Tronxy 3d printer assembly instructions
TronXY X5S Build Guide
This is a build guide and review for the awesome (and large) TronXY X5S I purchased from banggood.com, but it is also available on gearbest.com.
Review
The build quality of this huge printer is reasonable given the price. The frame, heated bed and motors are all great. Electronics are based on the Arduino compatible Sanguino ATmega1284P processor. Drivers are the standard A4988. Electronics quality is reasonable and I've updated the config for Marlin 1.1.6, see the Firmware Update section on how to install this firmware update.
The layout is curiously similar to the Anet A8 control board.
You'll definitely want to change the hot end to an all metal version, since max working time of the PTFE lined extruder is a wimpy 260°C. The large metal case around the hot end makes it extremely hard to service on a jam or clog. The default part cooling fan is weak, but it's better than no fan at all.
Moreover, when printing at a reasonable 2800mm/min, I noticed that even PLA has trouble extruding, I believe this is due to the hot end having trouble holding its temperature. My fix for now is printing PLA at 210 degrees.
I plan to use a Titan-style extruder and pancake stepper motor, which is both lightweight and direct drive, with a Volcano heater block. My hope is to be able to do 100mm/sec with direct drive on PETG filament.
Unfortunately, the only UI element on the printer, the knob, is sticky for me... so definitely check this when installing the acrylic piece onto the LCD panel. Sand the acrylic hole bigger if necessary.
Unboxing
Packaging looks good. No damage on arrival.
Hardware
It even comes with a cute little PLA sample
and some tools
Be warned, the side cutters are DANGEROUS! They are cheap and will likely break off in your face! Don't risk using them. Just throw them away
Just throw them away
Build
I'll walk through the whole build including some details and corrections to the manual. If you want to check out the manual, here is a copy: https://www.dropbox.com/s/wi54xz2ijhnyv9n/Tronxy_X5S.pdf?dl=1.
Lay out all the slotted beams.
Frame
You'll want to use the 4 double-thickness beams (they'll be vertical) along with the 2 single thickness beams with only 2 holes and 2 single thickness beams with 4 holes.
The shorter beams with 4 holes run parallel to the thicker side of the vertical beams... like this:
Find these bits of hardware:
8x 5mm x 25mm bolt 4x 4mm x 8mm bolt 4x T-nuts 4x 4mm washer 4x rubber foot
I used blue thread lock to make sure any movement from the machine will not loosen the bolts.
I assembled the longer ends first
Be sure to insert the T-nuts into the ends of the shorter beams before bolting down
Attach the rubber feet by screwing the small bolt through the washer and rubber foot into the T-nut
Find 8 more 5mm x 25mm bolts, the y-axis carriage mounts and attach. My mounts were different than the manual and erroneously both labeled "R". It's cool though, just mount them like this:
My mounts were different than the manual and erroneously both labeled "R". It's cool though, just mount them like this:
Measure diagonally across both the top and bottom to true up the cuboid that will soon be your printer
Tighten down the screws in the corners once everything is square
X and Y Carriage
Find the hot end, the last slotted aluminum bar and 4x 4mm x 8mm bolts.
Before installing the hot end and carriage onto the rail, check that the hot end is properly assembled. Mine was not Dan has a great guide about this on his blog. This article boils down to the fact that we want to make sure there is no gap between the throat and the nozzle. The following photo is from his blog.
This would be a good time to change the cooling block. If you have another printer, I suggest printing this cooling system and installing it now: https://www. thingiverse.com/thing:2706922. You'll also need this adapter plate, if the included flan is a blower type: https://www.thingiverse.com/thing:2765424. The standardshroud will work OK as well, but is much less convenient, as the metal case covers the entire hot end. So, you can print one once you get your first printer set up!
thingiverse.com/thing:2706922. You'll also need this adapter plate, if the included flan is a blower type: https://www.thingiverse.com/thing:2765424. The standardshroud will work OK as well, but is much less convenient, as the metal case covers the entire hot end. So, you can print one once you get your first printer set up!
You can be fairly certain that if your nozzle is screwed all the way into the heating block (no visible threads on the brass nozzle) that there is a gap. Notice this photo, there is no gap between the nozzle and heater, so probably a gap between the throat and the nozzle.
You'll want to unscrew the nozzle and screw the throat down into the heating block a bit more.
With the nozzle removed, I put the PTFE tube down into the throat, all the way to the heating block, then marked it with a sharpie, so I know how far the PTFE tube should be inserted when properly installed (the end of the PTFE should meet the brass nozzle).
Install the nozzle, tighten, then be sure to tighten again after heating up to ~240 degrees (once the printer is assembled).
Now, on with the assembly.
Install the carriage while ensuring not to over-tighten any parts that attach to acrylic, which could crack the part. Also, avoid letting any thread lock tough the acrylic, which will make the acrylic much more brittle.
X and Y Motors
Assemble the X and Y motor carriers using 3mm x 8mm screws and the t-Nuts
Affix these to the frame with 4 T-nuts and 4mm x 10mm. The overhanging bit of acrylic goes towards the center. One way to use the T-nuts is to put them on the bolts and then insert the whole assembly and tighten. The T-nuts will rotate into place.
