3D printer filament material properties
Guide to 3D Printing Materials: Types, Applications, and Properties
3D printing empowers you to prototype and manufacture parts for a wide range of applications quickly and cost-effectively. But choosing the right 3D printing process is just one side of the coin. Ultimately, it'll be largely up to the materials to enable you to create parts with the desired mechanical properties, functional characteristics, or looks.
This comprehensive guide to 3D printing materials showcases the most popular plastic and metal 3D printing materials available, compares their properties, applications, and describes a framework that you can use to choose the right one for your project.
Interactive
Need some help figuring out which 3D printing material you should choose? Our new interactive material wizard helps you make the right material decisions based on your application and the properties you care the most about from our growing library of resins.
Recommend Me a Material
There are dozens of plastic materials available for 3D printing, each with its unique qualities that make it best suited to specific use cases. To simplify the process of finding the material best suited for a given part or product, let’s first look at the main types of plastics and the different 3D printing processes.
There are the two main types of plastics:
-
Thermoplastics are the most commonly used type of plastic. The main feature that sets them apart from thermosets is their ability to go through numerous melt and solidification cycles. Thermoplastics can be heated and formed into the desired shape. The process is reversible, as no chemical bonding takes place, which makes recycling or melting and reusing thermoplastics feasible. A common analogy for thermoplastics is butter, which can be melted, re-solidify, and melted again. With each melting cycle, the properties change slightly.

-
Thermosetting plastics (also referred to as thermosets) remain in a permanent solid state after curing. Polymers in thermosetting materials cross-link during a curing process that is induced by heat, light, or suitable radiation. Thermosetting plastics decompose when heated rather than melting, and will not reform upon cooling. Recycling thermosets or returning the material back into its base ingredients is not possible. A thermosetting material is like cake batter, once baked into a cake, it cannot be melted back into batter again.
The three most established plastic 3D printing processes today are the following:
-
Fused deposition modeling (FDM) 3D printers melt and extrude thermoplastic filaments, which a printer nozzle deposits layer by layer in the build area.
-
Stereolithography (SLA) 3D printers use a laser to cure thermosetting liquid resins into hardened plastic in a process called photopolymerization.

-
Selective laser sintering (SLS) 3D printers use a high-powered laser to fuse small particles of thermoplastic powder.
Video Guide
Having trouble finding the best 3D printing technology for your needs? In this video guide, we compare FDM, SLA, and SLS technologies across popular buying considerations.
Watch the Videos
Fused deposition modeling (FDM), also known as fused filament fabrication (FFF), is the most widely used form of 3D printing at the consumer level, fueled by the emergence of hobbyist 3D printers.
This technique is well-suited for basic proof-of-concept models, as well as quick and low-cost prototyping of simple parts, such as parts that might typically be machined.
Consumer level FDM has the lowest resolution and accuracy when compared to other plastic 3D printing processes and is not the best option for printing complex designs or parts with intricate features. Higher-quality finishes may be obtained through chemical and mechanical polishing processes. Industrial FDM 3D printers use soluble supports to mitigate some of these issues and offer a wider range of engineering thermoplastics or even composites, but they also come at a steep price.
Higher-quality finishes may be obtained through chemical and mechanical polishing processes. Industrial FDM 3D printers use soluble supports to mitigate some of these issues and offer a wider range of engineering thermoplastics or even composites, but they also come at a steep price.
As the melted filament forms each layer, sometimes voids can remain between layers when they don’t adhere fully. This results in anisotropic parts, which is important to consider when you are designing parts meant to bear load or resist pulling.
FDM 3D printing materials are available in a variety of color options. Various experimental plastic filament blends also exist to create parts with wood- or metal-like surfaces.
The most common FDM 3D printing materials are ABS, PLA, and their various blends. More advanced FDM printers can also print with other specialized materials that offer properties like higher heat resistance, impact resistance, chemical resistance, and rigidity.
| Material | Features | Applications |
|---|---|---|
| ABS (acrylonitrile butadiene styrene) | Tough and durable Heat and impact resistant Requires a heated bed to print Requires ventilation | Functional prototypes |
| PLA (polylactic acid) | The easiest FDM materials to print Rigid, strong, but brittle Less resistant to heat and chemicals Biodegradable Odorless | Concept models Looks-like prototypes |
| PETG (polyethylene terephthalate glycol) | Compatible with lower printing temperatures for faster production Humidity and chemical resistant High transparency Can be food safe | Waterproof applications Snap-fit components |
| Nylon | Strong, durable, and lightweight Tough and partially flexible Heat and impact resistant Very complex to print on FDM | Functional prototypes Wear resistant parts |
| TPU (thermoplastic polyurethane) | Flexible and stretchable Impact resistant Excellent vibration dampening | Flexible prototypes |
| PVA (polyvinyl alcohol) | Soluble support material Dissolves in water | Support material |
| HIPS (high impact polystyrene) | Soluble support material most commonly used with ABS Dissolves in chemical limonene | Support material |
| Composites (carbon fiber, kevlar, fiberglass) | Rigid, strong, or extremely tough Compatibility limited to some expensive industrial FDM 3D printers | Functional prototypes Jigs, fixtures, and tooling |
Stereolithography was the world’s first 3D printing technology, invented in the 1980s, and is still one of the most popular technologies for professionals.
