3D printer filament types comparison chart
What Are the 6 Different 3D Printer Filament Types?
Consumer 3D printers are no longer restricted to ABS and PLA filaments. The popularity of additive manufacturing technology has led to the influx of many engineering plastics. Although ABS and PLA remain popular, many 3D printing enthusiasts have switched to newer materials.
So, here is everything you need to know about different 3D printing filaments and how to choose one for your specific needs.
How to Choose a 3D Printing Filament
3D printing is unlike most run-of-the-mill hobbies. It involves sophisticated robots creating complicated objects using exotic materials. Like all advanced engineering endeavors, 3D printing relies on the users’ ability to read and follow technical data sheets. Knowing how to make sense of these documents is key to knowing which 3D printing filament to use for specific applications.
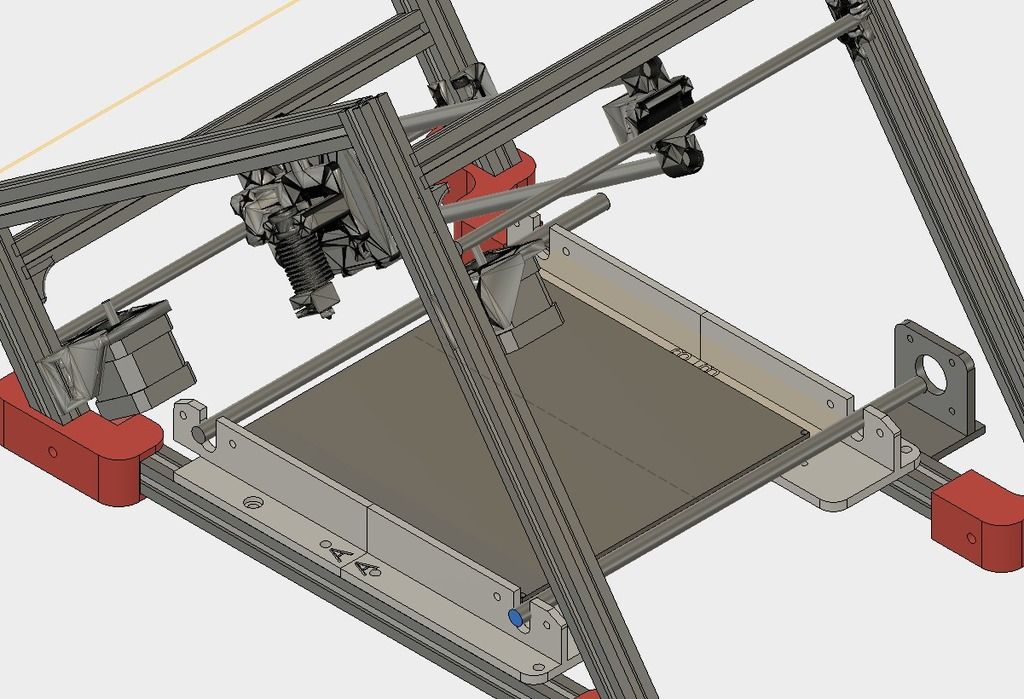
Image Credit: Nachiket Mhatre There’s no need to bother with this if your 3D printing needs are restricted to cosmetic prints because PLA is all you will ever need. Printing functional parts, however, needs an understanding of various filament parameters, such as tensile strength, toughness/flexibility, heat resistance, durability, creep, and warping.
So, what are the best 3D printing filaments, and when should you use one over another?
1. PLA (Polylactic Acid)
Polylactic Acid is to 3D printing what training wheels are to bicycles. It’s incredibly easy to print on even the cheapest 3D printers. With print temperatures beginning as low as 180°C, you don’t need an all-metal hot end to print this filament safely. PLA doesn’t even require a heated bed, as long as the ambient room temperature is maintained above 20°C.
Image Credits: Nachiket MhatreThe material practically doesn’t warp and can bridge extremely well if you give adequate part cooling. Not sure what all those terms mean? Check out our Ender-3 upgrade guide to learn more about all-metal hot ends and 3D printer safety.
The bottom line: it’s incredibly difficult to ruin a PLA print.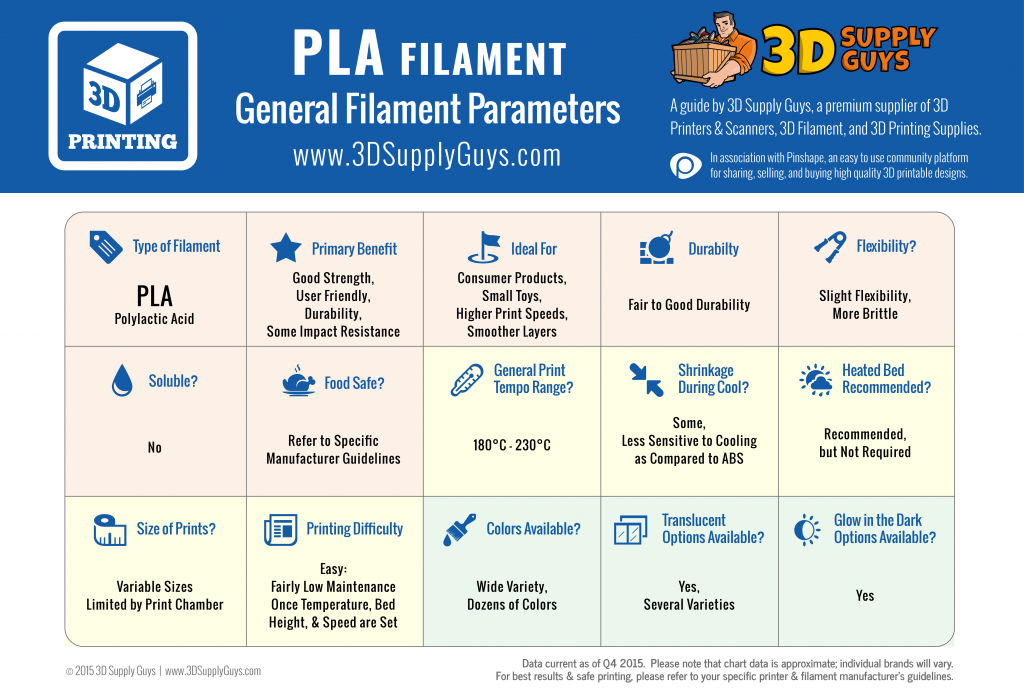 This allows beginners to gradually learn the many complicated aspects of 3D printing without hitting the brick wall of repeated print failures. As a beginner, sticking to PLA makes it easy to grasp the fundamentals of bed adhesion, first layer calibration, overhangs, and bridging. PLA is the optimal way to test the limits of 3D printing without having to second-guess your printer calibration and slicer settings.
