament composed of Polyethylene terephthalate. Of all 3D printer filaments, it is the most glass-like. Nearly transparent, especially at small sizes, it could easily be mistaken for glass. At larger sizes it is still very light-transmissive, if not fully transparent. T-Glase prints at around 221°C, on a heated bed, but is very stable and resistant to curling.
LayBrick & LayWood
Another type of printing material for FDM printers, these fall squarely in the experimental realm. They are made by a single manufacturer, and are both a sort of hybrid filament, with a powdered material being supported inside a resin. In the case of LayWood, fine wood particles are suspended in a thermoplastic resin, and in the case of LayBrick, it would be very finely crushed chalk and other minerals suspended in the resin.
Both LayBrick and LayWood have the interesting property of variability in appearance depending on the temperature at which they are printed. LayBrick can range from a very smooth, almost ceramic feel, to very rough sandstone, just by increasing the heat of extrusion. For very smooth, you print at a low temperature (165°C to 190°C) and then going up from their to around 210°C will render the printed part more and more rough. For LayWood, the difference is in the appearance of the final product. By increasing the temperature, you get darker and darker wood grain from the output, so you can actually vary the look from light to dark wood (or, if you have a printer that supports variable temperatures during a single print, you can get different colors in a single print by varying the temperature).
LayBrick can range from a very smooth, almost ceramic feel, to very rough sandstone, just by increasing the heat of extrusion. For very smooth, you print at a low temperature (165°C to 190°C) and then going up from their to around 210°C will render the printed part more and more rough. For LayWood, the difference is in the appearance of the final product. By increasing the temperature, you get darker and darker wood grain from the output, so you can actually vary the look from light to dark wood (or, if you have a printer that supports variable temperatures during a single print, you can get different colors in a single print by varying the temperature).
One of the risks, however, with both of these is that the filament isn’t uniform in construction, which means that it’s possible to clog your extruder if the nozzle opening is smaller than the particulate in the filament itself. FDM printers nozzle openings range from .35 to .5mm, and on the lower end of that, especially with the LayWood (organic particles are harder to ensure regular sizes than inorganic particulate) you risk clogging a nozzle. I know 3D printers that have clogged even at .4mm nozzle using LayWood. For printing these sorts of filaments, the larger the nozzle the better.
I know 3D printers that have clogged even at .4mm nozzle using LayWood. For printing these sorts of filaments, the larger the nozzle the better.
Polypropylene
Still very experimental, polypropylene (PP) offers the possibility of food-grade 3D prints. Polypropylene should work with any FDM printer, at an extrusion temperature of 201°C and a heated print bed set to 90°C. It looks like PP is only really available in black.
Challenges with Fused Deposition Modeling
Most of the issues with FDM printing are related to the fact that it’s a very mechanical process, and tuning the printer is key. The most sensitive aspect of the process is the relationship between the extruder and the build plate. Because the printhead has to extrude an even layer of plastic onto the build plate, it’s necessary that the build plate be perfectly flat relative to the nozzle. If there is any warp or uneven-ness, you’ll get uneven attachment to the plate or other forms of print failure..jpg) This is the most common issue with FDM printing, especially with new operators. The first question to ask if a print fails is: “Is my build plate level/”
This is the most common issue with FDM printing, especially with new operators. The first question to ask if a print fails is: “Is my build plate level/”
And prints will fail. FDM printing is a complicated mechanical process, and while you can tune a FDM printer to be very reliable, at some point you will have a failure and will come back to a print that looks like someone poured plastic spaghetti on your build plate. This is normal. Recalibrate, re-level, and try again.
3D Printing Materials Guide: Plastics
Published on June 8, 2020 by Alexandrea P.