SLA parts have the highest resolution and accuracy, the clearest details, and the smoothest surface finish of all plastic 3D printing technologies. Resin 3D printing is a great option for highly detailed prototypes requiring tight tolerances and smooth surfaces, such as molds, patterns, and functional parts. SLA parts can also be highly polished and/or painted after printing, resulting in client-ready parts with high-detailed finishes.
Parts printed using SLA 3D printing are generally isotropic—their strength is more or less consistent regardless of orientation because chemical bonds happen between each layer. This results in parts with predictable mechanical performance critical for applications like jigs and fixtures, end-use parts, and functional prototyping.
SLA offers the widest range of material options for plastic 3D printing.
SLA 3D printing is highly versatile, offering resin formulations with a wide range of optical, mechanical, and thermal properties to match those of standard, engineering, and industrial thermoplastics.
| Formlabs Materials | Features | Applications |
|---|---|---|
| Standard Resins | High resolution Smooth, matte surface finish | Concept models Looks-like prototypes |
| Clear Resin | The only truly clear material for plastic 3D printing Polishes to near optical transparency | Parts requiring optical transparency Millifluidics |
| Draft Resin | One of the fastest materials for 3D printing 4x faster than standard resins, up to 10x faster than FDM | Initial Prototypes Rapid Iterations |
| Tough and Durable Resins | Strong, robust, functional, and dynamic materials Can handle compression, stretching, bending, and impacts without breaking Various materials with properties similar to ABS or PE | Housings and enclosures Jigs and fixtures Connectors Wear-and-tear prototypes |
| Rigid Resins | Highly filled, strong and stiff materials that resist bending Thermally and chemically resistant Dimensionally stable under load | Jigs, fixtures, and tooling Turbines and fan blades Fluid and airflow components Electrical casings and automotive housings |
| Polyurethane Resins | Excellent long-term durability UV, temperature, and humidity stable Flame retardancy, sterilizability, and chemical and abrasion resistance | High performance automotive, aerospace, and machinery components Robust and rugged end-use parts Tough, longer-lasting functional prototypes |
| High Temp Resin | High temperature resistance High precision | Hot air, gas, and fluid flow Heat resistant mounts, housings, and fixtures Molds and inserts |
| Flexible and Elastic Resins | Flexibility of rubber, TPU, or silicone Can withstand bending, flexing, and compression Holds up to repeated cycles without tearing | Consumer goods prototyping Compliant features for robotics Medical devices and anatomical models Special effects props and models |
| Medical and dental resins | A wide range of biocompatible resins for producing medical and dental appliances | Dental and medical appliances, including surgical guides, dentures, and prosthetics |
| Jewelry resins | Materials for investment casting and vulcanized rubber molding Easy to cast, with intricate details and strong shape retention | Try-on pieces Masters for reusable molds Custom jewelry |
| ESD Resin | ESD-safe material to improve electronics manufacturing workflows | Tooling & fixturing for electronics manufacturing Anti-static prototypes and end-use components Custom trays for component handling and storage |
| Ceramic Resin | Stone-like finish Can be fired to create a fully ceramic piece | Engineering research Art and design pieces |
Explore Formlabs SLA Materials
Sample part
See and feel Formlabs quality firsthand. We’ll ship a free sample part to your office.
We’ll ship a free sample part to your office.
Request a Free Sample Part
Selective laser sintering (SLS) 3D printing is trusted by engineers and manufacturers across different industries for its ability to produce strong, functional parts. Low cost per part, high productivity, and established materials make the technology ideal for a range of applications from rapid prototyping to small-batch, bridge, or custom manufacturing.
As the unfused powder supports the part during printing, there’s no need for dedicated support structures. This makes SLS ideal for complex geometries, including interior features, undercuts, thin walls, and negative features.
Just like SLA, SLS parts are also generally more isotropic than FDM parts. SLS parts have a slightly rough surface finish due to the powder particles, but almost no visible layer lines.
SLS 3D printing materials are ideal for a range of functional applications, from engineering consumer products to manufacturing and healthcare.
