3D printer feedstock
Plastic waste converted into feedstock for 3D printers
Plastic waste could be converted into a resin that can be used in 3D-printing, researchers at Washington State University have said.
They have developed a simple and efficient way to convert polylactic acid (PLA), a bio-based plastic used in products such as filament, plastic silverware and food packaging, to a high-quality resin.
“We found a way to immediately turn this into something that’s stronger and better, and we hope that will provide people the incentive to upcycle this stuff instead of just tossing it away,” said Yu-Chung Chang, a postdoctoral researcher and a co-corresponding author on the work. “We made stronger materials just straight out of trash. We believe this could be a great opportunity.”
About 300,000 tons of PLA are produced annually, and its use is increasing dramatically.
Although it’s bio-based, PLA, which is categorised as a number seven plastic, doesn’t break down easily. It can float in fresh or salt water for a year without degrading. It is also rarely recycled because like many plastics, when it’s melted down and re-formed, it doesn’t perform as well as the original version and becomes less valuable.
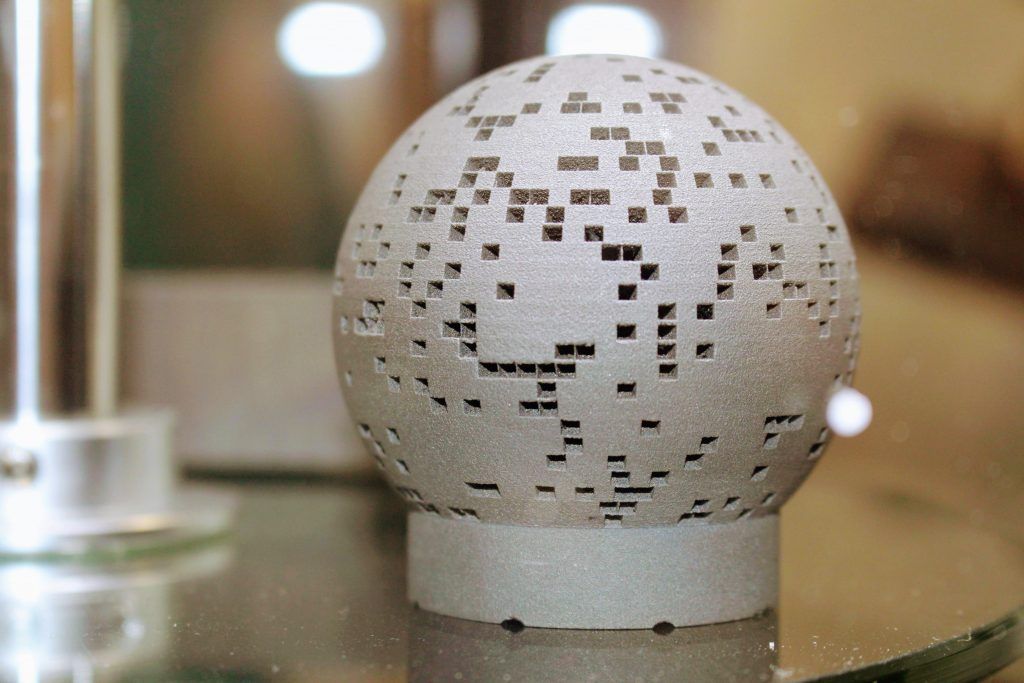
PLA plastic waste was used to create these high-quality resin pieces
Image credit: WASHINGTON STATE UNIVERSITY
“It’s biodegradable and compostable, but once you look into it, it turns out that it can take up to 100 years for it to decompose in a landfill,” Chang said. “In reality, it still creates a lot of pollution. We want to make sure that when we do start producing PLA on the million-tons scale, we will know how to deal with it.”
The researchers developed a fast and catalyst-free method to recycle the PLA, breaking the long-chain molecules down into simple monomers – the building blocks for many plastics.
The entire chemical process can be done at mild temperatures in about two days. The chemical they used to break down the PLA, aminoethanol, is also inexpensive.
The chemical they used to break down the PLA, aminoethanol, is also inexpensive.
“If you want to rebuild a Lego castle into a car, you have to break it down brick by brick,” Chang said. “That’s what we did. The aminoethanol precision-cut the PLA back to a monomer, and once it’s back to a monomer, the sky’s the limit because you can re-polymerise it into something stronger.”
