3D print ptfe
Is it possible to print PTFE (brand name teflon)? - Materials - Talk Manufacturing
jasu
#1
Hi Hubbers,
We need to create spare parts for lab equipment which is usually made out of polytetrafluoroethylene/Teflon. So, we are wondering whether it is possible to print this material using 3D printers? It typically melts at much higher temperature than your run-of-the-mill 3D printer (330°C vs. 260°C). But I’m thinking that there may be printers out there with hotter hotends or faster melting PTFE-like materials. Do you know more?
reputech
#2
No. PTFE will disintegrate before melting. Otherwise I would have done it already
1 Like
karlzhao314
#3
No, as said, PTFE will break down before melting. On top of that, above 250C PTFE starts releasing some truly nasty fumes that are known to be fairly toxic. Please don’t try it.
Most products with Teflon such as nonstick cookware is made with the Teflon directly applied to the surface. Products made from solid Teflon are usually milled. It’s unfortunately not very feasible to (as a normal consumer) create Teflon parts, but you may find a service willing to mill Teflon for you.
1 Like
Osiris
#4
Perhaps you may want to look into Perfluoroalkoxy alkane (PFA) or more likely Fluorinated ethylene propylene (FEP) (brandnames: Teflon FEP, Neoflon FEP, Daikin/Dyneon FEP) which have lower melting temperatures (particularly FEP with a melting temperature of 260C for the purpose of melting and injection molding.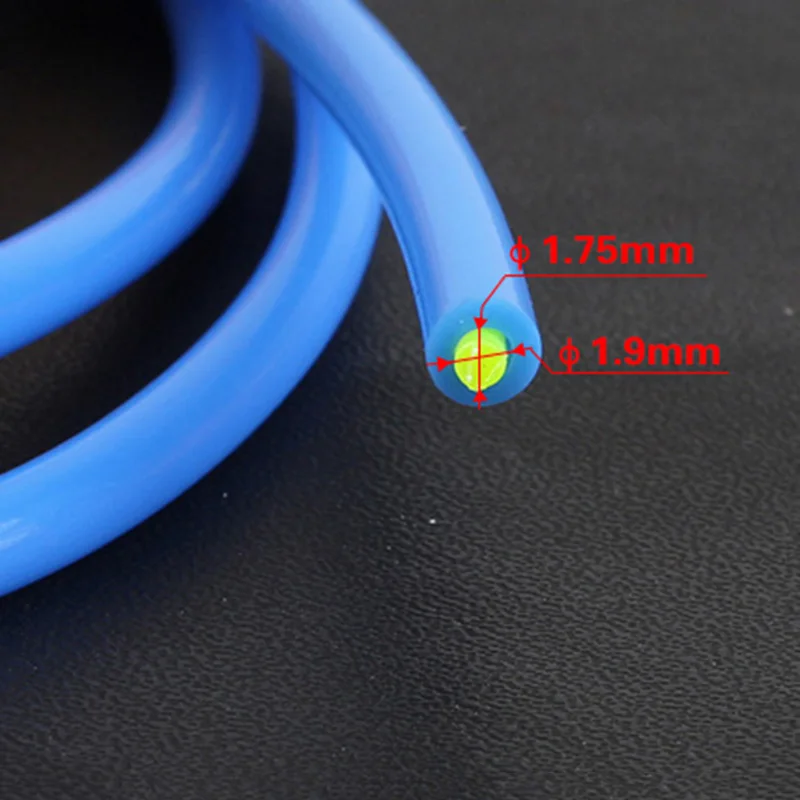 I don’t know if this topic has been discussed (anywhere) or if anyone has tried it. One may want to do some additional research prior to using it, especially if it’s to be used with biological organisms. If you are to believe the information on Wikipedia it seems that it could work, in theory.
I don’t know if this topic has been discussed (anywhere) or if anyone has tried it. One may want to do some additional research prior to using it, especially if it’s to be used with biological organisms. If you are to believe the information on Wikipedia it seems that it could work, in theory.