The material selection for SLS is limited compared to FDM and SLA, but the available materials have excellent mechanical characteristics, with strength resembling injection-molded parts. The most common material for selective laser sintering is nylon, a popular engineering thermoplastic with excellent mechanical properties. Nylon is lightweight, strong, and flexible, as well as stable against impact, chemicals, heat, UV light, water, and dirt.
| Material | Description | Applications |
|---|---|---|
| Nylon 12 | Strong, stiff, sturdy, and durable Impact-resistant and can endure repeated wear and tear Resistant to UV, light, heat, moisture, solvents, temperature, and water | Functional prototyping End-use parts Medical devices |
| Nylon 11 | Similar properties to Nylon 12, but with a higher elasticity, elongation at break, and impact resistance, but lower stiffness | Functional prototyping End-use parts Medical devices |
| TPU | Flexible, elastic, and rubbery Resilient to deformation High UV stability Great shock absorption | Functional prototyping Flexible, rubber-like end-use parts Medical devices |
| Nylon composites | Nylon materials reinforced with glass, aluminum, or carbon fiber for added strength and rigidity | Functional prototyping Structural end-use parts |
Explore Formlabs SLS Materials
Sample part
See and feel Formlabs SLS quality firsthand. We’ll ship a free sample part to your office.
We’ll ship a free sample part to your office.
Request a Free Sample Part
Different 3D printing materials and processes have their own strengths and weaknesses that define their suitability for different applications. The following table provides a high level summary of some key characteristics and considerations.
| FDM | SLA | SLS | |
|---|---|---|---|
| Pros | Low-cost consumer machines and materials available | Great value High accuracy Smooth surface finish Range of functional materials | Strong functional parts Design freedom No need for support structures |
| Cons | Low accuracy Low details Limited design compatibility High cost industrial machines if accuracy and high performance materials are needed | Sensitive to long exposure to UV light | More expensive hardware Limited material options |
| Applications | Low-cost rapid prototyping Basic proof-of-concept models Select end-use parts with high-end industrial machines and materials | Functional prototyping Patterns, molds, and tooling Dental applications Jewelry prototyping and casting Models and props | Functional prototyping Short-run, bridge, or custom manufacturing |
| Materials | Standard thermoplastics, such as ABS, PLA, and their various blends on consumer level machines. High performance composites on high cost industrial machines High performance composites on high cost industrial machines | Varieties of resin (thermosetting plastics). Standard, engineering (ABS-like, PP-like, flexible, heat-resistant), castable, dental, and medical (biocompatible). | Engineering thermoplastics. Nylon 11, Nylon 12, and their composites, thermoplastic elastomers such as TPU. |
Beyond plastics, there are multiple 3D printing processes available for metal 3D printing.
-
Metal FDM
Metal FDM printers work similarly to traditional FDM printers, but use extrude metal rods held together by polymer binders. The finished “green” parts are then sintered in a furnace to remove the binder.
SLM and DMLS printers work similarly to SLS printers, but instead of fusing polymer powders, they fuse metal powder particles together layer by layer using a laser. SLM and DMLS 3D printers can create strong, accurate, and complex metal products, making this process ideal for aerospace, automotive, and medical applications.
-
Titanium is lightweight and has excellent mechanical characteristics. It is strong, hard and highly resistant to heat, oxidation, and acid.
-
Stainless steel has high strength, high ductility, and is resistant to corrosion.
-
Aluminum is a lightweight, durable, strong, and has good thermal properties.
-
Tool steel is a hard, scratch-resistant material that you can use to print end-use tools and other high-strength parts..
- Nickel alloys have high tensile, creep and rupture strength and are heat and corrosion resistant.
Compared to plastic 3D printing technologies, metal 3D printing is substantially more costly and complex, limiting its accessibility to most businesses.
Alternatively, SLA 3D printing is well-suited for casting workflows that produce metal parts at a lower cost, with greater design freedom, and in less time than traditional methods.
Another alternative is electroplating SLA parts, which involves coating a plastic material in a layer of metal via electrolysis. This combines some of the best qualities of metal—strength, electrical conductivity, and resistance to corrosion and abrasion—with the specific properties of the primary (usually plastic) material.
Plastic 3D printing is well-suited to create patterns that can be cast to produce metal parts.
With all these materials and 3D printing options available, how can you make the right selection?
Here’s our three-step framework to choose the right 3D printing material for your application.