Ps. this is how the T-nuts do that cool trick where they rotate into place but not further (notice how 2 corners are rounded):
Install the pulleys on the opposing corners using 6x 3mm x 10mm bolts and 6x T-nuts
It'll look like this when you're done
Z-Carriage
Next let's assemble the z-carriage
Use 12x 3mm x 8mm bolts to attach the 2 linear bearings and 1 guide nut to the two carriage ends
These extra holes are for the end stop screw and should be orientation towards the outside of the printer.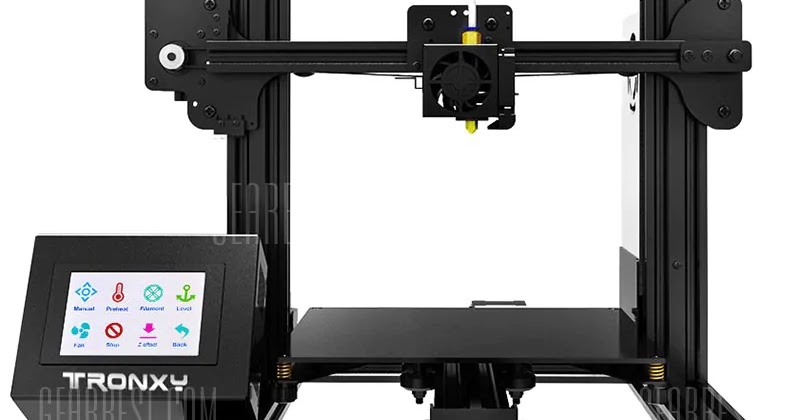 You'll see in some photos I've done this the wrong way, so I had to go back and put them on the outside
You'll see in some photos I've done this the wrong way, so I had to go back and put them on the outside
Here they are assembled
Prep the bearings with 4mm x 8mm bolts and T-nuts
Prep the z-axis motors using 4mm x 8mm bolts and T-nuts as well.
Loosely install the z-axis motors
Tighten both couplers to the motors using the set screws. I like to make sure they're as close to the same height (using calipers) as possible for easier measurement from top of the coupler to the bed later. This helps when leveling the printer.
Now insert the threaded rod, and two linear rods into the carriage and slip the bearing holder over the top. Install with 4x 4mm x 20mm bolts into the linear rods. I tightened the two on the bottom first then gently snugged up the top two bolts.
Slide the bearing holder up and snug up both the T-nut bolts and the set screws on the bearing holder and the motor coupler.
Install the extruder motor with two 4mm x 8mm bolts and T-nuts
Bed assembly
Here is the hardware you'll need:
8x 4mm x 12mm bolts to attach the assembly to the z-axis carriages on either side 6x 3mm x 30mm bolts 6x 3mm nuts 6x springs 6x wingnuts 6x lock washers (or thread lock)
And for later, the only 3d printed part in the kit, for the cable chain adapter. This attaches with 2x 3mm x 10mm bolts
Find the heated bed and remove the protective film
Using thread lock or the lock washers, attach each 30mm bolt to the heated bed. I highly suggest using a screw driver and pliers to make sure these nuts are very tight. It will make it much easer to work with later if these bolts cannot move.
Install the springs then the bars and wing nuts
Install the cable chain guide
And finally, install the bed
Tighten the wing nuts down so there is 8mm between the bed and the frame. 8mm is what the manual suggests, but this seems somewhat arbitrary. Adjust as you see fit.
8mm is what the manual suggests, but this seems somewhat arbitrary. Adjust as you see fit.
Next I used 4x 3mm x 20mm bolts and the 8.5mm standoffs to install the LED screen. Make sure the knob spins freely in the hole in the acrylic. Mine is too tight, they should have cut it a few mm bigger, but it's fine, I'll take it apart and sand the hole bigger. Inserting the bolts and spacers all at once is super tricky using a pair of tweezers to insert the spacers one at a time might be easier.
Using 3x 4mm x 8mm bolts and 3 T-nuts, install the LED panel into the frame. It would be nice if this were angled.
My power supply came with the acrylic case installed, so I just installed it with 3x 4mm x 8mm bolts and T-nuts. Be sure to check the voltage switch is correct for your mains power.
Find the spool holder and install with 2 4mm x 10mm bolts and T-nuts. Use two pliers or wrenches to tighten this down so your spool doesn't come loose mid-print
Using 4x 3mm x 10mm bolts and 4x 3mm nuts, install the z-axis cable chain
Same for the y-axis carriage.
Install the end stops onto the end stop bracket like so
Install the last wingnut on the longest M3 screw and then insert it into the threaded hole on the z-carriage. Mount the end stop bracket
You should also have an acrylic sheet and some sort of print-bed surface in the box. I attached the plastic surface, which has an adhesive back, to the acrylic
Belts
Now lets install the belts & PTFE tube. The PTFE tube will just press into the fittings. To get an end out, press the plastic tab on the fitting down and pull up on the PTFE tube.
Notice here how the belt is zip tied to the extruder as well
Here is the reference diagram from corexy.com. Note that in our layout, the corner pulleys are stacked vertically, so the belts will not cross.
Loosen T-nut screws on the X and Y motors so they can slide forward, this way, you can slide them back later if you need more belt tension.
Install one belt at a time. One belt goes on the low set of pulleys and the other will go on the high set of pulleys. Here's the low set. It doesn't matter which belt uses the low or high set, as long as the belts don't cross, they won't rub.
A single belt attaches to opposite corners of the end effector carriage. Slide the belt on the carriage to the appropriate height, matching the pulley.
Here, all belts are installed and zip-tied down. Tension should be reasonably tight, but more importantly, the tension should be even.
