Trimmer line 3d printing
3D Printing Trimmer Line — CNC Kitchen
IMPORTANT: Please make sure to only 3D print trimmer line in well-ventilated areas where you're not constantly present. As some of you pointed out, some materials that are not primarily intended for 3D printing can release TOXIC FUMES when heated!
More information: https://www.instructables.com/Is-3D-Printing-Safe-or-DIY-Testing-for-HCN-from-/
If you ever used a garden trimmer, you might have noticed the trimmer line that's used resembles 3D printing filament closely and is often made from Nylon. Not everyone has a roll of Nylon at home because that's usually quite expensive and often not the easiest to print with. So my question was if trimmer line from the hardware store is a feasible alternative to real 3D printing filament if you, maybe just need it for a small part and don't want to spend half your allowance on a kilogram spool? So, I headed to my local hardware store and found Oregon trimmer line that's even 1. 7mm in diameter. The roll with 15m, which is around 42g cost me 2.79€ and if you do the math, you end up not that much more expensive than if you would buy filament, and hey, it's available in your hardware store and you don't need to buy a full spool. There are half and full pound rolls available that are a bit cheaper per kilo. I was quite surprised that the diameter of my Oregon trimmer line was pretty consistent and basically perfectly in the range of what normal 3D printing filament has. Even the product description says that it's made from a Nylon co-polymer that's fortified with additives so it lasts longer and breaks less. Not too bad for mechanical parts, if we're able to print it!
1.7 mm trimmer line
So I guess let's load it into the E3D Toolchanger and see if it prints. I estimated a nozzle temperature of around 250°C since that's usually the lower range at which Nylons print. While loading the line, I already noticed what I feared but also expected. Nylon is quite a hygroscopic material meaning that it absorbs moisture that boils off if you melt it and ruins your prints. When you check the Oregon product page, it even tells you to keep the line moist so that it's less brittle. That resulted in quite a bit of steam and bubbles all over the extruded filament. Well, let's still find out how our 3D prints would look if we printed trimmer line, really right out of the box. I used 105°C on the glass bed and covered it with glue stick for better adhesion.
Nylon is quite a hygroscopic material meaning that it absorbs moisture that boils off if you melt it and ruins your prints. When you check the Oregon product page, it even tells you to keep the line moist so that it's less brittle. That resulted in quite a bit of steam and bubbles all over the extruded filament. Well, let's still find out how our 3D prints would look if we printed trimmer line, really right out of the box. I used 105°C on the glass bed and covered it with glue stick for better adhesion.
Moisture Bubbles
Printing still worked surprisingly well and the material didn't jam and left us with a foamy 3DBenchy that also was a bit stringy, which is to expect at this level of moisture. Also, the Lumpy Bumpy Vase I really started liking to use for benchmarking showed it's own esthetic with a foamy texture. Unfortunately, that also resulted in material building up at the nozzle from time to time that then wiped away and left nasty marks on the vase. Overall, the print results were not great but also not horrible. Layer adhesion was there, and the parts didn't just crumble apart. The parts have a really nice flex as I know it from other Nylon prints. Not the worst start, and trust me, we can make it better!
Overall, the print results were not great but also not horrible. Layer adhesion was there, and the parts didn't just crumble apart. The parts have a really nice flex as I know it from other Nylon prints. Not the worst start, and trust me, we can make it better!
3DBenchy
Lumpy Bumpy Vase
We've obviously seen that the trimmer line contains quite an amount of moisture and is therefore not in the perfect condition for 3D printing. But let's dry it and see how that changes the results. Most polymers absorb water, and that's bad for the printing process and also mechanical properties. Almost all will benefit if we get rid of most of it. So I tossed another donut of trimmer line, yes that's how they call it, into my food dehydrator, turned the temperature all the way up to 70°C and left it in there. I regularly put the trimmer line on a scale since I didn't know how long we need to leave it in there. All in all, dried for almost a day in which I was able to remove more than 3% of moisture in the material, which is significant! Around 12 hours might have already been sufficient, but in this case, the drier, usually, the better.
All in all, dried for almost a day in which I was able to remove more than 3% of moisture in the material, which is significant! Around 12 hours might have already been sufficient, but in this case, the drier, usually, the better.
Drying Graph
I took the makeshift filament out of the dehydrator and directly tossed it into a dry box because moisture pickup can be quite rapid, and I wanted my upcoming results to be as consistent as possible. So let's now take this material and print out exactly the same G-Code of the 3DBenchy and the Lumpy Bumpy vase as before.
3DBenchy
Lumpy Bumpy Vase
Now look at this. I dare to say that those are probably one of the nicest looking prints I have seen in a while, and remember, they were printed with trimmer line from the hardware store! Extrusions are consistent, surfaces look nice and smooth, and stringing is minimum! Look at those bridges and overhangs! Incredibly impressive, or what do you think?
I think I was able to show, that if you dry this makeshift filament from the hardware store, it seems to print better and easier than even some commercial filaments! The most important question still needs to be answered; Is hardware store trimmer line also usable for mechanically stressed parts? To answer that question, I first printed 3DMakerNoobs temperature tower to see how the print results change at nozzle temperatures between 230°C and 270°C. I started at the highest temperature and then lowered it in 10°C increments for every step. The results didn't differ as significant as one would expect. The only major thing is the higher amount of stinging at raised temperatures – everything else looked basically the same. If I aim for the best material strength, I tend to break the small spikes with my finger to see if there's a difference. 270°C and 260°C snapped in the middle, 250°C and 240°C at the base but kind of stayed connected, and the lowest temperature just cleanly snapped away without leaving a mark. In the end, I decided to go with 255°C for the strength test samples and no cooling fan.
I started at the highest temperature and then lowered it in 10°C increments for every step. The results didn't differ as significant as one would expect. The only major thing is the higher amount of stinging at raised temperatures – everything else looked basically the same. If I aim for the best material strength, I tend to break the small spikes with my finger to see if there's a difference. 270°C and 260°C snapped in the middle, 250°C and 240°C at the base but kind of stayed connected, and the lowest temperature just cleanly snapped away without leaving a mark. In the end, I decided to go with 255°C for the strength test samples and no cooling fan.
Temperature Tower
The test coupons were printed on the Prusa Mk3, which sits in my basement, because I wanted to have the slight smell during printing out of my office. I again printed on a layer of glue stick that I put on the PEI sheet. Bed adhesion was quite good at the 105°C I used and no part lifted during printing. Since I had a limited supply of material, I only printed my test hook, mini tensile samples, four vertically and four horizontally, and three impact test samples.
Since I had a limited supply of material, I only printed my test hook, mini tensile samples, four vertically and four horizontally, and three impact test samples.
Test samples on Prusa Mk3
I didn't test the parts directly, because as we've already talked about before, Nylon significantly changes its properties once it absorbs moisture. Water is acting as a plasticizer and makes it less brittle and more ductile. This is the same with injection molded Nylon, where parts need to be stored for a bit until they are used or companies even put them in conditioning chambers with raised humidity and temperature to quickly raise the moisture level to a height that they also would reach after a couple of weeks in open air. For my part, I stored the samples for 28 days in my office and checked the moisture content regularly with a scale. Even though the parts were not yet at their steady-state level, they already absorbed 1. 3% moisture, probably resulting in more realistic strength values, so I went with that.