Searching for these materials results in products not suitable for 3D printing (i.e., sheets, tubes, rods at McMaster-Carr and US Plastics), unless you can extrude the filament yourself. However a Google search of “1.75mm FEP” may be promising.
- 1.75mm FEP Natural Filament 0.75kg (Europe) - Offers shipping to the US
I do see some results for printing with such types of plastics on the RepRap wiki and some other possible sites. Some have been looking into alternative plastics as well (such as PVDF) for certain characteristics, so depending on the application you can perhaps try an alternative plastic.
jaymitripp
#5
Hi Jasu,
This is possible now with a patent pending technology from 3M. Read more here: https://www.3m.com/3M/en_US/design-and-specialty-materials-us/3d-printing/
Read more here: https://www.3m.com/3M/en_US/design-and-specialty-materials-us/3d-printing/
1 Like
braxm7
#7
3M just released a 3D PTFE (Teflon) printer.
Filip_33
#8
Where can I print PTFE ( Teflon) parts?
kconnelly
#9
3M offers a 3D printed PTFE service. Check it out here: https://www. 3m.com/3M/en_US/design-and-specialty-materials-us/3d-printing/
3m.com/3M/en_US/design-and-specialty-materials-us/3d-printing/
3M Enters 3D Printing Market With Printable PTFE Service « Fabbaloo
By Kerry Stevenson on November 29th, 2019 in Service
Tags: 3M, material, print, ptfe, teflon
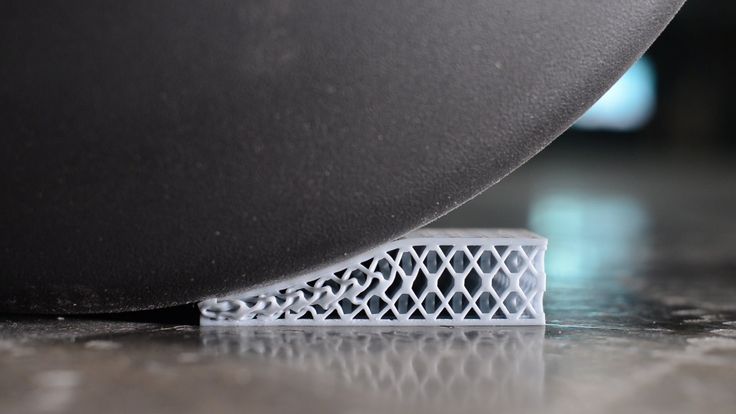
A finely detailed 3D print made from PTFE by 3M [Source: Fabbaloo]Another day and another chemical company enters the 3D printing market, this time American giant 3M.
3M is one of the largest chemical companies in the world, having revenues of almost US$33B last year. They produce over 60,000 products and no doubt have one of the largest catalogs of chemical recipes on the planet.
And now they’re deploying it into our industry by 3D printing PTFE.
