3D printer bed temp
HOW TO SUCCEED WHEN PRINTING IN PLA
Let's dive into the details of 3D printing with PLA filament. We will discuss what PLA is and how to make it work with your printer, how to find the right temperature and what surfaces to print on.
PLA is a wonderful material for 3D printing. It is a renewable, biodegradable resource. It is non-toxic and has a pleasant smell when printing. PLA filament comes in a wide range of colors and because of its thermal characteristics, is particularly easy to get great prints with.
Table of Contents
-
What is PLA
-
Getting the First Layer Right
-
-
Printing on Blue Tape
-
Printing on Glass With a Heated Bed
-
Other Printing Surfaces
-
-
Getting the Temperature Right
-
Changing Filament
-
Printing With a Makerbot Replicator
-
MatterHackers PLA Temperature Quick Reference
-
What to do When Things go Wrong
WHAT IS PLA
PLA or Polylactic acid is a thermoplastic polyester. It is commonly derived from renewable resources, such as corn starch, tapioca roots or sugarcane. One of the most attractive things about PLA is that it naturally degrades when exposed to the environment. For example, an item made of PLA in the ocean has a degradation time on the order of six months to two years. Compare this to conventional plastics, which take from 500 to 1,000 years to degrade. It is important to point out that although PLA will degrade in an exposed natural environment it is very robust when used in any normal application such as a printed toy or a critical piece of a printer. In that respect you can think of it as being similar to iron. If you were to expose it to continuous moisture or leave it outside, it would "rust" and become unusable in short order. But if you had it in your home you would expect it to last nearly indefinitely.
PLA is used in many industries from food packaging (like the pictured water bottles) to biodegradable medical implants such as sutures, tissue screws, and tacks. PLA comes in a number of grades; scientific, medical, food safe, and then to the type of PLA used in consumer 3D printing. PLA's natural melting temperature is around 80C but it is mixed with other plastics to make it suitable for 3D printing.
PLA comes in a number of grades; scientific, medical, food safe, and then to the type of PLA used in consumer 3D printing. PLA's natural melting temperature is around 80C but it is mixed with other plastics to make it suitable for 3D printing.
If you have printed with ABS, you will find PLA to be harder, wear more slowly, and be easier to get a nice flat part with. PLA is less thermally contractive and much easier to print big parts with. The thing to consider is that being stiffer and harder also means that it is more brittle. If the part you're printing will be used where it might receive a lot of banging or sharp collisions, PLA may not be the best material.
The other important consideration when printing parts in PLA is knowing what sorts of temperatures they will be subjected to. PLA becomes soft at 70c - 80c and will deform if used in environments that remain above those temperatures for any prolonged time. This is why you should use ABS or some other material near the extruder. At MatterHackers we generally use PLA for all our printer parts except those that are directly around the extruder (such as the x-carriage, mounting plate and extruder block) which we print in ABS.
At MatterHackers we generally use PLA for all our printer parts except those that are directly around the extruder (such as the x-carriage, mounting plate and extruder block) which we print in ABS.
What is Pla
GETTING THE FIRST LAYER RIGHT
The first layer is the most important part of any print. There are a few things you need to do to get the first layer to stick well.
-
You need the print bed (or print surface) to be level.
-
You need the extruder to be homed to the correct height from the bed.
-
You need a good base material for your PLA to adhere to.
PRINTING ON BLUE TAPE
Blue Tape, or Painters Tape, is one of the easiest and fastest ways to get a great print from PLA. Here is a quick checklist of things you want to make sure you are doing.
-
Check that the Blue Tape creates an even layer. Don't miss any spots. Don't overlap the edges.
-
Don't heat the bed when using Blue Tape, it will not stick well to your PLA
-
Replace any tape strips that get damage when removing parts.

-
Replace the tape after 5-10 prints or when parts stop sticking.
-
If your first layer is not sticking - make sure the print head is close enough to make a nice squished line of PLA. If that doesn't take care of your problem, you may want to increase the 'first layer temperature' 5 to 10 degrees (start with 5 and increase if necessary).
Blue Tape is not perfect but it is very easy to use and generally gives great results. However, sometimes your parts can pull the tape up off the glass during printing, and you will see some warping when that happens. To reduce the Blue Tape from pulling up, we have had great results putting Blue Tape on top of PET tape, but that's just crazy :).
NOTE: PLA will not stick well to Blue Tape when it is warm. You do not want to heat the bed if you plan to print on Blue Tape. Also, the surface of the Blue Tape will lose its ability to hold onto a part with use. You should replace the tape when you start to see the adhesion degrading (usually somewhere between 5-10 prints on the same spot).
Getting the first layer right
Printing on blue tape
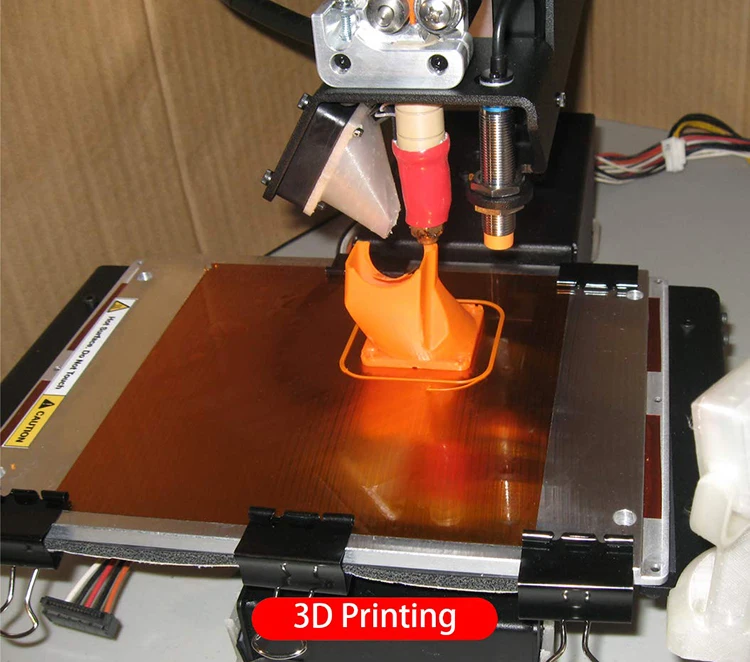
PRINTING ON GLASS WITH A HEATED BED
When you have a temperature controlled bed, printing directly on glass can be a great option. The recommended bed temperature for PLA is 70C.
