3D printed soft actuators
3D printed linear soft multi-mode actuators expanding robotic applications
Ryan Drury,a Vitor Sencadasabc and Gursel Alici *ab
Author affiliations
* Corresponding authors
a
School of Mechanical, Materials, Mechatronic and Biomedical Engineering and Applied Mechatronics and Bimedical Engineering Research (AMBER) Group, University of Wollongong, Wollongong, NSW 2522, Australia
E-mail:
gursel@uow. edu.au
b ARC - Center of Excellence for Electromaterials Science, University of Wollongong, 2522 NSW, Australia
c Department of Materials and Ceramic Engineering, CICECO - Aveiro Institute of Materials, University of Aveiro, 3810-193 Aveiro, Portugal
Abstract
Soft pneumatic actuators can produce a range of motions and deliver a high force-to-mass ratio whilst offering intrinsic compliance. Presently, the majority of soft pneumatic actuators are used to create bending motions, with very few able to produce significant linear movements. Fewer can actively produce strains in multiple directions. The purpose of this study is to produce and characterize a novel 3D printed actuator which is capable of both extension and contraction under differential pressures. A new elastomeric resin was synthesized to be used on digital light projection (DLP) 3D printers. The presented pneumatic device, a linear soft multi-mode actuator (LSOMMA), is demonstrably scalable and provides a stable response over its lifetime of >10 000 cycles. The LSOMMA operates at low pressures, achieving full contraction and expansion at gauge pressures of −25 kPa and 75 kPa, respectively, corresponding to actuator strains of up to −50% and 37%. All actuators presented in this study had a rise time of less than 250 ms. The applications of these multi-mode actuators were demonstrated by developing a pipe-crawling robot capable of traversing horizontal, vertical, and bent sections of a pipe, and a ground locomotion robot capable of moving up to 652 mm min−1 and turn at 361° min−1. An untethered locomotion robot which could navigate multiple surface materials was assembled to demonstrate the potential of the developed technologies for autonomous robotic applications.
The applications of these multi-mode actuators were demonstrated by developing a pipe-crawling robot capable of traversing horizontal, vertical, and bent sections of a pipe, and a ground locomotion robot capable of moving up to 652 mm min−1 and turn at 361° min−1. An untethered locomotion robot which could navigate multiple surface materials was assembled to demonstrate the potential of the developed technologies for autonomous robotic applications.
- This article is part of the themed collection: Soft Robotics
Researchers 3D print sensor network-integrated soft robots with sustainability in mind
0Shares
Researchers from Johannes Kepler University Linz have leveraged 3D printing to produce soft robotics with integrated sensor networks capable of stretching to six times their original length.
A key focus of the study was to address many of the sustainability concerns posed by the development of soft robotics applications, such as the field’s use of non-biodegradable materials and its subsequent growing environmental impact.
To minimize this, the soft robots 3D printed by the researchers are made up of completely biodegradable materials and can therefore be reprinted multiple times or disposed of hazard-free at the end of their lifetime.
Sustainable 3D-printed soft actuators with integrated waveguide sensors. Image via Johannes Kepler University.More sustainable soft robots
According to the Linz scientists, while soft robotics often take inspiration from nature in terms of their function, the materials involved in creating these applications tend to be non-biodegradable or stem from non-renewable sources. The team identified that the field needs to improve its sustainability credentials due to the currently limited lifetime of soft materials, or for applications where deployed robots cannot be retrieved.
Additionally, conventional manufacturing methods such as mold casting are often unable to replicate the complexity of nature’s creations. Previous work has been undertaken into biodegradable soft robots using such conventional techniques, however the robots produced are limited in terms of their geometry and feature size.
To solve both of these concerns, the researchers developed a customized FDM-based additive manufacturing process to print a fully biodegradable gelatin-based ink into stable, complex soft robots with integrated sensor networks.
3D-printing of gelatin-based biogel. Image via Johannes Kepler University.Achieving biodegradable soft robots
The researchers set out to improve upon existing approaches to soft robots that lack the mechanical stability, reusability or biodegradability necessary for wholly sustainable and practical devices.
They based their technique on entirely degradable gelatin-based hydrogels which, when supplemented with glycerol and sugar syrup, delivered desirable tunability and stretchability properties.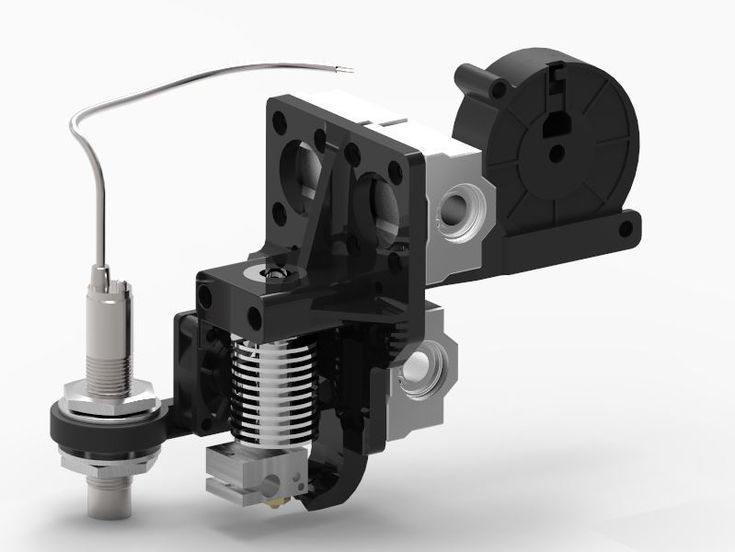 The biogels’ thermoreversability enabled them to be reused in subsequent printing processes up to five times while maintaining their stretchability.