This allows beginners to gradually learn the many complicated aspects of 3D printing without hitting the brick wall of repeated print failures. As a beginner, sticking to PLA makes it easy to grasp the fundamentals of bed adhesion, first layer calibration, overhangs, and bridging. PLA is the optimal way to test the limits of 3D printing without having to second-guess your printer calibration and slicer settings.
PLA Filament Properties
- Printability: Excellent
- Color Selection: Excellent
- Heat Resistance: Poor
- Tensile Strength: Excellent
- Toughness: Poor
- UV Resistance: Excellent
- Moisture Resistance: Excellent
- Creep Resistance: Poor
When Should You Use PLA 3D Printing Filament?
PLA is great for cosmetic 3D prints but not so much for anything else.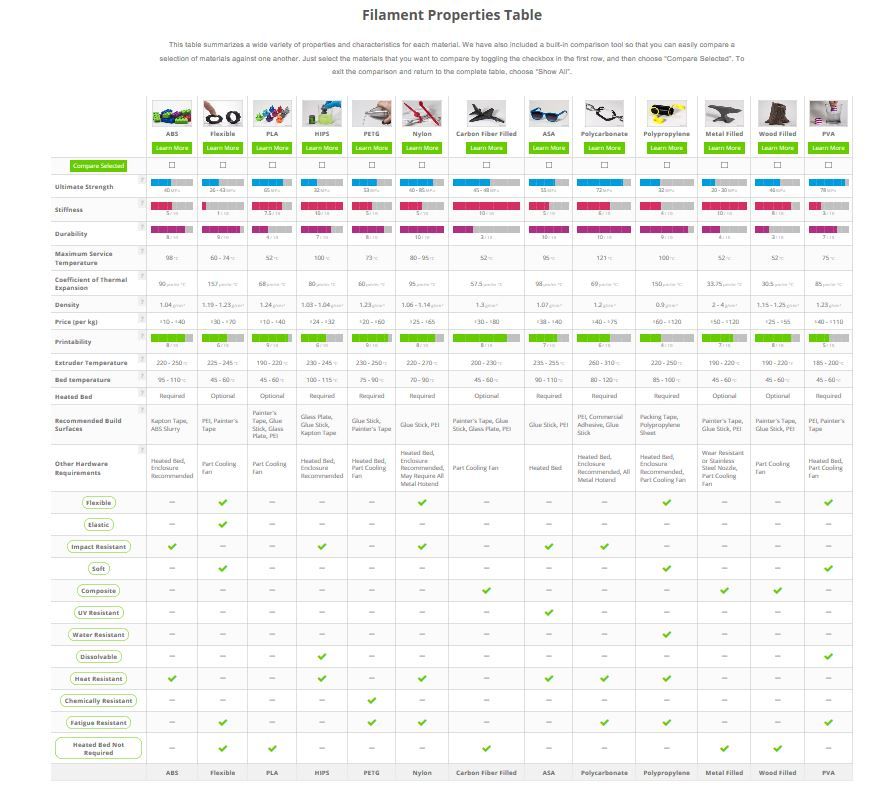 Despite its high tensile strength, it lacks toughness because the material is too hard to flex. This makes it brittle and susceptible to cracking in applications requiring impact resistance and bending. Its low-temperature printability also translates into poor heat resistance. PLA prints warp when subjected to direct sunlight or in-car conditions due to the material’s low glass transition temperature of 57°C.
Despite its high tensile strength, it lacks toughness because the material is too hard to flex. This makes it brittle and susceptible to cracking in applications requiring impact resistance and bending. Its low-temperature printability also translates into poor heat resistance. PLA prints warp when subjected to direct sunlight or in-car conditions due to the material’s low glass transition temperature of 57°C.
PLA’s tendency to creep, or to permanently deform under load at room temperature, makes it unviable for any functional print that either uses fasteners or serves any load-bearing purpose. Consequently, most 3D printing enthusiasts move to other materials once they have mastered slicer settings and 3D printer tuning with PLA.
2. PETG (Polyethylene Terephthalate Glycol)
PETG should ideally be your second filament challenge once you have mastered PLA. It is quite similar to the plastic found in water bottles and food containers, except for the addition of glycol to improve printability. PETG is better than PLA in most important parameters. It’s slightly tougher, significantly more heat resistant, exhibits excellent creep resistance, and is therefore suitable for functional 3D printing.
PETG is better than PLA in most important parameters. It’s slightly tougher, significantly more heat resistant, exhibits excellent creep resistance, and is therefore suitable for functional 3D printing.
However, it is also slightly more difficult to print. That isn’t entirely a bad thing. While it is virtually impossible for a well-tuned printer to mess up PLA prints, getting PETG right requires a better understanding of slicing software and first layer calibration. This makes the filament a safe way to learn these concepts, which are vital to mastering other technically challenging 3D printing filaments.
PETG is also quite hygroscopic, so drying it before printing is necessary if you live in a humid area. The prints themselves aren’t prone to moisture absorption, but a wet filament will cause extrusion and print quality issues. The material can bond permanently to most 3D printing surfaces if the first layer is printed too close to the build surface.
The sticky, viscous nature of the molten filament also makes it a poor choice for bridging and steep overhangs. However, that also translates into the best layer adhesion despite its low printing temperature.
PETG Filament Properties
- Printability: Good
- Color Selection: Good
- Heat Resistance: Average
- Tensile Strength: Good
- Toughness: Good
- UV Resistance: Excellent
- Moisture Resistance: Poor
- Creep Resistance: Good
When Should You Use PETG 3D Printing Filament?
