3D print nih
The NIH 3D Print Exchange: A Public Resource for Bioscientific and Biomedical 3D Prints
- Journal List
- Liebert Funded Articles
- PMC4981148
3d Printing and Additive Manufacturing
3D Print Addit Manuf. 2014 Sep 1; 1(3): 137–140.
doi: 10.1089/3dp.2014.1503
PMCID: PMC4981148
NIHMSID: NIHMS810734
PMID: 28367477
,1,*,1,*,1,1,2,3,4,5,3,2,4 and 1
Author information Copyright and License information Disclaimer
The National Institutes of Health (NIH) has launched the NIH 3D Print Exchange, an online portal for discovering and creating bioscientifically relevant 3D models suitable for 3D printing, to provide both researchers and educators with a trusted source to discover accurate and informative models. There are a number of online resources for 3D prints, but there is a paucity of scientific models, and the expertise required to generate and validate such models remains a barrier. The NIH 3D Print Exchange fills this gap by providing novel, web-based tools that empower users with the ability to create ready-to-print 3D files from molecular structure data, microscopy image stacks, and computed tomography scan data. The NIH 3D Print Exchange facilitates open data sharing in a community-driven environment, and also includes various interactive features, as well as information and tutorials on 3D modeling software. As the first government-sponsored website dedicated to 3D printing, the NIH 3D Print Exchange is an important step forward to bringing 3D printing to the mainstream for scientific research and education.
The NIH 3D Print Exchange (“the Exchange”) is an online portal from the National Institutes of Health (NIH) for discovering, creating, and sharing bioscientific 3D models that are ready to download and print in 3D (). The Exchange provides a publicly accessible venue for a community of users to share their innovative 3D models with the global community, and to learn and discuss new ways to design and utilize bioscientific 3D prints.
The Exchange provides a publicly accessible venue for a community of users to share their innovative 3D models with the global community, and to learn and discuss new ways to design and utilize bioscientific 3D prints.
Open in a separate window
The NIH 3D Print Exchange is a virtual collection of bioscientific 3D models and tutorials for 3D printing, sponsored by the National Institutes of Health. Scan the QR code to visit the web site
The Exchange began a public “beta” at the USA Science and Engineering Festival, held in Washington, DC, on April 26–28, 2014. The official release was announced on June 18 in conjunction with the White House Maker Faire, where the Exchange was a featured exhibit. Within one month, over 11,000 unique visitors had viewed the site.
Tangible models built by 3D printers are highly valuable in biomedical research and communication as well as education,1–3 and 3D visualization and printing has facilitated scientific insights and changed the direction of biomedical research (). In medicine, 3D prints are being used in surgical planning and in creating custom implants and prosthetics.4 Bioprinting and tissue fabrication methods are rapidly advancing, and the potential is vast.5–7 At the NIH, 3D printing has saved hundreds of research animals and precious samples in some of the most advanced labs in the country; we estimate that tens of thousands of dollars in research funding have been saved by streamlining laboratory processes and avoiding downtime, as well as saving researchers' time and speeding the path to discovery.
In medicine, 3D prints are being used in surgical planning and in creating custom implants and prosthetics.4 Bioprinting and tissue fabrication methods are rapidly advancing, and the potential is vast.5–7 At the NIH, 3D printing has saved hundreds of research animals and precious samples in some of the most advanced labs in the country; we estimate that tens of thousands of dollars in research funding have been saved by streamlining laboratory processes and avoiding downtime, as well as saving researchers' time and speeding the path to discovery.
Open in a separate window
Physical representations of complex structures can provide valuable insights into otherwise unseen features. A 3D print of hemagglutinin (3DPX-000027), a receptor on the influenza virus, helped change the direction of research toward a universal flu vaccine (print by Darrell Hurt, photo by Jeremy Swan).
Despite the fast-growing applications for 3D printing, it is not widely used in the biosciences at present. With the exception of well-trained modeling specialists and 3D printing enthusiasts, most researchers and lay people have little to no experience using the software required to create digital models. 3D printers are affordable and readily accessible, and hundreds of thousands of printable models can be found online. However, in an online sea of gadgets, toys, and accessories numbering into the thousands, there were few models relevant to scientific research, medical practice, or STEM (science, technology, engineering, and mathematics) education.
With the exception of well-trained modeling specialists and 3D printing enthusiasts, most researchers and lay people have little to no experience using the software required to create digital models. 3D printers are affordable and readily accessible, and hundreds of thousands of printable models can be found online. However, in an online sea of gadgets, toys, and accessories numbering into the thousands, there were few models relevant to scientific research, medical practice, or STEM (science, technology, engineering, and mathematics) education.
The Exchange thus fills an important, latent need: to provide scientifically accurate, high-quality 3D models in a ready-to-print format, bridging the knowledge gap between a novice user and the 3D modeling specialist. The site's novel, open source tools generate 3D printable models of molecular, microscopy, and medical imaging data through automated pipelines (). What used to take hours for a skilled user is now possible in only minutes by even the most naïve user. By democratizing access to bioscientific 3D models on demand, the Exchange enables users of all levels to focus their time less on tedious tasks and more on research and discovery, while at the same time vastly increasing the number of 3D printable models available to the bioscientific research community.
By democratizing access to bioscientific 3D models on demand, the Exchange enables users of all levels to focus their time less on tedious tasks and more on research and discovery, while at the same time vastly increasing the number of 3D printable models available to the bioscientific research community.
Open in a separate window
Novel web-based tools generate STL and VRML files, each with a corresponding PNG image and X3D version. Molecular structures are output in seven variants; examples from entry 3DPX-000479 show (A) ribbon secondary structure and (B) hydrophobic surface of a protein in complex with DNA (A, green; B, pink).10 Isosurfaces derived from microscopy data and image stacks are rendered in monochrome and with radial coloring, (C) the latter shown for Human Papilloma Virus (EMDB-5839),11 3DPX-000406.
In addition to 3D models and free tools, the Exchange brings added value by providing video tutorials for 3D modeling software, with a focus on converting medical and scientific data. These are intended to empower users with the skills to customize their own models, beyond the basic offerings in the automated pipelines. The site also hosts a discussion forum to cultivate a community of users and to facilitate idea sharing and collaboration among them.
These are intended to empower users with the skills to customize their own models, beyond the basic offerings in the automated pipelines. The site also hosts a discussion forum to cultivate a community of users and to facilitate idea sharing and collaboration among them.
The Exchange provides both researchers and educators with a trusted source to discover accurate and informative models. Because models can be generated from data derived directly from scientific databases (the Protein Data Bank8 and the Electron Microscopy Data Bank9), users can expect a higher level of confidence in scientific accuracy. All models are given a unique ID number (e.g., 3DPX-123456), so they can be cited in scientific publications and referenced across the web and in social media.
Next steps for the Exchange are to optimize the automated tools that convert scientific and medical data to ready-to-print stereolithography (STL) and virtual reality modeling language (VRML) file formats, as well as extensible 3D graphics (X3D) files that are utilized in the in-browser X3DOM12 viewer (). Improvements to these pipelines will focus on increasing model quality, improving data compression to facilitate faster downloads, and accommodating more data types, such as magnetic resonance imaging (MRI) or positron emission tomography (PET) scans for medical images. Because open source development and the principles of open data are part of the overarching mission of the Exchange, the code to these tools will be placed in the public domain, and web services will be implemented.
Improvements to these pipelines will focus on increasing model quality, improving data compression to facilitate faster downloads, and accommodating more data types, such as magnetic resonance imaging (MRI) or positron emission tomography (PET) scans for medical images. Because open source development and the principles of open data are part of the overarching mission of the Exchange, the code to these tools will be placed in the public domain, and web services will be implemented.
Open in a separate window
A screenshot of the X3DOM viewer. An X3D was autogenerated from an STL (3DPX-000404) uploaded by Dr. Bruno B. Gobbato (username bgobbato), shoulder and elbow specialist, Instituto de Ortopedia e Traumatologia de Jaraguá do Sul, SC, Brazil. Model based on computed tomography scan data of the lower cranium and cervical vertebrae.
The Exchange is built on Drupal, an open source content management system facilitating free and easy transfer of the site framework to other federal agencies. In this way, the Exchange supports the government movement to make scientific collections, including digital 3D data, freely available to the public.11 The system could be adopted to enable other exchanges, for example, 3Dprint.agency.gov or 3Dprint.university.edu.
In this way, the Exchange supports the government movement to make scientific collections, including digital 3D data, freely available to the public.11 The system could be adopted to enable other exchanges, for example, 3Dprint.agency.gov or 3Dprint.university.edu.