The biogels’ thermoreversability enabled them to be reused in subsequent printing processes up to five times while maintaining their stretchability.
The team adapted an existing paste extruder design and integrated it into a Makerbot 2X 3D printer alongside a two-stage heating system, to enable them to better control the gelation process. Using this system, the researchers 3D printed both the main body of their soft robotic devices and their embedded stretchable waveguide sensors, which gave the devices their proprio- and exteroception capabilities. The integrated networks of stretchable waveguides enabled the soft robots to control their navigation and interact with their surrounding environment through transmitting light.
The 2×2 mm slab waveguides were printed in a one-step process and connected to light-emitting diodes (LEDs) and photodiodes (PDs) to complete the sensors. The waveguides functioned as touch sensors when they came into contact with external objects, as when a region along the waveguide was compressed by an external force, it caused a decrease in transmitted intensity, due to light being absorbed or scattered at the point of force.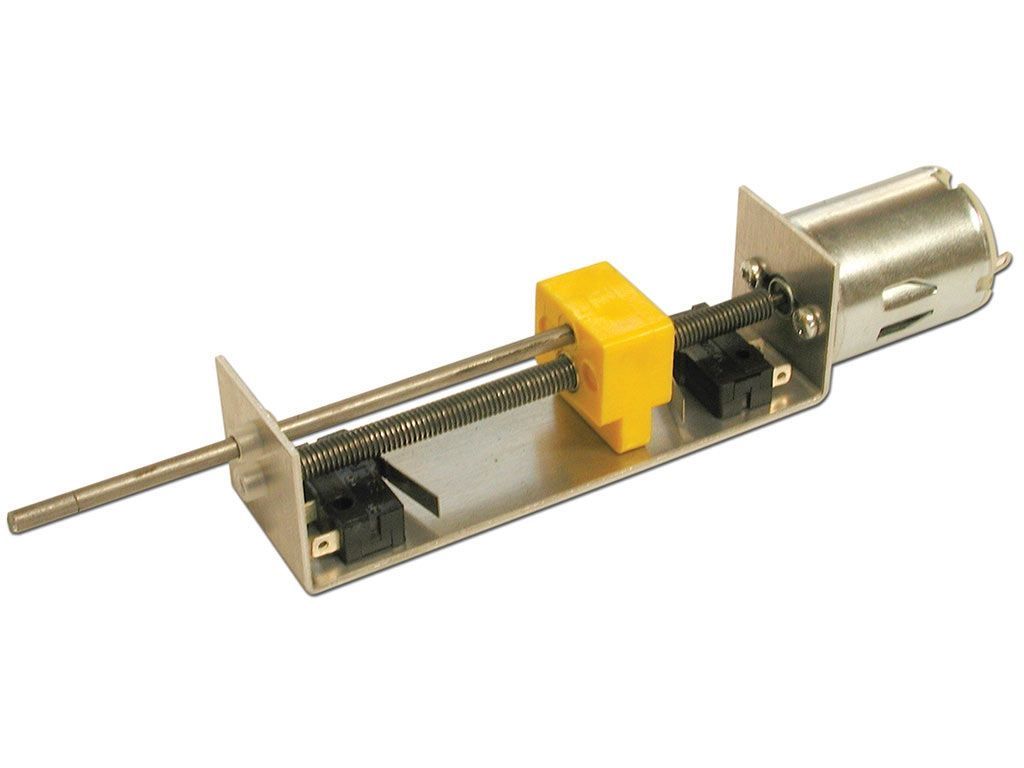
The researchers used this effect to build a video game-style controller pad with six buttons, containing a network of three waveguides. When touched, the buttons compress the waveguide network at different positions, enabling the identification of which button had been pressed.
3D-printed gelatin-based stretchable waveguides. Image via Johannes Kepler University.For the soft robot itself, the researchers 3D printed a biodegradable three-chamber actuator spanning 16.6 mm in diameter and 60 mm in height, capable of responding to pressure or deformation within less than a second. They then combined their 3D printed waveguide sensors with the actuator to acquire information on the actuator’s bending state and touch events with objects in its surrounding.
Off the back of this, the team was able to introduce a so-called “search-and-wipe” routine to the soft robotic device to allow it to remove obstacles in its path. The actuator can sense contact events within its path and upon detection pressure is released from all chambers in the direction of the obstacle in order to push it away.
Improving detection capabilities
Despite the success of the study in demonstrating a more ecological approach to 3D printed soft robotics, the researchers identified several areas that could be improved going forwards. They acknowledged that distinguishing between different stimuli, such as bending and touching, was challenging for the device, which could be overcome by implementing distributed fiber-optic networks capable of operating at various wavelengths or light modulation.
The team also said that increasing the complexity of their design will require more advanced actuator shapes and multimaterial combinations, which could be achieved through the development of suitable biodegradable support materials to enable the printing of overhanging features or cavities. Combining mechanically, electrically, and optically tuned biogels to achieve more sophisticated actuator mechanisms would also enhance the sensing and control capabilities of future soft robotic devices.
Regarding sustainable development of the field, the researchers stated that end-of-life considerations are critical, and more reprint cycles could be realized by restoring the printability of the biogels through rehydration, reducing printing temperature, and increasing the printing speed.
Ultimately, the team believes its sustainable 3D printing approach will likely have a “positive influence” on soft robotics through a reduced ecological footprint and waste generation.