Plastics used for 3D printing have different chemical, optical, mechanical, and thermal characteristics that determine how the 3D printed parts will perform. As the intended use approaches real-world usage, performance requirements increase accordingly.
| Requirement | Description | Recommendation |
|---|---|---|
| Low performance | For form and fit prototyping, conceptual modeling, and research and development, printed parts only need to meet low technical performance requirements. Example: A form prototype of a soup ladle for ergonomic testing. No functional performance requirements needed besides surface finish. | FDM: PLA SLA: Standard Resins, Clear Resin (transparent part), Draft Resin (fast printing) |
| Moderate performance | For validation or pre-production uses, printed parts must behave as closely to final production parts as possible for functional testing but do not have strict lifetime requirements. Example: A housing for electronic components to protect against sudden impact. Performance requirements include ability to absorb impact, housing needs to snap together and hold its shape. | FDM: ABS SLA: Engineering Resins SLS: Nylon 11, Nylon 12, TPU |
| High performance | For end-use parts, final 3D printed production parts must stand up to significant wear for a specific time period, whether that’s one day, one week, or several years. Example: Shoe outsoles. | FDM: Composites SLA: Engineering, Medical, Dental, or Jewelry Resins SLS: Nylon 11, Nylon 12, TPU, nylon composites |
 Performance requirements include strict lifetime testing with cyclic loading and unloading, color fastness over periods of years, amongst others like tear resistance.
Performance requirements include strict lifetime testing with cyclic loading and unloading, color fastness over periods of years, amongst others like tear resistance.Once you’ve identified the performance requirements for your product, the next step is translating them into material requirements—the properties of a material that will satisfy those performance needs. You’ll typically find these metrics on a material’s data sheet.
| Requirement | Description | Recommendation |
|---|---|---|
| Tensile strength | Resistance of a material to breaking under tension. High tensile strength is important for structural, load bearing, mechanical, or statical parts. | FDM: PLA SLA: Clear Resin, Rigid Resins SLS: Nylon 12, nylon composites |
| Flexural modulus | Resistance of a material to bending under load. Good indicator for either the stiffness (high modulus) or the flexibility (low modulus) of a material. Good indicator for either the stiffness (high modulus) or the flexibility (low modulus) of a material. | FDM: PLA (high), ABS (medium) SLA: Rigid Resins (high), Tough and Durable Resins (medium), Flexible and Elastic Resins (low) SLS: nylon composites (high), Nylon 12 (medium) |
| Elongation | Resistance of a material to breaking when stretched. Helps you compare flexible materials based on how much they can stretch. Also indicates if a material will deform first, or break suddenly. | FDM: ABS (medium), TPU (high) SLA: Tough and Durable Resins (medium), Polyurethane Resins (medium), Flexible and Elastic Resins (high) SLS: Nylon 12 (medium), Nylon 11 (medium), TPU (high) |
| Impact strength | Ability of a material to absorb shock and impact energy without breaking. Indicates toughness and durability, helps you figure out how easily a material will break when dropped on the ground or crashed into another object. | FDM: ABS, Nylon SLA: Tough 2000 Resin, Tough 1500 Resin, Grey Pro Resin, Durable Resin, Polyurethane Resins SLS: Nylon 12, Nylon 11, nylon composites |
| Heat deflection temperature | Temperature at which a sample deforms under a specified load. Indicates if a material is suitable for high temperature applications. | SLA: High Temp Resin, Rigid Resins SLS: Nylon 12, Nylon 11, nylon composites |
| Hardness (durometer) | Resistance of a material to surface deformation. Helps you identify the right “softness” for soft plastics, like rubber and elastomers for certain applications. | FDM: TPU SLA: Flexible Resin, Elastic Resin SLS: TPU |
| Tear strength | Resistance of a material to growth of cuts under tension. Important to assess the durability and the resistance to tearing of soft plastics and flexible materials, such as rubber. | FDM: TPU SLA: Flexible Resin, Elastic Resin, Durable Resin SLS: Nylon 11, TPU |