-
Having your bed level and extruder at the right height is extremely important when printing on glass. If your extruder is too far from the glass your PLA will not stick AT ALL, if it is too low the glass will completely block the extrusion of material and it will not stick AT ALL.
-
If your first layer is not sticking
1. Make sure the bed is level.
2. Make sure the print head is close enough to make a nice squished first layer.
3. Make sure you run the extruder enough before your print starts so there is filament going onto the bed during the entire first layer. In slic3r you can turn the number of loops up to 4 or 5 or more depending on the part.
4. Clean the glass with denatured alcohol
When you can get it working well, glass is the absolute best way to print PLA. It make a great shiny bottom layer and the heated bed ensures that parts stay nice and flat.
It make a great shiny bottom layer and the heated bed ensures that parts stay nice and flat.
Printing On glass
OTHER PRINTING SURFACES
Printing on Kapton Tape
Many people have had success printing on Kapton Tape. To print PLA on Kapton Tape you need to have a heated bed. We used to print on Kapton Tape on a heated bed, but after mastering printing on glass we no longer recommend printing on Kapton tape as a first option. The procedure for printing on Kapton tape is nearly identical to printing on glass but involves more setup and clean up. If you have advice on other benefits of Kapton Tape please let us know. We are always working to improve our process.
Printing on Polycarbonate
We have experimented briefly with Polycarbonate, oiling it slightly with vegetable oil. Polycarbonate did work, and the print came out fine. However the part was difficult to remove and the benefit was not readily apparent. We feel this method deserves more investigation and we'll update this section as we learn more.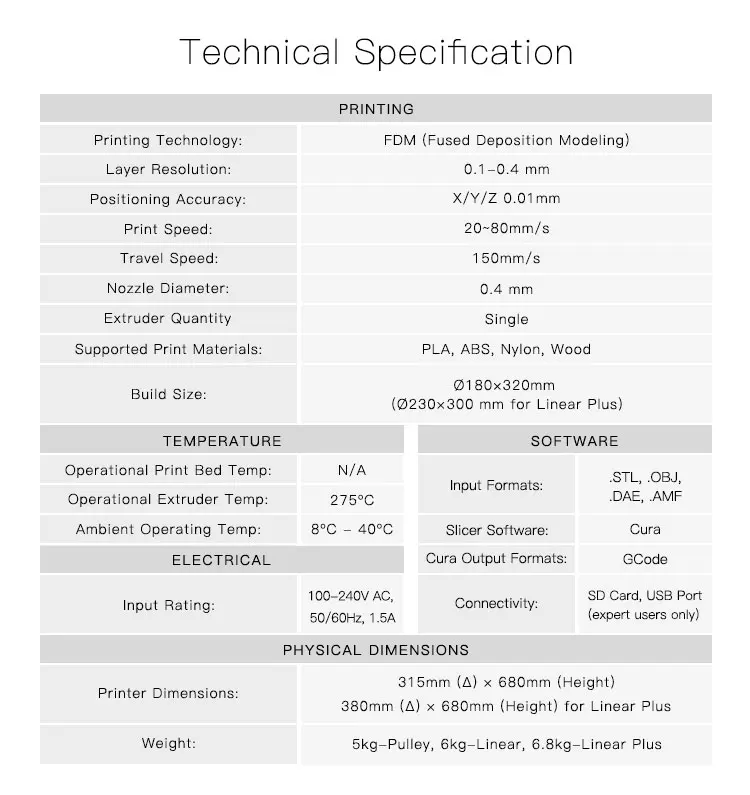 For now we recommend sticking with Blue Tape.
For now we recommend sticking with Blue Tape.
GETTING THE TEMPERATURE RIGHT
When working with a new roll of filament for the first time, we generally like to start out printing at about 200c and then adjusting the temperature up or down by 5 degree increments until we get the quality of the print, and the strength of the part, to be in good balance with each other.
What to Look for:
If the temperature is too high
You will see more strings between the separate parts of your print and you may notice that the extruder leaks out a lot of plastic while moving between separate areas of the print. If this happens you should try to incrementally lower the temperature by 5 degrees until the extruder is not leaking so much material.
Sometimes you will have a material that is simply less viscous than other PLA and will leak more even at lower temperatures. We recommend you increase the retraction a few millimeters (3-4 seems like a good number for most every PLA we have tried).
If the temperature is too cold
You will either see that the filament is not sticking to the previous layer and you are getting a rough surface (like the picture below), or you will get a part that is not strong and can be pulled apart easily. In either case, you should increase the temperature by 5 degrees and try again until you get good line segments on every layer and have a strong part when done printing.
Other surfaces
Getting the temp right
Extruded Filament Not Hot Enough
CHANGING FILAMENT
When switching PLA colors:
-
While the extruder is cold set the heat to 80c and wait for it to heat up.
-
When you reach 80c remove the current filament from the extruder. You may be able to back it out by hand or you may need to reverse the extruder.
-
If you are having trouble removing the filament, increase the temperature to 100c and try again.