PETG is the perfect compromise between PLA and the much superior ABS filaments. While it lacks the higher temperature resistance of ABS, it is still good enough for prints to be used outdoors or car interiors. It is also considerably tougher than PLA and ideal for applications where impact resistance is desired. PETG’s resistance to creep also makes it ideal for functional prints and 3D printer components alike.
PETG’s resistance to creep also makes it ideal for functional prints and 3D printer components alike.
3. TPE/TPU/TPC (Thermoplastic Elastomer/Polyurethane/Copolyester)
TPE comprises a number of plastics with rubber-like properties. Such filaments are used in applications where flexibility is desired. Regular flexible filaments marketed as TPE are available in various shore hardness, which is a measure of flexibility. In fact, TPE incorporates a broad category of filaments, including urethane-based TPU, which is slightly more rigid to improve printability. TPC is a copolyester-based variant with improved resistance to heat, UV, and chemical agents.
Printing with TPE and its variants are challenging due to the inherent flexibility of the filament. These filaments are particularly difficult to print with Bowden extruders since the lack of rigidity makes it difficult to push the filament through the nozzle. Therefore, direct drive extruders, with a short filament path between the extruder gears and nozzle, are recommended for reliable printing.
The tendency of the filament to compress and elongate also makes retractions unreliable. This leads to excessive stringing in prints, which requires expertise to mitigate. It is also recommended to print these flexible filaments on an unheated bed, preferably with a release agent, such as a glue stick or hairspray. Failure to do that often results in the prints permanently bonding to the build surface.
TPE Filament Properties
- Printability: Average
- Color Selection: Average
- Heat Resistance: Average
- Tensile Strength: Average
- Toughness: Excellent
- UV Resistance: Good
- Moisture Resistance: Poor
- Creep Resistance: Good
When Should You Use TPE/TPU/TPC 3D Printing Filament?
These flexible filaments are excellent in applications where impact resistance, bendability, wear, and grip are more desirable than rigidity. TPE and TPU are regularly used to 3D print gaskets, phone covers, and wristbands for wearable devices. TPC is a more expensive alternative that offers additional temperature and chemical resistance suitable for harsh environments.
TPE and TPU are regularly used to 3D print gaskets, phone covers, and wristbands for wearable devices. TPC is a more expensive alternative that offers additional temperature and chemical resistance suitable for harsh environments.
4. ABS (Acrylonitrile Butadiene Styrene)
ABS, in its injection molded avatar, is found in most consumer products in the form of automobile dashboards and switchgear, toys, pipe fittings, and as the chassis of most consumer durables. Not surprisingly, its familiarity, price, and availability made it the material of choice for the commercial 3D printing industry. It’s a terrific material with an unmatched price-to-performance ratio and good heat resistance.
Image Credit: Nachiket Mhatre Its heat resistance makes it incompatible with the cheap PTFE-lined hot ends. Most ABS filaments require nozzle temperatures of around 250°C. This makes all-metal hot ends mandatory for safe printing. The filament also off-gasses harmful VOCs (volatile organic compounds) such as styrene, which are known to negatively impact health.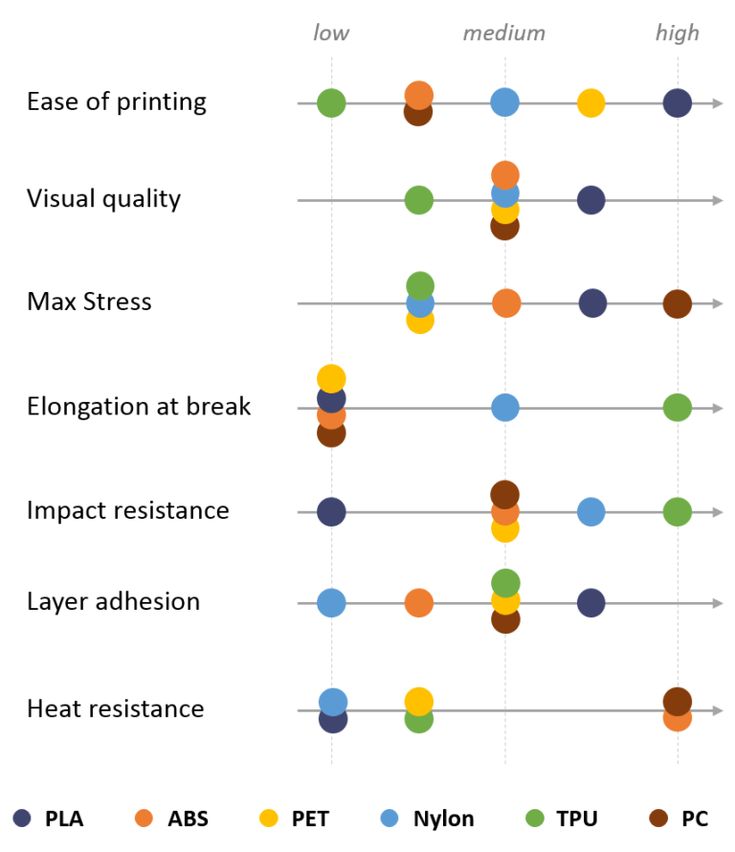 Learn how ABS compares to PLA in our ABS vs. PLA comparison.
Learn how ABS compares to PLA in our ABS vs. PLA comparison.
ABS filament’s tendency to warp makes it difficult to print unless you own a printer with a heated enclosure, like the Voron series of DIY 3D printers. Delamination, bed adhesion, and warping are persistent issues on large ABS prints on unenclosed printers. Having said that, most modern ABS filament blends print fine, as long as you keep the build volume enclosed and use the heated bed as a passive heat source. Carbon fiber and glass fiber-enhanced ABS composite filaments mitigate these issues to a great extent.
ABS Filament Properties
- Printability: Average
- Color Selection: Average
- Heat Resistance: Good
- Tensile Strength: Good
- Toughness: Good
- UV Resistance: Average
- Moisture Resistance: Good
- Creep Resistance: Excellent
When Should You Use ABS 3D Printing Filament?