Tighten the gears on the X and Y axis motors as well as tighten the motors into place using the T-nuts and bolts
Wiring
Here's the wiring diagram from the manual
I started by trying to wire everything before putting it in the case, since you won't be able to get to the screws on the top of the green screw terminals, once the case is installed.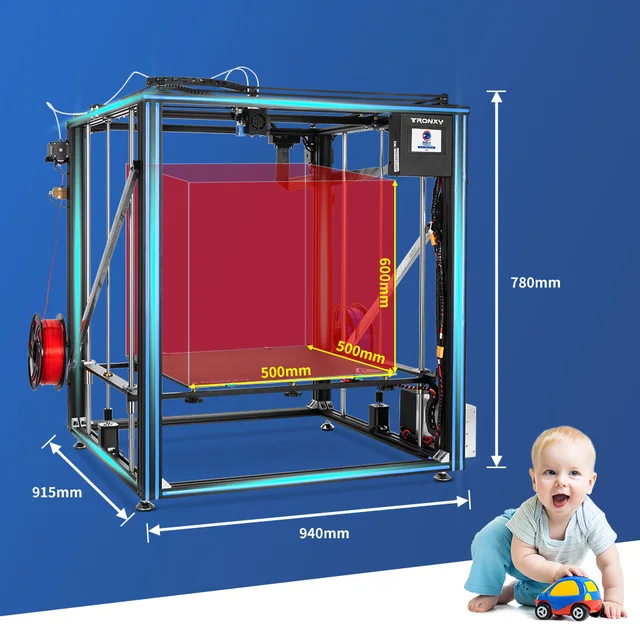 This turned out to be a huge mess.
This turned out to be a huge mess.
Instead, I suggest you drill some holes in the top acrylic piece (the one with the fan on it) right over the screw terminals, so you can get to them after installing the board in the case.
Now install the case and mount the case onto the printer
Connect the LCD cables. The top cables goes to the right-most slot in this picture. No problem if you get these backwards though, just turn off the printer and switch them (you'll notice the screen lights up but has no text, in which case, just switch the cables)
Connect the end stops (X, Y then Z)
Then connect the white thermistor cables (e.g. temperature sensors), extruder then bed
Finally, install all the servo motor cables. The 6 pin sides go into the motors. Note the different length and labels.
Firmware Update
I've merged thingiverse user cyberbask's changes from google drive back into Marlin and made a few updates, like fixing the LCD, setting the correct extruder motor calibration settings and increasing the WATCH_TEMP_PERIOD to avoid the 'heating failed' messages.
Download the code from here (click "Clone or Download" then "Download Zip") https://github.com/nathantsoi/Marlin/tree/tronxy-x5s-1.1.6
Per irrelevantxy on thingiverse, here is how you install Marlin 1.1.6:
Followed your instruction and successfully updated to Marlin 1.1.6 Just want to say THANKS! Below is the English instructions for those who need it. Download and install Arduino IDE 1.8.x Install Sanguino In preferences add this URL for additional board manager: https://raw.githubusercontent.com/Lauszus/Sanguino/master/package_lauszus_sanguino_index.json Go to the Board Manager and install the Sanguino. Select Sanguino and select the atmega1284 16mhz. Select the port where the printer appears Install u8glib for OLED Display Go to the libraries and install the u8glib Change upload speed Go to the Arduino Preferences and at the bottom find link to more preference in the directory for "preferences.txt" Click the link to folder, browse to \packages\Sanguino\hardware\avr\1.0.2\boards.txt Change the line to following: sanguino.menu.cpu.atmega1284p.upload.speed=57600 Restart the Arduino IDE (Important) *4. Change language setting Change the language setting in configuration file to "En" (English) Compile and upload the firmware
More on the firmware update here: https://www.thingiverse.com/groups/tronxy-x5s/forums/general/topic:25267
Extruder Calibration
If you're not using my firmware from above, this is the one thing you'll want to do to calibrate your printer, measure and set the amount of material extruded as follows to avoid under or over-extruding.
You'll notice there is a problem if there are gaps in your print or the walls look like they're oozing.
We'll tell the extruder to extrude a certain amount of filament and then compare it to the amount actually excluded.
Mark the filament 150mm above the top of the extruder.
Run this command to extrude 100mm of filament at 90mm/min: G1E100F90
Now measure the mark on the filament to figure out how much was actually extruded.
Run M503 to see your current steps per mmm.
new steps per mm = (old_steps_mm) * 100 / extruded_length
Set it with M92E[new steps per mm value here] then run M500 to save.
Watch Tom's guide here https://youtu.be/YUPfBJz3I6Y
OHAI: Open Hardware Assembly Instructions
OHAI: Open Hardware Assembly InstructionsInstructions for the assembly of the LulzBot TAZ Workhorse Desktop 3D Printer
X End Left Assembly - TAZ Workhorse
Instructions for the X end left assembly for the TAZ Workhorse desktop 3D printer.
X End Right Assembly - TAZ Workhorse
Instructions for the X end right assembly for the TAZ Workhorse desktop 3D printer.
Frame Sub-Assembly - TAZ Workhorse
Instructions for the frame sub-assembly for the TAZ Workhorse desktop 3D printer.
Frame Assembly - TAZ Workhorse
Instructions for the frame assembly for the TAZ Workhorse desktop 3D printer.
Control Box Assembly - TAZ Workhorse
Instructions for the control box assembly for the TAZ Workhorse desktop 3D printer.
Control Box Testing - TAZ Workhorse
Instructions for testing and completion of the TAZ Workhorse Control Box Assembly
HE Tool Head Assembly
Instructions for assembling and testing the LulzBot HE tool head.
X Carriage Assembly - TAZ Workhorse
Instructions for assembling an X Carriage Assembly for a Lulzbot TAZ Workhorse 3D Printer [AS-PR0166]
Y-Axis Assembly - TAZ Workhorse
Instructions for assembling a Y-Axis for the LulzBot TAZ Workhorse 3D Printer [AS-PR0163]
Linear Bearing Install Guide - TAZ Workhorse
A guide for installing Igus linear bearings into printed parts.
