Micro 3d printer filament
Best filament for M3D Micro? - 3D Printing - Talk Manufacturing
Cheese3DPrints
#1
Just wondering what others considered to be the best filament to use for the Micro. I’ve used the standard M3D PLA and gotten some very good results, and some ultra cheap no-name low quality stuff off eBay, but I hear that Hatchbox filaments from Amazon are good? Anyway, what are your opinions?
4 Likes
mmcnama4
#2
I’m using Inland PLA from Micro Center. Been really good for the most part. Just picked up a new color and I’m having a few issues, but not sure if it is humidity related or the filament as other colors from this brand have worked well.
1 Like
Cheese3DPrints
#3
Wow, that stuff seems pretty cheap at $15 a kg… It’s a shame I’m in Australia, so shipping would not be so cheap…
kwh42901
#4
I love hatchbox, I have used multiple colors of their PLA in my M3D and had great results. You will need to adjust the temperature to 210 when using it vs 200 for the M3D filament.
mmcnama4
#5
Yea. I pay $18-$22 per spool depending on the variety. It’s cheap enough that I’m not totally upset if a roll doesn’t work out and thus far I haven’t been disappointed.
I pay $18-$22 per spool depending on the variety. It’s cheap enough that I’m not totally upset if a roll doesn’t work out and thus far I haven’t been disappointed.
Maybe you could start a distribution business in Australia
gabriela3d
#6
Hey guys, if you have any prints to show off the Hatchbox filaments, go ahead and share them! Nothing like a shown’n’tell to see the the quality of the filament. I’m sure many people are curious to see them!
StephenC
#7
White pla hatchbox on M3D
1 Like
compwizard7
#8
I use Hatchbox and it works well, but I don’t have experience with any other filaments, yet.
StephenC
#9
hmm I actually has been using it with temp around 195 or 200. above this temp I find it too stringy…
natewin
#10
Nice print! I’ve been using some clear PLA from Makergeeks with decent results.
Food Safe FDA PLA 1.75mm / 1KG Spool by Maker Filament
http://www.makergeeks.com/fosafdapla11.html
I’ve been running it with the WOW code, so whatever the default M3D temp is for that, 215 I believe.
Looks like these printers all have a slight step during the transition from Y+ to Y- or vice versa. I’ve been able to get pretty good circular parts and overall prints are impressive for the machine, but that step remains. Took me a while to dial my machine in.
I’ve been able to get pretty good circular parts and overall prints are impressive for the machine, but that step remains. Took me a while to dial my machine in.
Logan_Tanner
#11
This is a really helpful thread. I’ve been looking at getting either the M3D Micro or or the UP! Mini. My concern with the M3D is I couldn’t find anything about using non-proprietary filament. Pardon the noob question, but how are you adjusting temps to use other brands of filament?
tazza3571
#12
I use M3D with other filaments from my country Argentina and until now I get good results after adjusting the temperature and speed of impression. This is very easy to adjust after you load a filament and you enter the typical code of M3D for example “PLA” and when you describe the filament loaded top right you will see a configuration wheel. When you set the layer height and fill density you also have this setting wheel to adjust the print speed. Google Translator pardon.
This is very easy to adjust after you load a filament and you enter the typical code of M3D for example “PLA” and when you describe the filament loaded top right you will see a configuration wheel. When you set the layer height and fill density you also have this setting wheel to adjust the print speed. Google Translator pardon.
magicjay
#13
I am using inland and not working it is like shifting i guess when i use m3d stuff it prints fine what settings do you use
Loading and Unloading 3D Ink
Description of M3D 3D Ink Filaments
We've really seen PLA become the workhorse for The Micro, and very strongly recommend this material for first time users. The reasons include a subtle but nice molasses smell, really capable of printing large objects well, M3D optimized quality compared to first generation 3D printing of PLA's (such as better support removal and retraction to prevent ooze - whereas ABS was better for these in the past, PLA has caught up), never infinite use of the printbed (no damage), extreme strength, and most importantly really neat translucent colors that we produced free of extra charge for these even though they are special compared with solid colors. About the only disadvantage of PLA is that it is tricky to get working with the friction of the internal port and that it requires longer print times on very small objects to allow cooling.