A plastic is a material made of synthetic or semi-synthetic compounds that has the property of being malleable (capable of changing its shape). Most plastics on the market are completely synthetic (most commonly derived from petrochemicals). However, given the growing environmental concern, plastics derived from renewable materials such as Polylactic Acid (PLA) are also popular on the market.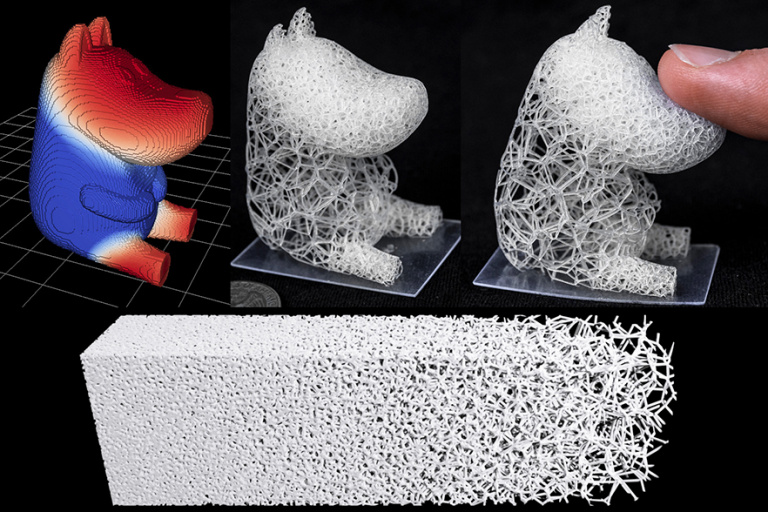 Due to their low cost, ease of manufacture, versatility and water resistance, plastics are used in a multitude of products and sectors. In the AM sector, 3D printing plastics are also very popular.
Due to their low cost, ease of manufacture, versatility and water resistance, plastics are used in a multitude of products and sectors. In the AM sector, 3D printing plastics are also very popular.
In the following guide, we will take a look at the most common 3D printing plastics. As you may know, the most popular and affordable 3D printing process, FDM, produces parts through the extrusion of plastic filaments. However, the precision on FDM machines is not the same as other AM processes such as SLS or SLA. Plastics are often used with this technology to create prototypes. Therefore, for industrial and end-use parts, manufacturers might decide to opt for SLS (using plastic powders) or SLA (using plastic resins) technologies that offer more accuracy and part quality. Two other technologies that can print with plastics are Material Jetting and Multi Jet Fusion.
What plastics can be used in additive manufacturing? In filament or powder form, the plastic should melt to form the object you are printing layer by layer. In resin form, it should solidify to form the object. Each plastic will require different 3D printing parameters during the building process, and will give parts varying properties.
In resin form, it should solidify to form the object. Each plastic will require different 3D printing parameters during the building process, and will give parts varying properties.
ABS
ABS filament is the most commonly used 3D printing plastics. It is used in the bodywork of cars, appliances, and mobile phone cases. It is a thermoplastic which contains a base of elastomers based on polybutadiene, making it more flexible, and resistant to shocks. ABS can also be found in powder form for powder bed processes such as SLS, and liquid form for SLA and PolyJet technologies.
ABS is used in 3D printing when heated between 230ºC and 260ºC. It is a tough material, able to easily withstand temperatures of -20ºC to 80ºC. In addition to its high strength, it is a reusable material and can be welded with chemical processes. However, ABS is not biodegradable and shrinks in contact with air, so the printing platform must be heated to prevent warping. Moreover, it is recommended to use a closed chamber 3D printer to limit particle emissions when printing with ABS. Learn more about ABS in our dedicated guide.
Learn more about ABS in our dedicated guide.
PLA
Known as polylactic acid, or PLA, this material has the benefit of being biodegradable, unlike ABS. PLA is manufactured using renewable raw materials such as corn starch. PLA is one of the easiest materials to print, though it does have a tendency to shrink slightly after 3D printing. You don’t require a heated platform when printing in PLA, unlike with ABS. PLA also prints at a lower temperature than ABS, between 190ºC to 230ºC.
PLA is a more difficult material to manipulate due to its high cooling and solidification speed. It is also important to mention that models can deteriorate when in contact with water. However, the material is consistent, simple to use, and comes in a wide variety of colors, making it suitable for FDM 3D printing. Learn more about PLA in our dedicated guide.
PLA 3D printing filament spools
ASA
ASA is a material that has similar properties to ABS, but has a greater resistance to UV rays. As with ABS, it is advised to print the material with a heated bed platform to prevent warping. When printing with ASA, similar print settings are used to ABS, but extra care must be taken to print with a closed chamber due to styrene emissions.