ABS exhibits good tensile strength and toughness, which makes it ideal for functional prints and even some engineering applications.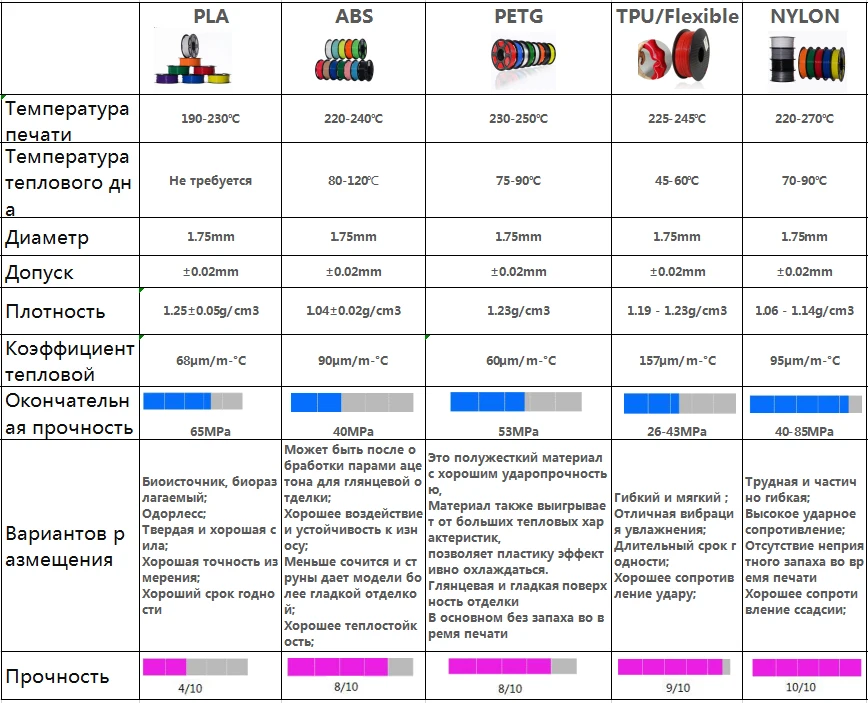 The material can be used in high-temperature applications such as 3D printer hot end components and functional prints for car interiors. Any engineering scenario that demands resistance to heat, impact, and wear can be met cheaply with ABS.
The material can be used in high-temperature applications such as 3D printer hot end components and functional prints for car interiors. Any engineering scenario that demands resistance to heat, impact, and wear can be met cheaply with ABS.
5. ASA (Acrylonitrile Styrene Acrylate)
ASA is a modified form of ABS that is easier to print and exhibits improved UV resistance. Large ASA prints are easier thanks to their tendency to warp less than ABS. Most ASA filaments also tend to off-gas less VOCs while printing.
And all this is achieved while maintaining the strength, toughness, and temperature resistance comparable to ABS. We see no reason to choose ABS if you can afford the slight premium commanded by ASA filaments.
ASA Filament Properties
- Printability: Good
- Color Selection: Average
- Heat Resistance: Good
- Tensile Strength: Good
- Toughness: Good
- UV Resistance: Excellent
- Moisture Resistance: Good
- Creep Resistance: Excellent
When Should You Use ASA 3D Printing Filament?
ASA can be used for the same applications as ABS, with the added versatility of maintaining durability and color integrity despite heavy exposure to sunlight.
6. PA (Polyamide or Nylon)
Polyamide, better known as its brand name Nylon, is found in consumer durables in the form of gears, hinges, and sliding components—basically in any application that calls for extreme wear resistance, low friction, excellent toughness, and some degree of temperature tolerance. PA is indispensable in powder-sintered 3D printing processes employed in commercial SLS 3D printers.
Image Credit: Nachiket MhatreNylon also exists in the FDM 3D printing space in various blends offering different compromises between heat resistance, toughness, durability, and creep resistance. The latter is important because the material exhibits a tendency to heat creep in its natural state. Therefore, most engineering applications require PA blended with carbon or glass fiber to improve tensile strength, creep resistance, and temperature tolerance.
The material’s high glass transition temperature and an innate tendency to warp make it difficult to print on cheap, unenclosed printers. Furthermore, PA’s chronic tendency to absorb moisture requires filament dryers that can reliably maintain 80°C chamber temperatures. In fact, successful printing also requires the filament to be routed through a dry box while printing. It’s a great engineering filament that demands a capable printer and an experienced operator.
Furthermore, PA’s chronic tendency to absorb moisture requires filament dryers that can reliably maintain 80°C chamber temperatures. In fact, successful printing also requires the filament to be routed through a dry box while printing. It’s a great engineering filament that demands a capable printer and an experienced operator.
PA Filament Properties
- Printability: Poor
- Color Selection: Poor
- Heat Resistance: Good
- Tensile Strength: Good
- Toughness: Excellent
- UV Resistance: Average
- Moisture Resistance: Poor
- Creep Resistance: Average
When Should You Use PA 3D Printing Filament?
Functional PA prints work well as mechanical parts, such as gears, hinges, and levers. The material is also tough enough to be used to manufacture custom tools and prototypes requiring strong meshing parts subjected to friction and impact. Various glass fiber and carbon fiber blends can also be used to modify the rigidity and flexibility of the material to suit different engineering demands.
6. PC (Polycarbonate)
PC is one of the strongest 3D printing filaments accessible to consumer 3D printers. How strong, you ask? Well, the material is used to manufacture everything from bullet-proof glass to fighter jet canopies. PC can withstand temperatures as high as 110°C, with some blends even outperforming that impressive figure.
PC has the unique distinction of exhibiting high tensile strength while also being extremely impact resistant. This gives it the distinction of excelling in applications where even Nylon falls short. However, these physical properties make PC challenging to print. It isn’t uncommon for some PC blends to require nozzle temperatures of 300 °C, with the heated bed maintained in excess of 100 °C.
The material is also prone to excessive warping and only adheres well to polycarbonate build surfaces or polyimide tape. However, like Nylon, PC is available in various blends, making it more printable.
PC Filament Properties
- Printability: Poor
- Color Selection: Poor
- Heat Resistance: Excellent
- Tensile Strength: Excellent
- Toughness: Excellent
- UV Resistance: Excellent
- Moisture Resistance: Poor
- Creep Resistance: Excellent
When Should You Use PC 3D Printing Filament?