Once the PLA was broken down to its basic building blocks, the researchers rebuilt the plastic and created a type of photo-curable liquid resin that is commonly used as printing 'ink' for 3D printers. When it was used in a 3D printer and cured into plastic pieces, the product showed equal or better mechanical and thermal properties than commercially available resins.
While the researchers focused on PLA for the study, they hope to apply the work to polyethylene terephthalate (PET), which is more common than PLA, has a similar chemical structure and presents a bigger waste problem.
Sign up to the E&T News e-mail to get great stories like this delivered to your inbox every day.
Who Controls Feedstock Used in 3D Printers?
Should the US Copyright Office oversee whether 3D printer operators can use feedstock not approved by their machine’s maker to turn out medical devices or airplane parts, or is that the role of the US Food and Drug Administration (FDA) and US Federal Aviation Administration (FAA), respectively?
The question is part of an argument directed to the Copyright Office by a lawyer who is asking the government to toss out qualifying language to an exemption to digital rights management law that lets users modify printers to use non-proprietary feedstock. Although the request is from a lawyer, it affects anyone who wants to tinker with a printer’s software in the course of making a product to sell.
As currently written, the qualifying language cancels the exemption, argues Michael Weinberg, an in-house lawyer for Shapeways Inc. (New York), a 3D printing service bureau. (The feedstock issue is a personal effort for him and not part of his responsibilities to his employer. ) The exemption approves modifying 3D printers’ software in order to use non-proprietary feedstock, but then adds the qualifying language “except for commercial products that are subject to regulatory or legal oversight.” Since “the legal and regulatory system of the United States is vast and touches on almost any good that could be created by a 3D printer,” Weinberg wrote to the Copyright Office, the exemption as written is useless. In December, he wrote his petition to remove it.
) The exemption approves modifying 3D printers’ software in order to use non-proprietary feedstock, but then adds the qualifying language “except for commercial products that are subject to regulatory or legal oversight.” Since “the legal and regulatory system of the United States is vast and touches on almost any good that could be created by a 3D printer,” Weinberg wrote to the Copyright Office, the exemption as written is useless. In December, he wrote his petition to remove it.
The petition is part of a process that occurs every three years. The exemption and qualification were added in 2015. Presumably, the exemption was written for product safety reasons, in order to prevent the use of substandard material to 3D print highly regulated devices or parts that are critical to human health and safety, such as medical devices or airplane components.
But, Weinberg argued, the language limiting the exemption now is overly broad. “It’s trying to stop a harm that may not exist and in doing so it prohibits a lot of activity that no one has an objection to,” he said.
The Copyright Office cited a letter from the FDA as the basis for the language, but the correspondence almost exclusively discusses tampering with software in medical devices, and devotes only one paragraph to 3D printers.
Job of the FDA, FAA?
In a separate, coincidental action of interest to medical device manufacturers, the FDA issued its final guidance on 3D printing for their industry in December. Weinberg’s point is the Copyright Office, although expert in copyright issues, is not positioned to address concerns about medical devices or airplane parts: That’s the job of the FDA and the FAA, respectively, he said.
He acknowledges there are legitimate reasons why manufacturers would want to protect their machines from the use of non-proprietary feedstock.
“The machines are expensive and often under warranty,” Weinberg said. “There is the possibility that unapproved feedstock could damage the machine.” But is there a legitimate copyright reason for the same purpose? “No. Copyright law is not the way to advance that goal,” Weinberg said.
Copyright law is not the way to advance that goal,” Weinberg said.
The sole online comment on the petition, from the Free Software Foundation, a Boston-based nonprofit that promotes computer user freedom, supports Weinberg and addresses additional issues.
“Users have the right to control their own 3D printers,” the foundation commented. “In this area, the use of technical protection measures in order to lock users into purchasing particular feedstock is a gross abuse that goes far beyond the purposes of copyright law. Users should be able to use any feedstock they choose, and should further be permitted to install any software they desire on their 3D printers.”
You can submit a comment supporting or refuting Weinberg’s petition by March 14 at: https://www.copyright.gov/1201/2018/comment-submission/ and clicking on the comment submission button.