| Creep | Creep is the tendency of a material to deform permanently under the influence of constant stress: tensile, compressive, shear, or flexural.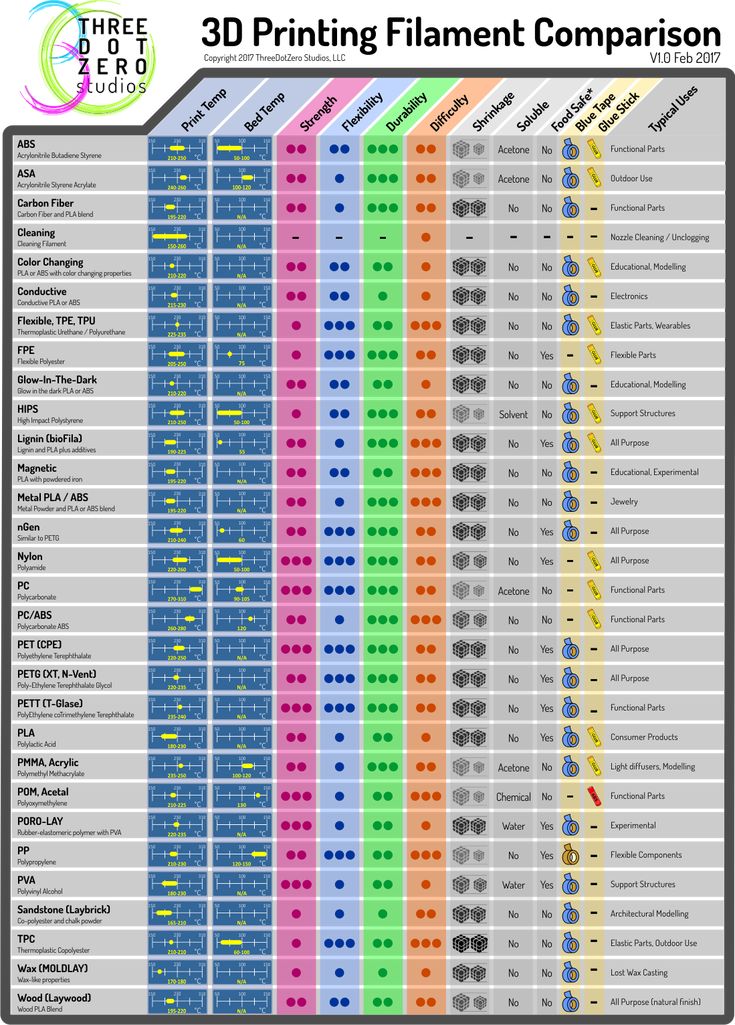 Low creep indicates longevity for hard plastics and is crucial for structural parts. Low creep indicates longevity for hard plastics and is crucial for structural parts. | FDM: ABS SLA: Polyurethane Resins, Rigid Resins SLS: Nylon 12, Nylon 11, nylon composites |
| Compression set | Permanent deformation after material has been compressed. Important for soft plastics and elastic applications, tells you if a material will return to its original shape after the load is removed. | FDM: TPU SLA: Flexible Resin, Elastic Resin SLS: TPU |
For even more details on material properties, read our guide to about the most common mechanical and thermal properties.
Once you translate performance requirements to material requirements, you’ll most likely end up with a single material or a smaller group of materials that could be suitable for your application.
If there are multiple materials that fulfil your basic requirements, you can then look at a wider range of desired characteristics and consider the pros, cons, and trade-offs of the given materials and processes to make the final choice.
Try our interactive material wizard to find materials based on your application and the properties you care the most about from our growing library of materials. Do you have specific questions about 3D printing materials? Contact our experts.
Recommend Me a Material
3D Printing Filament Guide
Skill level required to print filament types.
Beginner
Intermediate
Expert
PLA is the most common consumer 3D printer filament type. It is the easiest to print which makes it perfect for those who are just starting off. It allows you to create prints with a high level of detail and produces minimal to no stringing. PLA is typically not suitable for prototypes due to its subpar mechanical and thermal properties.
- Easy to print
- No enclosure needed
- Low Odor
- Large number of colors
- Brittle (Low Toughness)
- Low temperature resistance
Density (g/cc): 1.25
Ultimate Tensile Strength (MPa): 57
Tensile Modulus (MPa): 2900
Tensile Elongation at Failure (%): 8
Max Service Temperature (°F): 130
PETG is the second most popular consumer filament. It is fairly easy to print, however, unlike PLA it can be used for light-use functional prototypes.
It is fairly easy to print, however, unlike PLA it can be used for light-use functional prototypes.
- Easy to print
- No enclosure needed
- Low Odor
- Large number of colors
- Minor Stringing
- Can fuse to build surfaces
- Slight warping
Density (g/cc): 1.25
Ultimate Tensile Strength (MPa): 46
Tensile Modulus (MPa): 1675
Tensile Elongation at Failure (%): 25
Max Service Temperature (°F): 176
ABS is what we consider the "PLA" of the functional prototype community. With a properly setup printer it can be printed somewhat easily and also provides even better mechanical and thermal properties than PETG.
- Good for budget functional prototypes
- High temperature resistance
- Many colors available
- Enclosure required
- Medium warping
- Mild odor from styrene
- Harder to print than PETG
Density (g/cc): 1. 05
05
Ultimate Tensile Strength (MPa): 44
Tensile Modulus (MPa): 1940
Tensile Elongation at Failure (%): 10.5
Max Service Temperature (°F): 221
Nylon is a semi-flexible material which makes it great for things that need impact resistance such as gears and drone parts. It has a high tendency to warp and will likely require a Garolite build surface.
- Excellent impact strength
- High temperature resistance
- Abrasion-resistant
- Enclosure required
- High warping
- Harder to print than ABS
- Absorbs moisture (Hygroscopic)
- Few colors
Density (g/cc): 1.05
Ultimate Tensile Strength (MPa): 45
Tensile Modulus (MPa): 2100
Tensile Elongation at Failure (%): 8
Max Service Temperature (°F): 221
TPU is a flexible material which makes it great for things that need to flex and require excellent toughness. The "hardness" of the material is measured using the Shore A scale ranging from 85A (very flexible) to 95A (very firm).