PC is employed in various industrial, automotive, and electrical applications—especially those requiring high strength and temperature resistance. The inherent optical clarity of the material also makes it ideal for transparent prints, as long as the wall thickness is kept minimal.
Choose Your 3D Printing Filament Wisely
Now that you have a handy means to compare various physical properties and performance parameters of consumer-grade filaments, choosing the right one is a matter of evaluating which parameters are best suited to your particular applications.
If you are new to 3D printing, we recommend starting with PLA and graduating to PETG before taking on more challenging materials such as ABS and Nylon.
Advanced filament guide - Original Prusa 3D Printers
Advanced filament guide
This article is also available in following languages:
October 22. 2020
Estimated reading time: 2 minutes
You’ve surely noticed our brief overview of filaments in the handbook sent with your printer. While that is still a very useful source of info for beginners, advanced users might want something more elaborate. That’s why we’ve prepared the advanced filament guide that summarizes all supported filament types found in PrusaSlicer.
Let us introduce our material table that allows you to compare the basic parameters of different filament materials and brands. This way, you can decide which filament is the most suitable for you. Clicking on the material name will open a text with all necessary information about usage, print preparation, postprocessing of that material, and photos of sample models. If you want to skip the table and get straight to those texts, you can find them here: PLA, PETG, ASA, ABS, PC, CPE, PVA/BVOH, HIPS, PP, Flex, nGen, Polyamide, Composite materials, Carbon filled.
But now let’s return to the material table. It features not only basic information such as temperature, recommended print surface, and various mechanical properties, but also the price of that particular filament. For materials, these values are shown only on a scale from 1 to 5 but after clicking on the filament material, you’ll find exact values for supported brands.
To make the comparison as valid and meaningful as possible, we tested every filament by ourselves, using the same method. But keep in mind that even with our greatest effort, these values might not be 100% accurate and some datasheets might show different (more accurate) results.
If you are interested in specific filament parameters, you can filter these values. Every parameter can be sorted by clicking on it. Plus, you can filter filaments by selecting various attributes such as mechanical resistance, chemical resistance, flexibility, etc.
Long story short – with our filament guide you’ll never again hesitate whether the selected filament is suitable for your needs. We believe that it will help you avoid a lot of trouble and extra costs. Go ahead, have a look at our guide and let us know how you like it, what could we change and improve. Do you miss your favourite filament? Let us know! Your opinion will help us to maintain and improve the guide so it can be helpful for as many people as possible.
Happy printing!
Previous post Next post
comparison of PLA, ABS, PET/PETG, HIPS, PP, ASA, nGen, PC-ABS, Flex, nylon and composites - qbed
| What material should I choose for my print and what should I pay attention to when printing? |
|---|
3D printing spools
There are several types of plastics on the market for FDM printing, each of which has its own advantages and disadvantages, is used to print certain models and requires different printer settings before printing. This article will focus on the key and most popular consumables for desktop FDM printing.
Article content:
PLA
About
Where is PLA used?
Prusa Printer Settings for PLA Printing
ABS
About Material
Where is ABS Used?
Prusa printer settings for ABS printing
PET/PETG
About
material Where is PET/PETG used?
Prusa printer settings for PET/PETG printing
HIPS
About the material
Where is HIPS used?
Prusa Printer Settings for HIPS Printing
PP
About Material
Where is PP used?
Prusa printer settings for printing from PP
ASA
About material
Where is ASA used?
Prusa printer settings for printing from ASA
nGen
About
Where is nGen used?
Prusa printer settings for printing from nGen
PC-ABS
About the material
Where is PC-ABS used?
Prusa printer settings for printing from PC-ABS
Flex
About material
Where is Flex used?
Prusa printer settings for printing from Flex
Nylon
About the material
Where is nylon used?
Prusa Nylon Printer Settings
Composites
About Composites
Where are Composites Used?
Prusa printer settings for composite printing
PLA
About the material
PLA (polylactic acid, or polylactide) is the most widely used filament. Its main advantages are ease of use, strength, biodegradability and versatility (the plastic's low thermal expansion allows large models to be printed with little to no deformation, and its low melting point of about 175°C allows small objects to be printed). Like ABS plastic, which will be discussed below, PLA can be repeatedly melted and crystallized without pronounced deterioration in material properties.
The disadvantage of PLA is its brittleness — PLA printouts are easy to break. And the low melting point of this material means Low temperature resistance - PLA printouts are not recommended for exposure to temperatures above 60°C. In combination with 's biodegradability of and 's modest UV resistance of , polylactide's low melting point hinders the use and storage of PLA prints outdoors and in direct sunlight.
Also, post-processing PLA is quite tricky : you will need chemicals such as chloroform or hot benzene to dissolve this plastic. If when printing ABS to connect several parts, you can process the desired areas with acetone, then with PLA you will have to use glue for this purpose. To post-process the surface of the PLA print and make it smooth, you will have to resort to wet grinding: water will prevent the material from heating up from friction and, as a result, its melting.
The minimum layer height of recommended when printing PLA is 50 microns .
Where is PLA used?
PLA is most commonly used for printing concept models, prototypes, low wear toys, etc. Although PLA is biodegradable, it is safe to store food and drink in it, eating and drinking from PLA items however, it is not recommended, as bacteria can accumulate in the recesses on the surface of the printout. To avoid this, you can treat your printouts with a food-safe coating.
Prusa printer settings for printing from PLA
Before printing from PLA, warm up the printer to the following values:
-
Extruder temperature: 215 °C.
-
Platform temperature: 50°C to 60°C.
-
Platform treatment: Don't forget to clean the platform before printing!
Settings may vary as each material manufacturer produces a slightly different PLA filament. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
ABS
About the material
ABS (acrylonitrile butadiene styrene, or acrylonitrile butadiene styrene) is a very strong and versatile material with high temperature resistance. Like PLA, this plastic is a thermoplastic polymer that can be repeatedly melted and crystallized without any visible damage to its properties. One significant difference between ABS and PLA is that ABS requires a higher temperature to melt, but it is this high melting temperature that gives ABS prints higher thermal resistance (your printouts will withstand temperatures up to 98°C). ABS printouts can be used and stored both indoors and outdoors. It is from ABS plastic that everyone's favorite LEGO constructor is made!