The reasons include a subtle but nice molasses smell, really capable of printing large objects well, M3D optimized quality compared to first generation 3D printing of PLA's (such as better support removal and retraction to prevent ooze - whereas ABS was better for these in the past, PLA has caught up), never infinite use of the printbed (no damage), extreme strength, and most importantly really neat translucent colors that we produced free of extra charge for these even though they are special compared with solid colors. About the only disadvantage of PLA is that it is tricky to get working with the friction of the internal port and that it requires longer print times on very small objects to allow cooling.
Comparatively, ABS is better for very small prints (where fast cooling is needed), where a small amount of flexibility is needed, or where solvent-smoothing is needed (such as to make and paint figurines). Increasingly, we are planning to release alternatives for ABS such as durable and slightly more flexible materials.
Tables of M3D Filament Cheat Codes
Below are tables that display all cheat codes for ABS, PLA, Opaque PLA, Chameleon and Tough filament colors, which can be used during the Load Filament process. You can view a couple of chameleon filament videos to learn more about how it works: Genie Blue - Ice 15C Video and Coral Orange - Warm 45C Video. If you notice a cheat code displays incorrect information in the M3D software, please contact our technical support team here.
Expert 3D Ink (ABS) | 3D Ink (PLA) | ||
Software Cheat Code | Software Cheat Code | ||
Fuchsia Red | Light Fuchsia | ||
Cobalt Blue | Deep Cobalt | ||
Shamrock Green | Deep Shamrock | ||
Carribbean Blue | Light Caribbean | ||
Mulberry Purple | Deep Mulberry | ||
Crimson Red | Deep Crimson | ||
Mango Yellow | Deep Lemon | ||
Fire Orange | Sunset Orange | ||
Phantom White | White Pearl | ||
Titanium Silver | Satellite Silver | ||
Charcoal Black | Onyx Black | ||
Honey Clear | Crystal Clear |
Chameleon 3D Ink | Opaque Ink (PLA) | ||
Software Cheat Code | Software Cheat Code | ||
Dragon Red - Touch 30°C | Fire Truck | ||
Dragon Red - Hot 60°C | Pumpkin Orange | ||
Rose Red - Touch 30°C | Berry Purple | ||
Coral Orange - Touch 30°C | Blue Moon | ||
Coral Orange - Warm 45°C | Antique Gold | ||
Despicable Yellow - Touch 30°C | Snake Copper | ||
Monster Green - Touch 30°C | Apple Green | ||
Genie Blue - Touch 30°C | Sky Blue | ||
Genie Blue - Ice 15°C | Orient Red | ||
Gargoyle Black - Touch 30°C |
Tough 3D Ink™ | |
Software Cheat Code | |
Impact Black | |
Milk White | |
Yoga green | |
Strong Purple | |
Utility Grey | |
Mighty Blue | |
Flexible Ruby | |
Super Blue | |
Durable Clear | |
Raven Purple | |
Orange Heft | |
Rocky Green |
Using Non-M3D Filaments
There is a common question: Any issues running non-M3D PLA or ABS filaments? Many different people have tried printing with several different types of filament, but various aspects such as temperature, flow rate, motion speed, model configuration, etc. determine the difference between a successful print and a failed print. Most 1.75mm filaments can work, but there is no guarantee it won't clog the nozzle. Ninjaflex, for example, has worked before but there is no guarantee about performance or quality at this time. In the future, we will begin to test and certify various types of filaments that can work with the Micro.
determine the difference between a successful print and a failed print. Most 1.75mm filaments can work, but there is no guarantee it won't clog the nozzle. Ninjaflex, for example, has worked before but there is no guarantee about performance or quality at this time. In the future, we will begin to test and certify various types of filaments that can work with the Micro.
Creating custom filament profiles
Custom filament profiles allow you to set the temperature for a particular filament/color combination. This is for advanced users only and we recommend using the default settings that have been tested by M3D. Not doing so can have the potential to clog your nozzle, overheat the extruder motor, or damage your printer.
Quick adjustment of filament temperature
In the heat of the moment, there is another option to change the current filament temperature immediately. Click the settings cog in the upper right hand corner to quickly change the current temperature setting of the loaded filament. The temperature range for PLA is 190C to 240C. The temperature range for ABS is 240 to 285. If the temperature is set to outside of these ranges, an error message will pop up to say the temperature cannot be set outside these bounds.