More information on the study can be found in the paper titled: “3D printing of resilient biogels for omnidirectional and exteroceptive soft actuators,” published in the Science Robotics journal. The study is co-authored by A. Heiden, D. Preninger, L. Lehner, M. Baumgartner, M. Drack, E. Woritzka, D. Schiller, R. Gerstmayr, F. Hartmann, and M. Kaltenbrunner.
Search-and-wipe routine. Image via Johannes Kepler University.Advances in 3D printed soft robotics
3D printing is receiving increasing attention for novel applications like soft robotics due to the design freedom granted by the technology, and there have been several significant research developments in this space recently.
For instance, researchers at Linköping University have previously developed a set of microactuators for soft micro robotics with 4D capabilities, while a team at Harvard University used 3D printing to develop a school of soft robotic fish capable of swimming in complex patterns thanks to a system of LEDs and cameras.
Elsewhere, researchers from Tianjin University have 4D printed a self-propelling soft robot capable of rolling and climbing on its own, and UC San Diego scientists have come up with a novel method of 3D printing liquid crystal elastomers (LCE) with potential applications as an actuating material for soft robotics.
Subscribe to the 3D Printing Industry newsletter for the latest news in additive manufacturing. You can also stay connected by following us on Twitter and liking us on Facebook.
Looking for a career in additive manufacturing? Visit 3D Printing Jobs for a selection of roles in the industry.
Subscribe to our YouTube channel for the latest 3D printing video shorts, reviews and webinar replays.
Featured image shows search-and-wipe routine. Image via Johannes Kepler University.
Tags A. Heiden D. Preninger D. Schiller E. Woritzka F. Hartmann Harvard University Johannes Kepler University L. Lehner Linkoping University M. Baumgartner M. Drack R. Gerstmayr Tianjin University UC San Diego
Hayley Everett
Hayley is a Technology Journalist for 3DPI and has a background in B2B publications spanning manufacturing, tools and cycling. Writing news and features, she holds a keen interest in emerging technologies which are impacting the world we live in.
FDM 3D printer
- 1 Description
- 2 General process
- 3 Structural elements
- 3.1 Body
- 3.2 Extruder
- 3.3 Working platform
- 4 Preparing digital model
- 5 Seal
- 6 Application
Description
Fused Deposition Printing (FDM) printing technology has become widespread among individuals and small businesses due to its wide capabilities, relative simplicity and good affordability. The popularity of this method deserves a more detailed description of the process and the printers used. In this section, we will look at the nuances of the design of printers and the application of technology in practice. nine0028
The popularity of this method deserves a more detailed description of the process and the printers used. In this section, we will look at the nuances of the design of printers and the application of technology in practice. nine0028
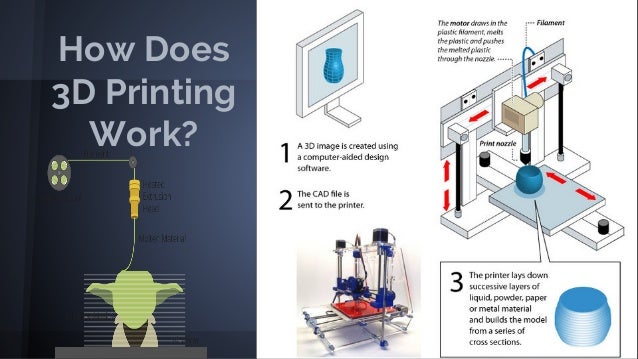
General process
Like all 3D printing methods, FDM belongs to additive manufacturing technologies. The term "additive" is an Anglicism from the word "additive", meaning "addition" or "by addition". The term is intended to separate technologies for the production of complex three-dimensional products that differ from the usual "subtractive" ("subtractive" - "due to separation") methods - milling, drilling, grinding, etc.
FDM can be considered one of the most technologically simple 3D printing methods. The process is based on the successive layering of a thin thread of molten plastic up to the creation of a solid three-dimensional object. A plastic thread wound on a spool is used as a consumable. Occasionally, individual bars of plastic are used. The standard thread diameter is 1.75mm or 3mm. nine0028
Occasionally, individual bars of plastic are used. The standard thread diameter is 1.75mm or 3mm. nine0028
The printing process consists of a number of steps:
- Create or import a digital 3D model
- Processing of a digital model for printing with the addition of supporting structures
- Location and orientation of the digital model on the desktop
- Slicing - cutting a digital model into separate layers with data conversion into instructions for the printer, called the G-code
- Direct print
- If necessary, physical or chemical treatment of the finished model
Structural elements
Enclosure
Ultimaker 3D Printer with open wooden enclosure
Many elements are important in the design of an FDM 3D printer that are not always obvious to the inexperienced person. So, the material of the case matters in the event that it carries the load. Many FDM printers are available with wooden cases - this solution seems cheap and unsightly, but in fact it helps to absorb vibrations during printing, which has a positive effect on the quality of the manufactured models. On the other hand, a steel or aluminum frame ensures the durability and impact resistance of the device. nine0028
Many FDM printers are available with wooden cases - this solution seems cheap and unsightly, but in fact it helps to absorb vibrations during printing, which has a positive effect on the quality of the manufactured models. On the other hand, a steel or aluminum frame ensures the durability and impact resistance of the device. nine0028
The open or closed design of the printer also matters. A well-ventilated working chamber is useful when printing with polylactide (aka PLA plastic), as this material vitrifies for a long time. If the printed layers do not have time to solidify and seize, they may spread, or deformation of the underlying layers under the pressure of the upper ones.