As with ABS, it is advised to print the material with a heated bed platform to prevent warping. When printing with ASA, similar print settings are used to ABS, but extra care must be taken to print with a closed chamber due to styrene emissions.
PET
Polyethylene terephthalate, or PET, is commonly seen in disposable plastic bottles. PET is the ideal filament for any pieces intended for contact with food. Moreover, the material is fairly rigid and has good chemical resistance. To obtain the best results when printing with PET, print between 75 – 90ºC. PET is commonly marketed as a translucent filament, with variants such as PETG, PETE, and PETT also sold. Advantages of PET include that the material doesn’t release any odours when printing, and is 100% recyclable.
PETG
PETG, or glycolized polyester, is a thermoplastic widely used in the additive manufacturing market, combining both the simplicity of PLA 3D printing and the strength of ABS. It is an amorphous plastic, which can be 100% recycled. It has the same chemical composition as polyethylene terephthalate, better known by its acronym PET. Glycol has been added to reduce its brittleness and therefore its fragility. Learn more about PETG in our dedicated guide.
It has the same chemical composition as polyethylene terephthalate, better known by its acronym PET. Glycol has been added to reduce its brittleness and therefore its fragility. Learn more about PETG in our dedicated guide.
Polycarbonate (PC)
Polycarbonate (PC) is a high strength material designed for engineering applications. The material has good temperature resistance, able to resist any physical deformation up to around 150ºC. However, PC is prone to absorbing moisture from the air, which can affect performance and printing resistance. Therefore, PC has to be stored in airtight containers. PC is highly valued by the AM industry for its strength and transparency. It has a much lower density than glass, making it particularly interesting for designing optical parts, protective screens or decorative objects. Learn more about PC in our dedicated guide.
A 3D printed part made from PC
High Performance Polymers (PEEK, PEKK, ULTEM)
The evolution of 3D printing technologies has led to extensive research work on printing materials, enabling the development of a whole range of high-performance filaments with mechanical characteristics similar to those of metals. There are several types of high-performance 3D printing plastics such as PEEK, PEKK or ULTEM – they are distinguished by family such as polyaryletherketones (PAEK) or polyetherimides (PEI). These filaments have a very high mechanical and thermal resistance, are very strong and at the same time much lighter than some metals. These properties make them very attractive in the aerospace, automotive and medical sectors.
There are several types of high-performance 3D printing plastics such as PEEK, PEKK or ULTEM – they are distinguished by family such as polyaryletherketones (PAEK) or polyetherimides (PEI). These filaments have a very high mechanical and thermal resistance, are very strong and at the same time much lighter than some metals. These properties make them very attractive in the aerospace, automotive and medical sectors.
Due to their characteristics, high performance polymers cannot be printed on all FDM machines on the market. Indeed, the 3D printer must have a heating plate capable of reaching at least 230°C, an extrusion at 350°C and a closed chamber. Today, about 65% of these materials are printed with FDM technology, but they are also found in powder form, compatible with SLS technology. Learn more in our dedicated guides on PEEK and PEKK.
Image via VisionMiner
Polypropylene (PP)
Polypropylene is another thermoplastic widely used in the automotive sector, professional textiles sector, and in the manufacturing of hundreds of everyday objects. PP is known for its resistance to abrasion and its ability to absorb shocks, as well as relative rigidity and flexibility. However, drawbacks of the material include its low temperature resistance, and sensitivity to UV rays which can cause it to expand. Due to this, several manufacturers have developed alternative types of PP, simili-propilenos, that are stronger both physically and mechanically.
PP is known for its resistance to abrasion and its ability to absorb shocks, as well as relative rigidity and flexibility. However, drawbacks of the material include its low temperature resistance, and sensitivity to UV rays which can cause it to expand. Due to this, several manufacturers have developed alternative types of PP, simili-propilenos, that are stronger both physically and mechanically.
Nylon
Objects made from polyamides (nylon) are usually created from a fine, white, granular powder with SLS technology. There are however some variants of the material such as nylon that are also available in filaments used in fused deposition modeling (FDM). Due to its biocompatibility, polyamides can be used to create parts that come into contact with food (except foods that contain alcohol).