3% moisture, probably resulting in more realistic strength values, so I went with that.
Moisture uptake over 28 days
Let's start with the tensile strength. I put the samples, one after the other, into my DIY universal test machine, where they are loaded at a constant speed until they fail. Let's first look at the horizontal specimens. The average tensile strength was 38MPa. This doesn't make it the strongest material but what's significant is the amount the material yielded until it failed. And technically speaking, in the end, the material didn't break, but the individual layers separated from each other. Let's next take a look at the vertical specimens. I didn't have high hopes for layer adhesion because one sample already broke while handling, and the spikes on the test tower also were not crazy strong. The average strength was 27MPa, which is way more than I expected and 70% of the lying samples. The only thing is that the results scattered quite a bit and only one failed at the section where it was supposed to. Though with the other ones I had the impression that they failed at printing defects where material that stuck to the nozzle wiped off. Toughness also was way lower, but that's pretty common. So quite impressive results, again for hardware store trimmer line!
Though with the other ones I had the impression that they failed at printing defects where material that stuck to the nozzle wiped off. Toughness also was way lower, but that's pretty common. So quite impressive results, again for hardware store trimmer line!
Tensile test results
Let's next test my usual hook that I use for simulating a more realistic loading scenario with tension and bending. The hook was able to bear around 30kg of load. I say around 30kg because due to the flexibility and toughness of Nylon it bends rather than brakes.
Test Hook
Let's finally take a look at the impact strength. The product description of the trimmer line already praises the material being fortified with additives so that it lasts longer and breaks less. Let's see if that's true. The samples are clamped in a small vice and then impacted by a hammer with known potential energy. The tougher the material, the more energy it absorbs during the impact and the less far the hammer swings after hitting the part. The samples absorbed an astounding 75 to 92% of the hammer's energy resulting in an average impact strength of 51 kJ/m² and therefore becoming the new king of impact strength in all the tests I did so far! Amazing!
The tougher the material, the more energy it absorbs during the impact and the less far the hammer swings after hitting the part. The samples absorbed an astounding 75 to 92% of the hammer's energy resulting in an average impact strength of 51 kJ/m² and therefore becoming the new king of impact strength in all the tests I did so far! Amazing!
Impact Strength of some 3D printing materials
All right, so let's answer the initial question: Can you 3D print trimmer line? Yes you can and not only does it kind of work; after drying the material for a night, it performs better than I ever imagined! Printability is excellent even working at temperatures that Bowden hotends could handle, and quality is awesome. Material strength is similar to what I've seen in the past with other Nylons with decent layer adhesion and impressive impact strength. So if you're in the hardware store next time, maybe check the garden equipment aisle and see if you can find some of it. If the diameter is below 2mm I'm quite sure you could also get away with the other shapes that they sell and just adjust flow accordingly. My Oregon trimmer line wasn't that expensive and you have the advantage that you don't need to buy a full roll to start with.
If the diameter is below 2mm I'm quite sure you could also get away with the other shapes that they sell and just adjust flow accordingly. My Oregon trimmer line wasn't that expensive and you have the advantage that you don't need to buy a full roll to start with.
Buy 1.7 mm / 0.065" Oregon trimmer line (Affiliate): https://geni.us/Saus
Stefan Hermann
0 LikesCan You 3D Print With Trimmer Line or Fishing Line? – 3D Printerly
Some people wonder whether you can 3D print with a trimmer line since it uses similar materials to 3D printer filament, so I decided to write an article answering this question.
Yes, you can 3D print with either a trimmer line or a fishing line. It used to be a common form of 3D printing material when filament wasn’t so popular. You can still create great 3D prints using nylon string trimmer line or fishing line. It’s a strong material to print with and has excellent flexibility.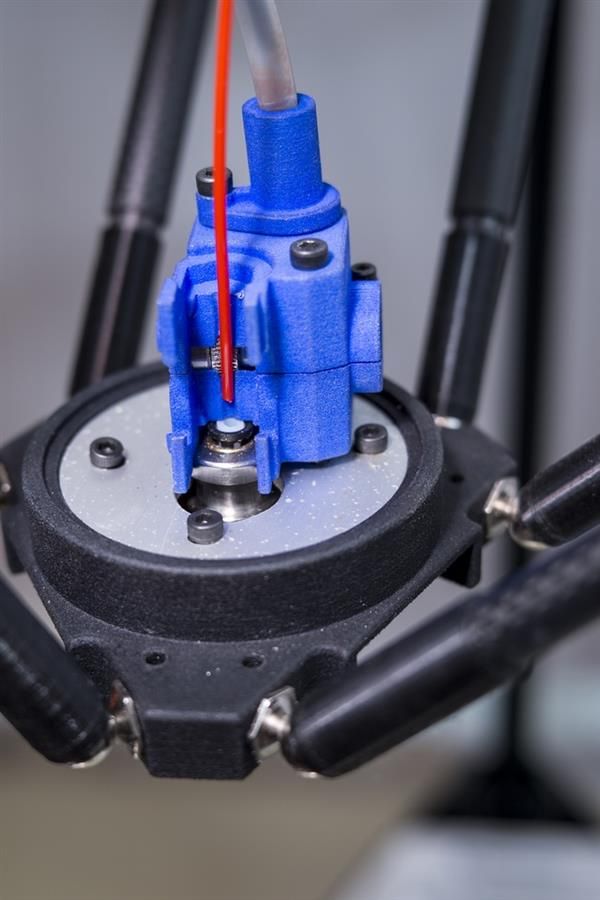
A trimmer line and a fishing line have many things in common. The only difference between a trimmer line and a fishing line is that a fishing line is designed to be reeled up on a reel and not to remain in coils.
So the fishing line is flexible, easily bent, or molded. The Trimmer line on the other hand is stiff and generally doesn’t favor being bent easily.
Keep on reading through this article for some more detail about 3D printing with trimmer lines.
Can You 3D Print With Trimmer Line?
As earlier mentioned, you can. Not everyone has a roll of Nylon at home; even if you do have, they are not easy to 3D print with and they can be pretty pricey.
Since trimmer lines provide a cheaper alternative to real 3D printing filament, it is an alternative that some people have thought about using.