Final Assembly - TAZ Workhorse
Instructions for final assembly of the TAZ Workhorse Desktop 3D Printer.
General Sub-Assemblies - TAZ Workhorse
Assembly instructions for several sub-assemblies of TAZ Workhorse.
Packaging - TAZ Workhorse
Instructions for packaging the TAZ Workhorse Desktop 3D Printer.
Calibration - TAZ Workhorse
Instructions for calibrating a TAZ Workhorse Desktop 3D Printer.
Thermal insert technique
This a demonstration of a technique to get inserts nice a flush with no bloom.
Tool Kits
Instructions for assembling the Premium Tool Kit
Other Documentation and Instructions - TAZ Workhorse
Contains links to GitLab for other LulzBot TAZ Workhorse documentation and instructions.
TAZ Hipot Test
Instructions for running the Hipot tester for the TAZ Pro and Workhorse desktop 3D printers.
CB Sheetmetal Prep
Instructions for removing overspray for proper grounding within the Control Box Chassis.
Tronxy X5SA-400, review and assembly of a Chinese monster)
For a long time I had the idea that very often I lack the standard 23*23*30 print sizes on my FDM printers. I looked at what is generally on sale, what can be collected at a relatively budget price. And the choice at the moment is not so great. If you collect 30 * 30 there are few options. For example, the same ZAV, Z-bolt, etc., but I wanted even more, but the budget was not rubber. On Ali, if earlier there was a lot of choice, now everything is generally scarce. Mostly dry-tables like Aneta, Kreality and a couple of other options.
Drygostol really didn't want to take it. And I wished it was even bigger. And then he came to hand, Tronxy X5SA-400, print area 40 * 40 * 40. COREXY kinematics. A lot of things confused me about it, but this is practically the only option in this size, so the choice was made in favor of it.
And then he came to hand, Tronxy X5SA-400, print area 40 * 40 * 40. COREXY kinematics. A lot of things confused me about it, but this is practically the only option in this size, so the choice was made in favor of it.
Ordered from a warehouse in the Russian Federation, arrived very quickly, by courier to the door.
Such a weighty, large box. Despite the small bruises - everything was intact, everything was packed well inside.
Everything is laid out in sections, a heating table with insulation, a plate for better adhesion.
The plate surprised me. Usually it is just a sticker that is pasted on the table. But they decided to take it seriously. They stuck it on another piece of aluminum, and they suggest just staple it to the heating table.
At first I didn't quite get the ideas. But I found it to be a plus. The table is still not small, 40 * 40 after all. And an ordinary aluminum plate will sag more likely. The second plate on top will give a more even area. A monumental decision, I'm pleasantly surprised.
A monumental decision, I'm pleasantly surprised.
Under the second tier there is a profile, metal plates for fixing the table, hot end, power supply, board, etc.
When I took out the power supply-board, I saw how elegantly they invented to fix the screen. And it's a good decision. Damage during transportation is much more difficult.
And we get such a set for assembly. To admit it's a little unusual, all the parts take up sooooo much space. :)
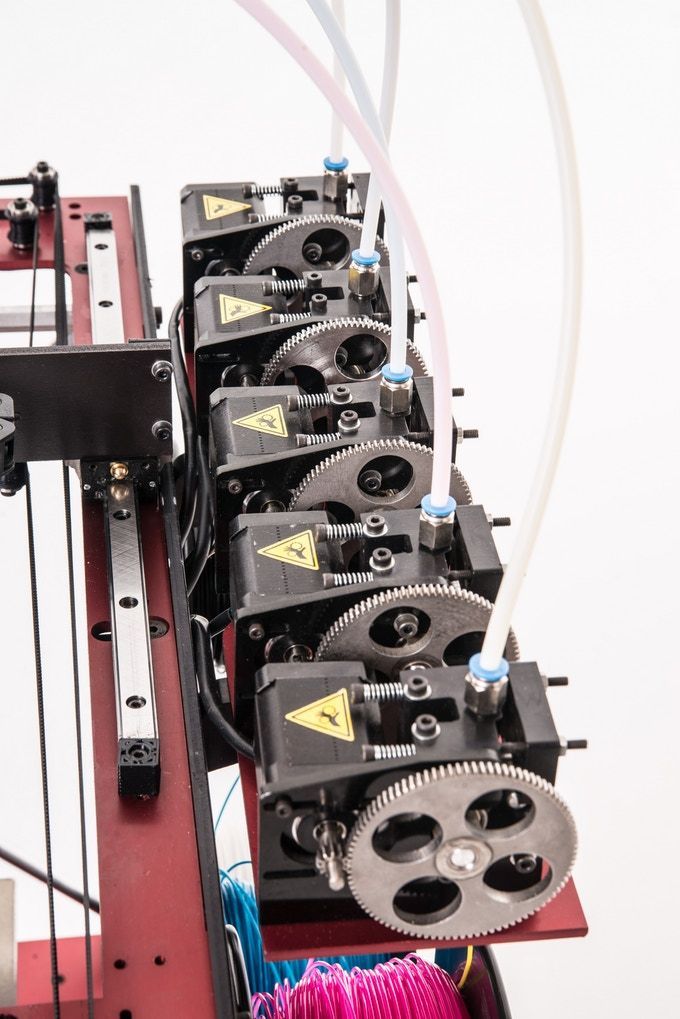
There are many things that surprised me very pleasantly. For example Titan feeder. Well, this is a very good decision. In the photo in the seller's advertisement, an ordinary ancient MK8 was noted. And here is a pleasant surprise.