On the other hand, many popular materials (such as ABS and nylon) have a high degree of shrinkage. By "shrinkage" is meant the reduction in volume of the material as it cools. In the case of the same ABS plastic, excessively fast and uneven cooling of the applied layers can lead to their twisting, or deformation and cracking of the model as a whole. nine0028
nine0028
PICASO Designer 3D printer with closed plastic case
In this case, the case with closed cladding comes in handy, allowing you to achieve slow, uniform cooling of the material.
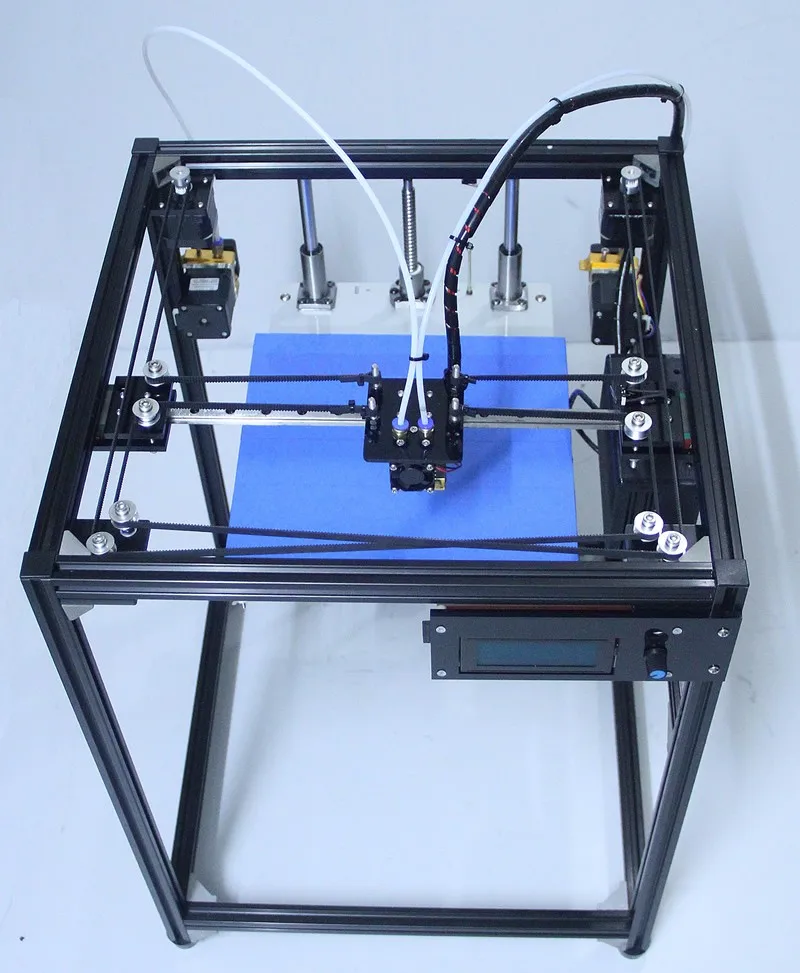
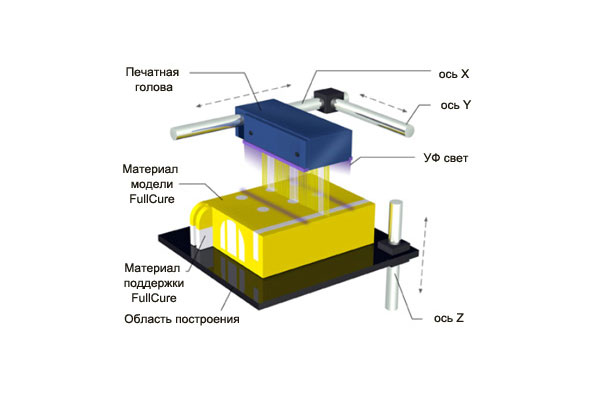
Finally, the shape of the FDM printer can also be linked to the coordinate system used.
Thus, the most popular option is the Cartesian or, more precisely, in most cases, the rectangular coordinate system.
Delta-shaped coordinate systems are gaining popularity recently - such devices are called "delta robots" and offer certain benefits in terms of printing accuracy and ease of expanding the vertical size of the construction area. nine0028
Structural elements and rails are usually made of aluminum or steel. The extruder and platform are driven by belts or screws.