The community-driven aspect of the Exchange is critical to its success, and we invite users to share models related to medicine and biosciences. To that end, we are continuing to enhance the user interface and user experience, primarily through feedback from the ever-growing user community. We will also be implementing specially curated “collections” and encouraging the use of 3D prints in science education by soliciting users to upload their own supplemental materials to be used in the classroom alongside 3D-printed models.
3D printing technology is advancing rapidly, with the expectation that within the next decade, 3D-printed human tissues and organs will regularly be used in medical treatment. 13 The Exchange is thus a well-positioned resource for supporting this significant medical development, and puts the NIH and the U.S. Department of Health and Human Services ahead of this emerging technology, which aligns with their interests to promote research leading to new and improved treatments for patient care. Furthermore, the Exchange supports government initiatives in the Maker Movement and STEM education.14 Ultimately, we hope that the NIH 3D Print Exchange will help to bolster the use of 3D printing in medical and bioscientific research, education, and communication.
13 The Exchange is thus a well-positioned resource for supporting this significant medical development, and puts the NIH and the U.S. Department of Health and Human Services ahead of this emerging technology, which aligns with their interests to promote research leading to new and improved treatments for patient care. Furthermore, the Exchange supports government initiatives in the Maker Movement and STEM education.14 Ultimately, we hope that the NIH 3D Print Exchange will help to bolster the use of 3D printing in medical and bioscientific research, education, and communication.
The Exchange is owned and operated by the National Institute of Allergy and Infectious Diseases under guidance from Mr. Mike Tartakovsky, chief information officer. The Exchange is funded in part by HHS Ignite and HHS Ventures, initiatives sponsored by the HHS IDEA Lab of the Office of Technology, U.S. Department of Health and Human Services. The Exchange gratefully acknowledges the time and feedback from members of our Advisory Team. Special recognition goes to Tom Ferrin, PhD, and the Chimera Team at the University of California San Francisco for help in optimizing 3D modeling workflows, and Nicholas Polys, PhD, Virginia Tech, for X3D and WebGL development support. For valuable feedback and special contributions, we also thank the NIH Library Office of Research Services, Eric Jones and Sam Michael of the National Center for Advancing Translational Sciences, the White House Office of Science and Technology Policy, and Jordan Miller, PhD, Rice University.
Special recognition goes to Tom Ferrin, PhD, and the Chimera Team at the University of California San Francisco for help in optimizing 3D modeling workflows, and Nicholas Polys, PhD, Virginia Tech, for X3D and WebGL development support. For valuable feedback and special contributions, we also thank the NIH Library Office of Research Services, Eric Jones and Sam Michael of the National Center for Advancing Translational Sciences, the White House Office of Science and Technology Policy, and Jordan Miller, PhD, Rice University.
The authors declare no competing financial interests exist. Reference to any specific persons, commercial products, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply endorsement, recommendation, or favoring by the U.S. Government. The views and opinions of authors expressed herein do not necessarily state or reflect those of the U.S. Government, and shall not be used for advertising or product endorsement purposes.
1. Kolitsky M. 3d printed tactile learning objects: proof of concept. J Blindness Innovation Res 2014;4(1) [Google Scholar]
2. McMenamin P, Quayle M, McHenry C, et al.. The production of anatomical teaching resources using three-dimensional (3D) printing technology. Anat Sci Ed 2014; doi: 10.1002/ase.1475 [PubMed] [CrossRef] [Google Scholar]
3. Costello JP, Olivieri LJ, Krieger A, et al.. Utilizing three-dimensional printing technology to assess the feasibility of high-fidelity synthetic ventricular septal defect models for simulation in medical education. World J Pediatr Congenit Heart Surg 2014;5:421–426 [PubMed] [Google Scholar]
4. Kung TA, Bueno RA, Alkhalefah GK, et al.. Innovations in prosthetic interfaces for the upper extremity. Plast Reconstr Surg 2013;132:1515–1523 [PubMed] [Google Scholar]
5. Cui X, Gao G, Yonezawa T, et al.. Human cartilage tissue fabrication using three-dimensional inkjet printing technology. J Vis Exp 2014; doi: 10.3791/51294 [PMC free article] [PubMed] [CrossRef] [Google Scholar]
6. Miller JS. The billion cell construct: will three-dimensional printing get us there? PLoS Biol 2014;12:e1001882. [PMC free article] [PubMed] [Google Scholar]
Miller JS. The billion cell construct: will three-dimensional printing get us there? PLoS Biol 2014;12:e1001882. [PMC free article] [PubMed] [Google Scholar]
7. Murphy SV. and Atala A. 3D bioprinting of tissues and organs. Nat Biotech 2014;32:773–785 [PubMed] [Google Scholar]
8. Berman HM, Westbrook J, Feng Z, et al.. The Protein Data Bank. Nucleic Acids Res 2000;28:235–242 [PMC free article] [PubMed] [Google Scholar]
9. Lawson CL, Baker ML, Best C, et al.. EMDataBank.org: unified data resource for CryoEM. Nucleic Acids Res 2011;39(suppl 1):D456–D464 [PMC free article] [PubMed] [Google Scholar]
10. Wang Z, Wu Y, Li L, et al.. Intermolecular recognition revealed by the complex structure of human CLOCK-BMAL1 basic helix-loop-helix domains with E-box DNA. Cell Res 2013;23:213–224 [PMC free article] [PubMed] [Google Scholar]
11. Zhao Q, Potter CS, Carragher B, et al.. Characterization of virus-like particles in GARDASIL(R) by cryo transmission electron microscopy. Hum Vaccin Immunother 2013;10(3) [PMC free article] [PubMed] [Google Scholar]
Hum Vaccin Immunother 2013;10(3) [PMC free article] [PubMed] [Google Scholar]
12. The White House Office of the Press Secretary. FACT SHEET: President Obama to Host First-Ever White House Maker Faire. 2014. www.whitehouse.gov/the-press-office/2014/06/18/fact-sheet-president-obama-host-first-ever-white-house-maker-faire (last accessed August10, 2014)
13. Memorandum for the Heads of Executive Departments and Agencies: Improving the Management of and Access to Scientific Collections. 2014. www.x3dom.org/
14. Behr J, Eschler P, Jung Y, et al.. X3DOM: a DOM-based HTML5/X3D integration model. In: Proceedings of Web3D 2009: The 14th International Conference on Web3D Technology ACM, New York, NY, 2009; pp. 127–135 [Google Scholar]
The NIH 3D Print Exchange: A Public Resource for Bioscientific and Biomedical 3D Prints
. 2014 Sep 1;1(3):137-140.
doi: 10. 1089/3dp.2014.1503.
1089/3dp.2014.1503.
Meghan F Coakley 1 , Darrell E Hurt 1 , Nick Weber 1 , Makazi Mtingwa 1 , Erin C Fincher 2 , Vsevelod Alekseyev 3 , David T Chen 4 , Alvin Yun 5 , Metasebia Gizaw 3 , Jeremy Swan 2 , Terry S Yoo 4 , Yentram Huyen 1
Affiliations
Affiliations
- 1 Bioinformatics and Computational Biosciences Branch, Office of Cyber Infrastructure and Computational Biology, National Institute of Allergy and Infectious Diseases, National Institutes of Health , Bethesda, Maryland.
- 2 Biovisualization Group, Unit on Computer Support Services, National Institute of Child Health and Human Development, National Institutes of Health , Bethesda, Maryland.
- 3 Software Engineering Branch, Office of Cyber Infrastructure and Computational Biology, National Institute of Allergy and Infectious Diseases, National Institutes of Health , Bethesda, Maryland.
- 4 Three-D Informatics Group, Office of High Performance Computing and Communications, National Library of Medicine, National Institutes of Health , Bethesda, Maryland.
- 5 Operations Engineering Branch, Office of Cyber Infrastructure and Computational Biology, National Institute of Allergy and Infectious Diseases, National Institutes of Health , Bethesda, Maryland.

- PMID: 28367477
- PMCID: PMC4981148
- DOI: 10.1089/3dp.2014.1503
Meghan F Coakley et al. 3D Print Addit Manuf. .
. 2014 Sep 1;1(3):137-140.
doi: 10.1089/3dp.2014.1503.