Constituted of semi crystalline structures, polyamides have a good balance of chemical and mechanical characteristics that offer good stability, rigidity, flexibility, and shock resistance. These advantages mean that the material has many applications across sectors and offers a high level of detail. Due to its high quality, polyamides are used in the manufacture of gears, parts for the aerospace market, automotive market, robotics, medical prostheses, and injection molds. You can learn more in our dedicated guide on Nylon.
These advantages mean that the material has many applications across sectors and offers a high level of detail. Due to its high quality, polyamides are used in the manufacture of gears, parts for the aerospace market, automotive market, robotics, medical prostheses, and injection molds. You can learn more in our dedicated guide on Nylon.
Image via Sculpteo
Composites
Composites are extremely beneficial when making lightweight yet strong parts. The fibers add strength to a part without adding weight, which is why we also refer to composites as fiber reinforced materials. There are two types of reinforcements, short fiber or continuous fiber. In the first case, chopped fibers, which consist of segments less than a millimeter in length, are mixed into traditional 3D printing plastics to increase the stiffness and to a lesser extent the strength of components. Chopped fibers can be mixed with thermoplastics such as nylon, ABS or PLA.
Alternatively, the fibers can be added to the thermoplastics continuously to arrive at a stronger part.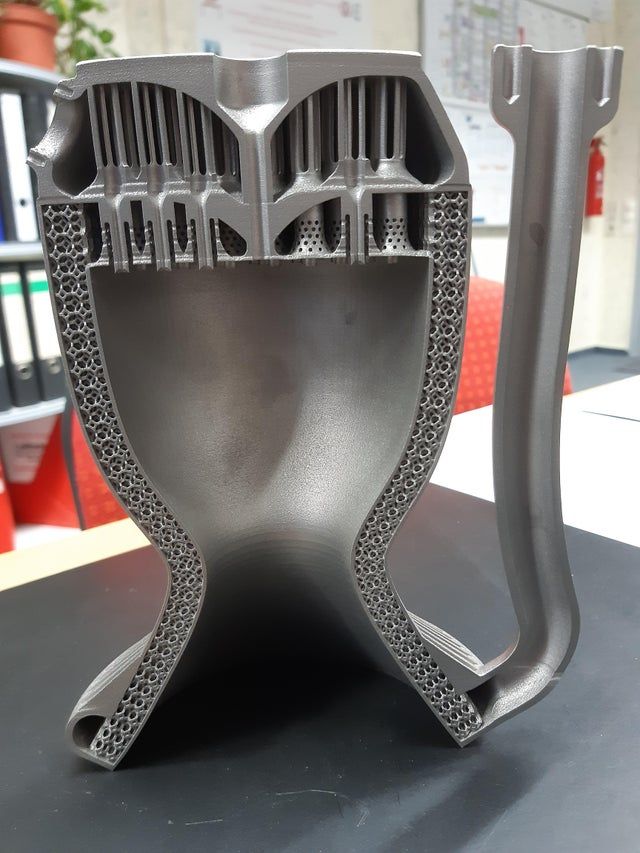 The main fiber used in the 3D printing sector is carbon fiber, but there are also other fibers such as glass fiber or Kevlar. You can find more information in our dedicated guide.
The main fiber used in the 3D printing sector is carbon fiber, but there are also other fibers such as glass fiber or Kevlar. You can find more information in our dedicated guide.
Carbon fiber reinforced filament spool
Hybrid Materials
There are a variety of hybrid materials that mix base plastics with powders to give them a new color, finish or additional material properties. Often based on PLA, these materials are usually made of 70% PLA and 30% hybrid material. For example, wood-based filaments ranging from bamboo, cork, wood dust, and more are available. These wood-based materials mixed with PLA give the hybrid filament a more organic texture. Additionally, some hybrid materials incorporate metal powders to work with FDM-based technologies, to give parts a metal finish. They can be based on copper, bronze, silver, and more.
3D filaments based on wood.