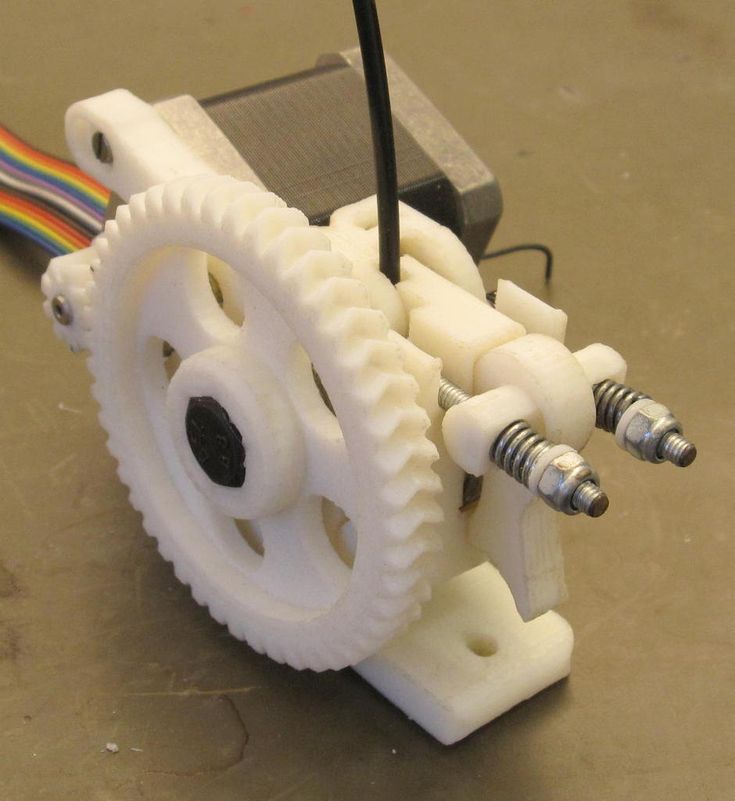
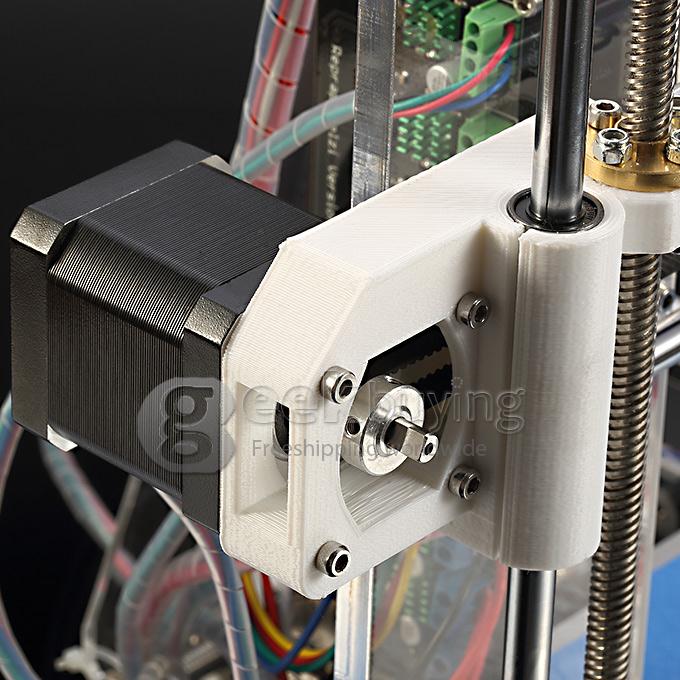
3DPrintBox printer extruder, partially disassembled. You can clearly see the pink plastic thread and the pulling mechanism - two gears with grooves in the teeth
Extruder
The next important element is the extruder, that is, the print head of the printer. These devices may vary in design, but generally contain the same basic components: nine0028
These devices may vary in design, but generally contain the same basic components: nine0028
- Thread feeder for feeding the thread into the nozzle
- Nozzle used to melt the filament and extrude the molten material
- Heating element for heated nozzle
- Fan
As a rule, the pulling mechanism consists of gears or screws driven by an electric motor.
Obviously, the electric motor drives the gears to feed the filament into the nozzle. In the nozzle, the thread is melted, followed by extrusion of a viscous material. nine0028
An extremely important point is the sharp temperature gradient between the bottom and top of the nozzle - this is exactly what the fan is installed for.
At the transition of the glass transition temperature, the plastic becomes soft, but not yet viscous, expanding in volume.
3DPrintBox extruder assembled. The electric motor of the traction mechanism is visible (top), double fan (middle) and nozzle with attached electric heating element (bottom)
The electric motor of the traction mechanism is visible (top), double fan (middle) and nozzle with attached electric heating element (bottom)
In this state, the friction of the material with the inner walls of the nozzle increases.
If the length (and, as a result, the area) of this section is too large, then the total coefficient of friction may become unbearable for the pulling mechanism.
Thus, the length of the nozzle section with unmelted filament and the length of the section with molten material do not really matter, but the length of the plastic section at the glass transition temperature should be as short as possible. nine0028
The most effective solution to this problem is the use of heat sinks and fans to cool the filament and the top of the nozzle.
In fairness, the residence time of the plastic in the molten state should also be minimized, since many thermoplastics lose their plasticity after prolonged exposure to high temperatures, and the resulting solid particles can clog the nozzle.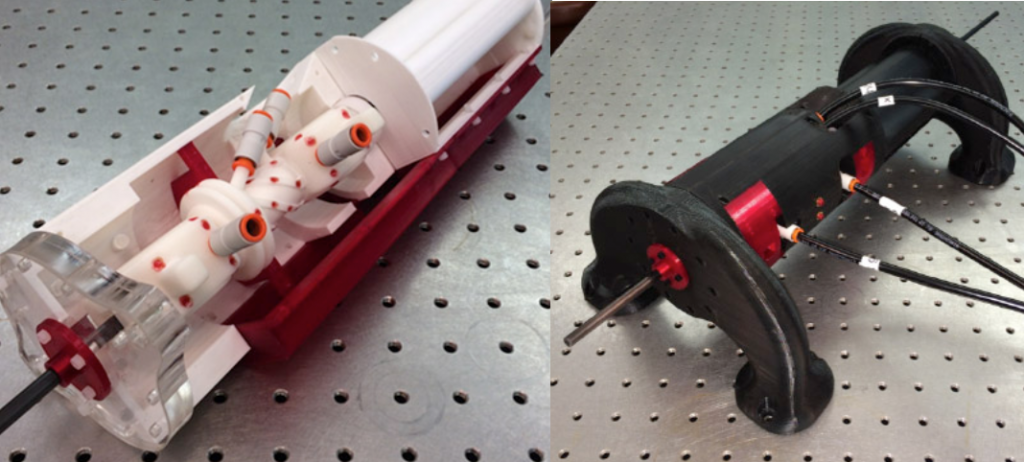
Diagram of the transition of a plastic filament from a solid to a viscous state. The length of the middle section should be as short as possible to prevent problems with material push through
Typically, this kind of problem does not occur in normal, stable extrusion because the nozzle length is too short.