Another advantage of ABS is its solubility in acetone. If you want to give your printouts a smooth surface instead of the typical ribbed surface with distinct layers found in FDM printing, you can easily do this with ABS by treating the printouts with acetone vapor . Also surface treatment with acetone will allow you to join together different printouts and their parts. PLA plastic solvents are much less harmless than acetone, so post-processing with PLA prints is much more difficult.
ABS contains wear-resistant synthetic rubber , which makes the material quite strong and impact resistant.
Now a few words about the shortcomings. ABS plastic suffers from shrinkage on cooling. That is, your printout can shrink when temperatures drop, break away from the print platform (even when it is heated to 100 ° C) and deform, which, of course, negatively affects the quality of the printout. Try to keep the printer in a warm environment when printing from ABS, especially if you are going to print a large model.
Another disadvantage of ABS is an unpleasant smell when melted. The printer must be kept in a well-ventilated area or come up with some kind of isolation chamber for it.
Where is ABS used?
ABS is used where print strength is important. ABS is much stronger than PLA. ABS should also be preferred if you will be storing printouts outdoors or at high temperatures. ABS is often used to create architectural and concept models, spare parts (e.g. car interiors), smartphone cases, etc.
Prusa printer settings for printing from ABS
Before printing from ABS, warm up the printer to the following values:
-
Extruder temperature: 255 °C.
-
Platform temperature: 80°C to 110°C. The larger the print object, the higher the platform temperature must be.
-
Platform treatment: Don't forget to clean the platform before printing!
Settings may vary as each material manufacturer produces a slightly different ABS filament. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
PET/PETG
About the material
PETG (polyethylene terephthalate glycol) - very strong material with good thermal resistance and strong layer bonding. Prints made from this material can be used and stored indoors or outdoors. When printing from PETG, there is practically no deformation of the model when printing from PETG, so this material can be safely used for printing large objects. Also PETG is quite elastic material , which reduces the risk of model breakage under pressure.
Glycol 9 is often added to PET during production 0074 (hence the G in the name), which makes the material easier to use when printing, less brittle, and makes the translucent varieties of the material more transparent and clear.
One of the properties of PETG is 's low thermal expansion of , which reduces the chance of prints coming off the platform and deforming during printing, so there is no need to use isolation chambers as is the case with ABS.
Now about the cons. Unlike PLA or ABS, PETG tends to will bleed out of the extruder in unwanted places and may leave unwanted strands of plastic on the printout. To solve this problem, you need to experiment with the temperature settings of the extruder and / or increase the retraction, and the finished printout itself can be quickly heated with a hot air gun. PETG, like PLA, does not dissolve with acetone , which complicates post-processing. PETG printouts can be easily scratched .
Where is PET/PETG used?
PETG is widely used for printing mechanical parts and other objects where durability is of great importance.
Prusa printer settings for printing from PET/PETG
Before printing from PET/PETG, warm up the printer to the following values:
-
Extruder temperature: 240 °C.
-
Platform temperature: 80°C to 100°C.
-
Platform Treatment: Do not use isopropyl alcohol to clean the platform before printing with PET/PETG, otherwise your printout may stick quite strongly to the platform. It is better to use any window cleaner. If you have nothing but isopropyl alcohol on hand, treat the platform with glue after cleaning to reduce the risk of the model sticking to the platform.
Settings may vary as each material manufacturer produces a slightly different PET/PETG filament. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
HIPS
About the material
HIPS is a high strength plastic with high temperature resistance. He is easy to use and behaves like ABS when printed. But like ABS, HIPS produces an unpleasant smell when heated , and models made of this material when cooled can deform and lag behind the platform.
HIPS - versatile and durable material that produces smooth layers. Dissolves HIPS using limonene.
Where is HIPS used?
HIPS is suitable for printing mechanical parts and producing heat-resistant objects. HIPS is also widely used to create toys, packaging, signage.
Prusa printer settings for printing from HIPS
Before printing from HIPS, warm up the printer to the following values:
-
Extruder temperature: 220 °C.
-
Platform temperature: 80°C to 110°C. The larger the print object, the higher the platform temperature must be.
-
Platform treatment: Don't forget to clean the platform before printing!
Settings may vary as each material manufacturer makes a slightly different HIPS filament. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
PP
About the material
PP (polypropylene, or polypropylene) is an elastic and strong material with excellent physical and mechanical characteristics, which produces strong and durable objects.
PP - physiologically inert material which may come into contact with foodstuffs. PP products are used in food factories, kitchens, bakeries, etc. PP printouts are easy to clean due to their resistance to many chemical solvents and acids. However, just because of this chemical resistance of , gluing printouts of from polypropylene is practically impossible , so it will be very problematic to combine different parts into a single object.
A huge minus of PP is, like ABS with HIPS, shrinkage during cooling and deformation of printouts. The solution to the problem is to create an isolation chamber for printing for the printer, which maintains a high temperature.
Where is PP used?
PP is used to create heat resistant and durable objects.
Prusa printer settings for printing from PP
Before printing from PP, warm up the printer to the following values:
-
Extruder temperature: 254 °C.
-
Platform temperature: 95°C to 100°C.
The larger the print object, the higher the platform temperature must be.
-
Platform treatment: Don't forget to clean the platform before printing! Before printing, you can stick adhesive tape on the platform for better adhesion of the printout to the platform.
Settings may vary as each material manufacturer makes a slightly different PP filament. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
ASA
About the material
ASA (acrylonitrile-styrene-acryl) is very similar in properties to ABS. Its main advantages over ABS are 's increased UV and weather resistance of , and 's dimensional stability of printouts. ASA retains the gloss, color and mechanical properties of when stored and used outdoors. To achieve a smooth surface, you can process printouts with acetone.
Like ABS, the disadvantages of ASA are an unpleasant odor during pyrolysis and curling of printouts when cooled. ASA may be slightly hygroscopic - Recommended to dry before printing.
Where is the ASA used?
ASA is widely used for the production of mechanical parts. Its weather resistance makes it suitable for printing vehicle exteriors, outdoor furniture parts and signage.
