Solidmaker 3d printer
What Is a Resin 3D Printer and Should You Buy One?
Home 3D printers have now been on the market for many years and are affordable to anyone who wants one. They’ve grown from a hobbyist curiosity to useful tools that can help you fix small problems around the home, create art pieces or help you prototype parts for projects. The uses for a 3D printer are only limited by your imagination!
Now, however, an entirely different type of 3D printer is entering the home market. These “resin” 3D printers use very different principles to create 3D objects compared to the ones you may have seen thus far. What is a 3D resin printer and should you buy one over the more traditional models already out there?
Table of Contents
A Recap of Conventional 3D Printers
If you want to have an in-depth explanation of how 3D printers work, check out HDG Explains : How Does 3D Printing Work? If you don’t have the time for that, here’s the short version.
What most people think of as a “3D printer” is actually something called an FDM (fused deposition modelling) printer. It runs a filament of material (usually plastic) through a hot extruder head and then deposits precise layers of the material to slowly build up the model.
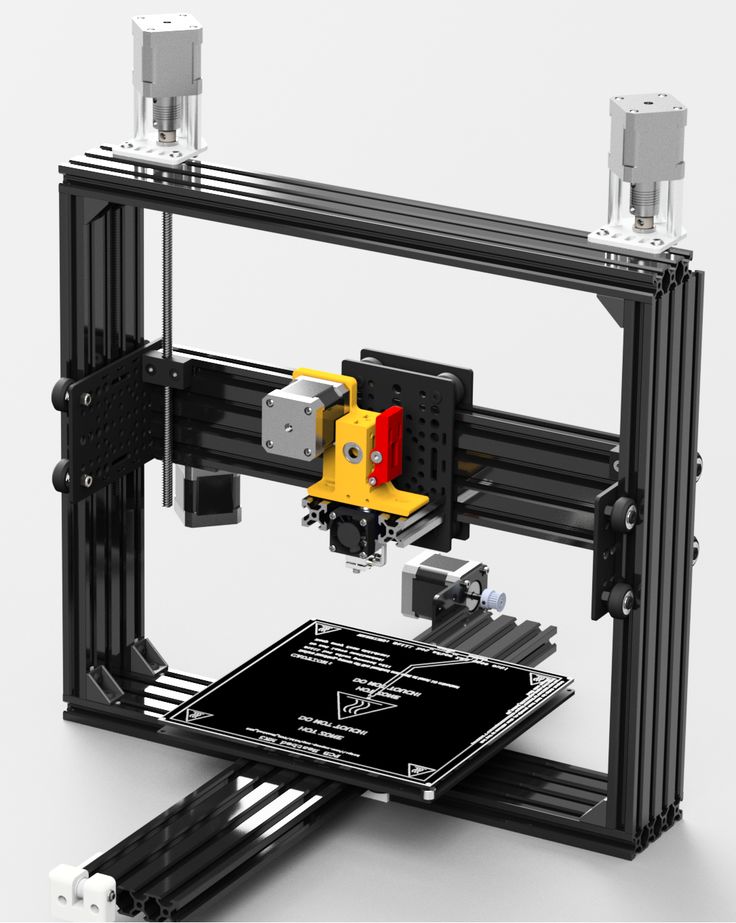
The most common FDM machine is the “Cartesian” type of 3D printer. This has a print head mounted on movable rails that can put the tip of the head precisely at any XYZ coordinate within the build volume of the printer.
Whatever type of FDM printer you’re looking at, it’s the layered extrusion of filament material that’s shared among them all. Resin printers are fundamentally different in this regard.
Resin 3D Printers Explained
Resin 3D printers differ in a few fundamental ways from FDM printers. First, the material is a liquid resin rather than a spool of filament. This liquid is kept in a reservoir.
The resin printer still uses a build platform for the model that’s being printed, but it’s usually upside down. The platform is lifted out of the resin vat as each layer is formed. The resin itself is light-sensitive and cures when exposed to the right type of light.
A precision light source is used to form each layer on top of the previous one until the entire finished model has been pulled from the vat. It certainly looks much more futuristic than FDM printing!
Types of Resin Printer: SLA, DLP & LCD Technology
While all resin printers use the basic principle of curing photosensitive resin with a light source, they don’t all do it in the same way. There are in fact three major subtypes of 3D resin printers.
SLA: Stereolithography
The Solidmaker Laser 3D PrinterSLA is actually the original 3D printing technology and has a long history in engineering, especially in aerospace.
This type of printer uses a laser and movable mirrors to direct a small point of light. Wherever the ultraviolet laser is focused will harden the resin, so each layer can be rapidly drawn.
SLA printers can have the upside-down inverted design, where the model looks like it is pulled up out of the tank, but they can also have an upright design where the platform is lowered into the tank of resin as each layer is completed.
SLA printers generally produce very smooth surfaces and offer high-precision detailed prints.
DLP: Digital Light Processing
The Spintray Moonray DLP PrinterYou may have heard the term “DLP” in relation to projector technology before and that is indeed the connection here. DLP resin printers use the same digital micromirror technology that DLP projectors use to project images.
In this case, the DLP projection is used to cure an entire layer of resin at a time, which makes DLP printers a little faster than SLA models, which only cure one point at a time.
DLP resin printers are also known for nice smooth surfaces, but large print areas might not show the same sharp and accurate detail as laser-based SLA machines.
LCD: Liquid Crystal Display Resin Printers
The PHROZEN Sonic Mini UV Photocuring LCD Resin 3D Printer
These printers use a monochrome LCD panel with a UV backlight to cure each layer. The LCD panel essentially acts as a mask by selectively blocking out light or letting it pass. This is a clever use of mature and well-understood LCD technology and has driven the cost of resin printers down dramatically. Most of the affordable resin printers that you can buy today use LCD technology.
This is a clever use of mature and well-understood LCD technology and has driven the cost of resin printers down dramatically. Most of the affordable resin printers that you can buy today use LCD technology.
LCD resin printers are faster than SLA machines and more accurate than DLP printers, which can exhibit distortion. The downside of LCD printers is that they have a shorter lifespan than the aforementioned technologies and they need more maintenance.
The Pros and Cons of Resin Printers
So why should you (or should you not) buy a resin printer over the more conventional FDM machines?
On the positive side of the equation:
- Resin printers offer much more detailed and smooth models.
- Resin prints don’t require extensive post-print finishing to look good.
- They are faster than FDM machines.
- Resin models are generally stronger and more resilient.
On the negative side of the equation:
- Resin printing is more expensive overall.
- It’s messier and requires more maintenance.
- You need to prepare a safe environment to print in and store your resin.
- Resin printers have smaller build volumes on average.
- Uncured resin is toxic and has to be handled with significant care.
It’s important that any prospective resin printer owner be entirely prepared for the reality of resin printing, the dangers, environmental issues and maintenance burden. Take the time to watch a few YouTube videos to see the printing process from start to finish.
Who Should Buy a Resin Printer?
The main market for desktop resin printers is people who need to make small, finely detailed models. For example, if you want to create detailed pieces for tabletop gaming or intricate 3D jewelry, a resin printer might be a good option. If you are a 3D sculptor using software such as Zbrush, only a resin printer is going to do your finely detailed models any justice.
It is entirely possible to paint resin models, although you need to follow a lengthy process of preparing the resin surface to hold paint. If you don’t need the detail and quality of resin prints, then you’re far better off opting for an FDM 3D printer. You can also improve your FDM print finish quality by using techniques such as sanding, for a smoother model surface.
If you don’t need the detail and quality of resin prints, then you’re far better off opting for an FDM 3D printer. You can also improve your FDM print finish quality by using techniques such as sanding, for a smoother model surface.
3D Resin Printer Recommendations
There are more and more resin printer choices on the market as time goes by, but one or two options stand out.