- Flexible
- Excellent impact strength
- Good temp resistance
- Many colors available
- Difficult to print without direct drive
- Stringing
- Prints slow
- Absorbs moisture
Density (g/cc): 1.0
Ultimate Tensile Strength (MPa): 8
Tensile Modulus (MPa): 70
Tensile Elongation at Failure (%): >350
Max Service Temperature (°F): 175
Polycarbonate is at the top of the food chain when it comes to consumer printing. It has the best mechanical and thermal properties of any filament you can print without an industrial-grade printer.
- High Strength
- Impact resistance
- High temperature resistance
- Difficult to print
- Mild stringing
- Prints slow
- Few colors
Density (g/cc): 1.21
Ultimate Tensile Strength (MPa): 62
Tensile Modulus (MPa): 2400
Tensile Elongation at Failure (%): 8
Max Service Temperature (°F): 250
These materials are high-end, engineering-grade polymers. Only specialized industrial printers such as Stratasys and Cincinnati are able to print them. They offer the highest mechanical and thermal properties of any other filament available. PEI is also one of the only polymers certified for use in the Aerospace Industry.
Only specialized industrial printers such as Stratasys and Cincinnati are able to print them. They offer the highest mechanical and thermal properties of any other filament available. PEI is also one of the only polymers certified for use in the Aerospace Industry.
- Highest strength
- Highest impact resistance
- Highest temperature resistance
- Requires industrial printer with heated enclosure
- Mild stringing
- Prints slow
- Few colors
PEI (1010)
Density (g/cc): 1.29
Ultimate Tensile Strength (MPa): 56
Tensile Modulus (MPa): 2500
Tensile Elongation at Failure (%): 2.9
Max Service Temperature (°F): 340
Density (g/cc): 1.28
Ultimate Tensile Strength (MPa): 105
Tensile Modulus (MPa): 3205
Tensile Elongation at Failure (%): 9.5
Max Service Temperature (°F): 329
Density (g/cc): 1. 31
31
Ultimate Tensile Strength (MPa): 101
Tensile Modulus (MPa): 3720
Tensile Elongation at Failure (%): 27
Max Service Temperature (°F): 290
Unless you have a background in engineering or mechanics of materials, material properties might not be intuitive. We see people asking which material is the strongest when they really mean the toughest, and vice versa. Our goal is to give a high-level overview of the different material properties so that you can better understand them and how they relate to the characteristics of different filament.
It is the ability of a material to resist the externally applied forces without breaking or yielding. The internal resistance offered by a part to an externally applied force is called stress.
Stiffness is the ability of a material to resist deformation under stress. The tensile modulus (Young's Modulus) is the measure of stiffness. Tensile modulus is found by comparing the ratio of stress and strain. Materials with low stiffness tend to have greater impact resistance (toughness) due to their ability to absorb energy.
Materials with low stiffness tend to have greater impact resistance (toughness) due to their ability to absorb energy.
Elongation at Break, also known as fracture strain or tensile elongation at break, is the ratio between increased length and initial length after breakage of the tested specimen. It is related to the ability of a plastic specimen to resist changes of shape without cracking.
The highest temperature that a material can be used for prolonged periods of time. The maximum service temperature is found by measuring the strength at different temperatures. A series of tests are carried out with the specimens in a furnace. Well below the maximum service temperature the strength only varies a little. The temperature at which the strength starts to fall sharply is defined as the maximum service temperature.
Back to ArticlesUse left/right arrows to navigate the slideshow or swipe left/right if using a mobile device
What is the most durable material for 3D printing?
3DPrintStory 3D printing process What is the most durable material for 3D printing?
While the 3D printing process seems like a great alternative to traditional manufacturing methods, the parts produced can be fragile and unusable. As a rule, this is the result of using standard materials that are not designed for strength and durability. But there is a solution: use durable materials! Durable 3D printing materials can greatly enhance your options, as you can print parts and assemblies for small projects without fear of breakage.
As a rule, this is the result of using standard materials that are not designed for strength and durability. But there is a solution: use durable materials! Durable 3D printing materials can greatly enhance your options, as you can print parts and assemblies for small projects without fear of breakage.
In this article, we'll take a look at the three most durable types of 3D printing materials. However, before that, we will take a closer look at what strength means in terms of filament materials.
What is strength and how do we evaluate it?
The strength of a material can be measured and evaluated in different ways. In this article, we will mainly use tensile strength (stress before something breaks). We will list the tensile strength of each 3D printing material in pounds or pounds per square inch (PSI).
