3D printer extruder gear
3D Printer Extruders - 3DJake International
Sort byRelevanceBestsellersCustomer ReviewsPrice, Low to HighPrice, High to LowNew arrivalsHighest Discount
-
Qidi Tech Extruder 6 Model types- Original spare part
- Available for different printers
-
Micro-Swiss Direct Drive Extruder for Creality CR-10 & Ender 3 2 Model types- Dual drive gear
- Easy filament loading
- For flexible filaments
-
BondTech Drivegear Kit 1.75 mm 2 Model types- CNC machined
- Made of hardened steel
-
BondTech Extruder BMG right- Dual-Drive
- Adjustable tension
- Versatile use
-
Micro-Swiss Bowden Dual Gear Extruder- Reliable and firm filament grip
- More accurate extrusion movements
- CNC precision gears
-
Micro-Swiss Extension Cable for Direct Drive Extruders- 67 cm long
- Inexpensive replacement
-
Micro-Swiss Direct Drive Extruder for Creality Ender 5 2 Model types- Dual drive gear
- Easy filament loading
- Perfect for flexible filaments
-
BondTech IFS Extruder for the Prusa Mini- Compatible with the filament sensor
- Hardened drive gears
- Adjustable tension
-
E3D Hemera Direct Drive Kit - 1.75mm 2 Model types- Practical assembly
- Reliable extruder
- Unique heat sink
-
E3D Revo Hemera 2 Model types- Including a 0.4 mm nozzle
- Dual gear extrusion
- Ideal for flexible materials
-
BondTech LGX Lite Large Gear Extruder- For 1.
 75 mm filament
75 mm filament
- Raised filament handle
- Easy maintenance
- For 1.
-
BIQU h3 Extruder- Reduced weight
- Premium brass nozzle
- Unique cooling system
-
Micro-Swiss NG Direct Drive Extruder for Creality CR-10 and Ender 3 series- 3:1 gear ratio
- Hardened steel dual gear drive
- Short filament path
-
Creality Titan Extruder Upgrade Kit 3 Model types- Constant extrusion
- Efficient heat dissipation
- No clogging
-
BondTech LGX B for Anycubic Mega X 1 set- Easy installation
- Strong filament grip
- Compact and light
-
BondTech DDX V3 extruder for Creality- High precision
- Dual drive extruder
- More choice of print materials
-
BondTech Prusa i3 MK2.5S / MK3S extruder upgrade- Better quality
- Lower weight
- Optimized geometry
-
BondTech LGX for the MK3S & Mosquito- Easy installation
- Strong filament handle
- Maintenance window
-
BondTech Extruder Upgrade Kit for the Creality CR-10S- Reliable upgrade
- Easy installation
- Dual drive system
-
BondTech Extruder BMG - Left- Dual-Drive
- Adjustable tension
- Versatile use
-
mebs.tech Hemera WaCo Mod- Plug & Play
- Replaces the air cooler
- Compatible with all Hemera components
-
BondTech BMG-M & Mosquito Magnum Set 2 Model types- Perfect upgrade
- Complete set
- Safe 3D printing process
-
BIQU h3 Extruder 500°C- Temperatures up to 500 °C
- Fast, efficient cooling
- Accurate printing
-
BondTech Metal Threaded Push-fit Connector 2 Model types- Inexpensive
- Easy installation
- With metal thread
All prices incl. VAT.
VAT.
6 Main causes of extruder clicking and gears slipping・Cults
Here is an article for all those who want to know why the extruder is slipping or clicking, why they are having under extrusion issues, or printer not printing correctly. This article was written and illustrated by Peter Solomon, founder of Wham Bam.
Most people think it's the extruder, but, although this is possible, it's usually an indication of something jamming further down the line.
1. Print speed too high or temperature too low.
Try on-the-fly, during print, to use your control panel to increase heat by 5° -10°C and slow down feed rate, see if either of these alleviates the problem. Frequently recommended print temps are lower than those actually needed.