Click the settings cog in the upper right hand corner to quickly change the current temperature setting of the loaded filament. The temperature range for PLA is 190C to 240C. The temperature range for ABS is 240 to 285. If the temperature is set to outside of these ranges, an error message will pop up to say the temperature cannot be set outside these bounds.
MSDS Reference for M3D Filaments
All of our products, including our filaments are made from 100% non-toxic components and considered generally safe under normal use. They are not considered a chemical, or a hazardous material by OSHA standards. Therefore, OSHA defines it as an "article" and does not require MSDS sheets. You can see more information about that here: http://www.ilpi.com/msds/faq/partb.html#article
Loading Filament Through The External Port
Instructional Video
Load Filament through External Port
Written Instructions
Once you’re ready to load your filament for printing, you will need to select the 3D Ink button at the top left. It will give you two options on how to load filament, for now we are going to use the external port option. The second page will ask you for your filament cheat code or filament type. Enter the CHEAT CODE displayed on your filament spool.
It will give you two options on how to load filament, for now we are going to use the external port option. The second page will ask you for your filament cheat code or filament type. Enter the CHEAT CODE displayed on your filament spool.
Once you have entered the cheat code, click next and the printer will heat up and extrude the factory filament first. Open the filament package and install the end of the filament into the external port and you will feel the extruder take hold of the filament. Once your filament is extruded, you will click “yes” to end the filament loading process. Great! Now, you have completed the load filament process and you are ready to print!
For our new filament spools, you will find a 3 letter cheat code on the front of the filament spool. In this case, you will type (CHEAT CODE) for (TYPE/COLOR) filament. The name 3D Ink indicates it is PLA filament and if it’s ABS 3D ink it will say “Expert 3D ink (ABS)”. If you have an older spool of filament, you will find a simple label saying white PLA for example. Instead of a cheat code, you will simply put PLA or ABS depending on the filament being used. A third page will ask you for the color and you will select the color you are currently using. For this video we will use the ice cheat code.
Instead of a cheat code, you will simply put PLA or ABS depending on the filament being used. A third page will ask you for the color and you will select the color you are currently using. For this video we will use the ice cheat code.
After clicking next, the printer will then move to its home position. It will then begin to heat up and you will see a small piece of filament at the external port left from the factory. You won’t have to do anything with it as it will be extruded once the loading process begins. Now, I’m going to open my filament package and find the end of the filament. The prompt in the dialog box may ask you if filament has exited the extruder yet, but you will want to click “NO” I want to continue loading my filament to ensure the selected filament has been extruded. You will take the end of the filament and place it into the external port and you will feel the extruder take hold of the filament.
Once it’s pulling in the filament, you should soon see the color of your filament coming out from the nozzle. Once you do, you will click “yes” in the dialog box to end the filament loading process. Now, you have successfully loaded your printer with filament and are ready to print! After the successful load, it will ask again if filament has exited the nozzle and you will click yes. This will take you back to the first page and display what is loaded in printer.
Once you do, you will click “yes” in the dialog box to end the filament loading process. Now, you have successfully loaded your printer with filament and are ready to print! After the successful load, it will ask again if filament has exited the nozzle and you will click yes. This will take you back to the first page and display what is loaded in printer.
Description of Problem
Feeding filament through the external path is the recommended option when printing with the Micro. However, adhesion and extrusion problems can be created if some key details are easily overlooked.
Causes + Solutions
Friction from Spool Holder - The external spool holder is most likely not free of friction.

Solution: We recommend purchasing precision bearing reducers to allow smooth feeding, as noted in the first image below.
Tangled Spool - The filament inside the external spool might be tangled/overlapping itself inside the spool or inside the print area, as shown in the second image below.
Solution: Check that the filament isn't overlapping in the spool. It is not uncommon to have the filament loop under itself when you remove it from the printer for storage and it can be hard to see.

Overmold or nylon tube resistance - See if removing overmold helps.
Solution: If the internal port works and the external port doesn't, the overmold is the root cause of the problem.