Trimmer line is made from a Nylon co-polymer that has been fortified with additives that can last longer and don’t break easily. 3D model parts that are printed with trimmer lines as 3D printing filaments have consistent extrusions.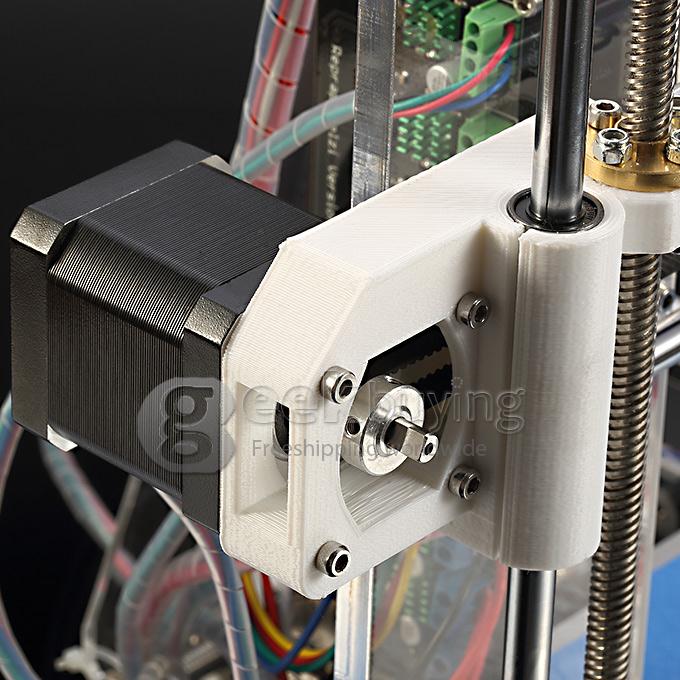
The surfaces are smooth, they have minimal stringing and their appearance is generally nice.
Trimmer lines or wires can even better than other makeshift commercial filaments in some cases. Trimmer lines are usable for mechanically stressed 3D model parts.
The tensile strength of printed models when trimmer lines are used is not far off from what is expected of real 3D filaments.
They are known to hold well, mostly without any rafts. The layer adhesion is top-notch, as some users mentioned that the printed models do not break on handling.
To get a better printing results, dry the material at night and watch it transform into a better quality, regardless of the temperature of the environment. Nylon is very hygroscopic, meaning it quickly absorbs moisture from the environment.
The material strength is almost identical to what you’ll ever get to see with other Nylons that have decent layer adhesion and impressive impact resistance.
Another advantage of using a trimmer line in place of real 3D printing filament is that, in addition to it being cheaper, you don’t have to buy the full roll to start with. So, if you only need the trimmer line for a small part, you can buy just what you need.
Things to Keep in Mind When 3D Printing with Trimmer Line
It is important to always be sure you are 3D printing with a trimmer line in a well-ventilated space, and in a place where you won’t be spending too much time.
The reason? Some who have used trimmer lines in the past have pointed out that the printing could release toxic fumes into the air when heated.
It is better to 3D print parts of a model with trimmer lines and not the entire model. If the entire model is done with trimmer lines, the model may not last as it should.
Many who have been successful with trimmer lines have advised against using it for an entire 3D printing project.
For the models to come out nicely, they need to be dried well because they always come out moist. A user suggested drying it in an oven and up your extrusion multiplier. Some people have said it shouldn’t be over dried because a little moisture helps with bed adhesion.
Keep the diameter of the trimming string very close to 1.75mm, and be consistent with that range. It is important if your 3D printed model is to come out as expected.
One user actually managed to get their Nylon string trimmer line 3D printing at a 1.6mm diameter, and it still came out pretty good. Their filament diameter was still set at 1.75mm – check the video of that below.
Can You 3D Print With Fishing Line?
You can 3D print with fishing line with the right parts and settings adjustments, but a good amount of testing may be needed. You’ll need to change the filament diameter in your slicer to the diameter of the fishing line. Test different temperatures and dry your filament before use.
One user tried this out with just 1.2mm diameter fishing line and got great results by taking a 3mm PEEK JHead hotend that he modified to print 1.75mm filament.
He just changed the 3mm PTFE tube to a 1.75mm tube, inserted the trimmer line, changed the filament diameter in his slicer, and got to printing.
Depending on the quality and properties of the fishing line you buy, as well as temperatures and the ability of your 3D printer, you may get different results.
Simply using your 1.75mm 3D printer and hotend could work well. I’d recommend using a Capricorn PTFE tube since it has a tighter filament tolerance and smoother inner surface.
Some people have mentioned that there may be a limitation to 3D printing fishing line in some cases, where it would work better with a model that didn’t require many supports.
If your model does not need support, and it is something fairly solid or simple, a fishing line is a cheaper option that could work well.
It’s even possible to dye your Nylon material because it is very absorbent to colors. Someone even managed to dye the fishing line with vinegar and food colorant before printing, resulting in some pretty great 3D prints.
Whether you do this or not, and the color of Nylon dye you use, is entirely your decision to make.
Things to Keep in Mind When 3D Printing with Fishing Line
To get the best result, keep the printing temperature between 180-220°C. Keep the heat bed too at 50°C. If the heat bed is colder than that, the mold will get sticky.
The print may come out moist; it is your responsibility to dry it since it is very sensitive to humidity.
No matter what sound you hear, either click or cracks, do not put your nose or eyes directly in the nozzle. This is because the printer will release toxic fumes during printing, though some people said it can be extracted just fine.
Conclusion
While trimmer lines and fishing lines are cheaper alternatives to a real 3D printer filament, it is still best to go for a proper 3D filament because the difference in pricing is not that much.
There seems to be more effort to put in with finding good quality lines that would work, as well as the temperature settings/bed adhesion.
They are not manufactured with 3D printing in mind, so you are more likely to get printing failures with them compared to Nylon that is manufactured by a reliable 3D printing brand.
And again the trim line.
Technical
Follow author
Follow
Don't want
33
First, listen to this divine sound of crunchy nylon =)) :
Well, I'm reading 3dtoday and I see that people are actively developing (mountain) trim lines. Namely, printing them. Well, I think, oh yes, and I'll try, since there is where to apply it. For example, gears in models, etc.
[Too lazy to read: min. the gear module on Anet A8 with a nozzle of 0.2 turns out to be 0.6, it's like the size of the teeth in the gears of cars, toys, children]
My choice fell on a DDE line. Here it is:
In contrast to the ABS and HIPS rod, it cannot be broken in any way, even bent, and even then it is problematic, nails can be broken.
Decided to google about the line composition. I went to the official docks from the manufacturer:
I look and see that it consists of some kind of Luran S. Fortunately, the well-known plastic and Google brought to Wikipedia that this is nothing more than ASA 9 plastic0003
In the same googling, I found out that ASA is from the ABS group, and should be dissolved with acetone . .. nooo..even nifiga it does not dissolve.
.. nooo..even nifiga it does not dissolve.
Apparently, the domestic franchise of this DDE does not use expensive automated control systems, but cheaper nylon [however, nothing new].
Well, okay, other manufacturers look at the labels or 'polyamide' or 'nylon' written. Well, figs with him, we will print.
And so, layer 0.1, nozzle 0.2. Speed 20mm/s. Temperature 250g, table 120g. Nylon begins to melt somewhere from 240
Gear with module 0.7
Trying to print:
What can I say, the shrinkage is terrible, the edges will fold even with a skirt. but! But when I increased the width of the skirt to 15 lines, everything began to hold on normally. By the way, I printed on BF-6 and clean wiped glass, didn’t wrap or lift anything (although the gear itself is small).
Solderability of athas layers, the skirt cannot be torn off by hand like in PLA/ABS. I had to cut each tooth with a scalpel.
You can see a slight elephant foot effect, but not much.
Trying to crack the gear with wire cutters. It did not crack in layers, when biting through, it feels very strong compared to the same traditional ABS / PLA.
Well, the last test, in fact, why did I print it. We put on the studs + bearing, put one drill 2k ohm / min and twist. I twisted them for about 7 minutes while watching a video on YouTube in headphones.