First, there’s the Elegoo Mars 2, which is a UV resin LCD printer with a 2K resolution. It has a fast-curing system, and uses an LCD panel with a longer lifespan than usual. It also has several measures in place to make resin printing safer and less messy, such as a disposable resin vat and silicone seals to curb unwanted smells and leakage. With over 2500 reviews and a 4.5-star average on Amazon, it seems like a great entry-level choice for the money.
The AnyCubic Photon Mono X also caught our eye as a much more high-end (and costly) option. The substantially higher asking price nets you a larger, higher-resolution LCD panel and an impressive build volume, at least as far as resin printers go.
Of course, you should do your own research according to your specific needs, but based on customer reviews and their specifications, these two printers are a great place to start.
ONO: How the alleged "Biggest 3D Printing Scam" of All Time Unfolded
Following on from the 2013 to 2014 boom, optimism in the 3D printing industry in early 2016 was rife, and backers were clamoring to support Kickstarter projects claiming to revolutionize the sector. Many fledgling Kickstarter projects became extraordinarily successful. Formlabs even went unicorn.
This article is an opinion piece and reflects our own research into, and thoughts on, the ONO project. Under legal threats by the ONO team in July 2021 we would like to clarify that this article is an opinion piece — and in discussing the word “scam” we are not proposing this as objective fact, but merely quoting what backers of the project have voiced.
But some projects bordered into naïve, buoyed by fashionable buzzwords and heavily padded announcement videos.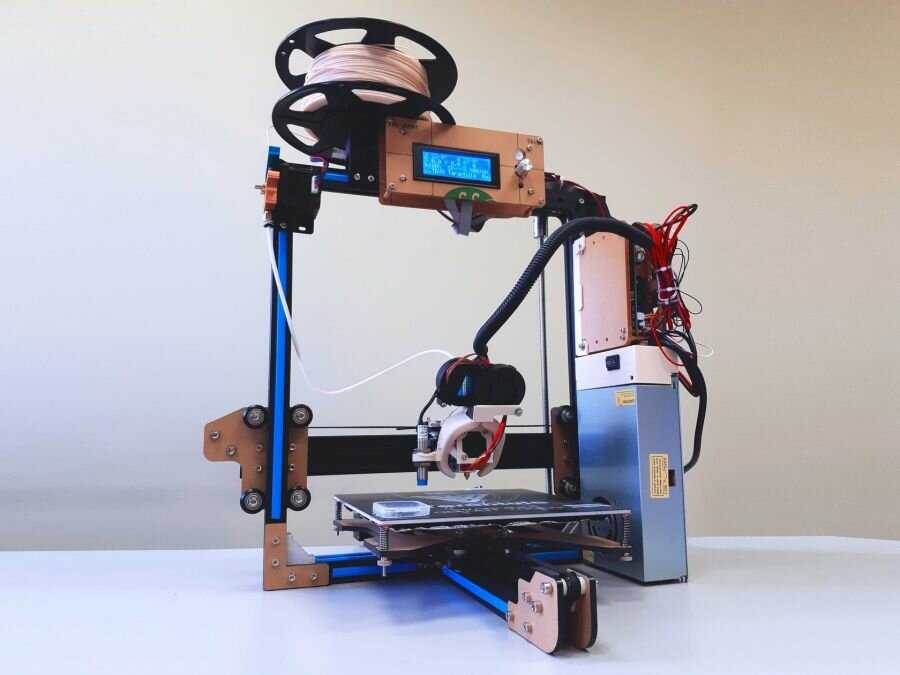 Several projects raised over a million dollars, sometimes based only on ambitious – perhaps far-fetched – targets and little evidence of feasibility, and as the months drew on, never even produced a final product for backers to be disappointed with.
Several projects raised over a million dollars, sometimes based only on ambitious – perhaps far-fetched – targets and little evidence of feasibility, and as the months drew on, never even produced a final product for backers to be disappointed with.
One project however stands head and shoulders above others for its disaster: in magnitude of failure; amount of money lost; and emotional turmoil. It has been called the “biggest 3D printing scam” of all time, taking $2.3 million from 16,180 backers. For the next four years, they relentlessly teased supporters that they were days from receiving their printer, just to let them down again.
Here’s how it unfolded. This is the story of the ONO.
OLO: The first days
The OLO 3D printer campaign went live on Kickstarter on March 21st, 2016, promising a $99 resin 3D printer that used your smartphone screen’s light to solidify resin and create a finished model. Back in 2016 resin 3D printers started at a few thousand dollars, and even in the present day $99 is absurdly cheap – but OLO said they could do it for less than $100.
Normal resin printers use a powerful light source to cure and solidify resin. Instead of using standard UV resins, OLO’s phone printer system used a daylight-sensitive resin that your phone screen’s comparatively weak light source could still polymerize. The tech made sense in theory, and if perfected anyone with a smartphone could 3D print. OLO made 3D printing accessible, and at the lowest prices the world had ever seen.
The world noticed. OLO targeted $80,000 to make the project a reality and deliver the technology to market. Kickstarter campaigns run for 30 days, OLO hit their target in 33 minutes. The project was a roaring success.
The First Cracks
Some were still sceptical amidst the hype and optimism. Angus Deveson, better known as Maker’s Muse, was unconvinced. As the campaign hit $1M in funding, he posted a video outlining his concerns about the project’s feasibility.
Firstly, the resins. Low cost resin printers at the time often used DLP technology – Digital Light Processing – a technology also used in cinema projectors. The light source used is immensely powerful as to cure photo-sensitive resin, and exponentially more powerful than a smartphone’s screen.
The light source used is immensely powerful as to cure photo-sensitive resin, and exponentially more powerful than a smartphone’s screen.
Using your smartphone’s comparatively weak light source, prints could take a whole day – possibly longer than your phone’s battery life. This is time where you cannot even look at your phone, never mind use it. Could people handle that level of inconvenience?
Additionally, the OLO Kickstarter video and photos shows clear resin bottles for their daylight-sensitive resins, which would cause the resin to instantly cure and harden in the bottle far before you could print with it. Resins are always packed into matte black containers to avoid this.
OLO original Kickstarter image, with clear resin bottles.Most dangerously, Maker’s Muse highlighted the blatant safety errors in the video: resins are harmful and should not be handled without gloves and goggles, and not just washed in water as the video demonstrated.
In a grimly prophetic statement in his 27th March 2016 video discussing the project, Angus surmised that he felt OLO was a world away from being production ready: ‘You may be waiting a very long time to get this project. ’ The campaign was only six days old.
’ The campaign was only six days old.
Fake it till you make it?
It is unofficially accepted that for many technology campaigns on Kickstarter, creative liberties are taken to show supposed market-ready prototypes. This is not necessarily bad, executing a precocious vision is requisite for greatness, and it is difficult to get people excited about a project if you do not have the funds to create said exciting project. Therefore, companies seeking investment tell white lies, show what the product will look like post-investment, rather than how it is now.
Many of the 16,000 backers were aware they were bridging the gap between vision and reality with their support. So, when Maker’s Muse pointed out that many of the objects shown in their campaign were clearly laser cut rather than printed on their machines, it did not cause the outrage that perhaps it should have. Slick marketing blurred the lines between fantasy and falsity, between hype and fraud.
One thing deducible from the laser cut parts was that OLO was not a working prototype. The parts the OLO team said their machines had printed were assuredly not printed by those machines. The question was not whether they did print those models, but whether they ever could.
The parts the OLO team said their machines had printed were assuredly not printed by those machines. The question was not whether they did print those models, but whether they ever could.
Though in the Kickstarter campaign it was claimed to be a San Francisco-based project, OLO’s founders are in fact Italian. The two founders, Filippo Moroni and Pietro Gabriele, claim to have 15 years’ experience in the 3D printing industry in a company called Solido3D, as well as founding a 3D printing network called Fonderie Digitali. While on face value this adds prestige, further research unveils red flags.