Alumide
Alumide plastic objects are manufactured from a combination of polyamides and aluminium powder using the SLS process.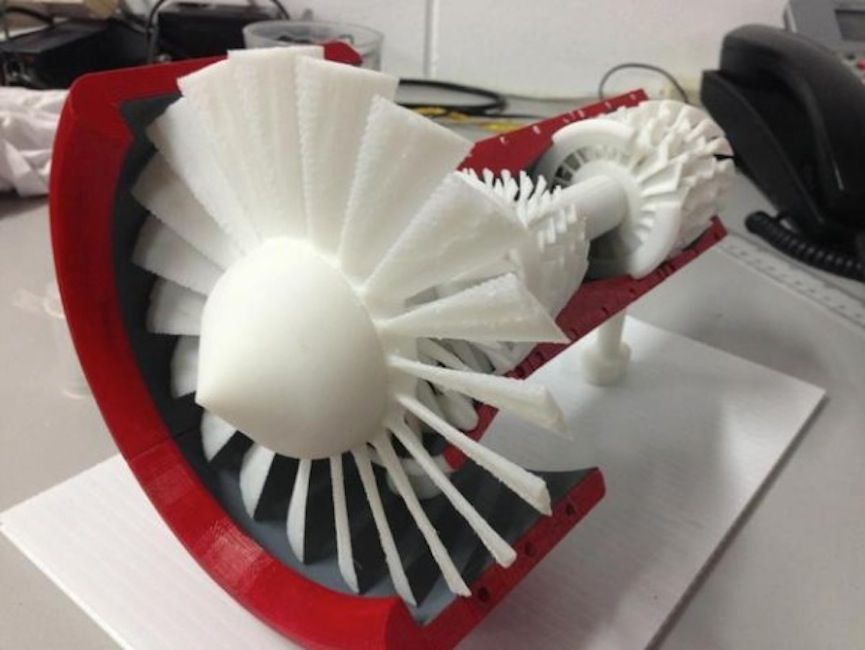 The material has a large, slightly porous surface and a gritty, grainy appearance offering great strength and good temperature resistance (up to 172°C). However, some post-processing treatments are necessary, such as grinding, sanding, coating, or milling.
The material has a large, slightly porous surface and a gritty, grainy appearance offering great strength and good temperature resistance (up to 172°C). However, some post-processing treatments are necessary, such as grinding, sanding, coating, or milling.
Alumide is used for complex models, design pieces, or for small series production of functional models that need high rigidity and an appearance similar to aluminium. This technique involves few geometric limits.
Soluble Materials
Soluble materials are materials printed with the intention of being dissolved in a future stage of the manufacturing process. The two most common soluble filament materials are HIPS (High Impact Polystyrene) and PVA (Polyvinyl Acetate). HIPS is associated with ABS, and can be dissolved with limonene, whereas PVA is associated with PLA and can be dissolved using just water.
There are also BVOH filaments which are becoming increasingly popular, especially in dual extruder printers. This is because the material is soluble in water, and according to experts has a higher solubility than PVA.
This is because the material is soluble in water, and according to experts has a higher solubility than PVA.
Flexible Materials
A newer type of filament, and one of the most successful, are flexible filaments. They are similar to PLA, but usually made out of TPE or TPU. The advantage of using these filaments for 3D printing is they allow for the creation of deformable objects, widely used in the fashion industry. Generally, these flexible filaments have the same printing characteristics as PLA, though they come in a variety of ranges based on their stiffness. It is worth finding out which type of extruder is best suited to the material to avoid jams when 3D printing.
Flexible materials are widely used in fashion and design
Resins (for photopolymerization-based 3D printing)
3D printing technologies based on photopolymerization use UV-sensitive resins to create objects layer by layer. In other words, they use a light source such as a laser or LCD screen to solidify a liquid photopolymer. Technologies include SLA, DLP, and even Material Jetting (PolyJet). Creating parts using resins results in high detail and smooth surface objects, nevertheless, the color range is still quite limited using this process. What differentiates resins from FDM filaments is that it is impossible to mix resins to obtain different results quite easily.
Technologies include SLA, DLP, and even Material Jetting (PolyJet). Creating parts using resins results in high detail and smooth surface objects, nevertheless, the color range is still quite limited using this process. What differentiates resins from FDM filaments is that it is impossible to mix resins to obtain different results quite easily.