No wear, at least to the eye. (Those roughnesses that are in a circle on one - it was I who tried to grind it with a spatula). Similar gears with ABS after a minute of torsion warmed up and soldered.
Conclusion, what kind of fishing line, but nylon and nothing from ASA, you can still look in the direction of large reels at a tempting price / kg .
Beaver everyone, buy fishing line and print gears =)
Subscribe to the author
Subscribe
Don't want
33
Even more interesting articles
APToni
Loading
11/01/2022
2264
13
Subscribe to the author
Subscribe
Don't want
Installing Klipper on a Debian 11 machine.
Recommended hardware...
Read more
2
Follow author
Follow
Don't want
All inclusive (LA, Beziers, Dougie). The temperature limits have been raised to 290/130, and this is the main reason why...
Read more
AKDZG
Loading
14.02.2015
843444
362
Subscribe author
Subscribe
Don't want
Many 3D printers run the popular Marlin firmware. Firmware initially config...
Firmware initially config...
Read more
View from the side of the head / Habr
General view - how to use them, native analogies. Humble reality. Only FDM, only home, live - but from the inside and in detail. Hotend? In the context, with zones and a temperature graph. Advantages and disadvantages, properties of various solutions in the design of printheads. Features of printing with a trimmer line, and experiments on obtaining tables of optimal settings for high-speed printing with capron (nylon). conclusions from them. On the organization of a good supply of a nylon rod in an extruder. Everything is very exciting and dramatic.
A lot is written about 3D printers now, they write with enthusiasm, many models and technologies are described, as well as many of their skills. And now, I am standing in front of you, a simple Russian man from Lithuania (C), with a 3D printer. Of course, I assembled it myself. Not from a set - a year and a half ago, there were few sets, and they were expensive.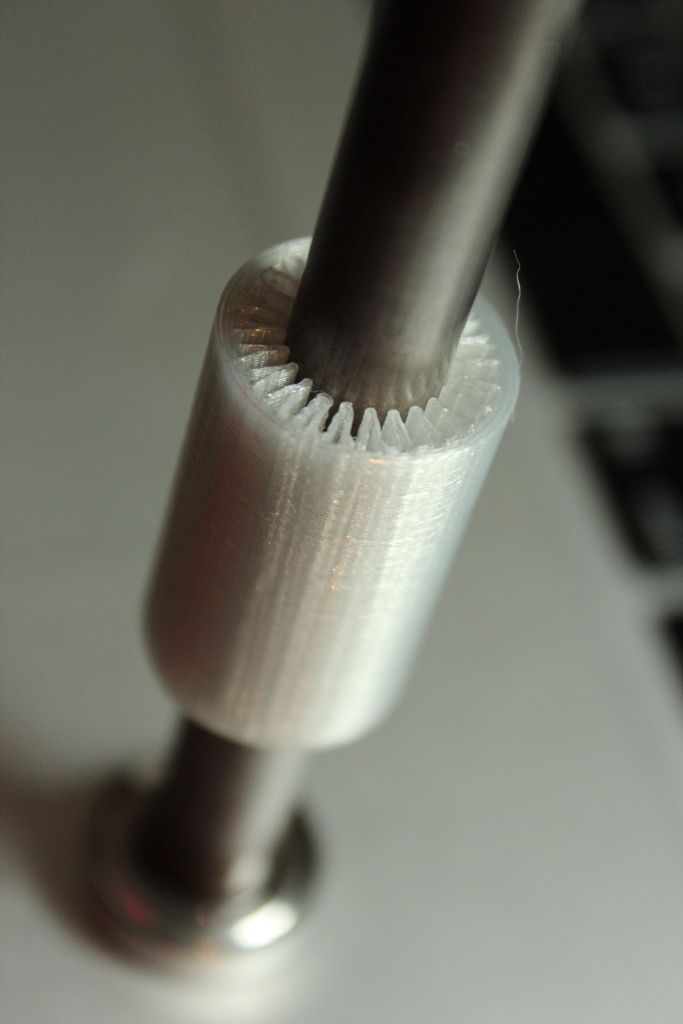 I planned and chose everything myself, focusing exclusively on the Internet. But I don’t want to talk about this, I want to talk about what happened later - after it was built, and I think the questions are - Why is this? - What can he do? — Why are they buying it? - many people who are passionate about technology ask themselves.
I planned and chose everything myself, focusing exclusively on the Internet. But I don’t want to talk about this, I want to talk about what happened later - after it was built, and I think the questions are - Why is this? - What can he do? — Why are they buying it? - many people who are passionate about technology ask themselves.
Let's go in order: first I built it. It was very interesting, in the sense that I had to constantly solve many technical issues, find the reasons for abnormal work - by calculation, often by indirect signs. A sort of game of technical riddles. Earned. Adjusted. I saw a lot of possible improvements. Made a few - with great pleasure. Then he developed a really convenient end sensor assembly for the printer. I even sold it once. Well, a set of sensors - you won’t get rich on this, but what a pleasure I got from the sincere gratitude of the buyer. Having fiddled with the print head, I was convinced that, despite the good workmanship (branded MK IV), it also has a number of drawbacks.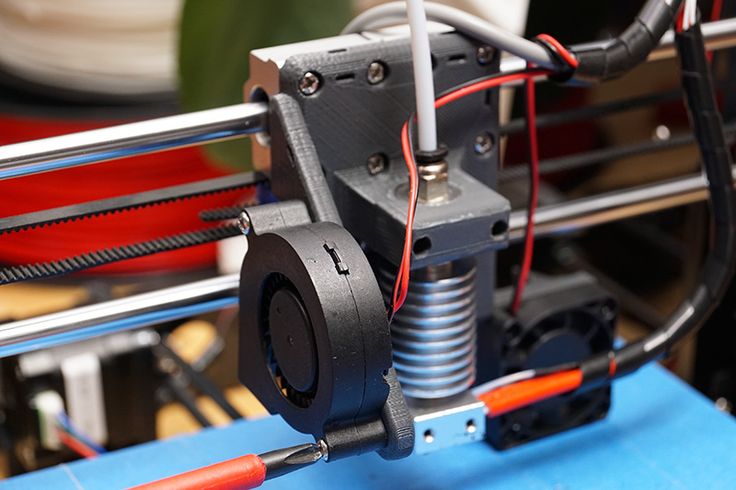 Yes, and there was only one - and buying more is expensive. I developed my own - you will laugh, the first time something turned out, although not perfect. True, I didn’t blind like that, but carefully studied what was available, read what they wrote, and only then did it. Then he began to understand. Set up experiments. There was a long break - disappointment and depression, but this is not connected with printers, so, a straw that broke the elephant's back. Now I have 4 heads, different diameters, and the printer prints three times faster than is considered normal and prints with a layer of 150 microns. Moreover, it prints not with expensive imported filament, but with cheap fishing line for trimmers. It turns out very, very strong, although not without tricks.