The Copyright Office will follow written comments with public hearings in April in Washington D.C., and in California on a date to be determined.
How PLA is made for 3d printers. Report from the shop / Sudo Null IT News
A pistol shot was the signal to create a business.
In order to dispel the myths that plastic spools for 3d printers grow on trees can only be bought and resold, as well as that it is enough to buy an all-in-one extruder and start your own business, I went on reconnaissance to the Moscow manufacturers of ABS and PLA (and HIPS). Indeed, I ended up in a professional workshop with industrial equipment, with high-precision measuring and control devices, high standards of cleanliness (because the production process is very responsible) and sociable founders (ready to share knowledge with an inquisitive and thinking audience), who have a lot of techno-creative ideas and takeover plans world market. (+5 National Pride Level)
As the co-founder of the company told me: "First we saw a fruit knife open and an orange peeled with it, then the video of Cody Wilson's gun came as a shock and away we go. .."
.."
At the time when I wrote the first 2 articles about 3d printers on Habré (spring 2013), these guys had already started creating a plastic production business. It is interesting that both I and they came up with a similar idea, how to supplement the saying, they say, a person can endlessly look at fire, water, how another person works and how a 3d printer prints.
Polylactide (PLA, PLA) is a biodegradable, biocompatible, thermoplastic, aliphatic polyester whose monomer is lactic acid. The raw materials for production are annually renewable resources such as corn and sugar cane. It is used for the production of products with a short service life (food packaging, disposable tableware, bags, various containers), as well as in medicine, for the production of surgical sutures and pins.
Under the cut - the main stages of turning raw materials into coils with PLA for 3d printers
Shop panorama
Right to left
There was a corn, then it is processed into such balls and put in such boxes
About 900 kg of plastic is obtained from a ton of raw materials
Since this is a natural product, it is afraid of light and moisture, so it is protected with such a bag and a piece of silica gel
And this is a "vacuum cleaner" with which 100 kg of "corn balls" are scooped up and sent to container
Here the raw materials are dried, while the smell is like in a confectionery
Add a “pinch” of dye (also completely natural, Austrian quality)
Here the raw material is heated and turns into a viscous mass.
Under the pressure of the shaft, we pass through the heating elements.
The diameter of the outlet of the "furnace" is about 3 mm, the plastic acquires the desired diameter (1.75 mm) due to the fact that it is immediately pulled, and the draft is very precisely adjusted
Bosh. For ABS and PLA different temperatures
The diameter of the cooled plastic is measured by a laser device. Thread diameter tolerance set to ±0.03 mm
Remote monitoring of plastic diameter
Laser threading speed 55 meters per minute
Traction management. It is the thrust that creates the desired diameter. Using this unit, you can very accurately select the thrust of the motors and thereby adjust the diameter of the plastic.
"Spindle" - controls the speed of winding on the coil. No on COIL.
Here is the COIL.
Without plastic
It is important to note the uniformity of filling the spool
After the large spool is full, it is removed and the thread is rewound onto small (usual for everyone) spools.
Ordinary coils fall into the caring hands of the girl who completes the box
Dust-proof bag, moisture-proof silica gel, strong box to protect from direct sunlight and stickers. The stickers indicate the recommended melting temperature (they are different for ABS and PLA), filament diameter, weight and material.
From here they will go all over Moscow and the CIS countries
Purity
What I noticed is that the workshop is very clean, all measures have been taken to keep dust as low as possible: windows are sealed with adhesive tape, cleaning is often done, antistatic liquid is used, especially important places are covered with polyethylene.
soluble plastic
high-strength polystyrene (HIPS), which in its characteristics is very similar to conventional ABS (for which Rep 2X is “optimized”). HIPS dissolves in limonene, a citrus-based substance. Complex objects can be printed with standard ABS or PLA, and HIPS can be used as support material. The final product is immersed in a limonene bath where the HIPS dissolves in a few hours. In addition, HIPS has a close operating temperature, adheres well to ABS and the platform. The consumption of limonene is small, since most of the support is usually removed by hand. A lemon bath is a slightly more complicated procedure than if it were ordinary water, but it has its own plus: after bathing, the item smells like lemon.