Standard resin has properties similar to ABS: the surface finish of the part will be good given the photopolymerization process, however mechanical properties will be moderate. More advanced resins do exist for technical applications such as in dentistry (also need to be biocompatible), or engineering. Additionally, flexible resins that offer greater flexibility and deformation can be used to make jewelry. Over the years, manufacturers have expanded their range of liquid photopolymers to answer manufacturing needs from various sectors. Therefore, you should be able to find resins that have high-temperature resistance, can withstand large impacts, or that have high elongation properties.
The 3D printing resin is poured in a tank
What do you think of our explanation of these 3D printing plastics? Let us know in a comment below or on our Facebook and Twitter pages! Don’t forget to sign up for our free weekly Newsletter, with all the latest news in 3D printing delivered straight to your inbox!
High Temperature 3D Printing to the Masses / Sudo Null IT News
There is an impressive variety of thermoplastics that can be printed on consumer grade desktop 3D printers. But, despite this, most often users turn to polylactide (PLA) threads. This is not only the cheapest of materials, but also the easiest to work with. Its extrusion can already be carried out at a temperature of 180 °C, and good results can be obtained even without preheating the table. The disadvantage of PLA-printed objects is that they are relatively brittle and do not tolerate high temperatures well. For prototyping or printing low-stress components, PLA is great. However, many users quickly go beyond its capabilities.
Polyethylene terephthalate (PETG) is usually the next step. It is not much harder to work with compared to PLA, while it is more reliable and can withstand higher temperatures. In general, it is better suited for creating mechanically loaded parts. But if you need to make even stronger and more heat resistant parts, you can switch to acrylonitrile butadiene styrene (ABS), polycarbonate (PC) or nylon. And this is where the problems begin. These materials are extruded at temperatures over 250°C and closed chambers are recommended for best results. These printers are at the top of the budget range that hobbyists are willing to work with.
Industrial 3D printers like this one, the Apium P220, start at around $30,000. (PAEK, PEEK, PEKK). Components made from these plastics are suitable for aerospace applications as they can replace metal while remaining much lighter.
Such plastics need to be extruded at temperatures of around 400°C, and a sealed chamber is required for operation, the temperature in which constantly exceeds 100°C. The cheapest printers of this kind cost tens of thousands of dollars, and some models even cost six figures.
The cheapest printers of this kind cost tens of thousands of dollars, and some models even cost six figures.
Naturally, not so long ago, the same could be said about all 3D printers. Once used only by well-equipped research labs, these machines now sit on the workbenches of hackers and hobbyists the world over. It is difficult to predict whether the same price-cutting race will start for high-temperature 3D printers, but the first steps to democratize the technology have already been made.
Engineering difficulties
Simply put, a machine that supports these so-called. "engineering plastics", you need to be a hybrid of a 3D printer and a stove. This, of course, is the main problem. The printer itself - of the type and quality we are accustomed to seeing on our desks - will not survive in such conditions. In order for a consumer printer to produce PEI and PEEK plastic parts, it needs to be seriously redesigned. This is exactly what NASA did with the LulzBot TAZ 4 in 2016.
LulzBot TAZ 4 redesigned to support high temperature printing
The first step was to design an insulated housing to fit the TAZ 4 and install a set of 35W infrared lamps for heating. Under such conditions, the printer's electronics would naturally overheat - so it had to be taken outside.
Stepper motors would also overheat. But instead of taking them out, the team at the Langley Research Center decided to build cooling shrouds on each of the motors through which the compressed air must circulate.
Like many desktop 3D printers, the TAZ 4 uses several printed components. Since they are ABS, they would quickly break down in a chamber designed to support PEEK. They were printed from PC, but even this material was not durable enough for permanent use. In classic RepRap tradition, the team printed the final, third set of components on their most modified printer, in PEI plastic, commercially named Ultem.
Surprisingly, the team had no trouble changing the printer's nozzle to one that could extrude plastic at 400°C. The popular E3D-v6 extruder costs less than $100 and has been shown to be able to maintain this temperature. True, the team had to replace the thermistor with a better one, as well as edit the Marlin firmware so that it allowed it to reach high temperatures. For conventional printers, too high a temperature should cause an emergency shutdown.