-
Increase the heat and load the new filament normally.
-
Run the new color through the extruder until it runs clean and the new color is all that is coming out of the extruder. If you are switching from a dark color (such as black) to a light color (like white or natural) run a while longer to be sure you don't have any dark contamination:
-
-
Clean the extruder gear and blow out any particles from the extruder entrance.
-
Print something that you don't care if it has bits of the previous color in it, or run the extruder for several minutes. It may take as much as 10 to 15 minutes of extrusion before you can have confidence that there won't be dark material mixed with lighter material.
-
Note: We recommended removing the filament when soft rather than when fully melted so that there is less possibility of depositing melted material onto the extruder drive gear or leaving meterial high up the melt chamber entrance. Both of which can cause jamming and are hard to clean out. Soft removal also helps ensure that you get everything out of the extruder tip.
Soft removal also helps ensure that you get everything out of the extruder tip.
PRINTING WITH A MAKERBOT REPLICATOR
The Makerbot Replicators extruder is not quite as powerful as some of the RepRap geared extruders so here are some extra tips that can really help get great results.
-
Make sure your bed is absolutely flawlessly leveled.
-
Measure the filament with calipers. Take 5 measurments, throw out the bottom and top values and average the remaining 3. Put this number in for the filament diameter.
-
Clean the extruder. If you been having problems you probably need to do this.
-
Clean the teeth of the drive gear.
-
AND THE BIGGIE! Use a tiny drop of canola oil on the end of the filament during the filament change. We got this tip from a customer and it has been AMAZING, not a single filament jam since!
IMAGINE THAT 3D PLA TEMPERATURE QUICK REFERENCE
Color Recommended Temperture Recommended Range
Black 195c 190-210c
Glow-in-the-Dark 190c 185-205c
All Other Colors 210c 205-220c
Note: You may need to experiment with the temperature that will print the best on your printer.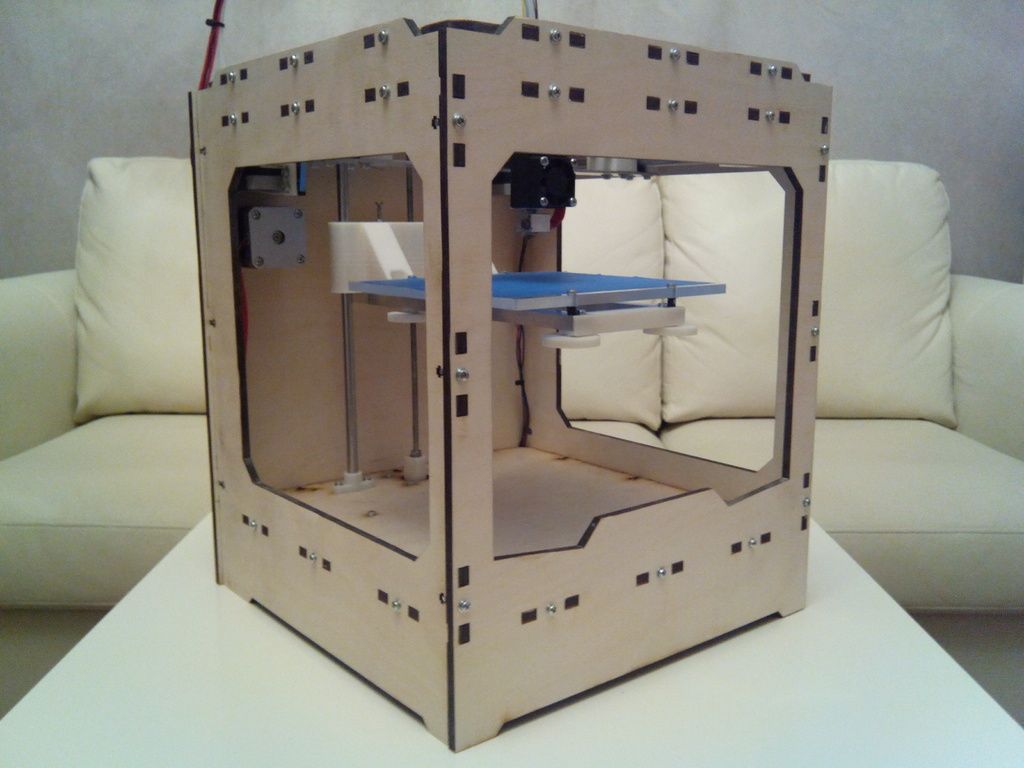 Ambient temperature, humidity and the calibration and uniqueness of your printer all play a part in how your prints will turn out.
Ambient temperature, humidity and the calibration and uniqueness of your printer all play a part in how your prints will turn out.
WHAT TO DO WHEN THINGS GO WRONG
There are a few key things to check when your prints aren't working. But before we look at solutions we need to have a brief description of your symptoms.
"I can't get the first layer to stick."
"The part has bad internal layers and top surfaces."
-
Check the extrusion temperature (you may need to increase it by 5 degree bumps)
-
Check the filament tension.
-
Clean the filament drive gear
"The outside edges of my parts have lots of little bumps on them."
-
Source better PLA. We have found that the quality of your print material can have a big impact on the quality of your part. Getting better PLA can help you get better parts. However, don't be too quick to assume the problem is in your PLA.
 With the right settings and patience hobbyists have succeeded in printing all sorts of materials many of which have very low viscosity and inconsistency. You should be able to get at least usable parts even with some lower quality filament.
With the right settings and patience hobbyists have succeeded in printing all sorts of materials many of which have very low viscosity and inconsistency. You should be able to get at least usable parts even with some lower quality filament.
"Tall sections of my prints look melted or squished together."
"My printer will not put out any material."