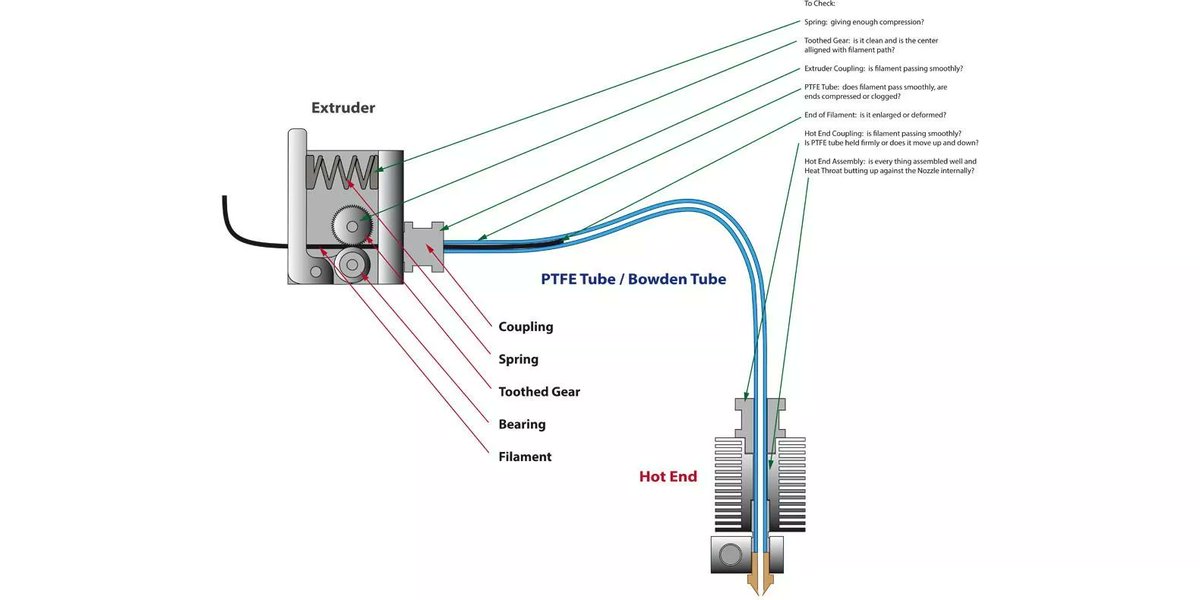
2. Interference in Bowden tube or pathway.
This is a big one, before breaking down your whole hot end and redoing nozzle, always check your PTFE clearance first!
To test, remove end of tube from hot end (leave other end in extruder) and squeeze your extruder arm to manually push filament or filament past the extruder and through PTFE tube, if it moves smoothly, your problem is elsewhere.
If it is difficult, first look at the end that was in the extruder, is this melted, dirty, deformed? If so, snip a bit off and see if that resolved it.
Also test your PTFE tube separately with your same filament and see if there is any resistance, if so change your tube. If not check the couplings.
Please note I have found the inner diameter of some PTFE tubes including the Capricorn XS to be too tight for many filaments which may have a variance in diameter a bit larger than specified, and would stop my prints making me think there was a clog, when instead it was just the tube.
3. Assembly of hot end and / or Bowden tube too loose.
If there is any play in your Hot End Coupling and the Bowden tube can move up or down, or if there is any gap between the bowden tube and the heat break inside the hot end, or the heat break and the nozzle, or between any fitting, the molten material can get into that gap, swell beyond the diameter of the tube and make it difficult to move. This can cause jams, under extrusion, or full blockage. Inspect your ends of filament when you pull them out of the tube, if they have a bulb on the end this might be the case.
This can cause jams, under extrusion, or full blockage. Inspect your ends of filament when you pull them out of the tube, if they have a bulb on the end this might be the case.
To alleviate make sure to rebuild hot end in the proper order and tightly to avoid any gaps in the passage.
See my previous post concerning the hot end cleaning and assembly for more info.
4. Clogged Hot End.
To test, while hot end is fully heated, try squeezing extruder arm to compress spring, can you push the filament through, does it come out the nozzle? If not, it may be clogged. You can also remove the PTFE tube and manually push filament through your hot end while hot to see if it comes out smoothly.
If you have a clog you must take apart whole hot end assembly.
Loosen the nozzle while at full temp. Let cool and take hot end off of the carriage, remove the thermistor and heater, remove the coupling, unscrew nozzle, unscrew inner collar, clear all parts, you can use a small butane torch to melt the plastic inside if it is too clogged, but be careful.
If the nozzle is badly clogged toss it! get 10 for $10 online.
Re-assemble carefully and following good instructions to ensure that all is snug.