Complex objects can be printed with standard ABS or PLA, and HIPS can be used as support material. The final product is immersed in a limonene bath where the HIPS dissolves in a few hours. In addition, HIPS has a close operating temperature, adheres well to ABS and the platform. The consumption of limonene is small, since most of the support is usually removed by hand. A lemon bath is a slightly more complicated procedure than if it were ordinary water, but it has its own plus: after bathing, the item smells like lemon.
A couple of tips on how to choose good plastic.
PLA is very sensitive to storage conditions (dark, dry and dust-free). The twig should be clean, without inclusions, smooth, without delamination, on the surface - a slight sheen.
The presence of foreign bodies is checked at the rupture site. If you pull yourself up and tear a piece of plastic (and it breaks where it is “thin”), then the place of the gap should be uniform - this is a sign of good quality.
Durability/Biodegradability
(picture for environmental investors)
but the data is similar to the truth
examples from PLA
Classification of 3D printers, how to classify 3D printing machines rapidly and comprehensively: more and more new materials are being used, equipment designs are being simplified and complicated, additional methods of work are being opened up. The fundamental differences between the models are so great that 3D printers can be classified according to at least three criteria.
1. Raw material
Each 3D printing technology requires a different material, otherwise the printer simply cannot work correctly. Components of different nature and consistency can act as raw materials:
-
powder - it can be powdered metal (titanium, steel, aluminum, etc.), wood, sand, plastic, ceramics - it all depends on the purpose of the future product and the type of printer operation;
-
gypsum is a separate category of powder raw materials, which includes, in fact, gypsum, as well as crushed cement, putty and other materials of a similar type.
 Designed only for equipment working with the addition of a binder to the feedstock;
Designed only for equipment working with the addition of a binder to the feedstock; Gypsum powder is mainly used for making small sculptures and interior decorations
-
wax - used mainly in jewelry production;
-
plastic filament is one of the most popular materials for extrusion 3D printers;
-
photopolymer resin - a viscous mass that hardens under the influence of ultraviolet radiation;
-
metal wire is a cheaper substitute for powdered metals. Can be tin, nickel, aluminum, titanium, etc.;
-
foil, paper, polyethylene film - for models of equipment working by the method of gluing raw materials;
-
food products - dough, cheese, chocolate or marzipan mass, glazes and creams.
2. Printing technology
Methods for layer-by-layer creation of volumetric products depend on the technological features of the equipment and the raw materials used. The development of new printing principles is ongoing, so every year there will be more of them, but for now the following are used:
The development of new printing principles is ongoing, so every year there will be more of them, but for now the following are used:
- extrusion (FDM technology) - through the nozzle of the thermal camera, melted plastic, wax or food source material is extruded layer by layer onto the printing platform;
- laser sintering (SLS and DMLS methods) - ordinary or metal powder mass is melted and sintered under the action of a laser beam;
- stereolithography (SLA) - the method is also based on laser radiation, but the raw material for creating products is photopolymer resin;
- lamination (LOM) - gluing together a large number of layers of material, such as paper, while cutting out the contour of the object on each layer;
- electron beam melting (EBF) - metal wire (20 types of metals, including nickel, titanium, tungsten, etc.) melts under the influence of electron radiation;
- inkjet modeling (PolyJet or MJM) - a technology similar to stereolithography, but more versatile - a wide range of materials are used as raw materials: from liquid photopolymer plastic to wax;
- 3D inkjet printing (3DP) - layers of powder material are glued together with a binder.
3. Scope
At the beginning of the century, 3D printing equipment was a very expensive exotic, available only to large companies and research laboratories, and now you will not surprise anyone with a 3D printer in a home workshop. More than 300 companies around the world are already engaged in the production of such equipment and components for its self-assembly. The design and technical characteristics of printers differ fundamentally depending on their purpose. All produced models can be conditionally divided into 4 categories:
- domestic - low-performance, simple and easy-to-use devices that can be assembled independently from a set of parts. They allow you to create the simplest products, work on the basis of a plastic thread. Suitable for enthusiasts who are interested in understanding new technology and delighting loved ones with printed figures;
- personal - despite the similarity with household printers, they differ from them in higher performance, primarily in speed and print quality.

Learn more