-
Clean the drive gear and adjust tension. The first thing we are going to do is clean the filament touching drive gear and ensure that we have proper tension against the filament. Usually improper tension or a clogged drive gear will make the print look more like the picture we have for low temperature filament, but it sometimes does prevent extrusion all together. Clean the pinch wheel with a wire brush, and make sure your tension is good and solid (too much can also prevent extrusion and is more common with direct drives [the motor is directly connected to the drive gear] but less common with geared drives).
-
Check for and remove jams between the extruder and hot end. This is the most extreme type of problem because now it is time to take things apart. Sometimes heat can creep up the filament in the extruder and cause a bulge that then cools and prevents any further extrusion. This is usually at the junction between the extruder and hot end. Take off the extruder and remove all the PLA you can (you may need the hot end hot (80c-100c) to get all the material out. If you can't get out all the filament by pulling it out you may need to try and drive it down through the hot end. We usually use a small allen wrench. If this fails you can try and drill out the extruder or hot end but you may need to replace parts. Be sure to take precautions against being shocked or burned. If you are not qualified to do this work find someone who is, rather than risk injury.
Change Filament
Makerbot
Temps
Wrong
heated bed - PLA and bed heating?
Asked
Modified 3 years, 7 months ago
Viewed 69k times
$\begingroup$
I've read different things about PLA and heat-bed. Some say it is not needed, others recommend 60-70°C, but not for the first layers.
Some say it is not needed, others recommend 60-70°C, but not for the first layers.
For larger objects I often have the problem that the object does not stick to the blue-painters-tape-covered aluminium print plate. Instead the print "curls" up on one or more corners. To reduce this effect, I'm using a brim between 5 and 10mm. Depending on the size of the object the brim works quite well. Will heating the bed also improve the print quality by reducing the amount of heat warping / curling?
- pla
- heated-bed
- warping
$\endgroup$
3
$\begingroup$
I actually find it's not needed for PLA. I generally have it heated to 40 °C and use blue painters tape along with some hairspray (I prefer Tresemme as it smells gorgeous).
I've experimented with a glass bed, and Buildtak but I find blue painters tape is the key. I overlap the blue tape ends to the bed so it sticks, then spray the hairspray onto the tape. Also bed leveling is super important as are your print settings. What you want for the first layer is to have it essentially "pushing" into the bed. That way it gets good contact and wont curl up during the print, though it can be a challenge to get off later.
I overlap the blue tape ends to the bed so it sticks, then spray the hairspray onto the tape. Also bed leveling is super important as are your print settings. What you want for the first layer is to have it essentially "pushing" into the bed. That way it gets good contact and wont curl up during the print, though it can be a challenge to get off later.
TL;DR for PLA you dont need a heated bed, its more about the surface and 1st layer height.
$\endgroup$
1
$\begingroup$
Heating the bed helps me, even with PLA. I print with a 60 °C bed. The bed is 3/8" 6061 alloy aluminum, sanded with 600 grit sandpaper, coated with Elmer's purple glue stick, and dried.
The brim will help. You might make the brim thicker than one layer (like 2-3 layers).
If you look at the bottom of your print, are there large gaps where the PLA doesn't touch the bed? If so, you could zero the head closer to the bed, or increase the flow for the first layer.
I haven't set up a cooling fan, although many praise the results. It is an experiment for a future day.
$\endgroup$
3
$\begingroup$
Heated beds can help, but you have to be careful using too much heat. If you go above the glass transition temperature (about 60 °C for PLA), the stresses of the upper layers cooling will warp the bottom, because above the glass transition temperature, the PLA can deform.
For example, I was making very tall and skinny parts, a recipe for warping. At 65 °C, I had a bit of the bottom corners curling, but the part finished. I turned the heat up to 80 °C, and the parts warped so much they came off the build plate. I ran the exact same parts at 58 °C, and they came out beautifully every time.
A higher bed temperature can aid adhesion, (see Effect of the printing bed temperature on the adhesion of parts produced by fused filament fabrication), but if the temperature is above the glass transition, the parts can and will deform much more easily.
$\endgroup$
1
$\begingroup$
This is fundamentally a heat transfer problem. As a large print is being made, it is very thin. Thin things cool off quickly, especially when no new hot material is being placed on top in the meantime. A heated bed will only help for a time, depending on the print size, before it starts to actually contribute to warping due to rapidly cooling upper layers and still- heated lower layers.
A hack can be found by improving bed adhesion, but this leaves the underlying problem of thermal stresses intact. Only through better 3D printing thermal properties design or through better object design will the warping problem be solved rather than mitigated.
$\endgroup$
$\begingroup$
It really depends on your formulation. 70 °C would be on the higher end. I think I do between 70 °C - 75 °C. Not any higher.
70 °C would be on the higher end. I think I do between 70 °C - 75 °C. Not any higher.
Add a glue from a glue stick to help with keeping it on the bed.
Use a raft to reduce the issue as well.
A fan is the number one thing you can do.
The last solution is to build a heat enclosure. They are not on every 3D printer because of patents blocking them. You can easily make your own.
Technically it is not 100 % needed, i.e. the MakerBot does not use it, but the guys at MakerBot have PLA down to a science.
Also I thought Kapton is not for PLA usually... see these MatterHackers articles:
- How to succeed when printing with ABS;
- How to succeed when printing with PLA.
From RepRap Wiki - Glossary:
Raft
A technique used to prevent warping. Parts are built on top of a 'raft' of disposable material instead of directly on the build surface. The raft is larger than the part and so has more adhesion.
Rarely used with heated build surfaces. For the small area models, it is very useful to prevent warping via adding a raft for the model before slicing it. It can also help with with precision parts by removing the slight first few layer distortion caused by the heated bed.