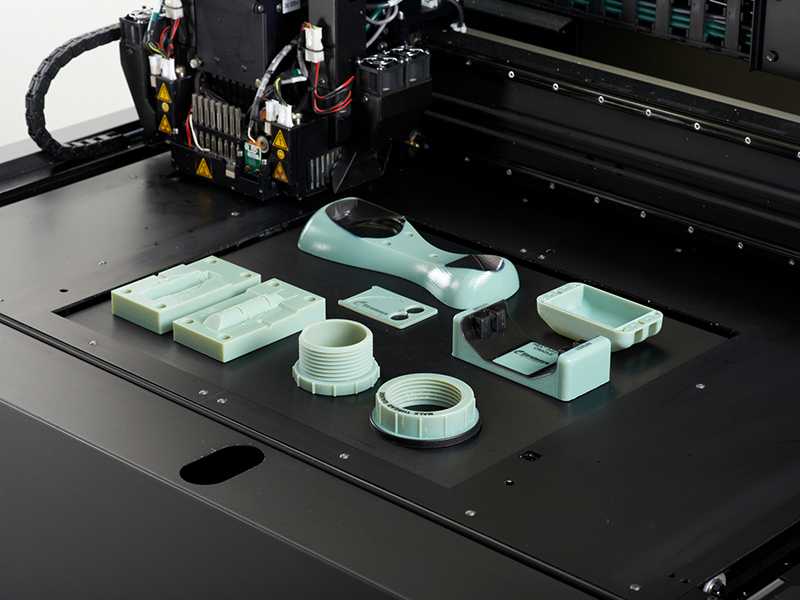
Where will they start? It turns out they are 3D printing Polytetrafluoroethylene, or “PTFE”. It’s also well known under the brand name “Teflon”. Everyone has seen this material; it’s a pure white, silky smooth substance with a waxy texture that most often is used in high temperature applications.
That’s because it has a glass transition temperature of 115C, making it ideal for use in frying pan coatings, nuclear storage and of course, as those white tubes inside 3D printer hot ends that provide a smooth path for low temperature filaments. It’s also used in filament tubes on many 3D printers.
But its high temperature resistance makes it rather difficult to 3D print, and it has a number of other properties that have prevented successful attempts at 3D printing the highly useful material.
Now 3M appears to have solved the problem and can reliably 3D print complex objects in PTFE. At top you can see a sample PTFE benchmark 3D print with a number of different challenging geometries. The part is totally smooth and apparently without layer lines. And it’s waxy to touch, just like PTFE should be.
However, there is something to note: their secret process for 3D printing PTFE will only be available as a service and will likely never be sold as a machine or material separately.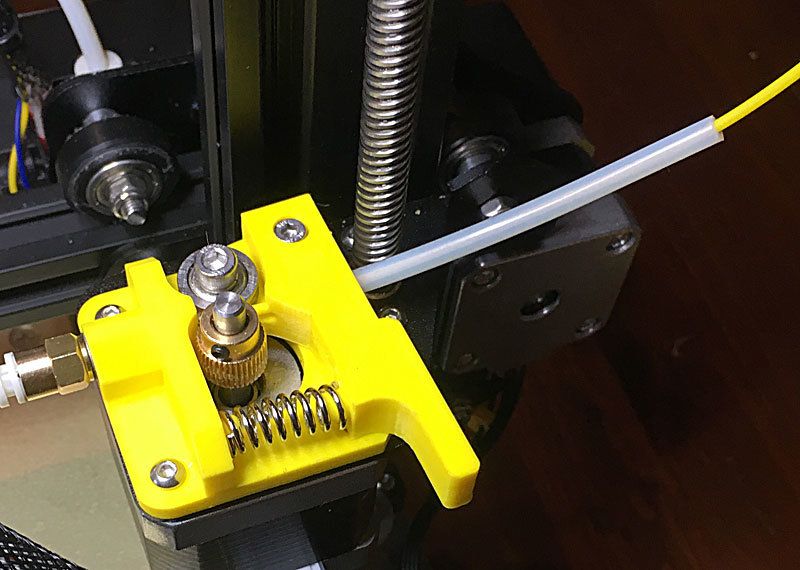
There’s an important reason for this. It seems their PTFE 3D printing process is incredibly complex. The initial print takes place within an aquagel and has the consistency of well-cooked spaghetti. Post processing requires an amazing 6-12 steps, depending on how you count them. And this processing takes an entire week to complete!
During the post processing, a solvent burns out non-PTFE materials, and there is a sintering step too. 3M explains that the part could shrink from 20-50% depending on various factors.
However, in spite of this torturous post processing week, 3M is able to achieve 0.2mm accuracy for small features and 0.8mm accuracy for the overall print.