Clogging of the nozzle can occur due to internal irregularities or errors in the manufacture of the thread: the resulting stagnation leads to the gradual formation of grains, which are then carried away by the flow of molten plastic and clog the outlet.
The most common nozzle materials are aluminum and brass. nine0028
Hole diameter may vary, but average is 0.3mm.
Smaller bores allow for higher resolution, while larger bores increase build speed and reduce the risk of nozzle clogging.
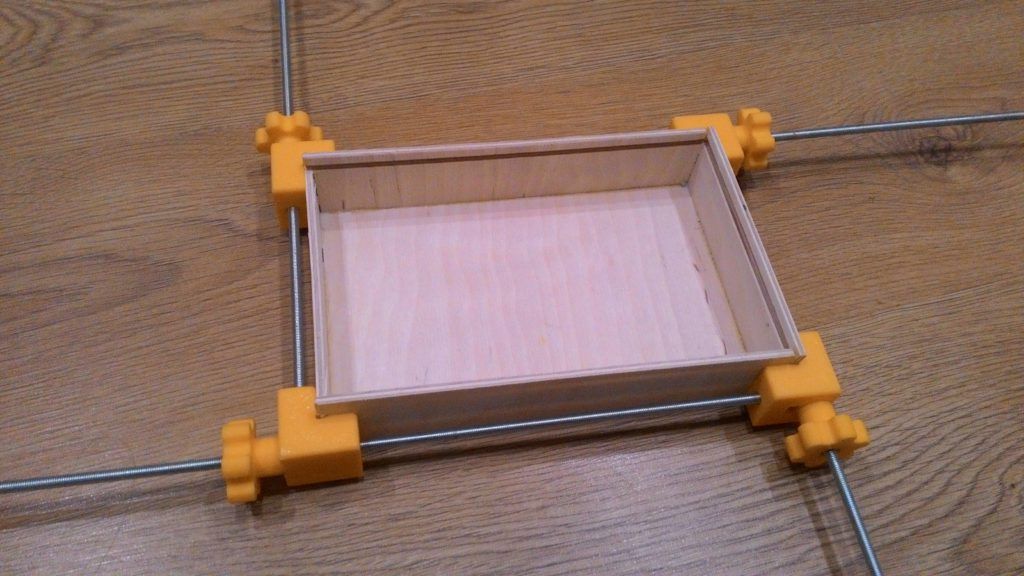
Work Platform
The 3D Systems Cube 3D Printer Platform moves in the X and Z axes and the extruder moves in the Y axis
The work platform serves as a surface for building models. nine0028
nine0028
Depending on the coordinate system used, the platform can be movable or static.
Typically, in printers using the Cartesian coordinate system, the movement of the platform in the vertical plane is responsible for the vertical positioning of the extruder relative to the platform itself.
Some models also add movement of the platform along one of the axes in the horizontal plane, which allows you to slightly reduce the dimensions of the device, provided that the case is open. nine0028
An example of such printers is the popular 3D Systems Cube.
The delta robot work platform remains in place. Positioning of the extruder in three planes is carried out solely by the movement of three manipulators
Delta printers ("delta robots") use static platforms.
The positioning of the print head in all three dimensions is carried out exclusively by the movement of the extruder itself. nine0028
As a rule, the extruder is suspended on three manipulators, whose coordinated movement along vertical guides moves the die.
Asymmetric movement controls the positioning of the extruder horizontally by changing the angle of the manipulators, and symmetrical movement - vertically.
Alternatively, a movable platform and a stationary extruder can be used, but these designs are not yet widely used.
Experimental Quantum Delta Printer uses "inverted" design with moving bed and stationary extruder
A distinctive feature of all Delta printers is the cylindrical shape of the build area. One of the advantages of such designs is the ease of building up the working area. So, to increase the height of the building, you only need to install guides and cables of increased length.
However, even static platforms are not completely immobile. Before starting printing, platform calibration is required, that is, the elimination of a possible tilt. Calibration mechanisms can be either manual or automatic, depending on the printer model. nine0028
In the case of manual calibration, the user will be required to consistently position the nozzle at different points on the platform.
To measure the distance, special templates are used, and in the cases of the most simple or home-made designs, simply sheets of office paper, whose thickness corresponds approximately to 100 microns.
More advanced devices like the MakerBot Replicator use special sensors to accurately measure distance. Tilt adjustment is made by rotating the spring-loaded screws on which the platform rests. nine0028
Calibration of the platform is often carried out with the help of adjustment screws, although most printers help in this task by moving the extruder in succession to different points of the platform.
If the nozzle height is too low, extrusion will simply not occur.
If too large, the filament will not adhere to the surface and the printer will print "in the air", creating intricacies of plastic filament that have nothing to do with the given model. nine0028
A combination of these two effects can result from platform tilt. No matter how perfect the design of the printer, users are encouraged to trace the construction of the first few layers of the model.
No matter how perfect the design of the printer, users are encouraged to trace the construction of the first few layers of the model.
Perforated printer worktable Up! Plus 2 provides good adhesion of the plastic to the surface, but requires careful maintenance, as the holes are easily clogged
Depending on the design, the working platform can be equipped with a removable table. nine0028
This solution is often used in printers with closed housings that make it difficult to remove models from the platform or clean the surface.
In the case of perforated tables, this solution is absolutely necessary, since the surface is cleaned by soaking in solvents.
The disadvantage of removable tables is the possibility of backlash if the fasteners or clamps are sufficiently weak.