Yes, and there was only one - and buying more is expensive. I developed my own - you will laugh, the first time something turned out, although not perfect. True, I didn’t blind like that, but carefully studied what was available, read what they wrote, and only then did it. Then he began to understand. Set up experiments. There was a long break - disappointment and depression, but this is not connected with printers, so, a straw that broke the elephant's back. Now I have 4 heads, different diameters, and the printer prints three times faster than is considered normal and prints with a layer of 150 microns. Moreover, it prints not with expensive imported filament, but with cheap fishing line for trimmers. It turns out very, very strong, although not without tricks.
Let's talk further about the picture, but now:
So, definitely, I got a convenient tool to make a little thing out of plastic and a lot of positive emotions from technical creativity, improved my skills in solving technical problems. Something like that. But don't forget that I was being trained as a scientist and chemist-technologist. i.e. I already had certain skills and owned the methodology for finding the result, besides, I was also an amateur electronics engineer and computer scientist.
Something like that. But don't forget that I was being trained as a scientist and chemist-technologist. i.e. I already had certain skills and owned the methodology for finding the result, besides, I was also an amateur electronics engineer and computer scientist.
So the mass character of this method of acquisition is questionable. Now I was reading another article on Habré about Them, and it reminded me of something ... since I have old scientific and technical journals, I can remember. So, in the 60s, 70s, 80s, more and more was written everywhere about the wonderful possibilities of computers, they became more and more, they became smaller, and in life they appeared little by little and from afar. Then they will bring a printed sheet with the calculation of the salary - it’s also with errors! That train tickets, in Moscow, suddenly becomes unusually good to buy. Then Household Computers appeared - BK-0010, Radio-86, Mikrosha - they were mainly used for their own technical creativity, it was difficult and inconvenient to actually apply them. They came up with thousands of unconvincing and inconvenient applications, they were modernized - I had a Radio-86 with 56K (!) Memory and 64K ROM (!) - it contained all the necessary programs, and at that time there were areas in industry where there was no computer no longer manageable. But how far they were from the people! (C). It was very similar to the current situation with 3D printing now: - a lot of "radio amateurs", fiddling with their small FDM printers (i.e. - those that print in a trickle of something), and at this time, dentists and jewelers are already using them to the fullest. Physicians, so far in single copies - but they are used where, due to the singularity of production, it would cost too much
They came up with thousands of unconvincing and inconvenient applications, they were modernized - I had a Radio-86 with 56K (!) Memory and 64K ROM (!) - it contained all the necessary programs, and at that time there were areas in industry where there was no computer no longer manageable. But how far they were from the people! (C). It was very similar to the current situation with 3D printing now: - a lot of "radio amateurs", fiddling with their small FDM printers (i.e. - those that print in a trickle of something), and at this time, dentists and jewelers are already using them to the fullest. Physicians, so far in single copies - but they are used where, due to the singularity of production, it would cost too much
It turns out that we have received another tool for the development of technical progress. So far, only this. But medicine is at a low start, it is preparing to start using them actively, and this is understandable, medicine is a science-intensive industry. You can probably find quite a lot of such places, but it would be dishonest to lay out to Habr's readers only a bunch of bare reasoning - even if it's on the topic, even if it's honest.
You can probably find quite a lot of such places, but it would be dishonest to lay out to Habr's readers only a bunch of bare reasoning - even if it's on the topic, even if it's honest.
So, today I want to tell you about how one of the components of our home printer works - the print head. You say - yes, what is there interesting! The plastic melts and flows out through the hole. If in three words - then so, but dozens of different models of heads fall under this definition, among which there are completely unsuccessful ones - people constantly clean them and curse dirty plastic. Oops, I have some doubts about that. There are heads that will only work fine with PLA-polylactide. Although it is very environmentally friendly, it is far from being good everywhere. Rather, it is good because it is easy to make a cheap and stable printer for it. There are heads that degrade quite quickly from work, especially when working at high speeds and with plastics that are not too fusible. I will try to tell you in an interesting way, the general patterns, which I partly dug up on the Internet, partly found myself - I had to put a lot of experiments and think a lot, it happened to get confused in all this, so if my opinion does not coincide with yours, please do not strongly beat, and take into account what I write based on the results of measurements of my system, so they may differ from the usual ones. I tried to check everything - to one degree or another. Think, try, maybe you will benefit from this information.
I tried to check everything - to one degree or another. Think, try, maybe you will benefit from this information.
So, let's talk about the heads of the most common type of printers so far - printers, where a line of one or another plastic turns into a printed object. Fishing line is usually called filament or welding rod. Its material is usually ABS plastic, which means - Acrylonitrile-Butadiene-Styrene - a fairly common plastic, PLA-Polylactide is also common, this name in Russian is correct, despite the direct translation from English that contradicts it - this polymer is specially produced for 3D printers. However, theoretically almost any thermoplastic can be used. In practice, they use - nylon / nylon, polyvinyl alcohol - it can dissolve in water and others. PLA plastic is loved by printer manufacturers because it has the least problems, parts from it are obtained in almost any conditions. There are rumors of craftsmen printing on many other types of plastic.
So - the part of the printer, in which the filament melts and the molten polymer stream is squeezed out, is called the print head. An important part of it is the extruder, a unit that captures the filament and pushes it into another, heated part of the head - the hot end. She is in the picture above. Let's look at a picture of a hot end in a section, and how the temperature is distributed. Must thank colleagues at reprapology.info/archive/1422/rheology
An important part of it is the extruder, a unit that captures the filament and pushes it into another, heated part of the head - the hot end. She is in the picture above. Let's look at a picture of a hot end in a section, and how the temperature is distributed. Must thank colleagues at reprapology.info/archive/1422/rheology
- from this page I got the initial idea of how the melting and extrusion of the melt thread from the head takes place. A little bit according to the scheme: purple outside the head is a heating coil made of nichrome or kanthal, however, a resistor is often used as a heater in heads - this is convenient in production, but reduces the reliability and uniformity of the heating field, since the resistor is located locally, therefore it experiences local overheating . However, there is no fundamental difference here - a resistor or winding.
The red at the bottom of the head is the zone of molten polymer, it is not uniform, since the polymer changes viscosity over a range of temperatures, and the orange zone is the area where the polymer has already warmed up to plasticity, but is not yet fluid. This zone is very important - in it the plastic rod expands slightly, fits snugly against the walls and turns into a piston, which pushes the melt through the outlet - the die. Green - the zone where significant changes in plasticity have not yet occurred and the bar transfers pressure further without crushing. Different shading depicts a brass head and an aluminum heatsink. The fluoroplastic guide tube is highlighted in white, because of the very low friction, the rod passes through it with minimal resistance. Gray - stainless steel tube carrying the head and heatsink, as well as a liner ring - it avoids mechanical stress on the Teflon tube in the hottest part. This is important - Teflon, under such conditions, is extremely mechanically fragile, so here it rests on steel everywhere - it can leak a little, but not soon, and this piece of Teflon tube is very easy to replace. The stainless steel tube is soldered to the brass head with silver solder, so there are no questions about thermal stability and strength.