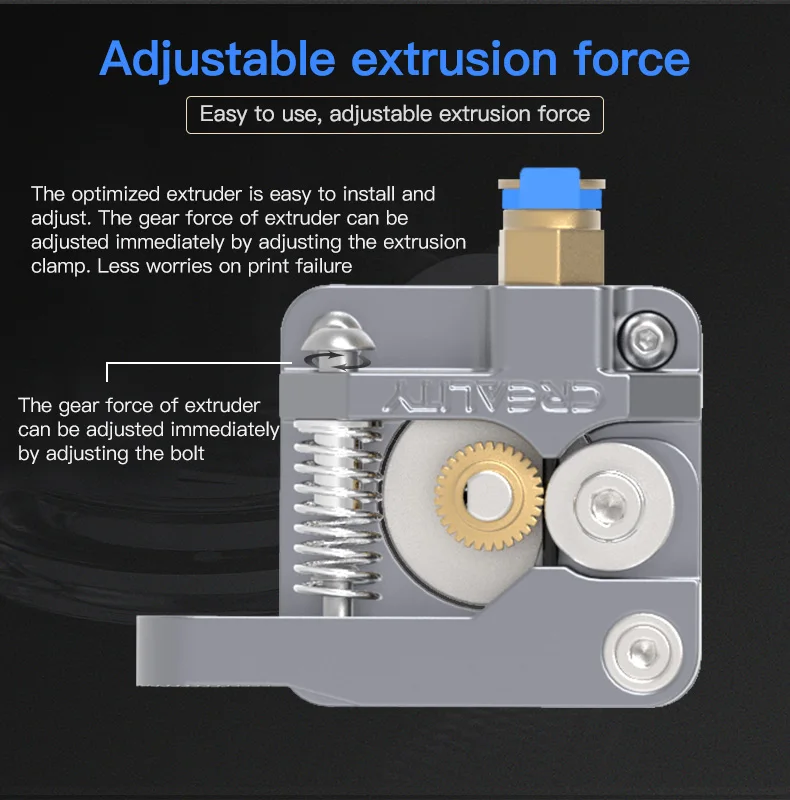
5. Faulty Extruder.
Check to see if the spring puts enough pressure on the hob gear and bearing to squeeze the filament, try manually squeezing the gears together while feeding to test.
Make sure toothed extruder gear teeth are clean, use a wire brush to get them clean.
Make sure the active center of gears and bearing are at the height of the filament path.
6. Nozzle too close to Bed.
If your nozzle is too close to bed you may be choking the flow of filament and preventing the extrusion, you can verify this if your first layer is just too thin or has gaps.
For more information discover my previous article concerning the 7 main factors in getting the perfect 3D printing first layer.
(please note the illustration is a simplified image showing a typical Bowden system, direct drive would be different, there are a variety of extruders and hot ends so use this only as reference)
Welcome to NIOZ.
 RU
RU Sort by
Product Name +/-
Product Price
Featured Products
Product Availability
Displaying 1 - 60 of 627
153060150
Products
400 ml
RUB 1940.00
Product description
RUB 390.00
Product description
350 ml
RUB 850.00
Product description
Ready to print
RUB 23700.00
Item description
Ready to print out of the box
RUB 14500.00
Notify me when available
Product description
Ready to print
RUB 19900.00
Item description
Print ready
RUB 20900.00
nine0002 Notify when availableProduct description
Ready to print
RUB 23900.00
Item description
Ready to print out of the box
RUB 43500.00
Item description
Ready to print
RUB 39000.00
Item description
LCD 0. 7/1.75 mm
7/1.75 mm
RUB 1550.00
Report Admission
Product description
RUB 650.00
Product description
Wiznet W5100 Arduino Shield
RUB 650.00
Notify me when available
Product description
RUB 550.00
Product description
Assembly kit
RUB 2500.00
Notify me when available
Product description
nine0002 Volume: 1 l.RUB 3100.00
Product description
Boscam 200mW, 5.8GHz
Chimera, e3d
RUB 1700.00
Product description
Print head 1.75mm 0.4mm
RUB 1100.00
Product description
Dual print head 1.75mm 0.4mm
RUB 2500.00
Notify me when available
Product description
Long
RUB 750.00
Item description
Short
RUB 700.00
Item description
RUB 1900.00
Notify me when available
Product description
APM2. 6 mavlink
6 mavlink
RUB 1350.00
Product description
RUB 250.00
Product description
11.1V, 20C
RUB 1900.00
Item description
11.1V, 25C
RUB 1250.00
Notify me when available
Product description
11.1V, 25C
RUB 2100.00
Product description
Heat block v6
RUB 150.00
Product description
cartridge type thermistor
Heat block Volcano
Output parameters: 24 V, 600 W.