$\endgroup$
2
$\begingroup$
For printing PLA you can manage to succeed without a heated bed. You can use blue painting tape on any platform. It will help a lot. But sometimes the tape itself curls up and you end up with a bad print. Heated bed helps here for better adhesion of the blue tape to the bed. You can also use hair sprey to ensure that the blue tape sticks to the bed.
Hair sprey is pretty effective on ABS. If you use a heated bed + glass + hair sprey ( Akat Gardi is the best brand) you will never have any problem with your prints.
$\endgroup$
$\begingroup$
I can only go with my own experiences; a Printrbot simple metal originally with no heated bed and blue tape was fine for small parts if printed with a reasonable brim and rafts when needed (Slic3r does that) but larger prints tended to warp and curl. I upgraded to a heated bed, which I run at 55 - 60 °C for every print. Additionally, I now use Kapton tape on the bed and glue stick. I have recently reprinted a part for my printer, an LCD housing, to replace the badly warped original, which is my benchmark print. I have no warping/curling problems to the point that I have reduced the standard brim from 5 mm to 2 mm to save some material. Some additional detail - only PLA at present from a 0.4 mm extruder at 205 °C in 0.2 or 0.3 mm layer height for the finer detail. Takes longer but the results are worth it.
$\endgroup$
$\begingroup$
The answer depends a bit on the type of PLA (supplier of specific filament), type of machine, type of build platform, size of model and ambient temperature.
PLA has less issues with warping compared to ABS or Nylon, but can still warp depending on everything mentioned. My usual first try to minimize warping is to heat the bed. 60 - 70 °C works well but I'll also go up to 100 depending on a variety of factors. If still not having any luck, generally on larger parts I try adding a raft. If I STILL have issues after that I'll add 'helper disks' (small quarter dollar sized disks) around the part to increase the surface area of the raft. The disks will add more material but I have about a 99 % success rate using these.
If a part is going to take more than about 3 hours and I can't have any warping at all, I always use a heated build plate and place the discs all the way around the part. Generally will add about a hour or more, but well worth the extra time.
$\endgroup$
2
$\begingroup$
A lot depends on exactly which PLA you use and the build surface.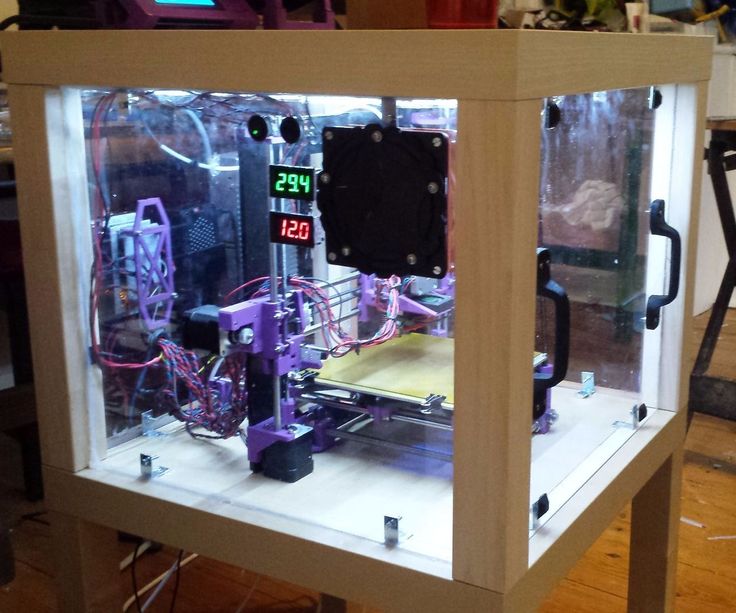 I'm using one of those new-fangled high-temperature PLA's (MakerGeek's Raptor PLA, black) and a BuildTac surface on a MonoPrice Select Mini v2. From my experiments, I believe that the biggest influence in preventing warping is the BuildTac.
I'm using one of those new-fangled high-temperature PLA's (MakerGeek's Raptor PLA, black) and a BuildTac surface on a MonoPrice Select Mini v2. From my experiments, I believe that the biggest influence in preventing warping is the BuildTac.
My slicer is Simplify3d, so the settings may be in a different format than yours. I use a hot-end temperature of 240 °C, a bed temperature of 40 °C, layer height of 0.0875 mm, a first-layer modifier of 1.5, an extrusion modifier of 0.95, and a retraction distance of 3 mm.
I've never had a problem with warping, but these settings prevent stringing and allow me to more easily remove parts after printing. And yes, I wait until the bed gets to room temperature before removing the part.
$\endgroup$
$\begingroup$
Heated bed definitely helps with PLA adhesion, it also helps depending the surface, for example PEI offers better adhesion than glass. Another option is to try to overextrude the first layer (125 %) and make sure it is squeezed out, so basically you get a wavy effect on the first layer. This should help a bit even in the curly corners. Another thing I have noticed from experience is the PLA itself, not all PLAs are the same so you could try another manufacturer or try your PLA in a friend's printer to see if you get the same effect. Generally on PLA we do not expect any warping, but the reality is that some do have.
Another option is to try to overextrude the first layer (125 %) and make sure it is squeezed out, so basically you get a wavy effect on the first layer. This should help a bit even in the curly corners. Another thing I have noticed from experience is the PLA itself, not all PLAs are the same so you could try another manufacturer or try your PLA in a friend's printer to see if you get the same effect. Generally on PLA we do not expect any warping, but the reality is that some do have.
$\endgroup$
$\begingroup$
Heating the bed helps with adhesion to the bed, but can seriously interfere with cooling of the layers just above the bed that are in contact with large amounts of material touching the bed. I've found that, if I have a model with a flat region touching the bed and walls leaning outward from it (overhangs) as they go up, any corners will curl upwards before they can cool if the bed is 60 °C or above - it's effectively a heat bath at the glass transition temperature that's going to be hard for a fan to overcome.