From OLO to ONO to Oh No
Following the successful campaign, patrons waited excitedly for their OLO printers, having been promised delivery within a few short months. A few months later, on August 29th, 2016, OLO posted an update detailing how a similar-named company had contacted them with their grievances, and that therefore they were changing their name from OLO to ONO. This was perhaps symbolic for the four following years.
This was perhaps symbolic for the four following years.
Resin 3D printers use a print bed which, upon finishing each solidified layer of resin, descends a small amount so that the next layer of liquid resin can be solidified. OLO’s original design controlled the print bed by plugging into your smartphone’s headphone jack and sending audio signals that act as directions, communicating when to move the print bed as each layer finishes. Many felt this was unnecessarily complicated and they should just use a Bluetooth method, but they pressed on with the headphone jack plan. It had already delayed the printer’s release due to issues with some phones having headphone jacks on top, while some had them on the bottom.
However, as they scrambled to fix these issues, phones were beginning to cut the headphone jack out entirely. The iPhone 7 released in September 2016, the highest profile of early phones to ditch the headphone jack. Suddenly all ONO’s planning was obsolete. A Bluetooth device was eventually decided on.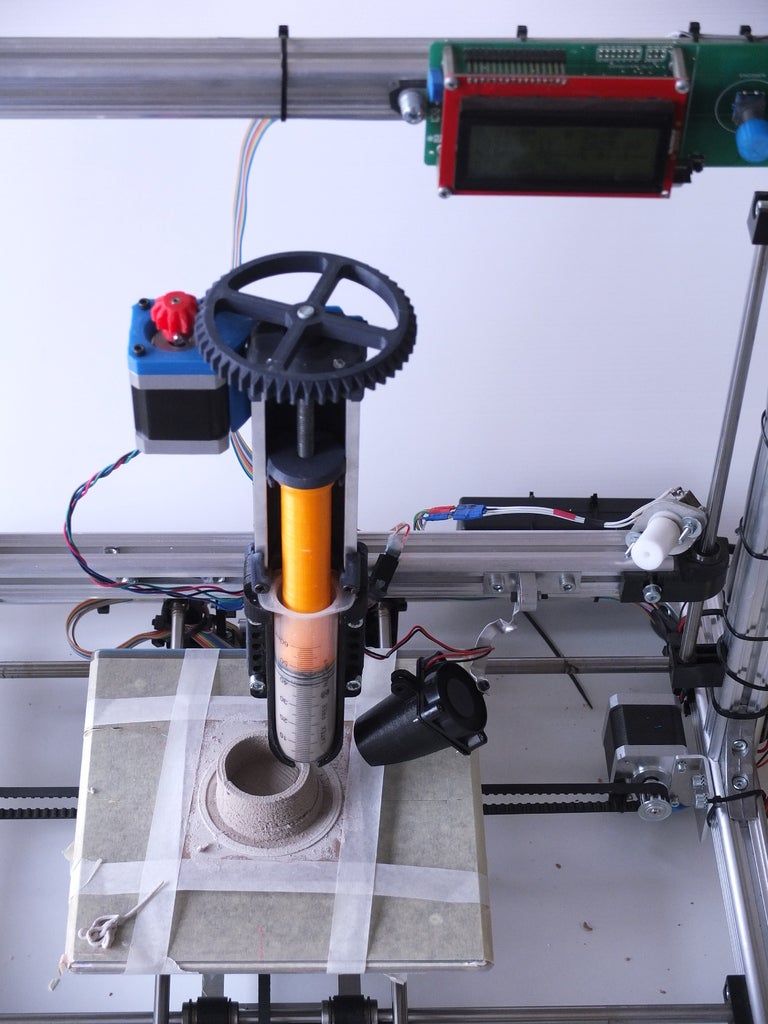
On March 22nd 2017, almost nine months after the original shipping date, ONO announced they would start shipping units the following day, on the 23rd. However, after going silent they eventually posted an update on April 10th discussing a last-minute issue with their electrical boards. The ordeal meant that a year after their promised delivery date, no printers were arriving on any backers’ doorsteps.To reassure backers, pictures such as this one were posted showing their production facility in China, producing units.
Take a deeper dive into the OLO team’s claims and some interesting information arises. Regarding the claim that the founders have 15 years’ experience in 3D printing, in another interview Filippo says he himself has 15 years, while Pietro was new to the 3D printing industry, his previous business experience concerns running a jazz club.
On further inspection of Fonderie Digitali, most of the companies the team claimed to comprise the Fonderie Digitali in their email sent to Maker’s Muse network are now defunct, and were already defunct in 2016 when they sent the email. On visiting the website now, none of these other companies are mentioned, only Solido3D and ONO. It does not appear to be a network, but an extra brand name to promote the team’s existing enterprises. The only legitimate, active company claimed in the 2016 email to comprise Fonderie Digitali was WASP, known for making delta 3D printers that print extraordinarily fast, as well as for ceramic 3D printing. WASP no longer feature in any part of the Fonderie Digitali website or contacts list.
On visiting the website now, none of these other companies are mentioned, only Solido3D and ONO. It does not appear to be a network, but an extra brand name to promote the team’s existing enterprises. The only legitimate, active company claimed in the 2016 email to comprise Fonderie Digitali was WASP, known for making delta 3D printers that print extraordinarily fast, as well as for ceramic 3D printing. WASP no longer feature in any part of the Fonderie Digitali website or contacts list.
On ONO Founder Filippo Moroni’s LinkedIn page, Solido3D and Fonderie Digitali are absent. In fact, despite claiming to have 15 years’ experience 3D printing, his LinkedIn employment history is non-existent between graduating from the Politecnico di Milano in 2002 and founding OLO in 2015. It is therefore impossible to verify any job history or experience when, according to his LinkedIn, he has never worked.
Joel Telling - 3D Printing Nerd
@joeltelling
It's me, @makersmuse, and a real @ono3d #3dprinter! https://t. co/On5zHL4fBK
co/On5zHL4fBK
9:06 PM · May 19, 2017
Suddenly, at New York Maker Faire 2017, 3D printing YouTuber Joel Telling – also known as 3D Printing Nerd – posted a video on October 1st titled “ONO Resin 3D Printer – Working!” with a member of ONO’s team, exclaiming he had seen a working prototype. Joel Telling’s reputation for honesty and reluctance to promote anything sub-par to his fanbase made this all the more reassuring.
ONO cut a hole in the side of one of their printers to show footage of the actual printing process during the vlog. The time lapse showed the print process in detail — they appeared to have a working prototype. Backers were happy. Such a powerful co-sign, as well as demonstrating proof of concept, meant surely it was just a matter of time until their ONO arrived.
But then another year passed, and now two years after the original delivery date, nobody had received a printer. The controller board issues were still blamed, but even beyond this, months of updates concerned various difficulties involved in gaining the requisite certifications to ship the printers.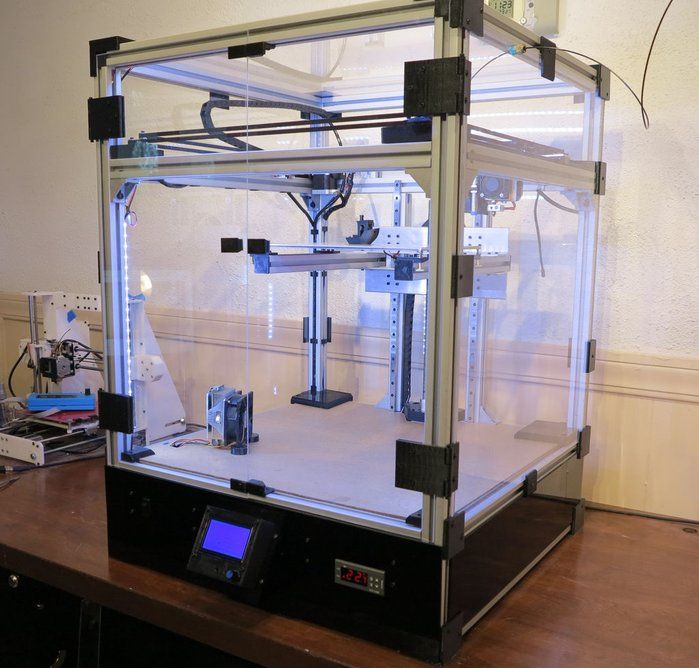 Surely, if everything was safe and above board, this should not have taken so long.