Heated aluminum platform with removable glass worktable for PICASO Designer 9 printer0057
When printing on certain materials such as ABS or nylon, the bed is equipped with a heating element. The purpose of the heating is to slow down the cooling of the lower layers in order to prevent their twisting caused by the shrinkage of the thermoplastic. You can read more about this phenomenon and methods of struggle in the section "How to avoid deformation of models during 3D printing".
The purpose of the heating is to slow down the cooling of the lower layers in order to prevent their twisting caused by the shrinkage of the thermoplastic. You can read more about this phenomenon and methods of struggle in the section "How to avoid deformation of models during 3D printing".
The materials used to make work tables are very diverse. Among them, aluminum, steel, acrylic can be mentioned - the presence of heating, of course, narrows the choice of materials. Glass has recently become a popular choice due to its high resistance to deformation and the ease of achieving a perfectly flat surface during production. Some manufacturers even use volcanic glass because of the low thermal conductivity, which slows down the cooling of the initial layers of the model. nine0028
Preparing a digital model
Popular open source slicer ReplicatorG
Creating digital 3D models is not part of the 3D printing process. To create models, conventional computer-aided design systems (“CAD” or “CAD” in English terminology) are used, including 3D editors such as SolidWorks, AutoCad and LightWave, among many.
To create models, conventional computer-aided design systems (“CAD” or “CAD” in English terminology) are used, including 3D editors such as SolidWorks, AutoCad and LightWave, among many.
The process of preparing a model for printing begins with importing a 3D model in .STL format into a special program called a slicer. Such programs perform the functions of graphical editors, allowing you to add reference elements necessary to support model attachments. Many slicers allow you to add support structures automatically without requiring any effort on the part of the user. In addition, slicers allow you to place models on the desktop and change their spatial orientation. nine0028
Advanced programs also allow you to change fine print settings - the thickness of the applied layer, nozzle temperature, take into account the consumable used.
The capabilities of slicers are closely related to the capabilities of the printers themselves. Some models have a "closed code" that requires the use of branded slicers. Some of the more popular open source slicers include Repetier-Host, ReplicatorG, and Skeinforge.
Some of the more popular open source slicers include Repetier-Host, ReplicatorG, and Skeinforge.
Building model support structures in Repetier-Host 9 slicer0057
After the digital model is placed on the virtual desktop, the necessary supports are created and the settings are made, slicing is performed directly - cutting the three-dimensional model into virtual layers with a thickness corresponding to the thickness of the applied plastic layers. Each such section will serve as a template for building a specific layer of the physical model. The end result is provided in the form of a G-code, a set of commands for a 3D printer that determines the movement of the extruder and platform during the printing process. G-code can be transferred directly from a computer using a direct connection, or written to a memory card or USB stick for offline printing, provided that the printer is equipped with the necessary interface and control module. nine0028
Printing
Some 3D printing enthusiasts make their own scrapers to remove finished models from the desktop
Printing can take quite a long time, often in hours. The duration depends on the speed of printing and the size of the models being produced. Print speed, in turn, depends on the complexity of the model, the perfection of positioning algorithms, layer thickness and nozzle diameter. Interrupting the printing process may result in the loss of the model. Although some printers allow you to temporarily stop the process to replace the consumable, a long pause will cause the upper layers to cool. When printing is resumed, subsequent layers may not "grab" with those already printed. nine0028
The duration depends on the speed of printing and the size of the models being produced. Print speed, in turn, depends on the complexity of the model, the perfection of positioning algorithms, layer thickness and nozzle diameter. Interrupting the printing process may result in the loss of the model. Although some printers allow you to temporarily stop the process to replace the consumable, a long pause will cause the upper layers to cool. When printing is resumed, subsequent layers may not "grab" with those already printed. nine0028
Fine scrapers are used to remove finished models from the table. At the same time, it is recommended to wait for at least partial cooling of the model in order to avoid damage to still soft layers or burns when touching still hot plastic. In addition, if you have enough patience, you can wait for complete cooling and shrinkage, which in most cases automatically leads to the separation of the model from the table.
Demonstration of support structures as part of the finished model
Depending on the working plastic, mechanical or chemical processing may be possible. Thus, models made of ABS plastic can be processed with acetone vapor, which leads to smoothing of roughness and printed artifacts, but can also lead to the loss of the most delicate features of the model. Basically, processing is reduced to the removal of supporting structures of hinged elements of the model. When printing on printers with a single extruder, the supports are made of the same material as the model itself, complicating the process somewhat. When using printers with two or more print heads, it is possible to build supports using water-soluble polyvinyl alcohol (PVA plastic). For more information on the plastics used in FDM 3D printing, see the FDM Consumables section. nine0028
Thus, models made of ABS plastic can be processed with acetone vapor, which leads to smoothing of roughness and printed artifacts, but can also lead to the loss of the most delicate features of the model. Basically, processing is reduced to the removal of supporting structures of hinged elements of the model. When printing on printers with a single extruder, the supports are made of the same material as the model itself, complicating the process somewhat. When using printers with two or more print heads, it is possible to build supports using water-soluble polyvinyl alcohol (PVA plastic). For more information on the plastics used in FDM 3D printing, see the FDM Consumables section. nine0028
Application
3D printed controller prototypes for the Xbox One game console
The relative cheapness of FDM printers and consumables makes this technology widely popular. First of all, such devices are used for rapid prototyping. Various plastics allow you to create functional models of various products. Thus, ABS plastic, which is popular in FDM printing, is widely used in the mass production of various household products, automotive parts, tools, toys, souvenirs, etc. The sufficiently high accuracy of 3D printing makes it possible to obtain functional prototypes that practically do not differ in workmanship from traditional cast products. nine0028
Thus, ABS plastic, which is popular in FDM printing, is widely used in the mass production of various household products, automotive parts, tools, toys, souvenirs, etc. The sufficiently high accuracy of 3D printing makes it possible to obtain functional prototypes that practically do not differ in workmanship from traditional cast products. nine0028
The MakerBot Mini 3D Printer was designed for home and educational use
This application of technology allows significant savings in the development of new designs. Microsoft used 3D printing to create about 200 prototypes of the Xbox One controller, while Dell placed an order for 5,000 M200 FDM printers from Poland's Zortrax for use in affiliates around the world. nine0028
Although the productivity of FDM 3D printing is quite low, the relative cheapness allows the use of FDM printers for the production of small batches of finished products - souvenirs, toys, etc.