Almost all fasteners in the printer are metal, all carriages, brackets, etc. This is also very cool, it will give more rigidity. The only thing is the motor mounts - made of acrylic. With such a scale of metal mounts, leaving the motor mounts with acrylic is strange.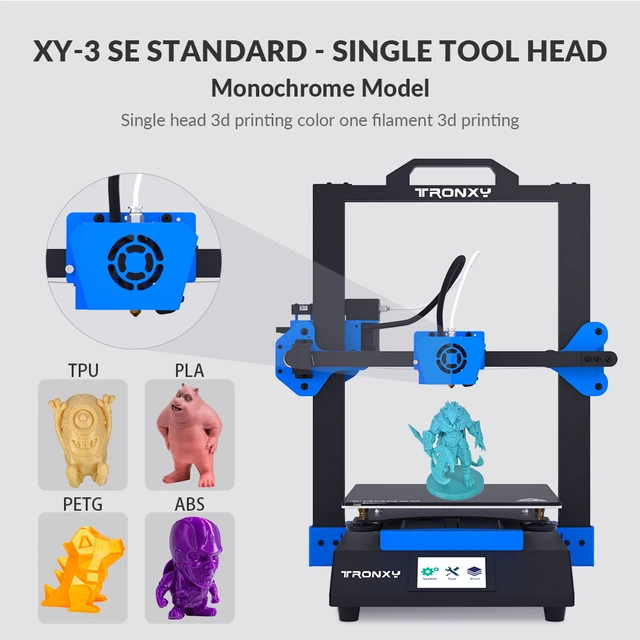 Perhaps they did not figure out how to raise the motor to such a height with thin metal plates. But this is not critical, over time I will simply print new mounts and be calm. Acrylic is thick, I think it will last a long time.
Perhaps they did not figure out how to raise the motor to such a height with thin metal plates. But this is not critical, over time I will simply print new mounts and be calm. Acrylic is thick, I think it will last a long time.
Let's call the hotend and the entire airflow standard, now this solution is used on almost all printers. It works quite well on my other printers, for plastics like Pla-Petg-ABS it is quite excellent and hassle-free. Plus the auto level sensor comes from the factory. On small printers, I do without it, but here it will not be superfluous to use it.
And here is another "innovation" that I have not seen before. These nuts are eccentric nuts. This is already standard used by manufacturers to adjust the pressure of the wheels. But the new one is a cut-bevel, showing a landmark where the narrow part is. I was very happy about this. Usually I disassemble this mount, smear this edge with a marker and assemble it back. During assembly and especially during subsequent operation, you can immediately see where you need to turn a little to increase the pressure. For example, after a year, when the wheels get used, you will need to adjust a little.
For example, after a year, when the wheels get used, you will need to adjust a little.
Standard power supply, 24V, 360W.
The profile is cut evenly, all holes are marked well, everything is symmetrical. The table mounts are also metal.
The instruction is quite decent. Colored, detailed, the guys did their best. Assembled the printer on it, there were no surprises.
Well, now let's see what the fee is. Everything is on the tips, everything is crimped neatly. I really like how manufacturers are doing now. Take 2-3 years ago, everything was cobbled together in haste, just to sell. Little things in the form of tips and neatly laid out wires are a trifle that costs a penny, but the "product" looks much more serious.
They have their own fees. Your own cable to the screen and a cable to the hotend electronics. This is an interesting solution, wires minimum. Looks neat.
Drivers are TMS, that is, quiet. This was also a pleasant surprise, I did not expect. The only negative is that there are no heatsinks on the chips. And they heat up well and are quite demanding on cooling.
This was also a pleasant surprise, I did not expect. The only negative is that there are no heatsinks on the chips. And they heat up well and are quite demanding on cooling.
So I took heatsinks from 2208 drivers from my stock and glued them onto the chips. There is also a regular fan that will blow. Now I will be calm that everything will be fine.
Attention to detail is evident throughout the printer. Even the carriages are signed left-right. Usually you have to guess from the pictures in the instructions, but here it’s immediately clear.
I always bathe bearings of this kind in gasoline before installation, dry them and generously smear them with normal grease. For example Mobile blue. They might have been lubricated. My opinion is that such bearings use a lubricant rather than a transport one. In any case, flushing and applying a good proven lubricant will only benefit.
So let's start collecting. Frame size is about 60*70*65. Looks monstrous. In the middle for comparison are the usual keys.
Looks monstrous. In the middle for comparison are the usual keys.
When assembling, sometimes I had to climb on a stool. :-D
And now let's get to what I was most worried about before buying. The photo clearly showed that the vertical profile is 4020, and the horizontal ones are 2020. On small printers, I use the same profile and everything is ok there. But here all the same sticks of 70 cm. And the wheels roll on them. I was worried that they would sag towards the middle. Let it be a little, but it's not great. And here I was once again surprised by the ingenuity of the manufacturer. They put the guide shafts in the middle of the profile, in the instructions they suggested using nuts to compensate for the thickness so that the shaft would fit tightly and twist with the profile.
Thus, we rested our profile and it will not sag anywhere. And this added rigidity. It's genius.
And this is a good old tradition. Offer to put "thrust bearings", clamping the lead screw from above. I don’t know who came up with this, and why many manufacturers continue to listen to “that person”. I suggest just tossing them out. You don't need to put them on.
I don’t know who came up with this, and why many manufacturers continue to listen to “that person”. I suggest just tossing them out. You don't need to put them on.