Prusa printer settings for printing from ASA
Before printing from ASA, warm up the printer to the following values:
-
Extruder temperature: 270 °C - 280 °C.
-
Platform temperature: 100°C to 110°C. The larger the print object, the higher the platform temperature must be. In some cases, it is necessary to add edges to the digital model in Slic3r Prusa Edition to improve the adhesion of the model to the platform.
-
Platform treatment: don't forget to clean the platform before printing!
Settings may vary as each material manufacturer produces slightly different ASA heads. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
nGen
About material
nGen is a low styrene material developed by colorFabb based on Eastman Amphora™ AM3300 3D polymer. This material has several advantages: the almost complete absence of an unpleasant odor during pyrolysis , and the high heat resistance of (almost 2 times more heat resistant than PLA), and the dimensional stability of printouts created from it. nGen allows to achieve a stable flow of material even at lower extruder temperatures than other polymers, and allows you to work with more than over a wide temperature range , consistently producing quality and durable printouts.
Where is nGen used?
Due to the unique combination of nGen's relatively low thermal decomposition temperatures with its high temperature resistance, the material is used to create functional, durable and heat resistant products. nGen can produce prints with a beautiful glossy finish.
Prusa printer settings for printing from nGen
Before printing from nGen, warm up the printer to the following values:
-
Extruder temperature: 240 °C.
-
Platform temperature: 80°C to 100°C. The larger the print object, the higher the platform temperature must be.
-
Platform Treatment: Do not use isopropyl alcohol to clean the platform before printing from nGen, otherwise your printout may stick quite firmly to the platform. It is better to use any window cleaner. If you have nothing but isopropyl alcohol on hand, treat the platform with glue after cleaning to reduce the risk of the model sticking to the platform.
Don't forget to experiment with your printer's print settings and print and compare samples with different print settings!
Back to content
PC-ABS
About the material
PC-ABS (polycarbonate ABS, or polycarbonate ABS) - is an improved version of traditional ABS plastic. Compared to classic ABS, this material is easier to process and has greater strength, stiffness and heat resistance.
PC-ABS printouts feature sharp details and excellent surface quality.
Where is PC-ABS used?
PC-ABS is often used to create durable plastic parts such as TV and computer frames, as well as to create functional prototypes and tooling. This thermoplastic is often used in small-scale production.
Engineers and designers use PC-ABS for power tool prototyping, industrial equipment manufacturing and other demanding tasks. Durable and heat-resistant PC-ABS prototypes perfectly mimic the properties of final products. When printing from PC-ABS, you can create soluble supports to the model, which will allow you to print models with deep cavities.
Because of its strength and heat resistance, PC-ABS is ideal for printing appliance cases, handles, connectors, fans and turbines.
Prusa printer settings for printing from PC-ABS
Before printing from PC-ABS, warm up the printer to the following values:
-
Extruder temperature: 270 °C - 280 °C.
-
Platform temperature: 100°C to 110°C. The larger the print object, the higher the platform temperature must be.
-
Platform cleaning: don't forget to clean the platform before printing!
Settings may vary as each material manufacturer produces slightly different PC-ABS heads. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
Flex
About material
Flex - very strong and elastic material. Flex layers have a strong grip. Flex has excellent abrasion resistance, remains flexible even at low temperatures and is resistant to many solvents.
Flex printout does not shrink much when cooled , so it is convenient to print high precision models from it.
Recommended to print slowly from Flex.
Where is Flex used?
Flex is great for printing flexible objects such as phone cases, action camera housings or RC car wheels. FLEX is used for both rapid prototyping and small-scale production of finished products.
Prusa printer settings for printing from Flex
Before printing from Flex, warm up the printer to the following values:
-
Extruder temperature: 230 °C. Before printing from Flex, the extruder must be thoroughly cleaned of previous material. Load the printer with PLA and heat up the extruder to remove any remaining material.
When loading Flex filament, loosen the extruder screws. Be aware that when printing from Flex, the automatic filament change function may not work properly.
-
Platform temperature: 50°C to 65°C. The larger the print object, the higher the platform temperature must be.
-
Platform treatment: don't forget to clean the platform before printing! Glue stick can be applied to the platform before printing, as some types of Flex adhere too tightly to the platform, and if the printout is separated from the platform, the coating of the platform can be damaged.
Settings may vary as each material manufacturer produces a slightly different Flex. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
Nylon
About the material
Nylon is a material with high wear and heat resistance. Nylon printouts are quite strong (their strength is comparable to injection molded counterparts). This is because the layers of nylon have excellent grip. Nylon printouts can also be dyed with acid-based dyes.
Like ABS, nylon can warp and warp when cooled unevenly , so printing with nylon involves having a heated bed at the printer, printing in warm rooms, or even building a closed chamber for the printer to maintain a high temperature (as well as printing from most of the materials listed in this article). Nylon parts are almost impossible to glue together with , making it difficult to create large models from multiple prints.
Nylon is highly hygroscopic , which means it easily absorbs moisture. It is recommended to dry the nylon filament before printing, so that the possible release of water vapor from the nylon does not damage your printouts.
Taulman is the most popular nylon filament for desktop 3D printers.
Where is nylon used?
Nylon has a high coefficient of slip and is widely used in bearings and similar machinery, often without the use of lubrication.
Prusa printer settings for printing from nylon
Before printing from nylon, warm up the printer to the following values:
-
Extruder temperature: 240 °C.
-
Platform temperature: 80°C to 90°C.
-
Platform treatment: Don't forget to clean the platform before printing! Before printing, you can stick adhesive tape on the platform for better adhesion of the printout to the platform.
Settings may vary as each material manufacturer makes slightly different nylon. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to content
Composites
About Composites
There is a wide variety of 3D printing composite materials available, from metal simulants such as bronze and copper, wood simulants, sandstone simulants, glow-in-the-dark materials, as well as carbon and aramid composites. Composites are plastic-based materials with the addition of auxiliary powder material : in wood simulants it is microscopic wood chips, in metal simulants it is microparticles of copper or bronze.