Surely, if everything was safe and above board, this should not have taken so long.
StartEngine
Despite claiming they were readying to ship, an ONO campaign suddenly appeared on fundraising platform StartEngine in 2018. The campaign aimed to raise up to $1.07 million, offering Series B shares for $10 each. In the campaign, ONO declared that when you invest in them, you are betting that the company’s share value will exceed $30 million. They were yet to ship a printer. Perhaps most interestingly, they claimed to have 20,000 printers in their Shenzhen factory ready to ship, enough to deliver to all their backers with almost 4,000 spares to sell through retail.
Backers who invested $500 earned the first reward: an ONO t-shirt. Invest $2,500 and you earned a $99 ONO printer. Perhaps the wiser move was saving $2,000 and going for the t-shirt – you might have actually received that. Still, the campaign raised $42,825.
Many will question why a company that raised so much capital would return to any kind of fundraising institution.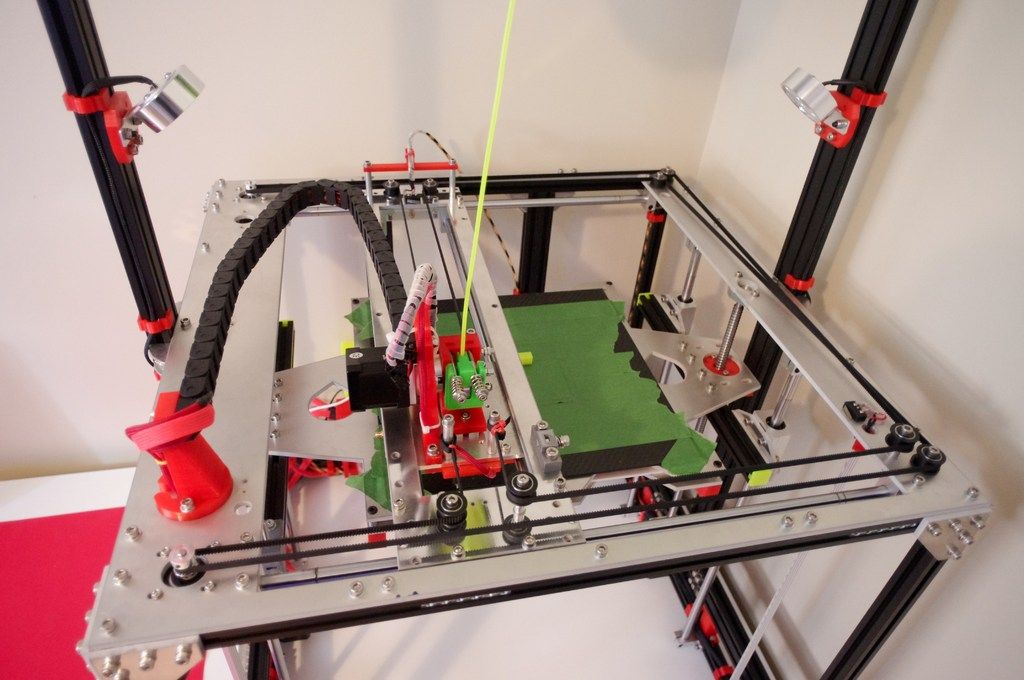 This usually happens when a company has run out of money. We can only guess where over $2 million went, and question strongly whether the money was spent creating 20,000 supposed ONO units, as none were being sent to those who invested their hard-earned savings in good faith.
This usually happens when a company has run out of money. We can only guess where over $2 million went, and question strongly whether the money was spent creating 20,000 supposed ONO units, as none were being sent to those who invested their hard-earned savings in good faith.
Dig deeper into Solido3D, the founders’ supposed previous venture, and perhaps the strangest discovery is that this is not the only Solido3D. Another Solido3D, a 3D printer manufacturer, exists. This other Solido3D’s explosive existence included releasing the SD300Pro 3D printer back in 2009, riding high on $11 million in funding by 2010, and becoming insolvent in 2011, laying off all their employees. Their website has since recently been hijacked by gambling sites, but as of 2016 when ONO’s Kickstarter was in full swing, was alive and appeared respectable. Most would assume these two companies are the same company operating in two different geographies, and Maker’s Muse’s video about OLO displays the other Solido3D’s website, assuming that this company is the founding team’s previous venture, an easy mistake to make.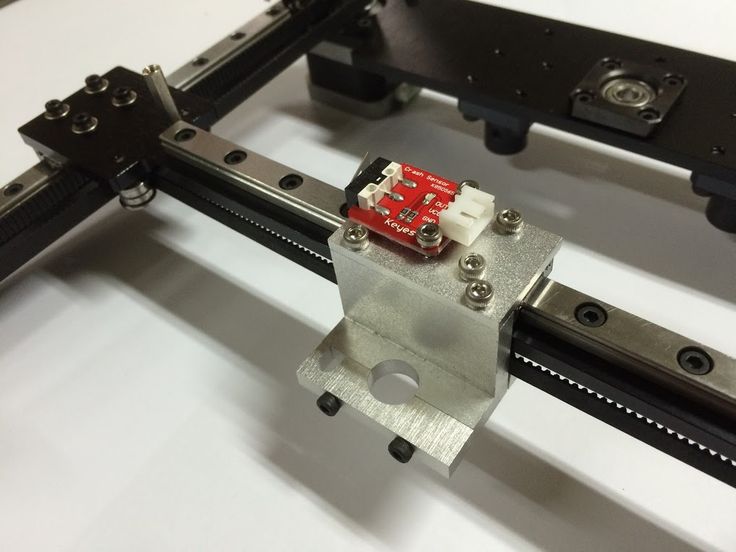
In fact, they appear to be different companies operating under the same name. Any would-be backer doing their due diligence on the founding team’s history that found the multi-million-dollar-backed, 3D-printer-releasing Solido3D, could easily mistakenly assume this was ONO’s previous venture, trusting the team based on a venture they were not involved in. If they named the company deliberately to create confusion with the 3D-printer-manufacturing Solido3D, this could be deduced as deceitful.
The Italian Solido3D claims to offer 3D file and 3D printing services. 3D printing services only require the possession of a 3D printer, which are no longer massive investments; offering a 3D printing service does not make you a high-flying manufacturing aficionado. ONO were contacted to comment on a variety of questions including whether the names were deliberately similar, but did not respond.