Their service is not yet available to the public, but is currently delivering experimental sales only. However, they expect to commercialize the process next year sometime. Further, they are also looking at doing something similar with PFA material (Perfluoroalkoxy alkanes), which is a kind of super-PTFE with even more powerful properties.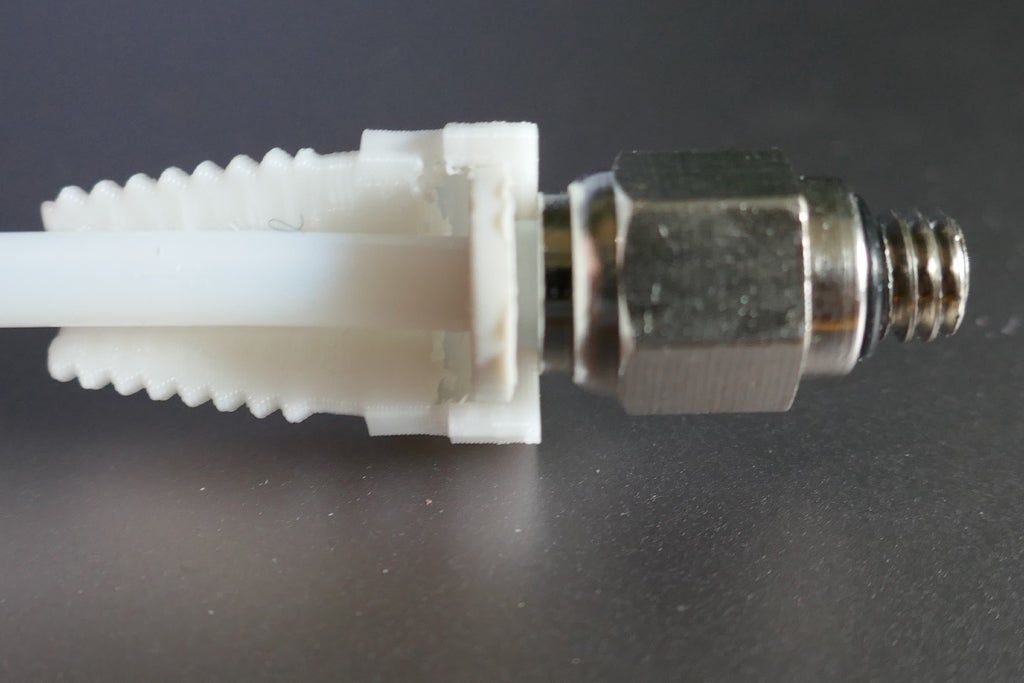 They’re also looking at developing a PTFE powder in the future.
They’re also looking at developing a PTFE powder in the future.
And after that? Evidently they are busily looking through their vast catalog of formulations for applicability to 3D printing. But it’s not just about the material; they are also considering under what business model they could deploy a formation.
Expect some very powerful new 3D printing materials to emerge from 3M over the next few years.
Via 3M
TwitterKerry Stevenson, aka "General Fabb" has written over 8,000 stories on 3D printing at Fabbaloo since he launched the venture in 2007, with an intention to promote and grow the incredible technology of 3D printing across the world. So far, it seems to be working!
View all of Kerry Stevenson's posts.