At 50 °C the effect is almost gone, and at 40 °C and below it seems entirely gone, but the exact temperature that's safe is going to depend on ambient room temperature, cooling fan power, and effectiveness of the fan duct. I've just found this as a solution to my curling-corner problems, so I might end up tweaking things more, but I think I'm going to try printing PLA without heating the bed at all unless I have trouble with adhesion.
An example showing slightly warped vertex/edge from curling corners at 50 °C vs good ones at lower temperatures:
$\endgroup$
Optimal table and hot end temperatures for 3D printing PLA
3DPrintStory 3D printing process Optimal table and hot end temperatures for PLA 3D printing
In an ideal world, there would be an ideal temperature where you could set up your 3D printer once and just hit the button to start 3D printing. But in reality, there is no ideal temperature for PLA plastics. And in order to get a good 3D printing result, you need to spend some time and effort. nine0005
But in reality, there is no ideal temperature for PLA plastics. And in order to get a good 3D printing result, you need to spend some time and effort. nine0005
PLA is quite forgiving when it comes to temperature, and as long as you don't deviate too much from the recommended 3D printing temperatures, the result will be good. What's more, PLA is a great way to get started in the world of 3D printing and experimentation, as it's easier to use than, for example, ABS or PETG.
One important thing to keep in mind when checking suitable temperature ranges is that different brands and even colors of PLA plastics can have different optimal 3D printing temperatures. nine0005
Optimal temperature range for hot end
As mentioned above, it would be nice to know one temperature for printing PLA materials, but in fact there is none. There is a recommended range within which you need to adjust the nozzle temperature of your 3D printer. For PLA plastics, the recommended hot end temperature range is 190°C to 220°C.
If you notice that the layers do not adhere to each other during 3D printing, you can raise the temperature within the above recommended range. On the other hand, hot end cooling can improve 3D printing quality . If the extruder is too hot, the PLA filament can become very soft and brittle. This results in the model being printed with visual defects.
Incorrect 3D Printer Hot End Temperature Signs
Another indicator that the hot end is too hot is if your 3D printer is not printing bridges well. This could mean that the plastic is so hot that it doesn't have time to cool down enough. If the hot end is too hot, your 3D models will look "dirty" and "tarnished". Lowering the temperature can help with this. nine0005
Meanwhile, if the 3D model does not adhere well to the table, then this may be a sign of insufficient hot end temperature. A cold hot end can also make it difficult to form good corners on your 3D models.
One of the best ways to achieve the ideal hot end temperature is to experiment.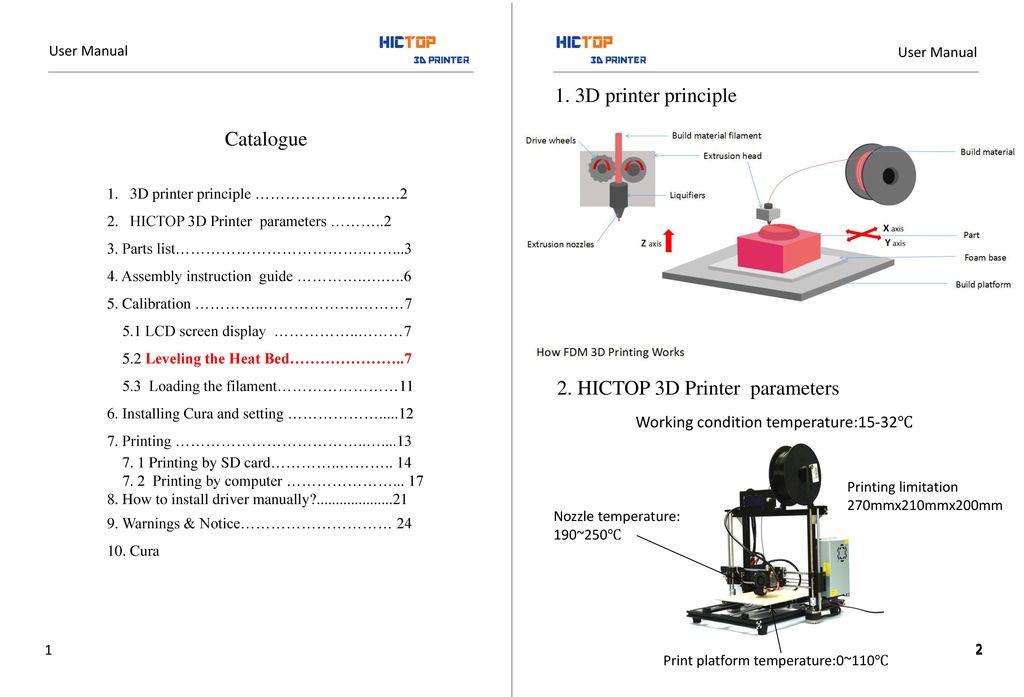 By slowly adjusting the temperature, increasing or decreasing, you will gradually find the optimal temperature for your 3D printer and plastic.
By slowly adjusting the temperature, increasing or decreasing, you will gradually find the optimal temperature for your 3D printer and plastic.