This zone is very important - in it the plastic rod expands slightly, fits snugly against the walls and turns into a piston, which pushes the melt through the outlet - the die. Green - the zone where significant changes in plasticity have not yet occurred and the bar transfers pressure further without crushing. Different shading depicts a brass head and an aluminum heatsink. The fluoroplastic guide tube is highlighted in white, because of the very low friction, the rod passes through it with minimal resistance. Gray - stainless steel tube carrying the head and heatsink, as well as a liner ring - it avoids mechanical stress on the Teflon tube in the hottest part. This is important - Teflon, under such conditions, is extremely mechanically fragile, so here it rests on steel everywhere - it can leak a little, but not soon, and this piece of Teflon tube is very easy to replace. The stainless steel tube is soldered to the brass head with silver solder, so there are no questions about thermal stability and strength. The ring (polished from the inside to reduce friction!) is simply inserted inside and pressed down with a Teflon tube from above. Please note - stainless steel should be with low thermal conductivity, for which it was chosen. Usually it's something like X18H10.
The ring (polished from the inside to reduce friction!) is simply inserted inside and pressed down with a Teflon tube from above. Please note - stainless steel should be with low thermal conductivity, for which it was chosen. Usually it's something like X18H10.
On the left, in the picture, you see the temperature plot (approximate graph) along the axis of the tube. I can't vouch for the accuracy of the scale, but the directions must be correct. The farther from the axis with zone markings, the higher the temperature. So let's describe by zones, starting with the last : Top — everything is cool.
Zone 6 - the temperature rises evenly down the tube, since stainless steel has a low thermal conductivity, so the growth is quite fast. There's nothing special here. The Teflon liner works in good conditions, the filament warms up slowly, the heat passing through the tube is dissipated by the upper radiator or holder.
Zone 5 Due to the fact that in it, a small aluminum radiator is put on the tube, the temperature is almost constant and lies in the area no higher than the beginning of the softening of the plastic! The heat flowing through the tube from zone 4 has time to be dissipated by the radiator - since the tube in zone 4 is a thermal barrier between the hot and cold parts.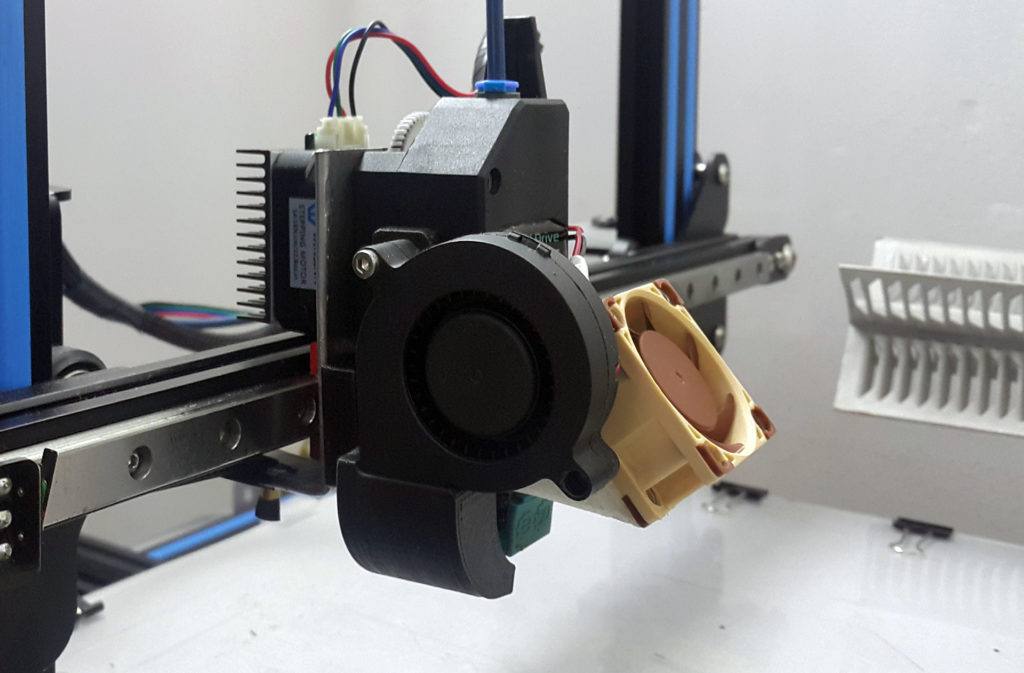
Zone 4 - active plastic softening zone, thermal barrier zone. Its length is not great. Here the plastic begins to heat up to form a cork, which serves as a piston pushing further and further. As colleagues from reprapology.info have shown, if the piston plug increases in length, this leads to printing stops due to increased friction and excruciating cleaning problems. To prevent this plug from growing, a small radiator is used above, in the 5th zone. With the influx of heat through the stainless steel thermal bridge, it heats up, which means it begins to dissipate more heat. Thus, the process self-stabilizes and it becomes not at all difficult to get into the area of stable operation. The heat dissipation by the heatsink is high, and the thermal resistance of the bridge between the head and the heatsink is large, so the temperature rise with distance is high, which means that the optimal operating temperature point for creating a short, efficient piston is likely to fit in this segment. I didn’t even have to bore the stainless steel tube into a cone, as they had to, just slightly polished so that the Teflon liner went in and out well. The ring-liner polished well - from the inside, of course. The size of the lower radiator must be selected so that its temperature is in the region of 100-110 degrees, probably (this is the usual temperature of the printer's desktop). This is done so that as much of the thermal barrier zone as possible is within the likely operating temperature range (plugging!). So, in short, for stable operation of the head, the existence of a narrow zone with high thermal resistance (it is called a thermal barrier) is necessary, in which the temperature would change over a short distance from the operating temperature (we consider 235) to 100 degrees - approximately the temperature of the desktop. I consider it inexpedient to cool the lower radiator below this temperature - it becomes more difficult to control the actual width of the plug formation zone, and a lot of heat does not leak upward through the stainless steel tube, and unnecessary energy losses.
I didn’t even have to bore the stainless steel tube into a cone, as they had to, just slightly polished so that the Teflon liner went in and out well. The ring-liner polished well - from the inside, of course. The size of the lower radiator must be selected so that its temperature is in the region of 100-110 degrees, probably (this is the usual temperature of the printer's desktop). This is done so that as much of the thermal barrier zone as possible is within the likely operating temperature range (plugging!). So, in short, for stable operation of the head, the existence of a narrow zone with high thermal resistance (it is called a thermal barrier) is necessary, in which the temperature would change over a short distance from the operating temperature (we consider 235) to 100 degrees - approximately the temperature of the desktop. I consider it inexpedient to cool the lower radiator below this temperature - it becomes more difficult to control the actual width of the plug formation zone, and a lot of heat does not leak upward through the stainless steel tube, and unnecessary energy losses. Yes! Important! Most heads are rated, or work better, with continuous airflow from a small fan!
Yes! Important! Most heads are rated, or work better, with continuous airflow from a small fan!
Zone 3 - I believe that it is in it that the final formation of the cork takes place, since there is quite a strong heating, this is the junction of the brass head and the steel tube. However, this heat somehow works to melt the filament.
Zone 2 - zone of active melting. When pulling a bar out of a working head (experiments), it was clear that the central part at some distance from the walls remained unmelted, that is, as the theory promises, melting occurs from the walls to the center of the bar. The zone of active heating is chosen quite long - a centimeter and a half. For a rod 3 mm in diameter, this matters, since it warms up more slowly, and it is also more convenient to wind the heater - there is room to turn around.