Testing PTFE tube for 3D printing. — CNXSoft - Android and Embedded Systems News
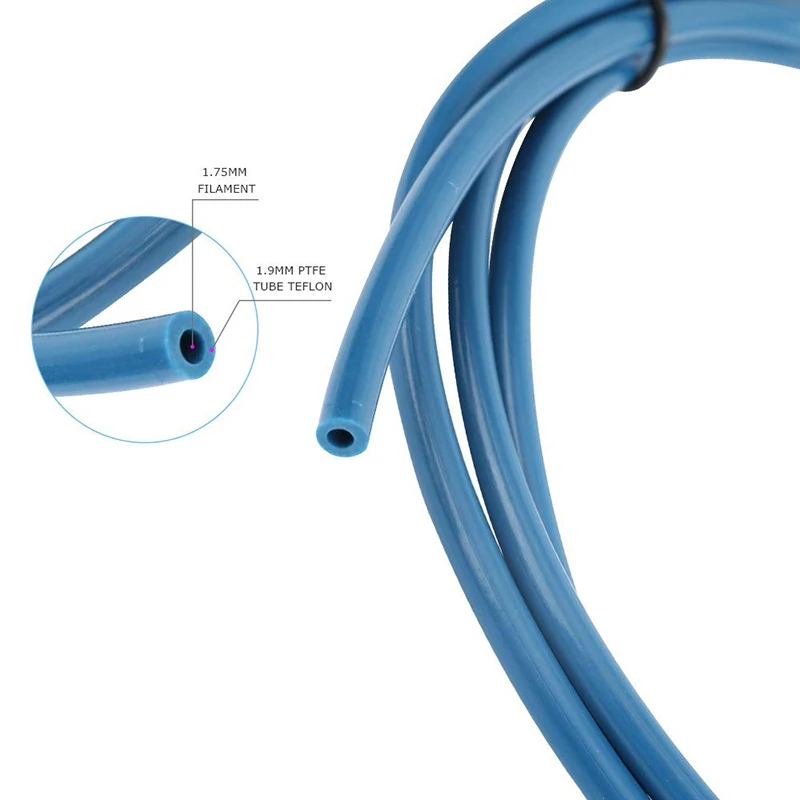
A review from Carl Johnson on some of the testing he did with PTFE tubing. When Carl received the Sovol SV02 3D printer, it came with a new blue PTFE tube. The printer came pre-installed with the plain white tube that most Bowden-style printers have. Carl also thought of different ways to use the retraction calibration tool he created. We recommend reading its review first to understand what this tool does before moving on.
The printer came pre-installed with the plain white tube that most Bowden-style printers have. Carl also thought of different ways to use the retraction calibration tool he created. We recommend reading its review first to understand what this tool does before moving on.
Carl always heard that the Capricorn brand was the best, so he bought them from Amazon. The review tests 3 types of tubes - Generic white, Baby blue Sovol and Capricorn XS. (When Karl was looking for links to add to the article, all three tubes were found in the Sovol Amazon store. It's just a coincidence.)
For the uninitiated, this little tube plays an important role in 3D printing. It provides a path for the filament from the extruder to the hot end. The theory behind quality is dimensional accuracy and tighter tolerances. Capricorn requires very precise tubes with a special compound that is very slippery.
This image conveys tolerances very well. Why is this important? 3D printers need to make several non-extrusive movements. During these movements, if the pressure is ignored, the molten plastic will flow out, causing tension/leakage. And here is important ... retraction. The filament pushing motor pulls the filament out of the hot end to combat this pressure, pull and seepage. The purpose of the test is to find the optimal distance and speed with which the thread will be pulled.
During these movements, if the pressure is ignored, the molten plastic will flow out, causing tension/leakage. And here is important ... retraction. The filament pushing motor pulls the filament out of the hot end to combat this pressure, pull and seepage. The purpose of the test is to find the optimal distance and speed with which the thread will be pulled.
Testing
Super simple testing technique. Cut Capricorn and Sovol PTFE tubing to the same length and run a calibration test to see how each affects the calibration cube.
Not much difference on the 0.5-2 mm side. From left to right White, Sovol, Capricorn 2.5mm-4mm White, Sovol, CapricornThis is interesting. Carl ran these tests over several days, so he had temperature fluctuations. So, he repeated all the tests in one evening, but when he generated the gcode, he stopped after 5 tests, which is 50mm/s to save time. This time the tests were run in reverse order.