Heads from different manufacturers and different colors also affect the optimum temperature of the hot end. For example, a black PLA spool can print well at around 215°C, while a similar blue PLA spool from the same manufacturer will perform well at 210°C. Even small temperature differences can make a big difference in the quality of your 3D models. nine0005
Best 3D Printing Table Temperature Ranges
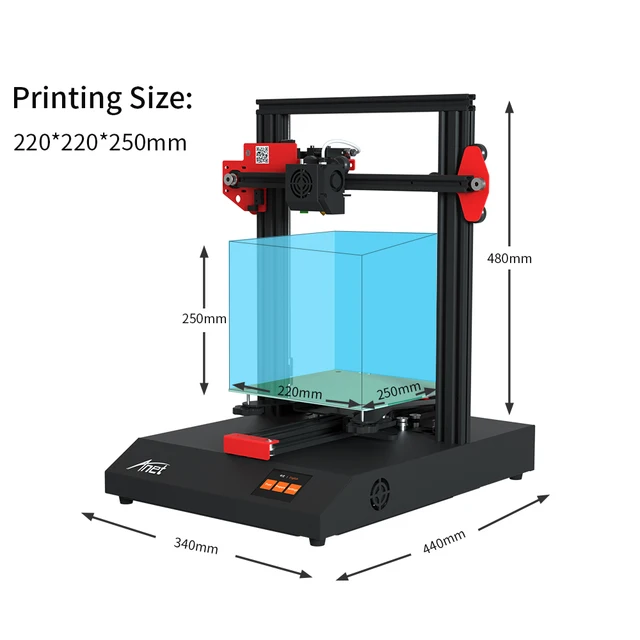
Heated tables have a huge impact on 3D printing quality. Although they are not available on all 3D printers, for those where they are installed, the temperature must also be adjusted correctly. While the recommended bed temperature for PLA 3D printing is 70°C, this does not always work perfectly. There are recommendations for a heated table temperature range of 55°C to 70°C for PLA plastic. So the temperature of the table as well as the hot end should be adjusted to your own realities. nine0005
nine0005
Signs of incorrect 3D printer table temperature
The most obvious sign that your table temperature is too low is that your 3D models are not sticking to it. If they don't stick well, you can raise the temperature a little. A warmer 3D printer bed can help soften the plastic, allowing it to better grip at the base of the model. Just be careful not to overheat the table or you'll run into an elephant's paw problem. In short, this effect is manifested in the fact that the first few layers melt under the weight of the 3D model. nine0005
The "elephant leg" is especially strong, especially when the 3D model is very heavy, as there is more pressure on it. This annoying side effect can be easily fixed by lowering the temperature of the 3D printer bed a bit. Again, don't overdo it and don't set the temperature too low. Measure is needed everywhere!
External influences
External influences can also affect PLA print temperatures. If, for example, a cool breeze is blowing from the window, you can increase the temperature of the hot end and the 3D printing table by a couple of degrees.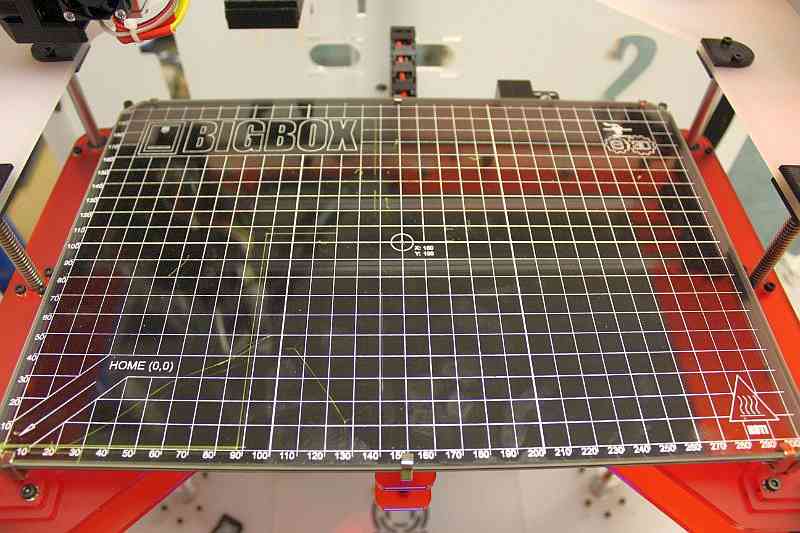 Air conditioning vents can also lower the temperature of 3D printing. nine0005
Air conditioning vents can also lower the temperature of 3D printing. nine0005
To minimize the impact of external factors, we strongly recommend making an enclosure for your 3D printer. When it comes to temperature, the case serves two purposes: keeping the outside temperature from affecting your 3D models, and keeping the heat inside.
There are quite a few 3D printer case designs available in the public domain, so feel free to google it or make your own. As materials for the case, plywood, plexiglass and fasteners are often used, which are printed on the same 3D printer. nine0005
How to find the optimal temperature settings for a 3D printer?
It has already been mentioned many times, but we will repeat it again: the best way to determine the temperature of the table and hot end is trial and error in your specific conditions, with your 3D printer, your plastic and the place where the 3D printer is standing during printing . If you find that your products are uneven, reduce the temperature of the hot end a little. If your models are not sticking to the table, you may need to lower the hot end temperature and raise the table temperature. Elephant paw can also be a key indicator that your table is too hot. nine0005
If your models are not sticking to the table, you may need to lower the hot end temperature and raise the table temperature. Elephant paw can also be a key indicator that your table is too hot. nine0005
So experiment in the recommended ranges and you will get great 3D printing with PLA plastic!
Optimal temperatures for 3D printing PLA, PETG, Nylon and TPU plastics
3DPrintStory 3D printing process Optimal temperatures for 3D printing with PLA, PETG, Nylon and TPU plastics nine0005
Although almost all 3D printing materials are thermoplastics, each has its own temperature requirements. The specificity arises from the fact that individual fibers differ greatly from each other in chemical composition. Some, like PLA, are made from starches, while others, like ABS, are oil-based.
Some, like PLA, are made from starches, while others, like ABS, are oil-based.