Authors
Meghan F Coakley 1 , Darrell E Hurt 1 , Nick Weber 1 , Makazi Mtingwa 1 , Erin C Fincher 2 , Vsevelod Alekseyev 3 , David T Chen 4 , Alvin Yun 5 , Metasebia Gizaw 3 , Jeremy Swan 2 , Terry S Yoo 4 , Yentram Huyen 1
Affiliations
- 1 Bioinformatics and Computational Biosciences Branch, Office of Cyber Infrastructure and Computational Biology, National Institute of Allergy and Infectious Diseases, National Institutes of Health , Bethesda, Maryland.
- 2 Biovisualization Group, Unit on Computer Support Services, National Institute of Child Health and Human Development, National Institutes of Health , Bethesda, Maryland.
- 3 Software Engineering Branch, Office of Cyber Infrastructure and Computational Biology, National Institute of Allergy and Infectious Diseases, National Institutes of Health , Bethesda, Maryland.
- 4 Three-D Informatics Group, Office of High Performance Computing and Communications, National Library of Medicine, National Institutes of Health , Bethesda, Maryland.
- 5 Operations Engineering Branch, Office of Cyber Infrastructure and Computational Biology, National Institute of Allergy and Infectious Diseases, National Institutes of Health , Bethesda, Maryland.
- PMID: 28367477
- PMCID: PMC4981148
- DOI: 10.1089/3dp.2014.1503
Abstract
The National Institutes of Health (NIH) has launched the NIH 3D Print Exchange, an online portal for discovering and creating bioscientifically relevant 3D models suitable for 3D printing, to provide both researchers and educators with a trusted source to discover accurate and informative models. There are a number of online resources for 3D prints, but there is a paucity of scientific models, and the expertise required to generate and validate such models remains a barrier. The NIH 3D Print Exchange fills this gap by providing novel, web-based tools that empower users with the ability to create ready-to-print 3D files from molecular structure data, microscopy image stacks, and computed tomography scan data. The NIH 3D Print Exchange facilitates open data sharing in a community-driven environment, and also includes various interactive features, as well as information and tutorials on 3D modeling software. As the first government-sponsored website dedicated to 3D printing, the NIH 3D Print Exchange is an important step forward to bringing 3D printing to the mainstream for scientific research and education.
The NIH 3D Print Exchange facilitates open data sharing in a community-driven environment, and also includes various interactive features, as well as information and tutorials on 3D modeling software. As the first government-sponsored website dedicated to 3D printing, the NIH 3D Print Exchange is an important step forward to bringing 3D printing to the mainstream for scientific research and education.
Figures
Figure 1.
The NIH 3D Print Exchange…
Figure 1.
The NIH 3D Print Exchange is a virtual collection of bioscientific 3D models…
Figure 1.The NIH 3D Print Exchange is a virtual collection of bioscientific 3D models and tutorials for 3D printing, sponsored by the National Institutes of Health. Scan the QR code to visit the web site
Scan the QR code to visit the web site
Figure 2.
Physical representations of complex structures…
Figure 2.
Physical representations of complex structures can provide valuable insights into otherwise unseen features.…
Figure 2.Physical representations of complex structures can provide valuable insights into otherwise unseen features. A 3D print of hemagglutinin (3DPX-000027), a receptor on the influenza virus, helped change the direction of research toward a universal flu vaccine (print by Darrell Hurt, photo by Jeremy Swan).
Figure 3.
Novel web-based tools generate STL…
Figure 3.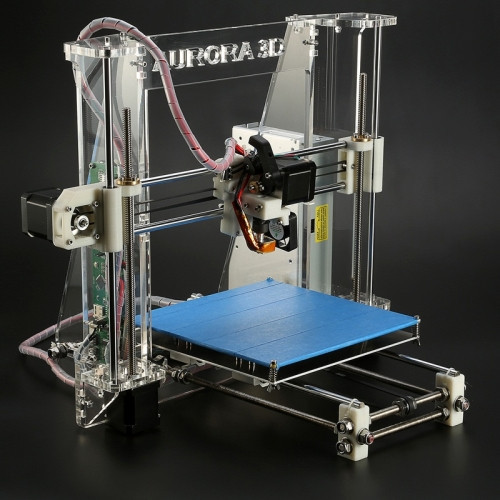
Novel web-based tools generate STL and VRML files, each with a corresponding PNG…
Figure 3.Novel web-based tools generate STL and VRML files, each with a corresponding PNG image and X3D version. Molecular structures are output in seven variants; examples from entry 3DPX-000479 show (A) ribbon secondary structure and (B) hydrophobic surface of a protein in complex with DNA (A, green; B, pink). Isosurfaces derived from microscopy data and image stacks are rendered in monochrome and with radial coloring, (C) the latter shown for Human Papilloma Virus (EMDB-5839), 3DPX-000406.
Figure 4.
A screenshot of the X3DOM…
Figure 4.
A screenshot of the X3DOM viewer. An X3D was autogenerated from an STL…
An X3D was autogenerated from an STL…
A screenshot of the X3DOM viewer. An X3D was autogenerated from an STL (3DPX-000404) uploaded by Dr. Bruno B. Gobbato (username bgobbato), shoulder and elbow specialist, Instituto de Ortopedia e Traumatologia de Jaraguá do Sul, SC, Brazil. Model based on computed tomography scan data of the lower cranium and cervical vertebrae.
See this image and copyright information in PMC
Similar articles
-
Programmatic conversion of crystal structures into 3D printable files using Jmol.
Scalfani VF, Williams AJ, Tkachenko V, Karapetyan K, Pshenichnov A, Hanson RM, Liddie JM, Bara JE. Scalfani VF, et al. J Cheminform. 2016 Nov 23;8:66. doi: 10.1186/s13321-016-0181-z. eCollection 2016. J Cheminform. 2016. PMID: 27933103 Free PMC article.

-
Additive Manufacturing for Fabrication of Point-of-Care Therapies in Austere Environments.
Barnhill J, Gaston JD, Deffenbaugh PI, Wagner L, Liacouras PC, Ho VB. Barnhill J, et al. Mil Med. 2023 Feb 3:usad007. doi: 10.1093/milmed/usad007. Online ahead of print. Mil Med. 2023. PMID: 36734042
-
Development and implementation of a three-dimensional (3D) printing elective course for health science students.
Harmon DJ, Klein BA, Im C, Romero D. Harmon DJ, et al. Anat Sci Educ. 2022 May;15(3):620-627. doi: 10.1002/ase.2133. Epub 2022 Jan 20. Anat Sci Educ. 2022. PMID: 34403575
-
Technical Note: an algorithm and software for conversion of radiotherapy contour-sequence data to ready-to-print 3D structures.
Nowak LJ, Pawlowska E. Nowak LJ, et al. Med Phys. 2019 Apr;46(4):1829-1832. doi: 10.1002/mp.13452. Epub 2019 Mar 5. Med Phys. 2019. PMID: 30773643
-
3D Printing of Plant Golgi Stacks from Their Electron Tomographic Models.
Mai KKK, Kang MJ, Kang BH. Mai KKK, et al. Methods Mol Biol. 2017;1662:105-113. doi: 10.1007/978-1-4939-7262-3_9. Methods Mol Biol. 2017. PMID: 28861821
See all similar articles
Cited by
-
Professors want to share: preliminary survey results on establishing open-source-endowed professorships.
Pearce JM, Pascaris AS, Schelly C. Pearce JM, et al. SN Soc Sci. 2022;2(10):203. doi: 10.1007/s43545-022-00524-3. Epub 2022 Sep 21.
 SN Soc Sci. 2022. PMID: 36158180 Free PMC article.
SN Soc Sci. 2022. PMID: 36158180 Free PMC article. -
Surface Treatment and Bioinspired Coating for 3D-Printed Implants.
Liu J, Mohd Rafiq NB, Wong LM, Wang S. Liu J, et al. Front Chem. 2021 Nov 18;9:768007. doi: 10.3389/fchem.2021.768007. eCollection 2021. Front Chem. 2021. PMID: 34869211 Free PMC article. Review.
-
Picroscope: low-cost system for simultaneous longitudinal biological imaging.
Ly VT, Baudin PV, Pansodtee P, Jung EA, Voitiuk K, Rosen YM, Willsey HR, Mantalas GL, Seiler ST, Selberg JA, Cordero SA, Ross JM, Rolandi M, Pollen AA, Nowakowski TJ, Haussler D, Mostajo-Radji MA, Salama SR, Teodorescu M. Ly VT, et al. Commun Biol. 2021 Nov 4;4(1):1261. doi: 10.1038/s42003-021-02779-7. Commun Biol.
 2021. PMID: 34737378 Free PMC article.
2021. PMID: 34737378 Free PMC article. -
UnityMol prototype for FAIR sharing of molecular-visualization experiences: from pictures in the cloud to collaborative virtual reality exploration in immersive 3D environments.