Left again White, Sovol, CapricornFinal Thoughts on Using PTFE Tube with a 3D Printer
Carl really found this experiment interesting. It's one thing to say there's a difference, and it's another to be able to appreciate it and see it visually. Alex Kenis, who runs his YouTube channel, also points out that the sleeves that hold the PTFE tubing also have an effect. This video covers the whole topic from start to finish. He went into detail, and Carl suggests watching this video. If you think Carl should take a closer look at the issue, write in the comments which coupling links or other PTFE tubing he should check.
It's one thing to say there's a difference, and it's another to be able to appreciate it and see it visually. Alex Kenis, who runs his YouTube channel, also points out that the sleeves that hold the PTFE tubing also have an effect. This video covers the whole topic from start to finish. He went into detail, and Carl suggests watching this video. If you think Carl should take a closer look at the issue, write in the comments which coupling links or other PTFE tubing he should check.
Does it matter? Carl was able to set all three tubes correctly. With the correct retraction distance, speed and most importantly layer time. All three gave almost identical results.
Carl still has one theory why this matters, so this is not the last review on this topic, as he just needs to find a way to test his assumptions
We express our gratitude to the source from which the article was taken and translated, cnx -software.com.
You can read the original article here.
.
Top 6 Filament Mistakes That Cause 3D Printing to Fail
3D Printing Mistakes Are Something more than bad slicer settings. Filament mishandling can ruin your 3D prints too.
1. Ensure compatibility with hotend
The vast majority of blockages, reported by beginners may be related to the use of threads that too hot for a standard extrusion setup. To reduce production costs, these printers allow PTFE lining come into contact with the nozzle. Although it saves money on expensive heat-treated separators, a PTFE tube is also introduced into the melt zone. PTFE releases chemicals that can cause brain damage brain when printing on filaments such as ABS, nylon and polycarbonate that flow at temperatures above 250°C. In addition to releasing nerve agents substances, rapid wear of the PTFE tube will also clog the nozzle.
The solution is simple. Just update to an all-metal hotend. This keeps the PTFE tubing secure. distance from the melt zone, thereby eliminating the possibility of nozzle clogging and release of toxic gases. Most popular 3D printers even have plug-in thermal breaks that convert a standard hot end into all-metal version.
Most popular 3D printers even have plug-in thermal breaks that convert a standard hot end into all-metal version.
Bowden extruder
Even flexible threads such as TPE and TPUs that print cooler don't work well with printers entry level using Bowden extruders. In simple terms, it is difficult to push flexible threads through long Bowden tubes.
Direct drive extruder recommended for printing flexible filaments, especially if you prefer super soft yarns with lower Shore hardness. Really flexible option even requires specialized extruders with short filaments. But if you insist on using a Bowden extruder, you will have to stick to more rigid flexible filaments and greatly reduce printing speed.
3. Watch out for tangled coils
To prevent tangling spools of thread, one basic rule must be followed: either get a spool clamp, or never let the loose end of the thread fly back into the coil. Once this happens, it invariably slips under a loop of random thread, which loosens momentarily. IN the next time you pull the loose end out, it has already formed a loop, which will eventually tighten, resulting in a filament feed failure, which ruin the print.
IN the next time you pull the loose end out, it has already formed a loop, which will eventually tighten, resulting in a filament feed failure, which ruin the print.
hygroscopic?
Wet thread may cause anything from terrible print quality to total print failure. Almost all threads for 3D printing are generally quite hygroscopic, and on nylon and polycarbonate virtually impossible to print without proper filament drying equipment.
First, make it a rule store such threads in vacuum sealed bags along with fresh desiccant, such as silica gel beads, to absorb the remaining moisture. However, this does not affect the removal of moisture already absorbed into the thread. For To do this, you will need a special tool for drying the thread.
However, for nylon, PEEK and polycarbonate require ovens to some extent PID control for reliable dehydration of these threads.
5. Always refer to data sheet
Although we have a common understanding of the temperature ranges commonly used for various types filaments, never make the mistake of assuming the correct setting for your specific thread type.