Loading Filament Through the Internal Feed Path
Instructional Video
Load Filament through Internal Port
Instructions In Written Form
Once you’re ready to load your filament for printing, you will need to click the 3D Ink button in the top left. It will give you two options on how to load filament, for now we are going to use internal port. A popup window will come up and it will ask you for your filament cheat code or filament type. For our new filament spools, you will find a 3 letter cheat code on the front of the filament spool. In this case, you will type (CHEAT CODE) for (TYPE/COLOR) filament. The 3D Ink indicates it is PLA filament and if it’s ABS 3D ink it will say “Expert 3D ink (ABS)”. If you have an older spool of filament, you will find a label like this. Instead of a cheat code, you will simply put PLA or ABS depending on the filament being used. A second dialog box will ask you for the color and you will select the color you are currently using.
It will give you two options on how to load filament, for now we are going to use internal port. A popup window will come up and it will ask you for your filament cheat code or filament type. For our new filament spools, you will find a 3 letter cheat code on the front of the filament spool. In this case, you will type (CHEAT CODE) for (TYPE/COLOR) filament. The 3D Ink indicates it is PLA filament and if it’s ABS 3D ink it will say “Expert 3D ink (ABS)”. If you have an older spool of filament, you will find a label like this. Instead of a cheat code, you will simply put PLA or ABS depending on the filament being used. A second dialog box will ask you for the color and you will select the color you are currently using.
After clicking next, the printer will then move to its home position for the internal loading procedure. This will give you enough room to access the filament spool holder underneath the printbed. After it has reached its home position, a dialog box will come up with instructions on how to lift up the printbed. You will want to put your two thumbs on the back of the printbed and slide away from you and then pull the front edge of the printbed up. Now, you will see the empty space underneath that will hold your filament spool. You will want to orient the spool in the position so the filament unravels cleanly into the little black tube and can rotate freely inside.
You will want to put your two thumbs on the back of the printbed and slide away from you and then pull the front edge of the printbed up. Now, you will see the empty space underneath that will hold your filament spool. You will want to orient the spool in the position so the filament unravels cleanly into the little black tube and can rotate freely inside.
You will then feed the filament into the black tube and slowly feed it all the way to the extruder. You might have to hold the black tube with one hand while feeding the filament and apply some force to get it to the extruder. Once the filament has been feed to the extruder, you will click next in the window prompt. It will then begin to heat up and once heated it will prompt you to check that the filament is being gripped. If it isn’t, push the filament into the black tube until you feel a slight pull from the extruder. The prompt in the dialog box will ask you if filament has exited the extruder, but if not click “no” to continue the loading of the filament. When you finally see filament exiting the nozzle, you will then click “yes” when the prompt comes back.
When you finally see filament exiting the nozzle, you will then click “yes” when the prompt comes back.
After clicking yes, you will want to place the spool neatly in the opening for it and follow the dialog for replacing the printbed. You will want to put the flat back edge of the printbed into the back notch and lay the printbed flat with the two tabs facing you. Then push the printbed towards you to lock it into place. You have now successfully loaded your Micro and are ready to print!
Description of Problems
Feeding filament through the internal path is the more advanced option. Friction is the major flaw with the internal filament tube, among other small details that can be overlooked.
Causes + Solutions
Tightly wound filament spool - The filament is wound very tightly to prevent the spool from unwinding accidentally.
 However, near the end of a spools life, the extruder does not have enough force to pull the extra resistance, which causes the the print job to fail.
However, near the end of a spools life, the extruder does not have enough force to pull the extra resistance, which causes the the print job to fail.Solution: Do not use a filament spool that has less than half the filament remaining when using the internal feed path. Instead, switch to using the external feed path for these spools.
Tangled Spool - The filament inside the external spool might be tangled/overlapping itself inside the spool or inside the print area.
Solution: Check that the filament isn't overlapping in the spool.
 It is not uncommon to have the filament loop under itself when you remove it from the printer for storage and it can be hard to see.
It is not uncommon to have the filament loop under itself when you remove it from the printer for storage and it can be hard to see.
Kink in tubing - Sometimes the black tubing can become kinked and you will only be able to feed a short amount (2-4 inches) of filament into the internal path before you experience a lot of resistance. Unscrew fluff, lift it, try to undo tubing kink with some kind of metal pipe clean or expander.