Improvement in technology and a significant reduction in the cost of devices allows FDM printers to gradually take root in everyday life. The benefits of 3D printing at home are clear—even fairly simple devices are capable of producing household appliances or broken plastic parts as needed. The cost of home production already makes such an application profitable in comparison with the purchase of finished products. The only significant obstacle to the widespread adoption of 3D printers in everyday life can be considered the reluctance of most people to go into the details of three-dimensional digital design. This barrier is gradually being eroded with popular services such as Thingiverse, Shapeways and Cubify offering a variety of print-ready 3D designs. Many of the available digital models are provided free of charge. nine0028
The benefits of 3D printing at home are clear—even fairly simple devices are capable of producing household appliances or broken plastic parts as needed. The cost of home production already makes such an application profitable in comparison with the purchase of finished products. The only significant obstacle to the widespread adoption of 3D printers in everyday life can be considered the reluctance of most people to go into the details of three-dimensional digital design. This barrier is gradually being eroded with popular services such as Thingiverse, Shapeways and Cubify offering a variety of print-ready 3D designs. Many of the available digital models are provided free of charge. nine0028
3D printed Liberator pistol questioned government's ability to regulate firearms
The Liberator pistol made quite a stir. The design of this weapon includes one single metal element - the striker, which can be used as an ordinary nail. All other design elements can be printed. The design of the pistol has been released to the public.
The design of the pistol has been released to the public.
Finally, the development of FDM 3D printing allows the development of an entire industry of 3D design and print-on-demand. 3D boutiques are already becoming commonplace in many countries. The further spread of FDM printing technology could lead to a restructuring of the global economy: as home production grows, the demand for finished products will fall in parallel with the growth in demand for consumables. Chemical producers, retail chains and transport companies will have to adapt to a new business model based on local production. nine0028
Go to the main page of the Encyclopedia of 3D Printing
New multi-material 3D printing could help create better robotic systems
Chinese and Singaporean researchers have proposed a new approach to building better soft robots. Their concept combined 3D printing and several heat-activated materials to create robotic actuators that could overcome the challenges of soft materials.
Most robots have rigid parts that can cause serious injury to any nearby person who is hit by a fast moving mechanical limb. nine0028
This physical hazard has been greatly reduced by the introduction of soft robotic machines with outer shells and mechanical drives made of silicone rubbers and other soft materials. The most important feature of soft robots turned out to be their biggest weakness.
Their low level of stiffness has made them weaker than more rigid robots that must withstand heavy loads for any period of time. To solve this problem, researchers have been working on materials that can increase and decrease stiffness. A soft robot made from these stiffness-tunable materials can have better payload capacity while maintaining its safety for humans and their work environment
Shape memory polymers (SMPs) are a very promising type of tunable material. They can significantly change their stiffness when heated and will regain their original stiffness when cooled. In addition, these materials are suitable for use in additive manufacturing systems that also use heat to soften them. However, polymers suffered from their own problems.
In addition, these materials are suitable for use in additive manufacturing systems that also use heat to soften them. However, polymers suffered from their own problems.
The soft SMP actuators responded slower than expected and showed only slight deformation. They were also not suitable for automated production methods. A research team from Singapore University of Technology and Design (SUTD) and Shanghai Jiao Tong University (SJTU) proposed using finite element modeling to create a hybrid multi-material that could be used in 3D printing. nine0028
They believe this new approach could lead to the creation of variable stiffness fast acting soft actuators (FRST) that can go from soft to hard and back again in as little as 32 seconds.
“We are combining commercial inkjet 3D multi-layer printing technology with a direct ink printing approach to fabricate our fully printed FRST actuator,” said SUTD Associate Professor Qi (Kevin) Ge. “Adjustability in firmness is provided by the built-in SMP layer, and fast response is provided by built-in heating and cooling elements. ” nine0028
” nine0028
A soft drive that can go from soft to hard and back again in half a minute
In a published article, Ge described how adding an SMP layer to a mechanical drive increased stiffness by 12,000 percent. At the same time, the FRST drive will retain its flexibility and versatility.
Conductive circuit 3D printed on a resin layer. Made from nano silver particles, the circuit used heat to activate the polymer's ability to change stiffness. The activated SMP used compressed air to reshape the actuator. Thereafter, the coolant was passed through the liquid channel in the bed. Once the polymer cooled, it also solidified, locking the actuator in place. nine0028
“A deformed actuator in its rigid state can perform load-related tasks even after the compressed air is released,” Ge said. “More importantly, the heat-cool cycle can be completed in about half a minute, which is the fastest we know of.” In addition, the researchers tested the behavior of their FRST actuator using computer simulations before printing out the parts and assembling the device.