On the 25th of July 2018, two years after they were supposed to ship, ONO proved they could indeed print, and streamed a three-hour octopus model print live.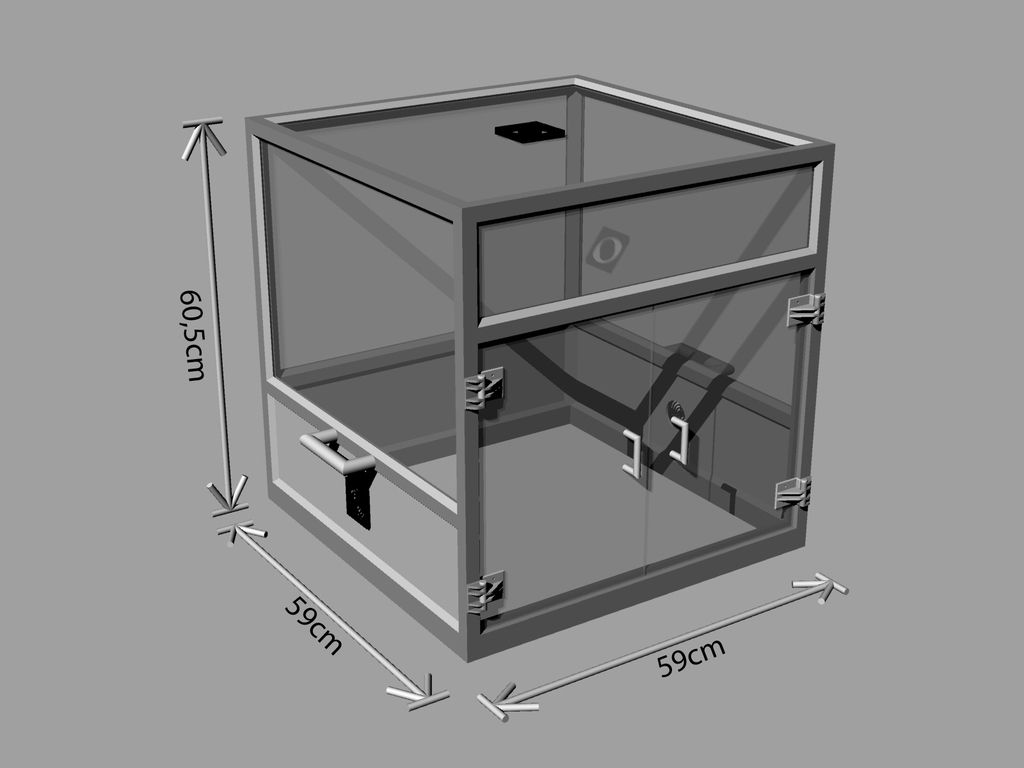 At the same time, a supposed nine ONO printers were sent to beta testers. One beta tester, Chris Northwood, posted several videos detailing the printing on his ONO printer. A video uploaded on the 20th August 2018 showed that ONO did work, but the prints were of worse quality than even the cheapest FDM 3D printers, despite being far slower and using expensive resins. The printers were certainly not the finished article.
At the same time, a supposed nine ONO printers were sent to beta testers. One beta tester, Chris Northwood, posted several videos detailing the printing on his ONO printer. A video uploaded on the 20th August 2018 showed that ONO did work, but the prints were of worse quality than even the cheapest FDM 3D printers, despite being far slower and using expensive resins. The printers were certainly not the finished article.
ONO eventually fell silent on StartEngine. Backers waved their e-pitchforks and filled the publicly available comments with demands for refunds. But ONO were nowhere to be seen.
Photo from ONO’s alleged China production line.Final Update
Fast forward to March 2nd 2019, ONO’s final update on Kickstarter (as of June 2020). The title featured an ancient Chinese proverb which loosely translates to “Wading across the river by feeling for stones” and claimed they were “advancing carefully”, and “step by step”. It was introduced as a romantic and nostalgic look back at the last few years, like a now-old rockstar reminiscing about the drug-addled debauchery on tour in his youth.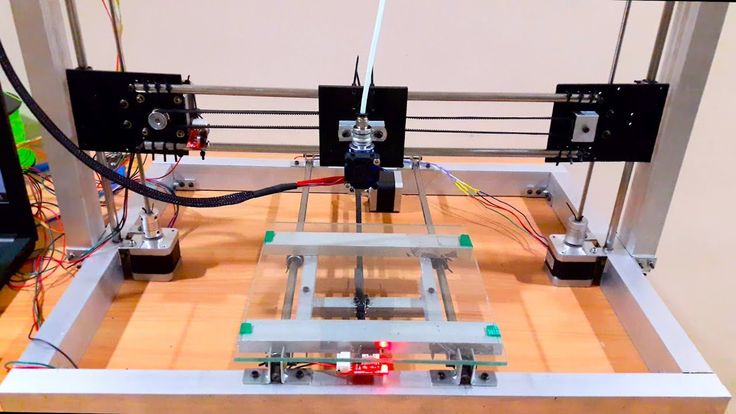 The only difference was there was no success to look back on, just 16,000 backers out of pocket and over $2 million squandered. Even then, they maintained they were making 100 units a day and that they would eventually deliver, and included photos of several dozen units in what appeared to be a factory. Producing 100 units per day, they could have fulfilled every patron’s order within six months. There is no evidence that anyone except the beta testers ever received a printer.
The only difference was there was no success to look back on, just 16,000 backers out of pocket and over $2 million squandered. Even then, they maintained they were making 100 units a day and that they would eventually deliver, and included photos of several dozen units in what appeared to be a factory. Producing 100 units per day, they could have fulfilled every patron’s order within six months. There is no evidence that anyone except the beta testers ever received a printer.
Beyond this, silence. In the absence of any admission, we are left to infer ourselves what really occurred. What follows is my personal take on what happened behind closed doors.
What could have really happened
There are some key events that portray a genuine attempt to deliver a product. Although not to be blindly trusted, Founder Filippo Moroni said several times in updates that he could deliver the printers, but that they would not be completely ready. He constantly said things like “I don’t want to send you a brick.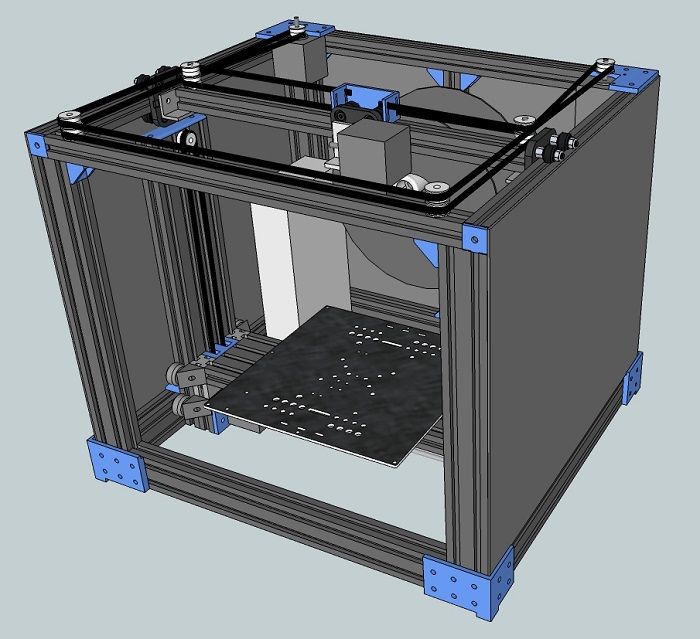 ” He seemed genuinely concerned with meeting backers’ high expectations. It is hardly a Peachy – a 3D printer Kickstarter project that raised over CA$600K before abruptly announcing that the game was up. The reason: one of the founders had embezzled over $300,000 to build himself a mansion. The similarities are there – Peachy was also a resin 3D printer, and cost $100 – but ONO just does not feel like an intentional scam, just naïve and incompetent leadership.
” He seemed genuinely concerned with meeting backers’ high expectations. It is hardly a Peachy – a 3D printer Kickstarter project that raised over CA$600K before abruptly announcing that the game was up. The reason: one of the founders had embezzled over $300,000 to build himself a mansion. The similarities are there – Peachy was also a resin 3D printer, and cost $100 – but ONO just does not feel like an intentional scam, just naïve and incompetent leadership.
The pressure to deliver perfection could explain why delivery was constantly delayed, spliced between app releases and other fluff. The polar opposite to a minimum viable product (MVP) in start-up terms, refusing to release the printer until it was absolutely perfect meant it never released at all. I can understand how anxious it must feel having thousands demanding you to ship something that consumed so many years, yet still was not ready. But, if I were a backer, I could not forgive this as a reason for not delivering. Perfectionism is not an excuse here.
The working prototype in September 2017’s New York Maker Faire and live stream in 2018 proved the technology existed. ONO could print. But there were clear underlying issues – if it printed consistently, it would have shipped. The error rate in manufacturing is briefly mentioned in several updates, so there appeared to be some reliability issues, and beta tester videos show an unfinished product with low print quality. And the fact they had to launch a second fundraiser suggests that these faulty printers drained them dry, leaving them unable to finish the project and deliver serviceable 3D printers. Perhaps he was projecting his frustrations when he stated he did not want to send 16,000 people a “brick”. 16,000 bricks could build a house, but $2.3 million could build a whole neighborhood.