Zone 1 The temperature is almost stable, gradually decreasing towards the nozzle, it is good to place a temperature sensor here - it will show the temperature closest to the actual temperature of the outflowing melt. The overall length of the brass part is the same as the popular J-Head Mk 5-VB.
It should be said that the absence of threaded connections at the junction of the heated part and the stainless steel tube - a thermal insulator, is quite justified, since the melt does not leak out, and the thread with the plastic that has got inside is still difficult to unwind. It was not difficult to clean the hot end in case of changing plastic and sometimes freezing - I turned on the head for heating, waited, took out the filament with the reverse of the extruder, helping with my hand, I squeeze out the liquid residues with a bamboo barbecue stick through the die - the diameter is just right. If it is really necessary, the melt can be removed with a drill - just let it warm up along with the plastic until the latter melts. Fluoroplastic, too, when hot, is pulled out easily.
More about why all-metal hot ends are becoming more and more popular. Yes, plastic gives much less friction than metal, especially if you take fluoroplastic. The only trouble is that fluoroplastic (Teflon) under mechanical load flows and bends a little, even at ordinary temperatures. This property of it led to the almost complete disappearance of structures where Teflon played the role of a thermal barrier. It turned out bad. It remains to use it as internal liners - where there is nowhere for it to flow, and a slight curvature of the channel does not lead to anything unpleasant, and the tube liner, if necessary, can be easily removed and a new one inserted. However, I haven't had to change them yet. To take out to see - took out, but to change - no. Here he is out of competition - very slippery. For a thermal barrier, another type of plastic is often used (as in the photo above) - PEEK. It is a significantly stronger, more heat-resistant and less slippery plastic. By the way - both expensive and scarce. The problem with the heads where it is used is that the maximum operating temperature there is about 250ºС. Above, the risk of leakage through the threaded connection begins.
The only trouble is that fluoroplastic (Teflon) under mechanical load flows and bends a little, even at ordinary temperatures. This property of it led to the almost complete disappearance of structures where Teflon played the role of a thermal barrier. It turned out bad. It remains to use it as internal liners - where there is nowhere for it to flow, and a slight curvature of the channel does not lead to anything unpleasant, and the tube liner, if necessary, can be easily removed and a new one inserted. However, I haven't had to change them yet. To take out to see - took out, but to change - no. Here he is out of competition - very slippery. For a thermal barrier, another type of plastic is often used (as in the photo above) - PEEK. It is a significantly stronger, more heat-resistant and less slippery plastic. By the way - both expensive and scarce. The problem with the heads where it is used is that the maximum operating temperature there is about 250ºС. Above, the risk of leakage through the threaded connection begins. However, usually these temperatures are enough.
However, usually these temperatures are enough.
Now about the printing itself - look at the drawing, at the end of the hot end there is such a patch around the die, it serves to smooth out the protruding stream of plastic. When printing, the layer height is specified in the settings - it is always less than the die diameter. For example, for 0.35 mm, the height can be both 0.2 mm and 0.25 mm, it depends on what we need. Thus, a trickle of plastic, squeezing out in the form of a cylinder, is smeared with a patch at the end of the head. With a small smear, the worst connection between the layers is obtained, with a large one, the line width increases, which means that the print resolution decreases. On the extruded fishing line, even if it is completely even, you can see bubbles - this is water that the filament could collect. ABS - captures moisture from the air weaker, capron - stronger. Moreover, when printing with wet nylon, the product turns out noticeably softer, and even slightly lighter.
In order to be able to somehow evaluate the capabilities of the heads, I undertook a series of experiments. The main parameter that interested me was speed. The Pronterface program that controls printing allows you to manually set all print parameters: head temperature, desktop temperature, extruder feed speed. The thread was squeezed into the air - the complete absence of other obstacles. It was necessary to estimate the yield of a plastic thread by weight - due to the significant heterogeneity of the thread along the length. This is due to the non-uniformity of the weight of the extruded filament acting on the filament at the exit of the nozzle, where it is most easily stretched. In order to avoid the effect of plastic leakage during idle time, before the measurement, a command was given to extrude a small piece, when the extruder stopped, the extruded piece was very quickly cut off and the measuring section was already started for extrusion (quite large - 10 cm of filament).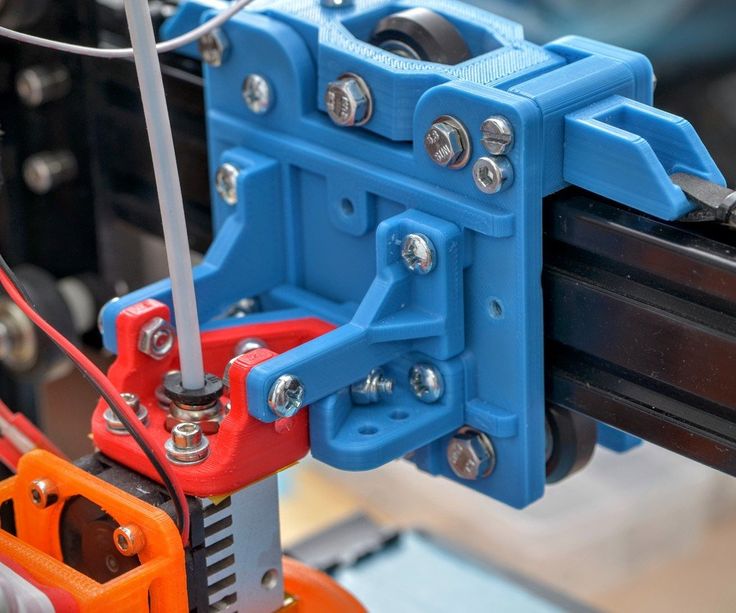 It was also necessary to take measures against the revealed phenomenon that appeared at very high feed rates - the hobbolt began to gnaw out part of the material due to slipping. This could introduce distortions up to 20% by weight. Therefore, after measurements at high speeds, 10 cm of filament had to be simply drained at medium speed - or rather, I was not guided by speed - it may differ depending on the diameter of the nozzle, but was guided by the difference in the theoretical weight of the supplied piece of filament and in reality squeezed out.
It was also necessary to take measures against the revealed phenomenon that appeared at very high feed rates - the hobbolt began to gnaw out part of the material due to slipping. This could introduce distortions up to 20% by weight. Therefore, after measurements at high speeds, 10 cm of filament had to be simply drained at medium speed - or rather, I was not guided by speed - it may differ depending on the diameter of the nozzle, but was guided by the difference in the theoretical weight of the supplied piece of filament and in reality squeezed out.
If the difference is 2 or more times, then the damage to the filament was great. I'm talking about nylon printing - ABS is not very interesting to me, there is nothing particularly exotic. Maybe later. If I get a small, precise lathe, I can try to make even faster printing, it will be possible with ABS.
And here is another head - my work, let's call it BASS (Brass-Aluminum-Stainless Steel) materials
So, having taken all these measures to avoid mistakes, I began to press the plastic at different speeds, temperatures and heads, and this is what found out:
1. Head J-Head Mk 5-VB - native, USA, 0.4mm nozzle.
Head J-Head Mk 5-VB - native, USA, 0.4mm nozzle.