Martinez X, Baaden M. Martinez X, et al. Acta Crystallogr D Struct Biol. 2021 Jun 1;77(Pt 6):746-754. doi: 10.1107/S2059798321002941. Epub 2021 May 28. Acta Crystallogr D Struct Biol. 2021. PMID: 34076589 Free PMC article.
-
Seeing the PDB.
Richardson JS, Richardson DC, Goodsell DS. Richardson JS, et al. J Biol Chem. 2021 Jan-Jun;296:100742. doi: 10.1016/j.jbc.2021.100742. Epub 2021 May 4. J Biol Chem. 2021. PMID: 33957126 Free PMC article. Review.
See all "Cited by" articles
Grant support
- Z99 AI999999/Intramural NIH HHS/United States
3D printing for "dummies" or "what is a 3D printer?"
- 1 3D printing term
- 2 3D printing methods
- 2.
 1 Extrusion printing
1 Extrusion printing - 2.2 Melting, sintering or gluing
- 2.3 Stereolithography
- 2.4 Lamination
- 3 Fused Deposition Printing (FDM)
- 3.1 Consumables
- 3.2 Extruder
- 3.3 Working platform
- 3.4 Positioners
- 3.5 Control
- 3.6 Varieties of FDM printers
- 4 Laser stereolithography (SLA)
- 4.1 Lasers and projectors
- 4.2 Cuvette and resin
- 4.3 Types of stereolithographic printers
3D printing term
The term 3D printing has several synonyms, one of which quite briefly and accurately characterizes the essence of the process - "additive manufacturing", that is, production by adding material. The term was not coined by chance, because this is the main difference between multiple 3D printing technologies and the usual methods of industrial production, which in turn received the name "subtractive technologies", that is, "subtractive". If during milling, grinding, cutting and other similar procedures, excess material is removed from the workpiece, then in the case of additive manufacturing, material is gradually added until a solid model is obtained.
If during milling, grinding, cutting and other similar procedures, excess material is removed from the workpiece, then in the case of additive manufacturing, material is gradually added until a solid model is obtained.
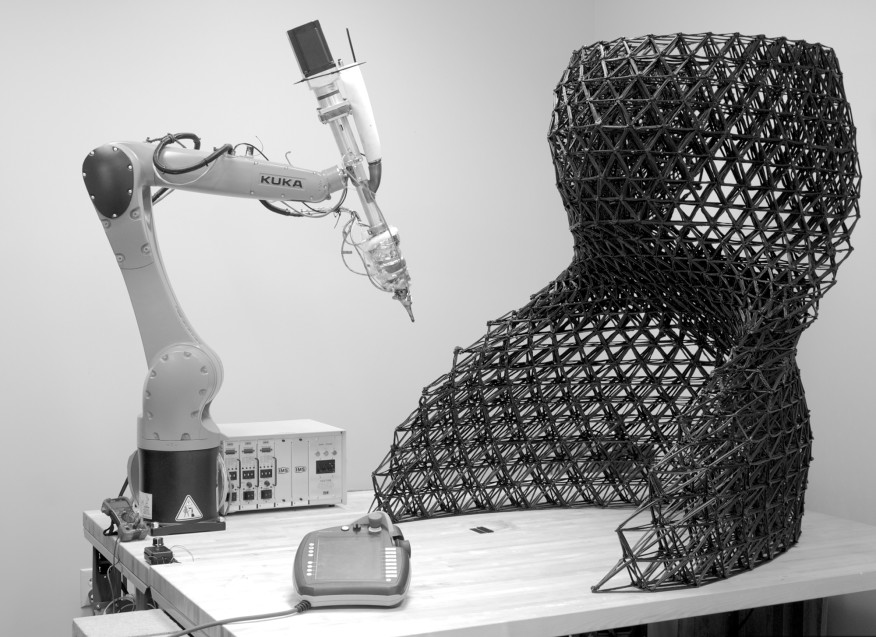
Soon 3D printing will even be tested on the International Space Station
Strictly speaking, many traditional methods could be classified as "additive" in the broad sense of the word - for example, casting or riveting. However, it should be borne in mind that in these cases, either the consumption of materials is required for the manufacture of specific tools used in the production of specific parts (as in the case of casting), or the whole process is reduced to joining ready-made parts (welding, riveting, etc.). In order for the technology to be classified as “3D printing”, the final product must be built from raw materials, not blanks, and the formation of objects must be arbitrary - that is, without the use of forms. The latter means that additive manufacturing requires a software component. Roughly speaking, additive manufacturing requires computer control so that the shape of final products can be determined by building digital models. It was this factor that delayed the widespread adoption of 3D printing until the moment when numerical control and 3D design became widely available and highly productive.
Roughly speaking, additive manufacturing requires computer control so that the shape of final products can be determined by building digital models. It was this factor that delayed the widespread adoption of 3D printing until the moment when numerical control and 3D design became widely available and highly productive.
3D printing techniques
3D printing technologies are numerous, and there are even more names for them due to patent restrictions. However, you can try to divide technologies into main areas:
Extrusion printing
This includes methods such as deposition deposition (FDM) and multi-jet printing (MJM). This method is based on the extrusion (extrusion) of consumables with the sequential formation of the finished product. As a rule, consumables consist of thermoplastics or composite materials based on them.
Melting, sintering or bonding
This approach is based on bonding powdered material together. Formation is done in different ways. The simplest is gluing, as is the case with 3D inkjet printing (3DP). Such printers deposit thin layers of powder onto the build platform, which are then selectively bonded with a binder. Powders can be made up of virtually any material that can be ground to a powder—plastic, wood, metal.
Formation is done in different ways. The simplest is gluing, as is the case with 3D inkjet printing (3DP). Such printers deposit thin layers of powder onto the build platform, which are then selectively bonded with a binder. Powders can be made up of virtually any material that can be ground to a powder—plastic, wood, metal.
This model of James Bond's Aston Martin was successfully printed on Voxeljet's SLS printer and blown up just as successfully during the filming of Skyfall instead of the expensive original
sintering (SLS and DMLS) and smelting (SLM), which allow you to create all-metal parts. As with 3D inkjet printing, these devices apply thin layers of powder, but the material is not glued together, but sintered or melted using a laser. Laser sintering (SLS) is used to work with both plastic and metal powders, although metal pellets usually have a more fusible shell, and after printing they are additionally sintered in special ovens. DMLS is a variant of SLS installations with more powerful lasers that allow sintering metal powders directly without additives. SLM printers provide not just sintering of particles, but their complete melting, which allows you to create monolithic models that do not suffer from the relative fragility caused by the porosity of the structure. As a rule, printers for working with metal powders are equipped with vacuum working chambers, or they replace air with inert gases. Such a complication of the design is caused by the need to work with metals and alloys subject to oxidation - for example, with titanium.
SLM printers provide not just sintering of particles, but their complete melting, which allows you to create monolithic models that do not suffer from the relative fragility caused by the porosity of the structure. As a rule, printers for working with metal powders are equipped with vacuum working chambers, or they replace air with inert gases. Such a complication of the design is caused by the need to work with metals and alloys subject to oxidation - for example, with titanium.
Stereolithography
How an SLA printer works
Stereolithography printers use special liquid materials called "photopolymer resins". The term "photopolymerization" refers to the ability of a material to harden when exposed to light. As a rule, such materials react to ultraviolet irradiation.
Resin is poured into a special container with a movable platform, which is installed in a position near the surface of the liquid. The layer of resin covering the platform corresponds to one layer of the digital model. Then a thin layer of resin is processed by a laser beam, hardening at the points of contact. At the end of illumination, the platform together with the finished layer is immersed to the thickness of the next layer, and illumination is performed again.
Then a thin layer of resin is processed by a laser beam, hardening at the points of contact. At the end of illumination, the platform together with the finished layer is immersed to the thickness of the next layer, and illumination is performed again.
Lamination
Laminating (LOM) 3D printers workflow
Some 3D printers build models using sheet materials - paper, foil, plastic film.
Layers of material are glued on top of each other and cut to the contours of the digital model using a laser or a blade.
These machines are well suited for prototyping and can use very cheap consumables, including regular office paper. However, the complexity and noise of these printers, coupled with the limitations of the models they produce, limit their popularity.