RUB 3300.00
Product description
12V 20A
RUB 1550.00
Product description
12V 30A
RUB 1950.00
Notify me when available
Product description
12V 5A
RUB 450.00
Notify me when available
Product description
24V 15A
RUB 2100.00
Notify me when available
Product description
RUB 250.00
Product description
Hobbed bolt
RUB 150. 00
00
Item description
Price per 10mm (free cutting)
RUB 13.00
Product description
Price per 10mm (free cutting)
RUB 17.00
Product description
Section 400mm
RUB 650.00
Product description
Price per 10mm (free cutting)
RUB 25.00
Product description
10mm (cut to size)
RUB 70.00
Item description
10mm (cut to size)
RUB 90.00
Item description
Price per 10mm (free cutting)
RUB 7.00
Product description
Price per 10mm (free cutting)
RUB 10.00
Product description
Section 400mm
RUB 400.00
Product description
2x400mm, 2x350mm, 2x325mm
RUB 2100.00
Product description
2x420mm, 2x405mm, 2x350mm, 1x20mm
RUB 2200.00
Product description
25x25x10mm
RUB 150.00
Product description
25x25x10mm
RUB 150. 00
00
Product description
30x30x10mm
RUB 150.00
Product description
30x30x10mm
RUB 150.00
Product description
40x40x10mm
RUB 150.00
Notify me when available
Product description
40x40x10mm
RUB 150.00
Product description
50x50x10mm
RUB 150.00
Notify me when available
Product description
50x50x15mm
RUB 150.00
Product description
50x50x15mm
RUB 150.00
Product description
50x50x15mm
RUB 150.00
Product description
Turbine 40x40x10mm
RUB 250.00
Product description
from which to print small gears, material of manufacture
One of the advantages of 3D printers is uniformity. A novice printer can easily replace any part. Moreover, he does not have to go to the store or order an item from China. He can do all the details himself. Of particular value is the printing of gears. This is the “working” unit of the device, which is most prone to breakage and wear.
Of particular value is the printing of gears. This is the “working” unit of the device, which is most prone to breakage and wear.
Which 3d printer is suitable for printing gears?
When we talk about printers, we mean FDM machines. These are 3D printers based on the layer-by-layer plastic deposition technology. Such devices allow you to close two tasks:
- Print broken parts. Plastic is not durable. A gear or other part may simply break or wear out.
- Printing custom or new parts. Development of spare parts from scratch. This also includes the design of gears for a homemade 3D printer. nine0401
It is difficult to name a specific printer model for making gears. It all depends on the size of the part and the corresponding working area of the machine. But one thing is for sure: the device must print with high accuracy. For such work, it is worth carrying out additional calibration of the desktop and extruder in order to avoid mass marriage during printing.
Important! The part design is usually downloaded as an STL file. Parts can be printed for personal use only, not for sale. nine0003
What materials are suitable for making a gear on a 3D printer?
Naturally, the main material is plastic. But it may differ, depending on the goals and the final strength of the finished product:
- Nylon (PA). Sufficiently durable material. This filament is considered one of the most reliable for the manufacture of moving parts and elements. A small minus of the material: it absorbs moisture well. You should not make gears out of nylon if the printer is in a room with high humidity. nine0401
- PETG. This type of plastic is also classified as high-strength. It is slightly inferior in characteristics to nylon. Printers appreciate it for its good sinterability of the layers, as well as for sticking to the work surface.
- PLA and ABS. These materials compete with each other.
 In terms of performance, they are approximately equal. Basically, the differences relate to the training of the printer himself. Some people are used to PLA and its operating temperatures of 75°C. Others have successfully used ABS by heating the material up to 105°C. nine0401
In terms of performance, they are approximately equal. Basically, the differences relate to the training of the printer himself. Some people are used to PLA and its operating temperatures of 75°C. Others have successfully used ABS by heating the material up to 105°C. nine0401
The choice of plastic depends on the skill of the printer, his financial situation, as well as on the final purpose of using the gear. If the part is lightly loaded and rarely used in work, you can choose PLA and ABS. For stronger parts, it is better to use PETG or Nylon (PA).
Interesting! PLA is known to be biodegradable. Because of this property, some printers are wary of using this type of plastic. They believe that the part can crumble over time. It's a delusion. The spare part may decompose if an appropriate environment is created for it. Nothing will happen to her in the air. nine0003
An example of finished products
How to print a gear on a 3d printer: step-by-step instructions
The entire printing process can be divided into three important stages: design (modeling), printing itself, post-processing of the finished product. Consider the manufacture of a gear, starting with work in a slicer and ending with the final processing and lubrication of the part.
Consider the manufacture of a gear, starting with work in a slicer and ending with the final processing and lubrication of the part.
Modeling
The process of modeling is the basis. There are a few important things to keep in mind at this stage:
- If you have downloaded the industrial gear model in STL file, it is better to modify it manually. Namely, remove all cavities and holes that may be in the project. Such measures are allowed at the factory to reduce the cost of the part. At home, it is better to make a monolithic part. So stronger.