Despite the obvious number of pounds the material can support, there is still a margin of error depending on how the part was printed. We've compiled research from a variety of sources to make sure these three materials are the strongest.
You must also understand that the material itself is not the only factor that affects the strength of the finished product. The design itself, post-processing and the 3D printing process also affect the strength of the part.
Polycarbonate
Polycarbonate (PC) is considered by many manufacturers and reviewers to be the strongest 3D printing filament available. In particular, it is possible to achieve high strength of polycarbonate products by 3D printing with an all-metal hot end and a 3D printer in a case that is isolated from the influence of the external environment.
Some Numbers
Airwolf 3D has come to the conclusion after many filament tests that polycarbonate is the best choice of durable filaments for desktop 3D printers. They were able to hang up to 685 pounds on a polycarbonate printed hook and found that this material had a tensile strength of 9800 psi. In contrast, the same part printed in PLA could only support 285 pounds.
Using a similar test, MatterHackers studied the tear strength of this type of thread, as well as a number of other materials. They were able to hang an average of 409 pounds on the polycarbonate hook, while the PLA parts had a significantly lighter average weight of just 154 pounds.
Finally, renowned 3D printing YouTuber Thomas Sunladerer reviewed several polycarbonate materials and gave very positive feedback on the strength of the material.
3D printing with polycarbonate
It is worth noting that the quality of 3D printing with polycarbonate is not very good. Compared to other materials, protrusions and small details may not turn out as well as using the same PLA.
According to Rigid.Ink, polycarbonate is mostly sold in clear. This 3D printing material has excellent heat resistance as well as impact resistance. But note that you will have to print at high temperatures. As mentioned above, it is better to use an enclosed 3D printer and a solid metal hotend.
Pros of polycarbonate : extra strong, excellent thermal and impact resistance.
Cons of polycarbonate : does not cope well with protrusions and small details of a 3D model, requires a body and an all-metal hot end, a limited number of colors.
Nylon
Next on our list of durable 3D printing materials is nylon. This material is considered by many to be the most reliable for desktop 3D printers. Nylon is inferior in strength to polycarbonate, but still clearly stronger than other competitors such as PLA and ABS.
Some numbers
A hook printed with nylon (910) thread had a breaking strength of 7,000 psi, while the same ABS hook only had a strength of 4,700 psi, according to Airwolf 3D. Airwolf 3D also noted that the nylon filament-printed clip holds 485 pounds.
MatterHackers posted similar results and noticed that a hook printed with their NylonX material can hold an average of 364 pounds before it breaks. Rigid.Ink also reviewed some nylon threads and gave them a four out of five rating for strength and a five for durability. For comparison: the strength and durability of PLA is three conventional units.
Rigid.Ink also reviewed some nylon threads and gave them a four out of five rating for strength and a five for durability. For comparison: the strength and durability of PLA is three conventional units.
Nylon 3D printing
Nylon is slightly easier to print than polycarbonate, but it's still not PLA. Nylon filament is quite hygroscopic, so it must be kept dry and requires a high printing temperature of 220-270°C. This material is prone to slight warpage, but is also resistant to impact, fatigue, and high temperature.
Nylon pros: impact resistance, fatigue resistance, heat resistance, easier to print than polycarbonate.
Nylon 9 cons0042 : hygroscopic, warping, very high hot end temperature required.
Composites
Finally, composite threads, although not essentially a single material, can be extremely strong. Composites are threads with certain additives that affect the properties of the material, including to increase strength. The names of these threads usually have the words "pro", "reinforced" (reinforced) or "infused" (infused), since they are usually a mixture of different materials.
The names of these threads usually have the words "pro", "reinforced" (reinforced) or "infused" (infused), since they are usually a mixture of different materials.
For this reason, it is impossible to assess where the composite fibers are compared to the two previous materials. Some composites, such as Carbonyte, can compete with nylon threads for strength, while some composites are less durable.
It all depends on what the composite thread consists of. Durable is usually a high strength material such as nylon impregnated with another high strength material such as carbon fiber or glass.
Speaking of carbon fiber, this is also a very strong filament that is sometimes used for 3D printed bicycles. However, some composite fibers are stronger than many pure carbon fibers, so they are not in the top three, but deserve special mention as composite fibers.
Some numbers
We will use carbon fiber nylon and glass fiber nylon threads as examples. MatterHackers has determined that hooks printed on these materials can hold an average of 349and 268 pounds respectively.
Rigid.Ink gave the fiberglass nylon filament four out of five ratings for strength and five for durability. They also gave the carbon fiber nylon a five out of five rating for both strength and durability. In comparison, PLA and ABS were in the top three for strength.
3D printing with composites
Composites vary in the way they are 3D printed, but they are generally relatively similar to their base material. Durable composite fibers are usually made from nylon, so you'll have to print at fairly high temperatures. These threads are also quite expensive.