So, our handsome man is assembled. To be honest, I'm very pleasantly surprised. I expected that everything would be bad, that I would be modifying it for a very long time, gaining stiffness, and so on. But no, I was very pleasantly surprised by this printer.
Oversized fasteners. This is all that is left after assembly.
Now the first step is to calibrate the table with the nuts. In the future, the autolevel sensor will build a "curvature map", but the table must be leveled initially. Everything is conveniently done on the menu. 5 points drive the printer and check the gap.
I always use this 0.05 mm automotive dipstick. It's very convenient for me to check them.
The nozzle was 0.4 from the factory. I put 0. 5 right away. All the same, the printer was taken in order to print huge pieces.
5 right away. All the same, the printer was taken in order to print huge pieces.
Then I did what the manufacturer categorically forbids doing. The manufacturer warns - after flashing you fly off the warranty. This didn't scare me, so I sewed a fresh Marlin 2.0 into it. I do not like closed firmware. Plus, the standard firmware had rather low accelerations, it printed perfectly, but slowly. I needed speed first and foremost. Therefore, I raised the acceleration and typing speed. The firmware and how to flash it is easily searched in Google, I will not talk about it.
And the first thing I did was print a standard test cube. The parameters used are coarse. 0.5 line width, 0.3 layer height. Travel speed 110, print speed 70. Petg plastic from Strimplast, nozzle temperature 235, table 80. The cube came out very worthy.
But the printer was not bought in order to print miniature cubes. Just received a large order. And immediately after printing the first cube, I decided to put it into combat conditions.
So, the first huge detail. Here I used the line width as 0.5, and set the layer height to 0.4. I filled up the flow of plastic more. Since it was necessary that the part was strong, but there was no time to test. We immediately went into battle.
Bubbles are just a consequence of the fact that I piled up the flow.
So, let's move on, the next detail, the flow is slightly reduced, the print is already prettier.
And here is the fourth detail, here I reduced the flow even more, and the result became more elegant.
Part black and white in half due to running out of white spools. The low filament sensor worked fine, then I put in a spool of black (the white ran out at that point) and continued printing. Everything worked perfectly.
I made the parts with a "groove" so that they fit together, and the joint will be more convenient to glue and fix easier.
And here is the result of printing out of the box. 5 days without turning off plowed perfectly without any failures. All printing defects (which were caused by my experiments with the flow) were easily removed by the grinder.
5 days without turning off plowed perfectly without any failures. All printing defects (which were caused by my experiments with the flow) were easily removed by the grinder.
This "Wine Bottle" will decorate the photo zone of one of the restaurants in our city. It was handed over to the customer for further gluing, painting and making fasteners.
What can I say in the end - I'm more than happy with it.
It costs quite reasonable money. As practice has shown, it is very well thought out in terms of assembly and filling. The manufacturer did not save on "matches".
How to evaluate the printer and my satisfaction with it - I am saving up for one more printer, but the size is even larger). The manufacturer currently has models with a print area of 50*50*60 and 60*60*60. The choice of the next large printer I think is a foregone conclusion, it remains to decide on the size;)
Tronxy X1 Simple Budget 3D Printer
Hello friends.
In the course of my work on my smart home project, I often came to the idea of buying a 3D printer - it would greatly facilitate various tasks - for example, printing holders, housings, altering power plugs and much more.
I didn’t have any strict requirements, I just wanted to see what 3D printing is at home, learn how to work with 3D models and solve a number of applied printing tasks. As my first 3D printer, I chose the budget model Tronxy X1, with a print area of 15 * 15 * 15 centimeters, support for PLA and ABS plastic and a print layer thickness of 0.1 mm.
Bought here - GearBest at the time of writing the review price - $ 129.99
Banggood ($ 188.88) Aliexpress ($ 145.20)
Delivery
The printer arrives in a rather voluminous box, when ordering, see the shipping cost - with this weight and volume it will no longer be free.
Everything is packed well, padded with anti-shock foam. The box is original, factory, just turned inside out so that the inscriptions are not visible.
The printer is supplied as a kit, the parts of which are laid out in compartments made of the same shockproof foam.
Everything is laid out in two “floors”, acrylic and aluminum body parts, fasteners, motors, belts, electronics, wires and everything else.
There is even a couple of screwdrivers and a wrench included, in principle, the printer can be assembled right out of the box, without the need for additional tools.
Packages with fasteners - labeled according to the diameter and length of screws, type and diameter of nuts.
Also included is a USB card reader with an 8 GB MicroSD card installed in it, which contains all the necessary documentation and software.
The contents of the flash drive are instructions for assembly and operation, a list of parts, ready-made models for test 3D printing. In the Software folder - the printer driver, the Repetier - Host editor for slicing and printing 3D models and a link to the site for downloading the latest version of the editor.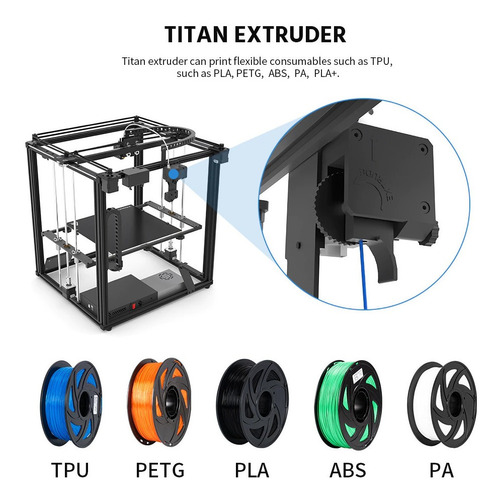
Assembly
The printer is assembled, even in the absence of experience, in 3-4 hours without haste. The instruction is in English, with pictures, everything is clear and intelligible.