View this post on Instagram
Delivering.
#ono3d
A post shared by filippo_moroni (@filippo_moroni) on
For the record, I believe ONO have a moral duty to ship whatever they currently have in stock, even if it is just a brick with some added sentimental value. But I also do not believe that backers will ever receive their printer. ONO’s updates include photos of packaged units as well as boxes of unassembled ONO parts, therefore at least around fifty ONO printers exist, possibly far more. Every printer they have produced should be sent out, no matter its functionality. Too much time has passed to allow time extensions to get it right, just send the bricks.
To conclude in one sentence: naive, overambitious and excitable team, unexpected (yet standard in a start-up) problems, and splurging money until it was all gone. The result: 16,180 rightly angry backers who have lost sizable investments.
But does it even matter now?
Since the campaign launched four years ago, 3D printing technologies have advanced tremendously, especially in resin 3D printing. If ONO were to ship now, the technology would no longer be standout, but mediocre. Current LCD 3D printers starting at $200 far outperform ONO, and it will be infuriating to give up your printer for 8+ hours as your peers create better quality models effortlessly and in a third of the time.
If ONO were to ship now, the technology would no longer be standout, but mediocre. Current LCD 3D printers starting at $200 far outperform ONO, and it will be infuriating to give up your printer for 8+ hours as your peers create better quality models effortlessly and in a third of the time.
The blame sits squarely on the shoulders of the founders, who gladly took life-changing amounts of money without the expertise to deliver. But backers also only saw what they wanted to see, and we all know what they say about things that seem too good to be true. In their excitement and haste, many glazed over glaring red flags: the clear resin bottles; opaque walls so you could not monitor your print; and safety errors in the launch videos portraying a lack of knowledge about 3D printing. Maker’s Muse pointed out all these flaws in his early video, but the campaign continued to garner support. It is a painful and expensive lesson in due diligence.
Four years on, the continuing vague hope of receiving an ONO printer makes the whole ordeal even more traumatic. ONO has been the worst kind of abusive partner to over 16,000 people all over the world, an abuser that shows the occasional glimmer that they can be the person the victim felt they knew originally, preventing the complete loss of hope that would finally let them move on. The extremely slim yet non-zero chance of receiving a printer maintains ONO’s unwanted occupancy in the untranquil gardens of aggrieved backers’ minds.Screenshot of comments on the OLO Kickstarter. One backer claims that one of ONO’s original Co-Founders has distanced himself from the project.
ONO has been the worst kind of abusive partner to over 16,000 people all over the world, an abuser that shows the occasional glimmer that they can be the person the victim felt they knew originally, preventing the complete loss of hope that would finally let them move on. The extremely slim yet non-zero chance of receiving a printer maintains ONO’s unwanted occupancy in the untranquil gardens of aggrieved backers’ minds.Screenshot of comments on the OLO Kickstarter. One backer claims that one of ONO’s original Co-Founders has distanced himself from the project.
But it persists, in four years of excuses and uncertainty following on from one month’s slick marketing. There are talks of lawsuits, and some have complained about ONO to the Better Business Bureau. One Kickstarter backer claims to have spoken to Pietro, the Co-Founder, and claims he said he distanced himself from the project two years ago, and no longer speaks to Filippo. Filippo Moroni himself still posts ONO-related content on his Instagram page (@Filippo_Moroni), though he conveniently does not reply to any ONO-related negative comments on his posts.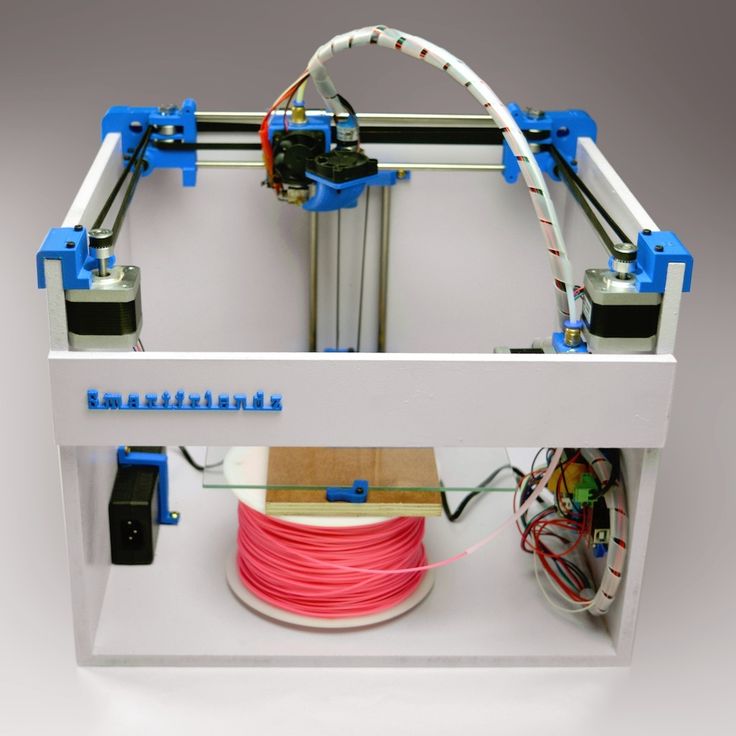 The OLO Kickstarter now has over 11,000 comments, many containing expressions we cannot post here.
The OLO Kickstarter now has over 11,000 comments, many containing expressions we cannot post here.
Perhaps ONO’s refusal to give up is the most unforgivable part. If they announced they were done, insolvent and penniless, I suspect the reaction would be one of relief, not just of anger. Finally, we can just forget about this and get on with our lives. Hope can be damaging in that regard. Let the project die so that people can grieve their monetary loss, reach stoic acceptance, and move on, free from any thought or hope for the project. Let the people give up hope.
Photopolymer 3D printer
3D printers can be sorted not only by the printing technologies used, but also by the consumables used. In this section, we will look at devices that use photopolymer resins to build models.
- 1 Consumables
- 2 Laser stereolithography (SLA)
- 3 Projector stereolithography (DLP)
- 4 Multi-jet (MJM and PolyJet)
- 5 3D pens
- 6 Additional illumination
Consumables
Photopolymer resins are liquid polymers that harden when exposed to light. As a rule, such materials are sensitive to the ultraviolet range, which determines the design of photopolymer printers. One of the common design elements is a transparent colored cap or housing made of a material that filters ultraviolet radiation. This is done both to protect the user's eyes and to protect the supplies inside the printer from exposure to sunlight and background lighting. nine0003
As a rule, such materials are sensitive to the ultraviolet range, which determines the design of photopolymer printers. One of the common design elements is a transparent colored cap or housing made of a material that filters ultraviolet radiation. This is done both to protect the user's eyes and to protect the supplies inside the printer from exposure to sunlight and background lighting. nine0003
Photopolymer resin loaded into Form 1 3D printer
The physical properties of resins after polymerization vary widely. Both rigid and flexible options are available, transparent and matte. A wide selection of colors is also available. Resin consistency and exposure times also vary, so a range of compatible media should be considered when choosing a printer.
The last aspect to consider when choosing a material is its toxicity. There are both quite toxic options and biologically safe ones. nine0003
The cost of consumables can be considered the Achilles' heel of photopolymer printing. The plants themselves are already reaching quite acceptable price levels, but it is still quite difficult to find inexpensive photopolymer resins. It is hoped that the proliferation of inexpensive photopolymer printers will lead to an increase in the production of consumables and lower prices.
The plants themselves are already reaching quite acceptable price levels, but it is still quite difficult to find inexpensive photopolymer resins. It is hoped that the proliferation of inexpensive photopolymer printers will lead to an increase in the production of consumables and lower prices.
Laser Stereolithography (SLA)
SLA Model
The firstborn of photopolymer printing and modern 3D printing in general. The technology was developed in 1984 by Charles Hall, who later founded 3D Systems.