I brought to the speed of the plastic thread at the nozzle exit - according to its diameter.
I do not give tables of experiments here, only conclusions. At a filament feed rate of 130–200 mm/min, the flow rate at the nozzle exit reached a maximum of 90 or 120 mm/s. For capron and ABS, respectively. A further increase in feed only led to a decrease in extrusion. The slippage grew, the chipping grew, the speed did not grow. However, raising the temperature from 240°C to 245°C increased the flow rate by 25%.
It is clearly seen that here insufficient heating of the plastic limits performance.
I didn't raise the temperature much for this model, because it's close to the recommended limit.
2. Now the BASS-0.6 head - with a nozzle diameter of 0.6 mm, and at a temperature of 230ºС and at 240ºС,
at 264 mm/min filament feed, the limit was not reached. In this case, the shear speed was about 90 mm / s, which, due to the larger nozzle cross section, corresponds to a plastic flow rate of about 200 mm / s for the Mk 5 head! At the same time, slippage was only about 20%, that is, the speed could be increased! Melting efficiency was much better, probably due to the annular winding and mini-radiator design (shorter piston plug).
3. Now the BASS-0.6 head - 0.3 mm diameter - is the thinnest nozzle I could make.
It is clear that here the performance rests on the resistance to flow in a narrow nozzle.
To do this, I did a series of experiments at temperatures of 240ºС, 250ºС and 260ºС. With each rise in temperature, the maximum speed grew and rested at 95 - 110 - 140.
Then I did one more thing. He laid out a strip of fine sanding paper (600) on the desktop, lowered the head to a slight pressure (in the cold, of course) and began to drive back and forth. Lowered three times by 0.1 mm, when it became easy to grind. This gave strict parallelism and reduced the narrow channel of the head by 0.3 mm. This action gave a speed of up to 170 mm/sec.
So I got for myself a fairly accurate knowledge of the maximum speeds at different temperatures, as well as the feed defect for these conditions. That is, how much less plastic will actually flow at this speed. After that, I introduced a plastic feed correction of 1. 25. I set the temperature to 260ºС and made all the speeds in the settings close from 90 to 140 mm / s.
When the hot head is idle, without any pressure, quite a lot of melt can flow out of it, then on the start command - extrusion will begin only when the entire void in the head is filled. Sometimes because of this, I had problems with the adhesion of the first layer - and this is critical! Now, before starting printing, I warm up both the table and the head to operating temperature, give the command to extrude a small amount of the bar at medium speed, and then give the command to print the model. In this case, the thread starts to go immediately (more precisely, it does not interrupt) and this cause of poor adhesion is eliminated. Also, an important point - I took the working temperature of the printing table at 50ºС, I tried 100 and 110, the adhesion turned out worse, but the peeling was better. It is very, very difficult to peel off a nylon product from Kapton tape on a cold one. Kapton is a sticky film that is glued to glass and is a common and convenient substrate for printing - almost everything sticks to it well, and when necessary it peels off. So, now I print at 50ºС, and when the printing is over, I turn on the heating of the table at 100-110ºС, wait until it warms up and start to separate. It works out much better.
Kapton is a sticky film that is glued to glass and is a common and convenient substrate for printing - almost everything sticks to it well, and when necessary it peels off. So, now I print at 50ºС, and when the printing is over, I turn on the heating of the table at 100-110ºС, wait until it warms up and start to separate. It works out much better.
It is also important that with a solid product made of nylon with dimensions of more than a few centimeters, its edges begin to bend upwards, lagging behind the substrate. A skirt (an available feature to counteract this phenomenon) helps little. That is, it helps, but the plastic is so hard that if it does not separate the skirt from the kapton, then it locally separates the kapton from the glass substrate, this is true, not so bad, but ... Facilitates the situation, low filling density, thin walls and the absence of solid arrays - holes, cuts, bends. The decision has to be made at the product design stage. ABS - does not have such a degree of deformation, although it exists, but less. And PLA, they say, does not have this property at all. ABS plastic, moreover, perfectly breaks and cracks - it is quite fragile, but it sticks together perfectly. A drop of acetone into the crack, after 10 minutes everything is fine again. Kapron, on the other hand, does not stick, although it does not break, it is quite flexible.
And PLA, they say, does not have this property at all. ABS plastic, moreover, perfectly breaks and cracks - it is quite fragile, but it sticks together perfectly. A drop of acetone into the crack, after 10 minutes everything is fine again. Kapron, on the other hand, does not stick, although it does not break, it is quite flexible.
So, everything worked out. In some places, in the first layer, uneven spreading is visible - but the first layer ... Of course, for precision printing, you can and should reduce both the speed and temperature, but I really liked the result that I got. Now the main thing is to learn how to design products correctly. So that they do not bend and it will be very good. Raising the temperature to 270ºС did not work for me due to a limitation in the printer firmware - I will have to redo it. Trying to apply 265ºC - did not give any increase - is the minimum viscosity reached? We must try to make a head with a different configuration of the internal part to further increase the speed.
Thus, I got tables, according to which I can say at what maximum speed (and, accordingly, set it in the slicer settings), at a given temperature, nylon will be crushed through a nozzle of a given diameter (0.3 and 0.6 have been tested Good). In this case, I will know the amount of the Extrusion Multiplier correction. With a nozzle diameter of 0.4mm, the maximum speed can reach 200mm/s. This is an estimate, you can check if there is a working BASS head by 0.4 mm, but you need to shorten the thermal barrier tube.
An important point in the print head is the feed mechanism of the extruder. The efficiency of its work determines the quality of the print. Printing with nylon makes especially high demands on this mechanism, because nylon is rigid and slippery, in order to effectively push the hobbolt bar, it must crash into it. This only works if the hold down springs are strong enough and the knurling of the hobbolt needs to be very sharp. More precisely, two points. A hobbolt is a bolt, with risks applied around the circumference, which, when pressed against the filament, capture and advance it in the right direction. If you're using 1.75mm filament it's probably not that important, but if it's 3mm and you're trying to print with nylon/nylon, there's a very good chance your hobbolt will start to slip over the stiff nylon. So I use a diamond cut hobbolt - I got the idea for it from Prof Braino's Prusa Build Log
A hobbolt is a bolt, with risks applied around the circumference, which, when pressed against the filament, capture and advance it in the right direction. If you're using 1.75mm filament it's probably not that important, but if it's 3mm and you're trying to print with nylon/nylon, there's a very good chance your hobbolt will start to slip over the stiff nylon. So I use a diamond cut hobbolt - I got the idea for it from Prof Braino's Prusa Build Log
It, in general, grabs well, everything in a row, only on soft ABS, with excessive pressure, it can crumble the rod - like a grater, if there is a plug in the head - well, here it’s already in any way, the problem needs to be solved, and it doesn’t in a hobbolt.
For a filament diameter of 3 mm and a Wade extruder, the total spring pressure should be in the region of 7-20 kg. This, of course, may depend on the design of the extruder.
In conclusion, it should be added that an extremely important parameter of the print head is weight, and this is understandable, it is difficult to move a heavy head at high speed, these are unnecessary loads, vibrations of the chassis.