Sandstone and wood simulants are very easy to use when printing. Printouts from such materials are almost not subject to deformation , therefore these composites can be printed without a heated platform. Different extruder temperatures allow you to achieve different shades of the material when printing with wood imitators: the higher the temperature, the darker the material becomes. And when printing with simulant sandstone, the temperature of the extruder sets the texture of the surface: the lower the temperature, the smoother the printouts, while the higher temperature will create a rough surface.
Composites are highly machined, - sanded, drilled, etc. - and are easy to color. The first step in polishing printouts is sanding: start with coarse sanding (80) and gradually reduce the grit size. For best results after sanding, sanding with a steel wool or copper brush can be used. Wet sanding with very fine grit (1500) can be used to achieve an ultra smooth surface.
Composites tend to be very abrasive (with the exception of wood composites) and can easily scratch and damage the extruder if used frequently. The solution is to print with a high strength nozzle. When printing with wood composites (0.5 mm and above), it is recommended to use a large nozzle.
Another disadvantage is that composites are rather expensive material.
Where are composites used?
Composites are used to achieve certain visual characteristics of the printout. If you want to create something that looks like wood or metal, or get glow-in-the-dark printouts, then composites are just right for you.
Prusa printer settings for printing from composites
Before printing from composites, warm up the printer to the following values:
-
Extruder temperature: 190 °C - 210 °C.
Wood simulants: extruder heating range can vary from 180°C to 250°C. The higher the temperature, the darker the color of the extrusion.
Sandstone Simulators: low nozzle heat from 165°C to 190°C produces smooth surface prints. Increasing the temperature increases the surface roughness, while temperatures above 210°C make it possible to achieve a similarity to natural sandstone.
-
Platform temperature: 50°C to 70°C. The larger the print object, the higher the platform temperature must be.
-
Platform Cleaning: Don't forget to clean the platform before printing!
Settings may vary as each material manufacturer produces slightly different composites. Don't forget to experiment with the print settings in your printer and print and compare samples with different print settings!
Back to Contents
Back to All Articles
GalleryWhat 3D Printing Can Do
WATCH
Glossary3D modeling and additive manufacturing terms
VIEW
3D printing materialsK. Comment
0 LikesPlastics for 3D printer. Comparing the characteristics of plastics for a 3D printer.
Hello everyone, Friends! With you 3DTool!
Plastics for 3 D printer. Guide to the types of plastics and their characteristics.
In this article, we will compare the main filaments for 3D printing by properties - PLA , ABS , PET , Nylon , TPU (Flexible) and PC and help you find the best option for those or other tasks.
Introduction
Choosing the right type of plastic for 3D printing of object is getting more and more difficult as the market 3D printing radical new materials appear regularly. In FDM 3D printing, PLA and ABS have historically been the two main polymers used, but their initial dominance could be said to be accidental. Therefore, for other polymers in general, there are no major barriers to play their role in the future of FDM technology.
Now we see that new types of filament are becoming more and more popular, both pure polymers and composites. In this study, we will focus on the main pure polymers that exist on the market today: PLA , ABS , PET , Nylon , TPU (Flexible) and PC . We summarize the key differences between their properties so users can quickly decide which polymer is best for their job.
Methodology
3D printer filaments are generally classified into 3 categories: mechanical properties , visual quality and post-processing . Next, we break down these categories to paint a clearer picture of the properties of polymers. The choice of material depends on what the user wants to print, so here are the key criteria needed to select the material, in addition to cost:
-
Ease of printing : How easy it is to print with plastic: adhesion between layers, maximum print speed, scrap rate, print accuracy, ease of feeding into the printer, etc.
-
Visual quality : how good the finished model looks.
-
Maximum Loads : The maximum stress an object can experience before breaking when pulled slowly.
-
Stretch to Break : The maximum length of an object stretched to break.
-
Impact resistance : The energy required to break an object on a sudden impact.
-
Adhesion between layers (isotropy): how good the adhesion between layers of material is.
This is due to "isotropy" (homogeneity in all directions). The better the adhesion of the layer, the more isotropic the object will be.
-
Heat resistance : The maximum temperature an object can withstand before it softens and warps.
These properties are neither " good " nor " bad " per se; they are just properties that suit their application. For example, hardness.
We do not have an exact quantitative estimate, but we can say that this is an important factor. There are also parameters such as moisture resistance or toxicity.
PLA
PLA is the easiest resin to print and gives good visual quality to the resulting parts. It is quite hard, but in fact it is very brittle and not suitable for use in working mechanisms.
| Pros | Cons |
| biodegradable | Absorbs moisture |
| Has no smell | Not easy to glue |
| Suitable for processing sanding paper and painting with acrylic paints | |
| UV resistant |
ABS plastic
ABS is usually chosen over PLA when higher temperature resistance and higher strength are required.
| Pros | Cons |
| Can be treated with acetone vapor for a glossy finish | UV sensitivity |
| Can be processed with sanding paper and painted with acrylic paints | Odor when printing |
| Acetone can also be used as a strong adhesive | Potentially high smoke emissions |
| Good abrasion resistance |
Plastic PET
PET is a softer polymer that has more interesting properties, but with some significant drawbacks.
| Pros | Cons |
| Can make contact with food | work with it material is heavier than PLA or ABS |
| moisture resistance | |
| High chemical resistance | |
| Recycled | |
| Good fur. | |
| Can be processed sanding paper and paint with acrylic paints |
Plastic Nylon ( Nylon)
Nylon has excellent mechanical properties and in particular better impact resistance for a non-flexible filament. But problems can arise, and will certainly arise, if special glue is not taken care of, both with adhesion to the platform and between layers.
| Pros | Cons |
| Good chemical resistance | Absorbs moisture |
| Great strength | Potentially high smoke emissions |
Plastic TPU
TPU is a flexible plastic. It is mainly used in parts that require elasticity, but its very high impact resistance can be used for other applications as well.
| Pros | Cons |
| Good abrasion resistance | Difficult to expose post-processing |
| Good resistance to oils and fats | Difficult to glue |
Plastic Polycarbonate ( PC)
PC is a very durable material and could be an interesting alternative ABS . Their properties are quite similar.
| Pros | Cons |
| Easy to process (grinding) | UV sensitive |
Conclusion
Choosing the right plastic for 3d printer is critical to get the right properties of the 3D printed part, especially if you need it to be used functionally in mechanisms etc.