The popular E3D-v6 extruder costs less than $100 and has been shown to be able to maintain this temperature. True, the team had to replace the thermistor with a better one, as well as edit the Marlin firmware so that it allowed it to reach high temperatures. For conventional printers, too high a temperature should cause an emergency shutdown.
Printing results from Ultem 1010 plastic on a redesigned LulzBot TAZ 4.
In the end, the NASA report indicated that the redesign of the LulzBot TAZ 4 was a complete success. They noted that an attempt to print PEI with infrared lamps turned off ended in failure - delamination and distortion of the model, which was to be expected. They did not specify the cost of the conversion, but given that at that time the TAZ 4 cost $2200, the entire project could cost 10 times cheaper than similar commercial proposals.
Starting from zero
A NASA experiment has shown that an existing desktop 3D printer can be converted to print with high-temperature engineering plastics, and quite inexpensively. But hardly anyone believes that this approach is the ideal solution. There are too many repetitive operations involved here, and NASA engineers had to abandon some of the decisions made by the LulzBot developers. Still, the experiment provided a valuable baseline for other projects built from scratch.
But hardly anyone believes that this approach is the ideal solution. There are too many repetitive operations involved here, and NASA engineers had to abandon some of the decisions made by the LulzBot developers. Still, the experiment provided a valuable baseline for other projects built from scratch.
In September 2020, a team from Michigan Technological University demonstrated the Cerberus, an open-source, high-temperature 3D printer capable of creating items from PEI and PEKK, that costs as little as $1,000 to build. Without trying to adapt existing designs, the team started development from scratch, aiming for high temperature printing. All electronics are housed separately from the sealed chamber, which uses a kilowatt heating element to quickly raise the temperature in the chamber to operating temperature.
All stepper motors are also outside the chamber. Because of this, the kinematics become more complex than in desktop 3D printers, but Cerberus no longer requires a special motor cooling system.
Building a Cerberus is quite affordable for the aspiring hobbyist. It has a simplified circuit, ready-made control electronics based on the Arduino Mega 2560 and RAMPS 1.4, and the same E3D-v6 extruder as the TAZ 4. In addition, the team laid out clear and detailed instructions for assembling the printer - this is not in the NASA report. meet.
Expanding possibilities
Whether it's NASA's redesign of the TAZ 4, or the new Cerberus-type circuits, it's clear that the technical capabilities of PEI and PEEK printing in the home workshop are already available for those who really need them. So far, it's not as easy as buying a $200 3D printer on Amazon, but if there is demand, cheaper machines based on the same principles will appear on the market. The situation is not much different from the current wave of affordable laser cutters hitting the markets in the past few years.
Fans all over the world print PPE
Is there a demand for such machines? A year ago, the answer might have been different from today. But in the fight against the coronavirus pandemic, there is a new demand for the rapid production of personal protective equipment (PPE) that no one could have foreseen.
But in the fight against the coronavirus pandemic, there is a new demand for the rapid production of personal protective equipment (PPE) that no one could have foreseen.
print PPE that can be sterilized at high temperatures. The team believes that masks printed from PEKK can be reused rather than thrown away.
Components that can be printed and re-sterilized will obviously have other potential medical applications. A portable, low-cost machine capable of producing such components has the potential to save lives in places on the planet where supplies and equipment cannot be quickly accessed.
Critics of 3D printing have often said that the main disadvantage of these machines is that the reliability of the items they make rarely allows them to be used for anything other than rough prototyping. But when a $1,000 printer starts making aerospace-grade components, we seem to be moving toward a manufacturing revolution at an unprecedented pace.
3D printing with engineering plastics at a bargain price in Moscow
3D printing with engineering plastics at a bargain price in MoscowManufacture of technically complex products with increased mechanical strength
The main properties of engineering filaments are increased stiffness, resistance to high temperatures and mechanical strength of parts. With their help, you can create durable functional products with low cost, capable of withstanding extreme loads.
If you need to order a 3D plastic printing service, you can contact our specialists using the link below.