- For self-made parts, you need to calculate the optimal number of teeth, calculate the pressure angle. If your printer can print with high accuracy, without jambs, you can choose a larger gear ratio (number of links). This will affect the smoothness of the one-piece design where the gear will be installed. There are also rules for the pressure angle: for a part with a pressure angle of 20 degrees, the minimum number of teeth is at least 13 pieces; for a gear with a pressure angle of 25 degrees - the minimum number of teeth is at least 9things.
- Multi-tiered gears are best broken apart in a slicer and then glued together in post-processing. In this way, the best quality of the part can be achieved.
Be prepared for the fact that the part will have to be printed several times, making adjustments to the 3D model of the product along the way.
Slicing
Printing
The advantage of layering is that it is the cheapest way to get a part. Almost any gear can be made by yourself. But here also lie their disadvantages, which must be taken into account in the printing process itself:
- Material shrinkage. Each type of filament shrinks. You need to know it, otherwise the part will turn out to be out of size. Measure the percentage shrinkage on the test cube with a vernier caliper before printing. Add the result to the settings.
- The gear is a very precise piece. Even a small deviation of 0.01 mm can affect further work. Therefore, it is important to calibrate the platen and extruder as perfectly as possible.

- Print defects. They must be removed before work begins. Print a test cube, preferably on 4 corners, to rule out any defects on the final product. nine0401
But printing is only half the battle. Without fail, the 3D maker is waiting for the post-processing procedure. And here, too, there are nuances.
3D printing defects
Interesting! Before printing, it is better to treat the desktop with ABS diluted in acetone. Apply it in a thin layer. This will improve the adhesive properties of the surface. The first layer will not come off during the printing process.
Postprocessing
Perhaps one of the most important stages. It is impossible to rush here, as any oversight can lead to a defective product. Post-processing consists of several stages:
- Removal of supports, threads, sagging with a sharp knife or scalpel. Be careful, work without haste.
- Sanding with fine sandpaper.
 Removal and grinding of all irregularities, almost final processing.
Removal and grinding of all irregularities, almost final processing. - Immerse the part in dichloroethane solution for 5-10 seconds. The liquid will penetrate into small cracks, glue and strengthen the part. This step is not necessary if you are working with a strong filament. nine0401
- Lubrication of the end product. Last step. Lubrication is essential in heavily loaded systems. It prolongs the life of the part, the gears work more efficiently. For these purposes, it is better to take a thick lubricant based on: silicone, lithol or polytetrafluoroethylene. Apply the substance thickly with a dry paper towel so that no dust remains on the parts. Then forcibly turn the gear several times.
Be patient. In the post-processing process, the part may crack or even break. If this happens time after time, it may be necessary to change the filament and make adjustments to the design model. nine0003
Common causes of part failure in service: tooth wear to slip, tooth breakage due to excessive loading of the assembly, shaft fracture. In rare cases, a hub or spoke breakage occurs.
In rare cases, a hub or spoke breakage occurs.
Important! Do not use WD-40 on plastic parts. It's quite aggressive. It is designed to remove dirt from metal products, but not to lubricate plastic gears.
Post-processing part
Errors and how to avoid them
Of course, errors can occur during printing. And you need to notice them in time and be able to avoid them. We offer you to get acquainted with the list of the most common shortcomings that occur during the printing of gears:
- Reducing the diameter of the main hole of the gear. Often this is due to the fact that the user did not take into account the shrinkage of the material. Another reason is the export of the STL model with a low number of segments that form a polygonal gear hole. Always export a file with many segments. Otherwise, you will have to drill the hole manually. nine0401
- Gap between teeth. This issue can be encountered even with 100% infill enabled.
 The solution must be sought in the slicer by increasing the layer overlap parameter.
The solution must be sought in the slicer by increasing the layer overlap parameter. - Low strength parts with thin walls. To make the teeth smoother, you need to set a smaller layer thickness. Straight infill printing with a minimum wall thickness of at least three perimeters.
- As mentioned above, it is better to make a solid part, without additional holes and notches (not including the main hole in the center). You will not lose much on plastic, but the part will last longer than usual. nine0401
If a printer has never made gears on a 3D printer, then he will surely face one or more problems at once. And it is better to know about them "on the shore".
You will need a lot of patience and even more filament in the beginning.
Making gears at home is easy. The main thing is to take into account all the nuances and subtleties of the work in advance, develop an accurate model, and calculate the shrinkage of the material. You also need to be prepared for the appearance of errors or shortcomings.