SLA printers use laser emitters to cure the photopolymer supply.
A typical SLA printer consists of a consumable tray sitting under a build platform driven vertically by a raise/lower mechanism.
Alternatively, the cuvette itself can be driven - what matters is the relative movement of the platform and the container. Above the cuvette is a laser emitter and a mirror system for deflecting the laser beam. nine0003
nine0003
During the printing process, the platform is immersed in the consumable for the thickness of one layer of the digital model.
Since photopolymer resins can be quite thick, a leveling mechanism is often used to speed up the process.
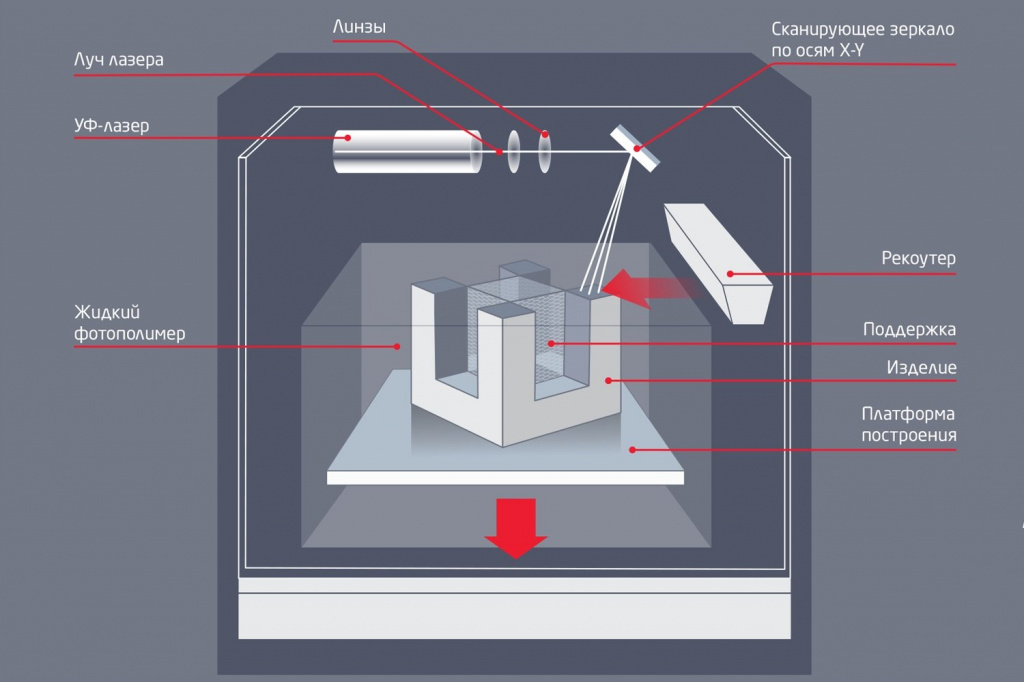
SLA printer operation scheme
After leveling, the process of illumination of the material begins. Illumination is produced by laser irradiation. Most photopolymer resins are designed to cure (polymerize) when exposed to ultraviolet light, which determines the choice of laser frequency. The movement of the beam along the X and Y axes is determined by the operation of the deflecting mirrors. nine0003
After the drawing of the layer is completed, the platform is immersed in the material for the thickness of one more layer, and the process is repeated with the drawing of the next layer of the digital model.
Model building animation
SLA printing takes quite a long time, and printers using this method tend to have relatively small build areas.
This is mainly due to the high cost of laser emitters: printing large objects with a single laser will take too much time, and installing additional emitters and mirrors will complicate the design, increase the dimensions of the installation and raise the price to an unacceptable level for most users. nine0003
Despite the success of this technology, projected stereolithography is considered to be a more promising, although very similar method.
Projector Stereolithography (DLP)
Formlabs Form 1 Desktop DLP Printer
A close relative of laser stereolithography, this method uses digital LED projectors instead of laser machines with mirror deflection systems. The method became popular due to the development of technology for the production of low-cost high-resolution digital projectors by Texas Instruments. nine0003
Layers are illuminated using a digital projector that highlights patterns of the entire layer, which distinguishes this method from SLA, where the "picture" emerges progressively using an ultraviolet laser.
A similar approach has previously been used on SGC-type plants, but this technology used physical photomasks, making the process costly, time consuming, slow and noisy.
At the moment, the FTI technology continues to exist - the development of SGC, almost indistinguishable from DLP printing, since it also uses digital LED projectors. nine0003
DLP printer design
Simultaneous illumination of an entire layer using projectors can significantly speed up the printing process even compared to SLA printers that have a high scanning speed (ie beam movement).
In addition, these printers are less sensitive to rough physical impact due to the absence of delicate mirror systems.
The absence of mechanical mirror systems improves accuracy. Finally, the cost of projectors sets them apart from laser systems. nine0003
Projection size can be quite significant, reaching the average of popular FDM printers.
An interesting feature of DLP printers is the ability to "reverse" or "reverse" printing.
In this case, the projector is installed under a transparent (material choice for transparency in relation to ultraviolet light) cuvette, and the platform does not sink into the material, but gradually rises, pulling out the layers of exposed polymer. nine0003
This approach eliminates the alignment mechanism and achieves even higher Z resolution than SLA printers.
In addition, the size of models in height is not limited by the depth of the cuvette, which favorably affects the dimensions of the printer and the possibility of increasing the build area.
Multi-jet printing (MJM and PolyJet)
3D Systems ProJet 3500HDMax MJM printer
MJM and PolyJet technologies are practically indistinguishable from each other. The name difference comes from the respective patents: Multi Jet Modeling is owned by 3D Systems, while PolyJet is owned by rival Stratasys. nine0003
The very principle of multi-jet polymer printing was developed by the Israeli company Objet, which eventually became a division of Stratasys.
Multi-jet printing technology combines features of 3D inkjet printing (3DP) and projection stereolithography (DLP).
How the MJM PolyJet printer works
Models are built by spraying photopolymer using linear arrays consisting of multiple nozzles.
The applied layer is immediately exposed to ultraviolet lamps - as a rule, two processes occur simultaneously.
By the time the array reaches the end of the build chamber, the previously deposited material is hard enough to print a new layer.
Composite models created on the ProJet 3500 DP dental printer
This approach allows to achieve very high printing speed, but is characterized by high design complexity, which negatively affects the cost of such installations and limits their distribution to professional use. nine0003
One of the advantages of MJM and PolyJet technologies is the ability to create composite structures from photopolymer resins with different physical characteristics.
It is therefore possible to create models with easily removable supports, use multiple colors and use flexible and rigid materials in parallel within the same model.
3D Pens
CreoPop 3D Pen
Recently, there has been a craze for hand-held printing devices called 3D pens. At the moment, there are three main options for such devices: drip-jet pens (DOD), called BioPen and used in the development of new methods for treating damaged tissues, FDM 3D pens, which are manual extruders (essentially similar to the usual hot glue guns, but using thermoplastics) and developments in 3D-drawing with photopolymer resins.
CreoPop 3D pen was the first "handheld resin printer". The design of this device is quite simple, because the most complex function, positioning, is performed by the user himself. The pen only extrudes resin through the tip surrounded by LED emitters. nine0003
CreoPop 3D pen in action
This way the resin hardens immediately after application, allowing you to literally draw on air.
The advantage of such handles over FDM-analogues is the low operating temperature - there are no heating elements in the device. As a result, with such pens you can even draw on the skin.
In addition, a wide range of photopolymer resins with different physical properties can be used with such devices, which greatly expands the range of possible applications. At a minimum, this is a relatively inexpensive, but entertaining toy. nine0003
The only drawback is the relatively high cost of consumables, but such devices are unlikely to require large volumes of photopolymer resin when used in everyday life.