Fused Deposition Modeling (FDM) and Laser Stereolithography (SLA) are the most popular 3D printing methods used in the home and office.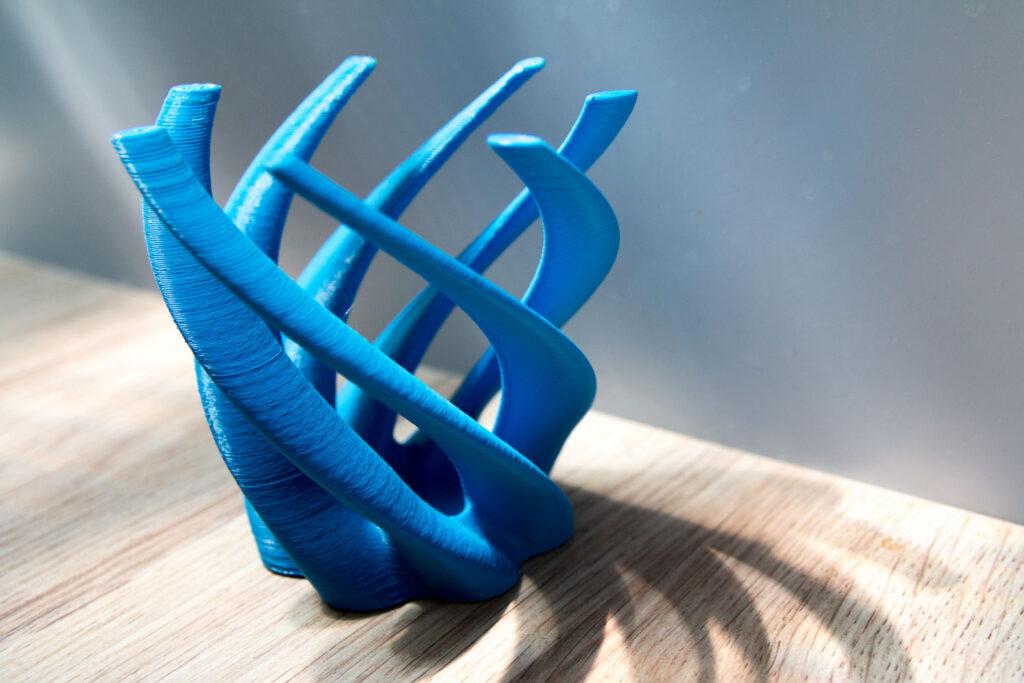
Let's take a closer look at these technologies.
Fused Deposition Printing (FDM)
FDM is perhaps the simplest and most affordable 3D construction method, which makes it very popular.
High demand for FDM printers is driving device and consumable prices down rapidly, along with technology advances towards ease of use and improved reliability.
Consumables
ABS filament spool and finished model
FDM printers are designed to print with thermoplastics, which are usually supplied as thin filaments wound on spools. The range of "clean" plastics is very wide. One of the most popular materials is polylactide or "PLA plastic". This material is made from corn or sugar cane, which makes it non-toxic and environmentally friendly, but makes it relatively short-lived. ABS plastic, on the other hand, is very durable and wear-resistant, although it is susceptible to direct sunlight and can release small amounts of harmful fumes when heated.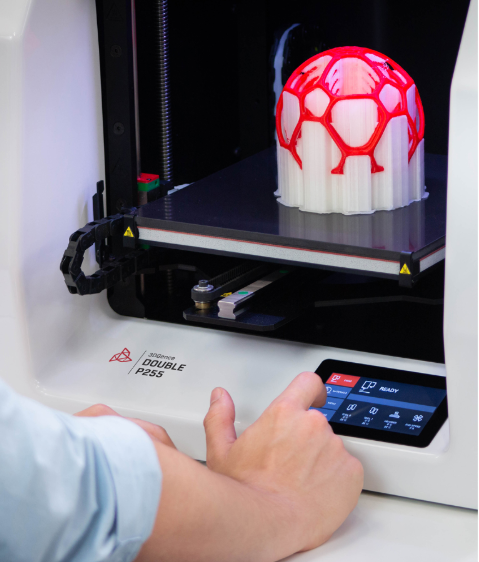 Many plastic items that we use on a daily basis are made from this material: housings for household appliances, plumbing fixtures, plastic cards, toys, etc.
Many plastic items that we use on a daily basis are made from this material: housings for household appliances, plumbing fixtures, plastic cards, toys, etc.
In addition to PLA and ABS, printing is possible with nylon, polycarbonate, polyethylene and many other thermoplastics that are widely used in modern industry. More exotic materials are also possible, such as polyvinyl alcohol, known as "PVA plastic". This material dissolves in water, which makes it very useful for printing complex geometric patterns. But more on that below.
Model made from Laywoo-D3. Changing the extrusion temperature allows you to achieve different shades and simulate annual rings
It is not necessary to print with homogeneous plastics. It is also possible to use composite materials imitating wood, metals, stone. Such materials use all the same thermoplastics, but with impurities of non-plastic materials.
So, Laywoo-D3 consists partly of natural wood dust, which allows you to print "wooden" products, including furniture.
The material called BronzeFill is filled with real bronze, and models made from it can be ground and polished, achieving a high similarity to products made from pure bronze.
One has only to remember that thermoplastics serve as a binding element in composite materials - they determine the thresholds of strength, thermal stability and other physical and chemical properties of finished models.
Extruder
Extruder - FDM print head. Strictly speaking, this is not entirely true, because the head consists of several parts, of which only the feed mechanism is directly "extruder". However, by tradition, the term "extruder" is commonly used as a synonym for the entire print assembly.
FDM extruder general design
The extruder is designed for melting and applying thermoplastic thread. The first component is the thread feed mechanism, which consists of rollers and gears driven by an electric motor. The mechanism feeds the thread into a special heated metal tube with a small diameter nozzle, called a "hot end" or simply a "nozzle". The same mechanism is used to remove the thread if a change of material is needed.
The mechanism feeds the thread into a special heated metal tube with a small diameter nozzle, called a "hot end" or simply a "nozzle". The same mechanism is used to remove the thread if a change of material is needed.
The hot end is used to heat and melt the thread fed by the puller. As a rule, nozzles are made from brass or aluminum, although more heat-resistant, but also more expensive materials can be used. For printing with the most popular plastics, a brass nozzle is quite enough. The “nozzle” itself is attached to the end of the tube with a threaded connection and can be replaced with a new one in case of wear or if a change in diameter is necessary. The nozzle diameter determines the thickness of the molten filament and, as a result, affects the print resolution. The heating of the hot end is controlled by a thermistor. Temperature control is very important, because when the material is overheated, pyrolysis can occur, that is, the decomposition of plastic, which contributes both to the loss of the properties of the material itself and to clogging of the nozzle.
PrintBox3D One FDM Printer Extruder
To prevent the filament from melting too early, the top of the hot end is cooled by heatsinks and fans. This point is of great importance, since thermoplastics that pass the glass transition temperature significantly expand in volume and increase the friction of the material with the walls of the hot end. If the length of such a section is too long, the pulling mechanism may not have enough strength to push the thread.
The number of extruders may vary depending on the purpose of the 3D printer. The simplest options use a single printhead. The dual extruder greatly expands the capabilities of the device, allowing you to print one model in two different colors, as well as using different materials. The last point is important when building complex models with overhanging structural elements: FDM printers cannot print “over the air”, since the applied layers require support. In the case of hinged elements, temporary support structures have to be printed, which are removed after printing is completed. The removal process is fraught with damage to the model itself and requires accuracy. In addition, if the model has a complex structure with internal cavities that are difficult to access, building conventional supports may not be practical due to the difficulty in removing excess material.
The removal process is fraught with damage to the model itself and requires accuracy. In addition, if the model has a complex structure with internal cavities that are difficult to access, building conventional supports may not be practical due to the difficulty in removing excess material.
Finished model with PVA supports (white) before and after washing
In such cases, the same water-soluble polyvinyl alcohol (PVA) comes in handy. Using a dual extruder, you can build a model from waterproof thermoplastic using PVA to create supports.
After printing, PVA can be simply dissolved in water and a complex product of perfect quality can be obtained.
Some FDM printers can use three or even four extruders.
Working platform
Heated platform covered with removable glass work table
Models are built on a special platform, often equipped with heating elements. Preheating is required for a wide range of plastics, including the popular ABS, which are subject to a high degree of shrinkage when cooled. The rapid loss of volume by cold coats compared to freshly applied material can lead to model distortion or delamination. The heating of the platform makes it possible to significantly equalize the temperature gradient between the upper and lower layers.
The rapid loss of volume by cold coats compared to freshly applied material can lead to model distortion or delamination. The heating of the platform makes it possible to significantly equalize the temperature gradient between the upper and lower layers.