Just do exactly what is shown in the instructions step by step.
I want to draw your attention right away that when installing moving blocks, a significant backlash is noticeable, yet this is a budget model. I got rid of the backlash quite simply - I increased the outer diameter of the rollers using tape cut along the length.
This is how I corrected the backlash on the X and Z axes. The print head itself is not backlash.
When installing rubber belts, we put tension blocks with rollers not at the very end of the aluminum profiles, but closer. And after the belts are fixed on the printing table or head, we move the blocks to the end, pulling the belt and fixing the block with screws.
And after the belts are fixed on the printing table or head, we move the blocks to the end, pulling the belt and fixing the block with screws.
The last - step 26 - is the assembly of the control module - the motherboard is installed in the case. But before assembling the case, you need to connect all the wires, it is more convenient to do this at the very beginning of the module assembly.
The final assembly step is the wires. There are quite a few of them, and in order not to suffer, I immediately packed them into a complete plastic box-harness. It is enough to pack all the cables from the control module to the printer.
Finally the assembly is completed. I did not immediately begin to peel off the protective paper film from the acrylic, so as not to scratch the case during assembly.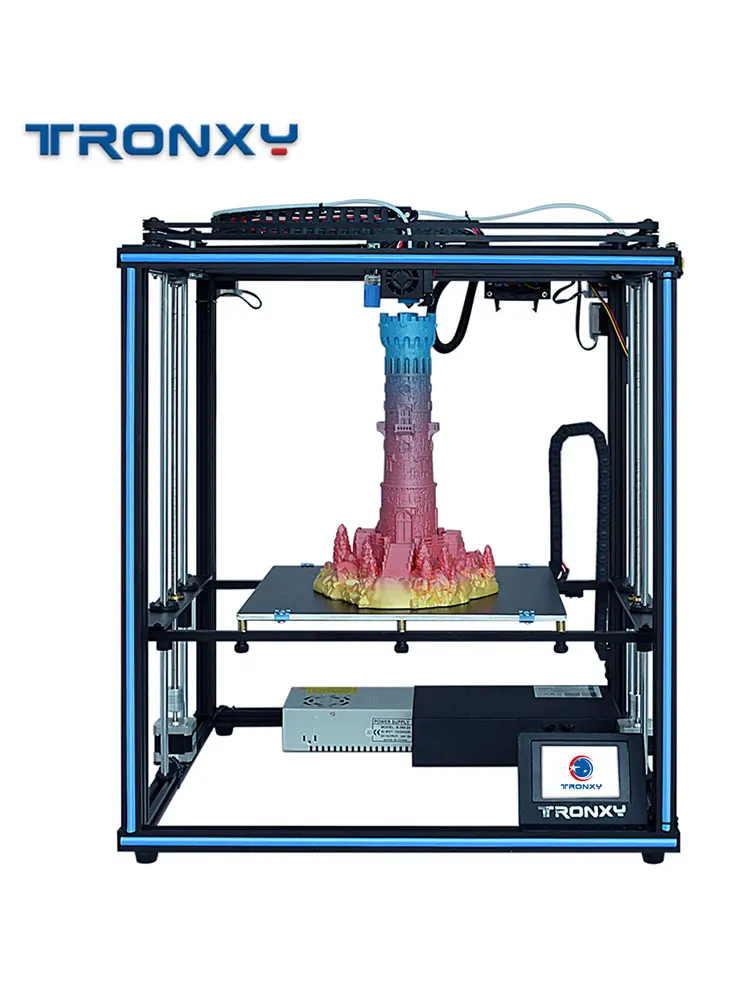
The mysterious soul of a Chinese manufacturer. With a generous hand, he poured in fasteners, which was more than enough and there was still a lot left, but instead of one test rod of PLA plastic for printing, I got a bag of scraps. I don't even know how to adequately comment on this.
Turning on the printer for the first time
Turning on the printer for the first time to make sure it works and everything went well.
Using the control keys and the screen, I set the print head to its initial position, making sure that all axis motors are connected correctly. The description of the menu and button actions is described in the attached file - Operation Instruction.
Next is the table setting. The print head is manually set slightly above the table, a limit switch is adjusted to this position.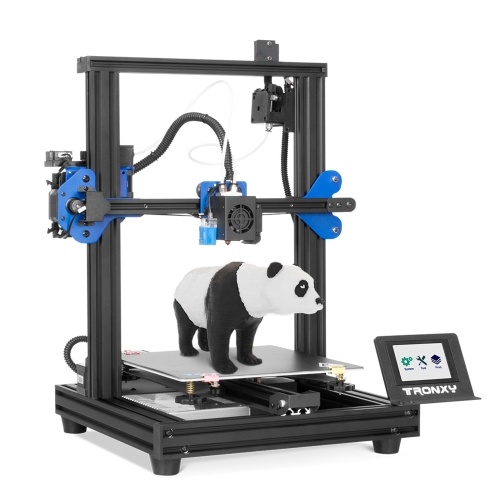 Further, also manually, under the head set to 0, the printing table is adjusted with the help of screws and springs, so that a sheet of paper passes between the nozzle and the table. For all angles.
Further, also manually, under the head set to 0, the printing table is adjusted with the help of screws and springs, so that a sheet of paper passes between the nozzle and the table. For all angles.