Advantages of composites : This is a combination of several materials to achieve the best possible properties, durable.
Cons of composites: Expensive, requires high 3D printing temperatures.
How is filament (material) made for 3D printing?
3DPrintStory News How is filament (material) made for 3D printing?
Filament is a necessary part of the 3D printing process, if you draw an analogy - it is the "food source" for FDM 3D printing. As the industry develops, so does the variety of materials available. Nowadays, there are many brands, different sizes and a wide range of new types of materials for 3D printing. Have you ever wondered where these filament spools come from?
As the industry develops, so does the variety of materials available. Nowadays, there are many brands, different sizes and a wide range of new types of materials for 3D printing. Have you ever wondered where these filament spools come from?
The filament manufacturing process can be broken down into five steps, from harvesting the raw material to having the spool at your doorstep. In this article, we will take a detailed look at the process of making material for 3D printing. Given the variety of material types and the differences in how they are made, we will only focus on the basic steps that are common to all filaments.
Step 1: Plastic
The first step in the filament production process is the production of plastic. During refining, crude oil is heated in an industrial furnace that separates its many different components. One of the components, naphtha (naphtha), is most used in the production of plastic for 3D printing.
Naphtha, catalysts and other chemical components are chemically bonded in the polymerization reactor. The polymerized naphtha products are then compounded and processed. This process involves melting the products and mixing them with other materials to form the plastic. The resulting plastic is then granulated into small pieces known as pellets or resin.
The polymerized naphtha products are then compounded and processed. This process involves melting the products and mixing them with other materials to form the plastic. The resulting plastic is then granulated into small pieces known as pellets or resin.
Plastic suppliers typically produce clear or white granules and resins. This allows their users, such as material manufacturers, to have more control over the dyeing process.
Compared to filament spools, pellets are very inexpensive: you can buy 1 kg of pellets for a fraction of the cost of 1 kg of finished filament. This, of course, is due to the fact that filament companies turn raw materials into finished products.
If you're up to the challenge, you can save some money by buying pellets directly from a plastic supplier and making your own 3D printing material. There are even commercial products that make the filament manufacturing process easier.
Step 2: Preparation
In the second step of the process, the pellets are prepared for the next step, shaping, where they harden into a filamentous shape. The granules are placed in an industrial blender and mixed with additives to create a homogeneous mixture and give the material special properties.
The granules are placed in an industrial blender and mixed with additives to create a homogeneous mixture and give the material special properties.
Additives may include colorants or other elements that affect properties such as impact resistance, strength, structural integrity, and even magnetic properties. Exotic materials such as wood are produced by mixing special additives such as sawdust or wood particles with plastic granules.
Drying
After the granules are properly mixed, they enter the drying phase. Like the filament, the granules are hygroscopic. This means that they absorb moisture from the air. This can deform or break the plastic, so removing moisture from the pellets is essential to ensure the production of quality filament. Drying usually takes place at 60°C to 80°C for several hours, but the process depends on the manufacturer.
Step 3 Shaping
The third step in the 3D printer filament production process is the string-shaping of the granules. This step includes the heating and cooling process. This is one of the most important and responsible steps.
This step includes the heating and cooling process. This is one of the most important and responsible steps.
Heating
In the first molding step, the pellets are fed into a material extruder which includes a heating chamber. In this chamber, the individual granules are melted into a sticky substance so that they can be easily shaped.
In this state, the granules are joined together and form a continuous twisted material. The bonded string material, better known as filament, leaves the heating chamber through a round nozzle and enters the cooling section.
Cooling
After the thread leaves the heating section, it passes through several water chambers. The first chamber is filled with warm water, which is an important factor in obtaining a rounded thread. Setting the right temperature for the material helps prevent oval-shaped filament from forming, which can cause problems for 3D printing.
The second chamber is filled with cool water, which cools the thread and reshapes it. The speed at which the thread is pulled determines the diameter of the thread. A lower speed produces a larger diameter, and a higher speed does the opposite.
The speed at which the thread is pulled determines the diameter of the thread. A lower speed produces a larger diameter, and a higher speed does the opposite.
Step 4 Winding
In this step of making 3D printable material, the motors pull the filament from the cooling chamber to the winding mechanism. The winding process begins by measuring the filament diameter with a laser device to ensure that it is within the tolerance of the final required diameter, most likely 1.75 mm or 2.85 mm.
The thread is then attached to the spool and wound around it. As soon as the sensors detect that the spool is full, the thread is cut and secured. The process starts again, filling the next spool until a batch of filament runs out.
Step 5. Packing
The last step is the process of preparing the filament spools for sale. Vacuum packaging, boxes, barcodes, barcodes, all this is completed at this stage. Once the filament is properly packaged, it is ready to ship to customers.