Order service
- Equipment
- Tasks
- Industries
- creation of parts for various devices and mechanisms
- printing of small and large series of products
- manufacture of implants and surgical products
- manufacture of spare parts for equipment repair
- making tooling for molding
-
Engineering
-
Aerospace industry
-
Automotive
-
Shipbuilding
Engineering plastics are used to manufacture parts designed to operate under difficult temperature conditions, in contact with aggressive media and under high mechanical stress. This material is perfect for creating mechanisms and devices that are demanding on the mass of parts. 3D printing with engineering plastics is actively used in the rocket and space, aviation and medical industries.
Features of engineering plastics
Printing with engineering plastics allows you to minimize the time and money spent on the production of technically complex products. For example, it is used to create internal components for aircraft and cars - electrical cabinets, air ducts, body elements. Heat-resistant plastics are characterized by:
- Lightweight. Compared to similar metal constructions, the use of heat-resistant plastics can reduce the weight of the finished product by half.
- Increased durability. Engineering plastics withstand high breaking forces and are resistant to friction, bending, and torsion.
- The ability to maintain its properties at extreme temperatures. On average, they work perfectly in the temperature range from -50 to +130 ° C.
Without loss of properties withstand short-term heating up to 230 °C.
- Resistant to acids, alkalis, fuels, lubricants.
Some engineering plastics are biologically inert, due to which they are used to make implants for the spine and orthopedic structures. In addition, they are used for the production of food containers and packaging.
Advantages over other plastics
The main advantages of engineering plastics over conventional ones, including plastic, are:
- Lightweight.
- Increased mechanical strength.
- Resistant to aggressive chemical fluids.
- Ability to withstand high, including the impact of mechanical forces (pressure, abrasion). Thermoplastics do not lose their strength properties at temperatures of +100 °C and above.
- Cold resistant down to -50°C. They retain their structure and mechanical characteristics, do not become brittle and do not burst.
Application
Engineering plastics have similar properties to metals, but weigh much less. They are made from:
- Parts of machinery and parts that are constantly used. Heat-resistant plastics are used to manufacture equipment and its parts for the automotive and aerospace industries, oil and gas equipment.
- Prototypes, the production of which from "classical" materials is not feasible for economic reasons or is simply impossible.
- Laboratory equipment used in medicine, research centers.
- Implants that replace standard metal products, such as in spinal surgery. Leading clinics in Moscow have already gained experience in working with such structures.
Print Features
3D printing with engineering plastics makes it possible to produce larger parts instead of several small ones. For example, the use of 3D printing in the manufacture of the climate control system for Atlas V rockets made it possible to create 16 plastic parts instead of 140 metal ones. This not only reduced the weight of the structure, but also increased its strength and stability by minimizing the number of joints and seams.
Since engineering plastics deform and shrink during processing, the 3D printing process must be organized accordingly. For this you need:
- Designed for high temperature operation. This is not just a heated platform for building a model, but a special installation, the parameters of which must correspond to the selected type of plastic.
- High temperature extruder. In general, the operating temperature of the extruder should be higher than the melting temperature of the thermoplastic it is designed to work with. The classic is a metal, abrasive-resistant hot end. For example, for PEEK plastic with a melting point of 343°C, the operating temperature should be 344°C or higher.
- Building platform with constant heat input. During the creation of the model, its bottom layer must have a temperature of at least 120 °C. This condition is important for optimal adhesion of the product to the surface of the build platform, which is necessary to ensure the clarity of the dimensions and design of the part.
- Qualitatively and evenly heated building chamber. If the glass transition temperature of the plastic is, for example, 143°C, then the temperature inside the build chamber should not be lower than 130°C. The larger the product, the more difficult this task is. h3 Common engineering plastics for printing.
The most common heat-resistant plastics for 3D printing are:
- Polyetheretherketone (PEEK). Provides high chemical resistance and exceptional mechanical properties that are maintained when exposed to high temperatures. It is classified as a technical thermoplastic.
- Polyetherketone ketone (REKK). Used to replace metal parts. This semi-crystalline thermoplastic is characterized by high strength and performance, flame retardant, UV and chemical resistance. Parts made from it can be used in extreme conditions.
- ULTEM 1010. Used to create food containers. The substance has passed the appropriate certification. Among FDM plastics, ULTEM 1010 has the highest tensile strength.
Learn more