Due to the fact that I got rod stubs instead of a whole piece, I had to limit myself to test printing. For it, I used an example gcode file from a flash drive. First, the printer warms up the nozzle, quite quickly. Printing begins with a small substrate, slightly larger in area than the object being created. The printing process looks fascinating, first the head prints the outer walls, then the inner reinforcing structure.
The first pancake, of course, is lumpy. Initially, I did not install the printer quite evenly, which caused the geometry to go wrong, and secondly, I had to manually push the pieces of the bar, because of which the continuity of the feed suffered, which instantly affected the part - in some places the head simply passed empty.
Immediately on the same stubs, I made another attempt - the printer is already level, and I got a little used to the rods, far from ideal, but much better. By the way, when printing, 60 watts of energy are consumed. It is necessary to pay attention to the gear of the bar - install it with a screw so that it does not slip and does not stop from excessive effort.
Comparison of parts of the first test, PLA plastic
First part, noticeably beveled in the direction of the vertical, gaps due to uneven feeding of plastic pieces. Lucky layers look pretty good.
View from the most unfortunate side of the test piece, large gaps, and then “sausages” of plastic that just started to come out into the air.
Filling of the upper part of the part, dips are also visible where the plastic was missing.
Re-printing on the right - the geometry is already normal, training on the first part makes it clear, there are much fewer gaps.
Normal transition from square to round section, upper part of the part is practically flawless.
Upper part, piece of plastic finished, a little short of half fill. But there is a part that managed to be printed - it looks good.
The most unfortunate side of the part - stopping the feed within a second immediately irreversibly destroys the part.
The side on the platen is perfectly smooth to the touch. By the way, it peels off the table without much effort.
Video version of the review up to this point
Experiments with ABS plastic
Of course, I heard that without a heated table you should not expect a good result from ABS printing, but I thought that I’m not printing a space rocket, I'll try to sample half a kilo of ABS.
Experiments began not only with different types of slicers, but also with different table surfaces. Here are my attempts to print out an adapter for a euro socket for a triple Chinese plug of a Xiaomi gateway.
In the photo below (left photo is the lower part, right is the upper part) - from left to right is the Cura slicer, default settings on the complete table, only the heating temperature is set (except for the printer parameters), the Slic3r slicer - I already tweaked the settings a little printing on masking tape, and again Cura, already more thoughtful settings - the filling is raised to 30%, all maximum speeds are set to 40 mm / s - on masking tape with PVA glue applied to it (you have to wait for it to dry).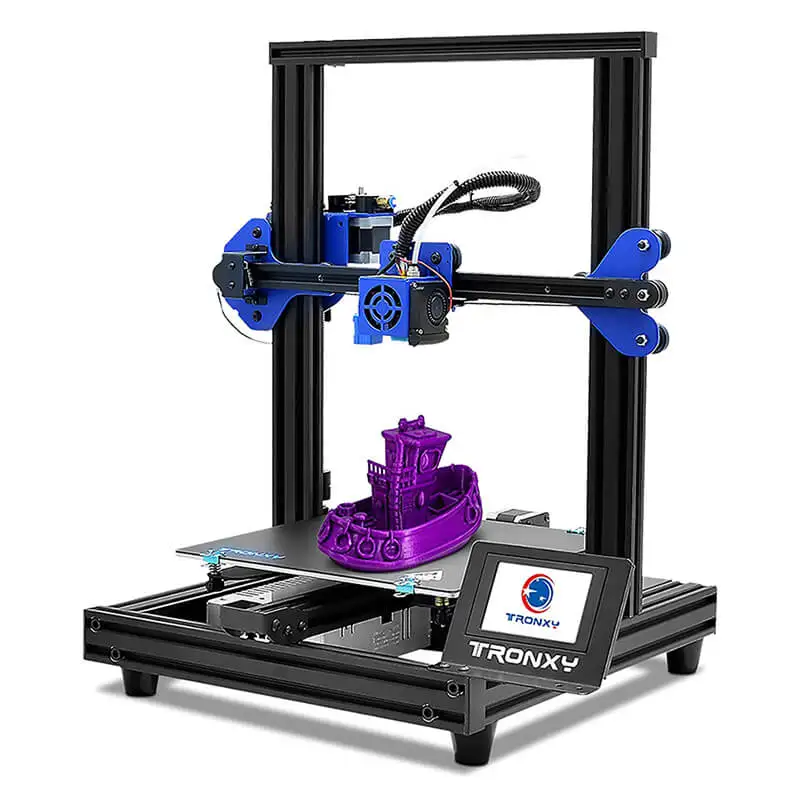 While this is the best result, but certainly far from ideal.
While this is the best result, but certainly far from ideal.
The third option I already considered it possible to use - for this,
Next, round contacts from the simplest and cheapest collapsible plug from Leroy Merlin are screwed on and a printed adapter is put on top of this whole thing
The third contact performs its role - grounding, and contacts the grounding of the euro socket. I planned to glue the adapter with a glue gun, but due to the protruding screws, it sat tight - I did not glue it.
Fits perfectly into the outlet, like a native, much better and more reliable than using a conventional adapter.
Next, I tried to print a wall bracket for a Dafang 1080p camera. On the left is the Slic3r slicer on masking tape, on the right are the Cura + PVA settings already tested on the adapter. In the first version, the round stand peeled off during the printing process, it came out much thinner than planned and curved, on the vertical part there are incomprehensible “sausages” of plastic at the top. The second option turned out with a normal thickness, almost even, filling is better, there are “sausages” but much less.
View from the other side. The second option is much better, but far from ideal, although it can already be used. I hope I will be able to get rid of the strange gaps between the perimeter of the part and the inner fill, this is especially noticeable at the transition from the round platform to the vertical holder.