The chemical composition of a thermoplastic directly affects its glass transition temperature, the temperature at which the material changes from a brittle filament to an extrudable elastic substance. It is this temperature that must be maintained for high-quality 3D printing. And since each material has a different glass transition temperature, each plastic must be used for 3D printing at a different extruder temperature. nine0005
In addition to a specific extrusion temperature, some materials require a specific hot bed temperature. When some fibers cool, they shrink and deform. The heated bed allows these plastics to cool more slowly during extrusion so that bending is minimized.
The heated bed also provides additional adhesion, ensuring that the first layer adheres well and the part does not separate from the base during 3D printing.
So the temperature of 3D printing is a very important parameter, which differs depending on the material that is used.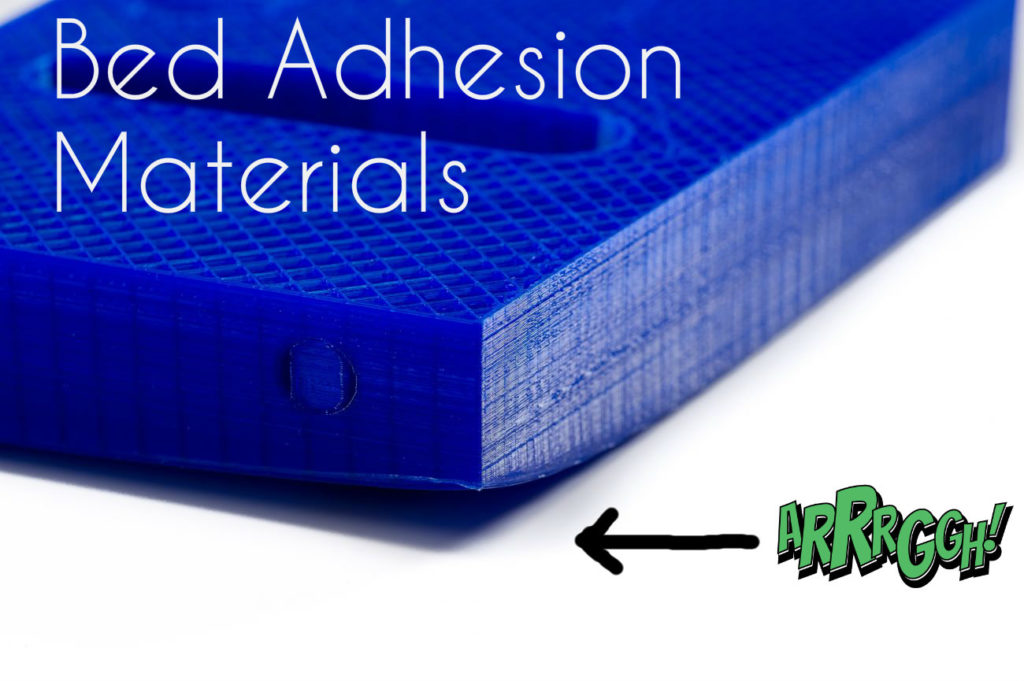
Recommended temperature for 3D printing PLA plastic
PLA is today the most popular plastic in popular. One of the reasons is undemanding to the conditions of 3D printing.
PLA prints best around 210°C, although it is very versatile and can work at 180 to 230°C. It does not require a heated bed to print, but if your 3D printer has one, set the bed temperature somewhere between 20 and 60°C.
When printing with PLA, make sure the cooling fans are turned on. PLA produces the best results when cooled properly.
Overall, PLA is very easy to use and doesn't require much drumming to be successful.
Recommended temperature for 3D printing with ABS
Until recently, ABS was the most widely used material for 3D printing. Then ABS lost to PLA in the battle for the lead. The main reason is the great difficulty during 3D printing. nine0005
ABS requires a slightly higher temperature to print successfully. The recommended nozzle temperature is between 210 and 250°C. A heated table with a set temperature between 80 and 110°C is required. This is because the ABS shrinks as it cools, and if the model cools too quickly, it deforms. For the same reason, the cooling fans must be turned off when printing ABS. nine0005
A heated table with a set temperature between 80 and 110°C is required. This is because the ABS shrinks as it cools, and if the model cools too quickly, it deforms. For the same reason, the cooling fans must be turned off when printing ABS. nine0005
Recommended temperature for 3D printing PETG plastic
PETG is a relative newcomer to the 3D printing media market, combining many aspects of PLA and ABS.
It requires very high nozzle temperatures of 220 to 250°C. However, unlike ABS, PETG does not require a heated bed.
PETG prints best with blue masking tape on the table. Without it, the table must be heated to 50-75°C so that the extruded material will adhere well to the table on the first layer. And because this material doesn't flex like ABS, cooling fans can be turned on during 3D printing. nine0005
Although PETG is not as easy to use as PLA, it is much less demanding than ABS and is now the top of the list in popularity.
Recommended temperature for 3D printing Nylon with plastic
Nylon is another popular and interesting material, although it is more difficult to work with.
It requires a higher temperature than any of the other materials on the current list: 240 to 260° C is recommended. Required table temperature is 70 to 100° C. However, the glue stick layer is very important as Nylon suffers from adhesion quality problems first layer. nine0005
Nylon should not be printed with cooling fans as this will cause layer adhesion problems.
This material is also very hygroscopic, meaning it absorbs moisture from the air very actively. This significantly reduces the quality of 3D printing, so the nylon must be dried before printing or a quality thermal box must be used.
Nylon can be problematic at first, but once you learn how to print properly with this material, it will cover many of your questions and needs. nine0005
Recommended temperature for 3D printing TPU plastic
The flexible materials known as TPU are an unusual and sometimes very useful material, but very difficult to work with.
TPU is used at the same temperatures as PLA.