Heating is not recommended for some materials. A typical example is PLA plastic, which requires a fairly long time to harden. Heating PLA can lead to deformation of the lower layers under the weight of the upper ones. When working with PLA, measures are usually taken not to heat up, but to cool the model. Such printers have characteristic open cases and additional fans blowing fresh layers of the model.
Calibration screw for work platform covered with blue masking tape
The platform needs to be calibrated before printing to ensure that the nozzle does not hit the applied layers and move too far causing air-to-air printing resulting in plastic vermicelli. The calibration process can be either manual or automatic. In manual mode, calibration is performed by positioning the nozzle at different points on the platform and adjusting the platform inclination using the support screws to achieve the optimal distance between the surface and the nozzle.
In manual mode, calibration is performed by positioning the nozzle at different points on the platform and adjusting the platform inclination using the support screws to achieve the optimal distance between the surface and the nozzle.
As a rule, platforms are equipped with an additional element - a removable table. This design simplifies the cleaning of the working surface and facilitates the removal of the finished model. Stages are made from various materials, including aluminum, acrylic, glass, etc. The choice of material for the manufacture of the stage depends on the presence of heating and consumables for which the printer is optimized.
For a better adhesion of the first layer of the model to the surface of the table, additional tools are often used, including polyimide film, glue and even hairspray! But the most popular tool is inexpensive, but effective masking tape. Some manufacturers make perforated tables that hold the model well but are difficult to clean. In general, the expediency of applying additional funds to the table depends on the consumable material and the material of the table itself.
In general, the expediency of applying additional funds to the table depends on the consumable material and the material of the table itself.
Positioning mechanisms
Scheme of operation of positioning mechanisms
Of course, the print head must move relative to the working platform, and unlike conventional office printers, positioning must be carried out not in two, but in three planes, including height adjustment.
Positioning pattern may vary. The simplest and most common option involves mounting the print head on perpendicular guides driven by stepper motors and providing positioning along the X and Y axes.
Vertical positioning is carried out by moving the working platform.
On the other hand, it is possible to move the extruder in one plane and the platforms in two.
SeemeCNC ORION Delta Printer
One option that is gaining popularity is the delta coordinate system.
Such devices are called "delta robots" in the industry.
In delta printers, the print head is suspended on three manipulators, each of which moves along a vertical rail.
The synchronous symmetrical movement of the manipulators allows you to change the height of the extruder above the platform, and the asymmetric movement causes the head to move in the horizontal plane.
A variant of this system is the reverse delta design, where the extruder is fixed to the ceiling of the working chamber, and the platform moves on three support arms.
Delta printers have a cylindrical build area, and their design makes it easy to increase the height of the working area with minimal design changes by extending the rails.
In the end, everything depends on the decision of the designers, but the fundamental principle does not change.
Control
Typical Arduino-based controller with add-on modules
The operation of the FDM printer, including nozzle and platform temperature, filament feed rate, and stepper motors for positioning the extruder, is controlled by fairly simple electronic controllers. Most controllers are based on the Arduino platform, which has an open architecture.
Most controllers are based on the Arduino platform, which has an open architecture.
The programming language used by the printers is called G-code (G-Code) and consists of a list of commands executed in turn by the 3D printer systems. G-code is compiled by programs called "slicers" - standard 3D printer software that combines some of the features of graphics editors with the ability to set print options through a graphical interface. The choice of slicer depends on the printer model. RepRap printers use open source slicers such as Skeinforge, Replicator G and Repetier-Host. Some companies make printers that require proprietary software.
Program code for printing is generated using slicers
As an example, we can mention Cube printers from 3D Systems. There are companies that offer proprietary software but allow third-party software, as is the case with the latest generation of MakerBot 3D printers.
Slicers are not intended for 3D design per se. This task is done with CAD editors and requires some 3D design skills. Although beginners should not despair: digital models of a wide variety of designs are offered on many sites, often even for free. Finally, some companies and individuals offer 3D design services for custom printing.
This task is done with CAD editors and requires some 3D design skills. Although beginners should not despair: digital models of a wide variety of designs are offered on many sites, often even for free. Finally, some companies and individuals offer 3D design services for custom printing.
Finally, 3D printers can be used in conjunction with 3D scanners to automate the process of digitizing objects. Many of these devices are designed specifically to work with 3D printers. Notable examples include the 3D Systems Sense handheld scanner and the MakerBot Digitizer handheld desktop scanner.
MakerBot Replicator 5th Generation FDM Printer with built-in control module on the top of the frame
The user interface of a 3D printer can consist of a simple USB port for connecting to a personal computer. In such cases, the device is actually controlled by the slicer.
The disadvantage of this simplification is a rather high probability of printing failure when the computer freezes or slows down.
A more advanced option includes an internal memory or memory card interface to make the process standalone.
These models are equipped with control modules that allow you to adjust many print parameters (such as print speed or extrusion temperature). The module may include a small LCD display or even a mini-tablet.
Varieties of FDM printers
Professional Stratasys Fortus 360mc FDM printer that allows printing with nylon
FDM printers are very, very diverse, ranging from the simplest homemade RepRap printers to industrial installations capable of printing large-sized objects.
Stratasys, founded by Scott Crump, the inventor of FDM technology, is a leader in the production of industrial installations.
You can build the simplest FDM printers yourself. Such devices are called RepRap, where "Rep" indicates the possibility of "replication", that is, self-reproduction.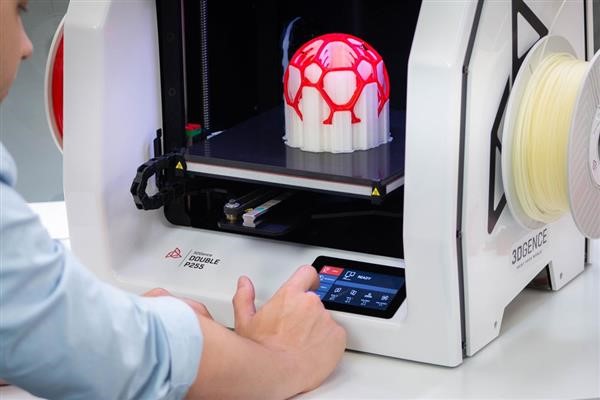
RepRap printers can be used to print custom built plastic parts.
Controller, rails, belts, motors and other components can be easily purchased separately.
Of course, assembling such a device on your own requires serious technical and even engineering skills.
Some manufacturers make it easy by selling DIY kits, but these kits still require a good understanding of the technology. RepRap Printers
And, despite their "homemade nature", RepRap printers are quite capable of producing models with quality at the level of expensive branded counterparts.
Ordinary users who do not want to delve into the intricacies of the process, but require only a convenient device for household use, can purchase a ready-made FDM printer.
Many companies are focusing on the development of the consumer market segment, offering 3D printers for sale that are ready to print “right out of the box” and do not require serious computer skills.
3D Systems Cube consumer 3D printer
The most famous example of a consumer 3D printer is the 3D Systems Cube.
While it doesn't boast a huge build area, ultra-fast print speeds, or superb build quality, it's easy to use, affordable, and safe: This printer has received the necessary certification to be used even by children.
Mankati FDM printer demonstration: http://youtu.be/51rypJIK4y0
Laser Stereolithography (SLA)
Stereolithographic 3D printers are widely used in dental prosthetics
Stereolithographic printers are the second most popular and widespread after FDM printers.
These units deliver exceptional print quality.
The resolution of some SLA printers is measured in a matter of microns - it is not surprising that these devices quickly won the love of jewelers and dentists.
The software side of laser stereolithography is almost identical to FDM printing, so we will not repeat ourselves and will only touch on the distinctive features of the technology.
Lasers and projectors
Projector illumination of a photopolymer model using Kudo3D Titan DLP printer as an example
The cost of stereolithography printers is rapidly declining due to growing competition due to high demand and the use of new technologies that reduce the cost of construction.
Although the technology is generically referred to as "laser" stereolithography, most recent developments use UV LED projectors for the most part.