Additional Lighting
Final Lighting of Resin Models in a Homemade Camera
Full curing of models can take quite a long time, so models during SLA and DLP printing are only partially polymerized, sufficient to maintain the physical shape of the part. nine0003
After production, the models are usually placed in chambers equipped with ultraviolet lamps until fully cured. Of course, if possible, you can simply lay out the models in the sun - the effect will be the same.
Of course, if possible, you can simply lay out the models in the sun - the effect will be the same.
Just keep in mind that ordinary glass practically does not transmit ultraviolet light, so exposure to sunlight must be direct.
If desired, a UV-transparent quartz glass container can be used. nine0003
Go to the main page of the Encyclopedia of 3D Printing
Zmorph is the most multi-headed 3D printer. Investigation from REC.
Hello everyone! Not so long ago, we got to see the unique multifunctional Zmorph platform. This article will tell you about our experience, observations and technical aspects revealed during 3D printing. However, since the Zmorph is not just a simple single extruder 3D printer, there will be additional articles about each interchangeable head describing the work, nuances and results. nine0003
General information about the device.
1. External dimensions - 530mm x 555mm x 480mm .
External dimensions - 530mm x 555mm x 480mm .
2. Printable area - 250mm x 235mm x 165mm.
3. Number of printheads - 1
4. Weight is ~ 25 kg.
5. The printer is equipped with a thermal table, card reader, ethernet port and touch monitor.
6. Maximum nozzle temperature: ~260
7. Nozzle diameter: 0.4 mm, resolution: 200 to 70 microns
8. Construction speed 60-150 mm/s
9. Printing materials declared by the manufacturer: PLA, ABS, PETG, Laywood, nylon, rubber, etc.
10) Features - the main bonus of this printer is interchangeable heads. In our kit there are 1.75 single extruder head, 1.75 double extruder head, milling cutter, laser and extruder-syringe,
11) The printer has its own software, called Voxelizer. The program provides all the options for the heads of this device and has many settings. nine0003
Review
The printer itself looks quite serious, thanks to the metal and transparent plastic, it feels like some kind of device from sci-fi films, although in principle we see a Prusa i2, but with a very rigid body.
The extruder looks serious, the carriage itself is assembled from metal and a small number of printed parts. The airflow of the model is attached with magnets, which is very convenient.
Thermotable moves on two belts and rails, adjustable with 3 screws. Fastening is realized through magnets. nine0003
The axle guides are also made of sheet metal. No backlash, everything is very rigid.
The printer has a nice touch screen display with its own menu.
Cable management is perfectly arranged in the printer body itself. All wires are perfectly protected from breaking and bending. All connectors that the user will have to work with are signed and marked.
The printer has an interesting implementation of the spool attachment mechanism and the filament channel.
This is how 0 is implemented on the Z axis.
Very pleased with the highlighting and marking of important elements on a 3D printer. There is a feeling of working with an expensive industrial device.
Diode illumination of the printed model is a very nice element.
Like many other units, the outer protective case is also attached with a magnet.
Software
Voxilaser looks like this
this is the first menu of transformations and settings, here we place objects, set their sizes, and also select the work area. In this case, workflow costs as 3D printer. nine0003
press voxilase and go to voxel editor. It has the usual print settings for all of us.
after we click generate g-code
here we see the generated task, it remains to press play
save it to a USB flash drive and print it.
Print.
First print on a ZMorph 3D printer. A single extruder print head is used. Material natural REC PLA. Before printing, I had to calibrate the table.
Model can be found here: https://www.thingiverse.com/thing:1803617
Material red REC PLA plastic, print speed 90 mms
Material red REC PLA plastic, print speed 70 mms. (outer wall)
Relax
Material natural REC RELAX plastic, print speed 60 mm with 0.4 mm nozzle and 0.2 mm layer.
Bicycle pedals made of natural and white REC RELAX plastic. Layer height 0.15 mm, speed 30. In total, it took 48 hours to print, the result is stable.
Bonus
And now an unexpected bonus - ABS + HIPS printing test on the Dual PRO head. nine0003
It differs from the previous one by the ability to print two materials through one nozzle.
The slicing is not much different, all you need to do is set extruder 2 in some places. Thanks to the software, the head is able not only to create supports from another material or to imprint parts from different materials into each other, but also to mix them. nine0003
Now let's look at "two-color" printing.
The algorithm of actions is described here, but in general, it's very simple.
The result is just wonderful.
Now let's try blending. Let's fiddle a little with the settings again.
This tutorial describes how to do it.
Looking at the result
Unfortunately we overlooked the amount of pink ABS and ran out of it during the printing process, leaving most of the vase under extruded, but the resulting part shows that the mixing occurs without any problems according to the given program. nine0003
Anyway, we did it again.
And now the result:
Conclusions.
Pros:
- Rigid frame, good design and very high quality assembly and components.
- Very precise kinematics.
- The ability to quickly remove and put on additional elements such as protective screens, a cooler for blowing the model, a working head and even a heating table.
- Easy-to-learn software with lots of settings and features.
- Convenient printable area.
- The printer has all the necessary warnings and markings, heated table, extruder and powered Z and X axes are illuminated by diodes. The printed object itself is also illuminated, which helps to keep track of the printing process.
- User-friendly interface with a set of useful functions. Fine-tuning printing is easy enough, all the icons are unambiguous and large enough not to miss them.
- Printer gives excellent results at low to medium speeds from PLA and RELAX
Cons:
- It is very easy to calibrate the table due to the magnetic mount, you will not only have to level the table plane but also very likely to set zero on the Z axis, after removing the part or detaching the table.

- This printer is conceived and designed as an MFP, not as a 3D printer, so it has a high margin of safety and rigidity, while at the expense of print speed
- there may be traces of underextrusion or, conversely, excessive drops on the surfaces of models, especially when it comes to a large number of retracts. nine0006
- The spool attachment on the printer is implemented in an interesting way, but practice has shown that the filament supply channels can get stuck in the case, stretch and thereby interfere with the plastic supply.
- The software calculates the print time very accurately, but not the amount of plastic needed.
- Printing with flexible materials is difficult, again due to thermal distribution, difficulties in feeding plastic through the tube and too much pressure that compresses the bar.
Pro Dual PRO
This head has been tested for the main tasks conceived in the design. This system is capable of printing solvent-based supports in PLA+PVA and ABS+Hips combinations, and also allows two-color printing. and The ability to mix colors with a gradient comes as a special feature.
and The ability to mix colors with a gradient comes as a special feature.
Plug&play head, we installed it, filamented it, and started the job. Slicing in Voxeliser, even for this mode, is very simple and intuitive. If you don’t figure it out yourself, there are good tutorials on working in text and video format on the manufacturer’s website. nine0003
Conclusion.
Zmorph is a unique platform with many possibilities. Our practice of using it as a 3D printer has shown that this device requires very thoughtful use. This is also due to the software, in which the interface is very clear, but overloaded with elements, which makes it easy to miss something in the settings. It is worth noting a very tough and thoughtful case filled with useful features, markers and indicators. Despite its robust and simple design, the Zmorph printer is not one of the best offerings on the market, as it is built solidly and reliably to handle a range of versatile tasks, not just printing. Therefore, the printer is quite reliable, but not very fast in the additive manufacturing of objects. nine0003
Therefore, the printer is quite reliable, but not very fast in the additive manufacturing of objects. nine0003
At the same time, working with Zmorph is very simple, in order for the device to behave like a plug'n play, you just need to remove the printed models very carefully, trying not to pull the table off its mounts and thereby violate its calibration.
In general, the printer produced the best results at speeds from 30 to 70 mm s (infill and outer contour, travel from 120 to 180 mm s) with REC PLA and REC RELAX plastics. When printing ABS and ETERNAL, it is necessary to install protective screens, as they are enough to avoid delamination of the object. nine0003
Summing up, we note that Zmorph is a unique machine that will give the user great opportunities, and in return they will only ask you to follow the instructions. This device will find its well-deserved place in various workshops, design bureaus, and especially in educational institutions.
If you have any questions, write comments, call, contact us in the social.