Projectors are cheaper and more reliable than lasers, do not require the use of delicate mirrors to deflect the laser beam, and have higher performance. The latter is explained by the fact that the contour of the whole layer is illuminated as a whole, and not sequentially, point by point, as is the case with laser options. This variant of the technology is called projection stereolithography, "DLP-SLA" or simply "DLP". However, both options are currently common - both laser and projector versions.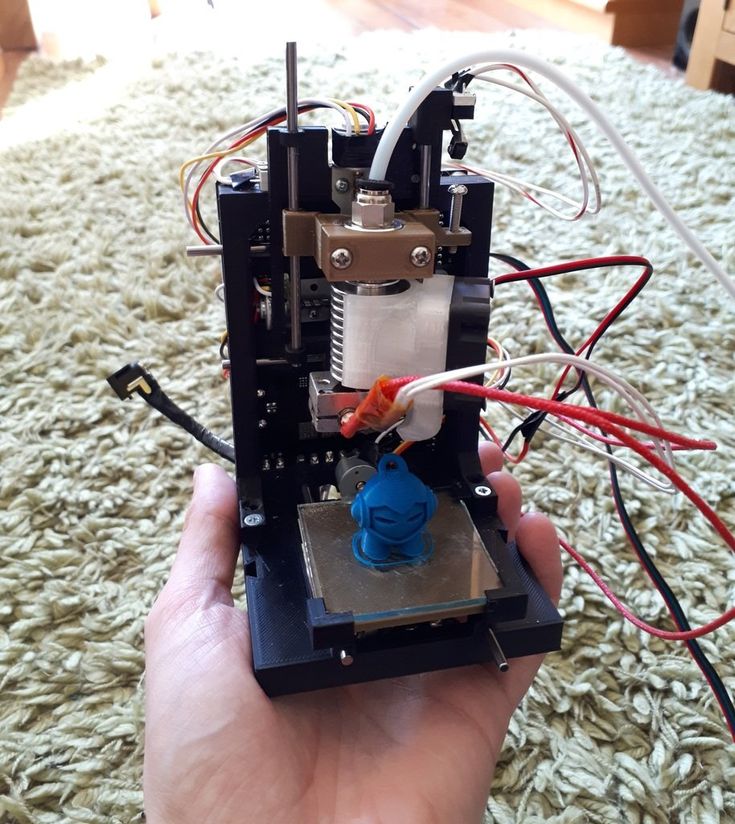
Cuvette and resin
Photopolymer resin is poured into a cuvette
A photopolymer resin that looks like epoxy is used as consumables for stereolithography printers. Resins can have a variety of characteristics, but they all share one key feature for 3D printing applications: these materials harden when exposed to ultraviolet light. Hence, in fact, the name "photopolymer".
When polymerized, resins can have a wide variety of physical characteristics. Some resins are like rubber, others are hard plastics like ABS. You can choose different colors and degrees of transparency. The main disadvantage of resins and SLA printing in general is the cost of consumables, which significantly exceeds the cost of thermoplastics.
On the other hand, stereolithography printers are mainly used by jewelers and dentists who do not need to build large parts but appreciate the savings from fast and accurate prototyping. Thus, SLA printers and consumables pay for themselves very quickly.
Thus, SLA printers and consumables pay for themselves very quickly.
Example of a model printed on a laser stereolithographic 3D printer
Resin is poured into a cuvette, which can be equipped with a lowering platform. In this case, the printer uses a leveling device to flatten the thin layer of resin covering the platform just prior to irradiation. As the model is being made, the platform, together with the finished layers, is “embedded” in the resin. Upon completion of printing, the model is removed from the cuvette, treated with a special solution to remove liquid resin residues and placed in an ultraviolet oven, where the final illumination of the model is performed.
Some SLA and DLP printers work in an "inverted" scheme: the model is not immersed in the consumable, but "pulled" out of it, while the laser or projector is placed under the cuvette, and not above it. This approach eliminates the need to level the surface after each exposure, but requires the use of a cuvette made of a material transparent to ultraviolet light, such as quartz glass.
The accuracy of stereolithographic printers is extremely high. For comparison, the standard for vertical resolution for FDM printers is considered to be 100 microns, and some variants of SLA printers allow you to apply layers as thin as 15 microns. But this is not the limit. The problem, rather, is not so much in the accuracy of lasers, but in the speed of the process: the higher the resolution, the lower the print speed. The use of digital projectors allows you to significantly speed up the process, because each layer is illuminated entirely. As a result, some DLP printer manufacturers claim to be able to print with a vertical resolution of one micron!
Video from CES 2013 showing Formlabs Form1 stereolithography 3D printer in action: http://youtu.be/IjaUasw64VE
Stereolithography Printer Options
Formlabs Form1 Desktop Stereolithography Printer
As with FDM printers, SLA printers come in a wide range in terms of size, features and cost.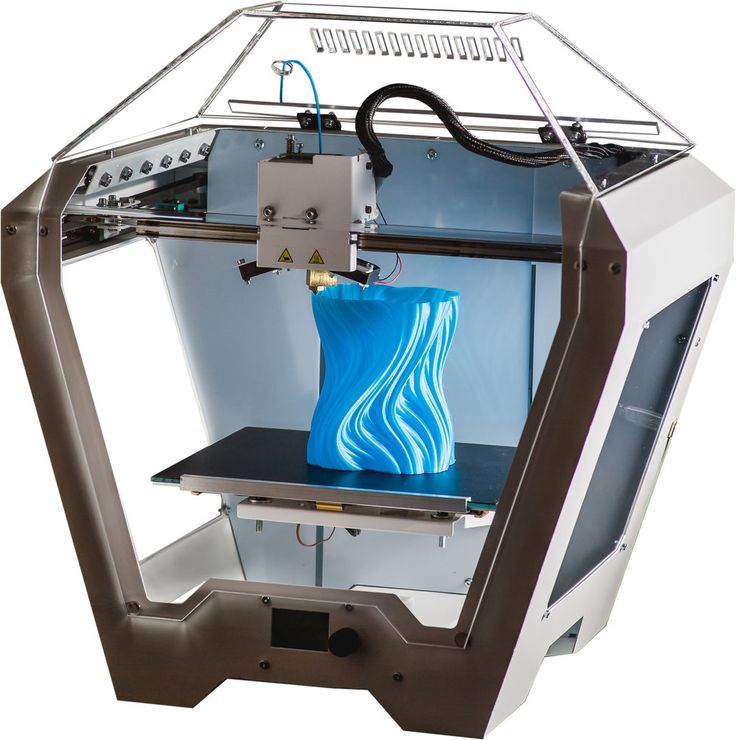 Professional installations can cost tens if not hundreds of thousands of dollars and weigh a couple of tons, but the rapid development of desktop SLA and DLP printers is gradually reducing the cost of equipment without compromising print quality.
Professional installations can cost tens if not hundreds of thousands of dollars and weigh a couple of tons, but the rapid development of desktop SLA and DLP printers is gradually reducing the cost of equipment without compromising print quality.
Models such as the Titan 1 promise to make stereolithographic 3D printing affordable for small businesses and even home use at around $1,000. Formlabs' Form 1 is available now for a factory selling price of $3,299.
The developer of the DLP printer Peachy generally intends to overcome the lower price barrier of $100.
At the same time, the cost of photopolymer resins remains quite high, although the average price has fallen from $150 to $50 per liter over the past couple of years.
Of course, the growing demand for stereolithographic printers will stimulate the growth in the production of consumables, which will lead to further price reductions.
Go to the main page of the Encyclopedia of 3D printing
Order 3D plastic printing, professional printing on a 3D printer in Moscow
Order 3D plastic printing, professional printing on a 3D printer in MoscowHigh-strength models and prototypes of complex shapes in a wide range of colors
Plastic is one of the most popular materials for 3D printing using FDM technology. Plastic printing is used in many areas of life, it allows you to work with many different materials. Due to the wide variety of plastics and their different properties, 3D printing can create very different objects, from simple dishes to functional models of complex parts and devices.
Plastic printing is used in many areas of life, it allows you to work with many different materials. Due to the wide variety of plastics and their different properties, 3D printing can create very different objects, from simple dishes to functional models of complex parts and devices.
If you do not have your own equipment, please contact us: we offer 3D printing with thermoplastics, we take on projects of any complexity.
Order service
Types of plastics:
- ABS
- PLA
- PETG / PET / PETT plastic
- PC plastic (polycarbonate)
It has many positive characteristics, including increased impact resistance with high elasticity and softness of the material, as well as simple machining. High solubility in acetone makes it easy to bond parts and smooth the outer surfaces of products. Usually ABS is opaque, but can be easily dyed to any color if required. Finished products without coloring are sensitive to ultraviolet radiation and are endowed with low electrical insulating properties.
The key constituents of PLA are sugar cane and corn, and the material is based on lactic acid.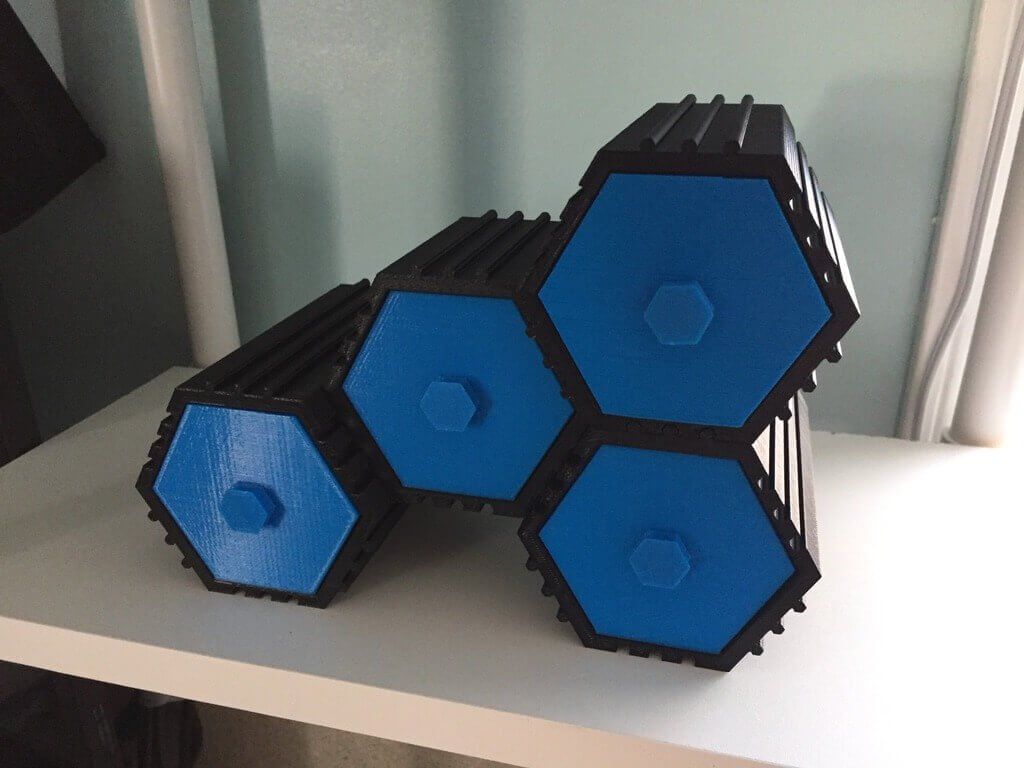 By adjusting its level during production, it is possible to obtain various properties of the polymer, thereby expanding the areas of its use.
By adjusting its level during production, it is possible to obtain various properties of the polymer, thereby expanding the areas of its use.
3D printing with this material is in demand, as PLA products have a smooth and sliding surface.
The material is non-toxic, thanks to which it is widely used for the production of various toys and souvenirs. It has only one drawback - the fragility of operation. The finished product from it can last up to several years with minimal use and temperatures up to +50 degrees.
PET, or polyethylene terephthalate, is the most common type of thermoplastic. For 3D printing, "pure" PET is rarely used, mainly using its variety - PETG. PETG is more durable and has a much lower processing temperature. Another version of PET is PETT, a tougher and more popular material due to its transparency.
It has high strength and wear resistance, as well as increased resistance to physical impact and heat resistance. Withstands temperatures up to 110°C. The material is transparent, flexible, easily bends and does not deform. Excellent for automotive, medical and instrumentation applications.
Withstands temperatures up to 110°C. The material is transparent, flexible, easily bends and does not deform. Excellent for automotive, medical and instrumentation applications.
-
Fused Deposition Material Method (FDM)
FDM (Fused Deposition Modeling) is a layer-by-layer deposition method using a plastic thread.
-
Selective Laser Sintering (SLS)
SLS (Selective Laser Sintering) is one of the most widely used additive technologies.
- Equipment
- Tasks
- Advantages
- Industries
-
ProtoFab PF-S300 3D printer
Affordable SLS Printer
Price on request
Available
Buy More
-
ProtoFab PF-S350 3D printer
SLS Fast Printer
Price on request
Available
Buy More
-
Imprinta Hercules G6/G6 DUO 3D printer
Russian FDM printer for manufacturing large parts from engineering polymers
Price on request
Available
Buy More
-
Wiiboox W400 3D printer
Handy 3D printer for printing small parts 400×400×500 mm
Price on request
On request
Buy More
-
Wiiboox W500 3D printer
FDM printer for fast printing of small parts 500 x 500 x 600 mm
Price on request
On request
Buy More
-
Wiiboox W600 Pro 9 3D Printer0046
Convenient and affordable 3D printer for printing 600mm x 600mm x 1000mm parts
Price on request
On request
Buy More
-
3D printer F2 Innovations F2 Lite
Professional FDM printer for low volume production up to 600 mm
Price on request
On request
Buy More
-
Wiiboox W1000, W1200 3D printer
Unique 1000mm x 1000mm x 1200mm Large Object Creation Machine
Price on request
On request
Buy More
-
Super Discovery 3D Printer Hybrid
Simultaneous printing of parts up to 1.
 1 m with granules and filaments
1 m with granules and filaments Price on request
On request
Buy More
-
Super Discovery 3D Printer Workstation
2 in 1 large format printer + milling system
Price on request
On request
Buy More
-
Discovery 3D Printer 2021
Compact 3D printing solution up to 1100 x 750 x 500 mm
Work with even the most complex objects!
Price on request
On request
Buy More
-
Sharebot Qwarm 9 3D printer0046
Professional 3D printer for high temperature plastics
Price on request
On request
Buy More
-
Sharebot Q DUAL 3D printer
The most accurate printing of plastic parts with two extruders
Price on request
Available
Buy More
-
Sharebot Q 3D printer
High-precision printing of plastic products up to 400 x 300 x 300 mm
Price on request
On request
Buy More
-
Sharebot Q XXL 3D Printer
Creating large objects with complex geometry using FDM technology
Price on request
On request
Buy More
-
Sharebot 43 3D printer
2x faster 3D printing with two extruders
Price on request
On request
Buy More
-
Sharebot XXL Plus 3D Printer
Professional solution with working chamber 705 x 250 x 200 mm
Price on request
On request
Buy More
-
Sharebot SnowWhite 2 3D Printer
3D printing of small items up to 100 x 100 x 100 mm in polyamide
Price on request
On request
Buy More
-
Super Discovery 3D Printer
Industrial printing of items up to 2.
 5 m at speeds up to 6 kg/h
5 m at speeds up to 6 kg/h Price on request
On request
Buy More
-
Super Discovery 3D Printer Compact
Create parts up to 1100 x 800 x 500 mm from any thermoplastic
Price on request
On request
Buy More
- production of functional models, prototypes
- serial production
- creation of conceptual and architectural models
- manufacture of spare parts and mechanical parts, medical instruments
- making toys, packaging, signage
- wide range of applications
- variety of colors and textures of material
- ease of machining
- ease of use
- flexible material structure
- making products with smooth and even surfaces
- relatively low cost
-
Aerospace
-
Automotive
-
Construction and architecture
-
Packaging
-
Shipbuilding
-
Medicine
3D plastic printing
Three-dimensional plastic printing, or FDM printing, is one of the most promising areas in the production of various products today. With the help of a 3D printer, this technology allows you to easily and quickly produce objects of various levels of complexity with high detail and excellent surface quality.
With the help of a 3D printer, this technology allows you to easily and quickly produce objects of various levels of complexity with high detail and excellent surface quality.
Compared to traditional methods, plastic 3D printing is affordable and much faster in creating products, which is in demand in a huge number of industries of various types, in particular in industry, prototyping, design and the production of household goods.
One of the key advantages of FDM technology is a wide range of composites and thermoplastics with a wide variety of characteristics. This allows you to easily select the necessary material for any task, as well as choose the optimal color for the final product. Some of the most popular 3D printing materials include affordable high-impact ABS, amazingly flexible polyamide for intricate designs, durable and environmentally friendly PLA, and PETG, a resilient and flexible resin for large-scale 3D printing.
There are several reasons why you should consider 3D printing with plastic:
- High precision workpieces
- Relatively low cost of plastics
- Short lead times and fast delivery of the final part
- An extremely wide range of 3D printing materials
- Ability to manufacture geometrically complex products, both small and large sizes
Cost of creating thermoplastic products on a 3D printer
The price of 3D plastic printing is calculated based on several factors:
- Product volume and weight
- Consumable type
- Coating thickness of material
iQB Technologies is a Russian distributor of 3D printers from leading manufacturers: the Spanish company Discovery 3D Printer, the Italian developer Sharebot, and the Chinese company Wiiboox.