Solution: Please view the How To Guide: Unkinking Internal Filament Tubing From Back Grommet article.
Friction caused by filament surface texture - Check if filament looks like leather and has a rough surface, this may add too much friction.
 Only smooth filaments work well internally such that if there is any extra resistance at all, one kink in the internal port or anything, its a straight up fail.
Only smooth filaments work well internally such that if there is any extra resistance at all, one kink in the internal port or anything, its a straight up fail.Solution: Use this rough textured filament for the External Feed Path.
Resistance at the top of the metal housing - Sometimes, the filament can hit the top of the metal housing as the filament.
Solution: Push the cable assembly towards the back or front to assist in finding the right position so filament can meet the drive gear.

How to use leftover 3D printer filament
top sellers
-
Bearing 604UU U604ZZ
U-bearing U604ZZ 604UU 4*13*4
35.00 UAH
- nine0002 Thermal mat for 3D printing 200 x 200 mm
3D printing thermal pad
150.00 UAH
-
Buy epo3d+ 3D printer nine0003
Epo3d+ Ukrainian FDM 3D printer on HIWIN rails. Thanks to reliable...
UAH 35,000.00
-
ABS granules
ABS granules for extrusion
400.
 00 UAH nine0009
00 UAH nine0009 -
PLA
PLA environmental plastic from Plexiwire. 100% advance payment....
UAH 375.00
-
Buy ABS plastic (ABS) nine0003
ABS plastic from Plexiwire. 100% prepayment. Free shipping...
UAH 220.00
-
Mini motor reducer 12v 100 rpm
high torque mini electric motor. Its size...
150.00 UAH
-
Nozzle for 3D printer 1.
 75 mm, for E3D and MK8 hotends
75 mm, for E3D and MK8 hotends 3D printer nozzle 1.75 mm 0.2/0.3/0.4/0.5
35.00 UAH
nine0012 -
PETG plastic for 3D printer
PETG plastic from Plexiwire. 100% prepayment. Free...
UAH 360.00
-
SHF-20 shaft support nine0003
SHF-20 shaft support is used for CNC
60.00 UAH
-
A4988 stepper motor driver
35.00 UAH
nine0005
Buy epo3d 3D printer
Ukrainian epo3d 3D printer built on the basis of modern kinematics. ..
UAH 18,000.00
All best sellers
Information nine0009
How to use the leftover plastic filament for a 3D printer
The leftover thread has accumulated, which is a pity to throw away and is not enough for a full-fledged model, read this article and maybe you will find a use for them. Here are some helpful tips for using small pieces of filament.
1. Recycling
If you properly sort the 3D filament by type, you can recycle it. The first thing to do is break up the pieces. You can use the manual method with wire cutters and scissors, but this is a very labor intensive process, or use a shredder such as a minishredder. Then you will need an extruder, with its help you will get a solid thread. Now you can safely print any model. Plastic recycling is also suitable for unsuccessful models that are usually thrown away. nine0009
2. Welding plastic
3D Pen is a great way to join two parts of the same model. Use the remnants of the thread as a material for welding, even small pieces will be enough. If you don't already have a 3D printing pen, use a soldering iron like in the picture below. Then a little processing, in the form of grinding, and the seam will be almost invisible.
Use the remnants of the thread as a material for welding, even small pieces will be enough. If you don't already have a 3D printing pen, use a soldering iron like in the picture below. Then a little processing, in the form of grinding, and the seam will be almost invisible.
3. Pins and loops
One way to connect parts of a 3D model is to use wooden or metal staples, but if these are not available, you can replace them with pieces of filament. A 3cm diameter would work better for this task, but 1.75cm is fine, it just takes a bit of experimenting with the hole sizes. nine0009
4. Replacing the filament
Just because you don't have a big enough piece for the model you want is not a reason to cancel everything. We have several solutions.
- Completely manual method. This is the most risky option, because it is very easy to miss a break. To signal the end of the filament, hook some object from its other end, and when it falls, you will know that the thread will soon end, but this option takes a lot of time, because you need to be constantly on the alert.
 I prefer not to use this option as it requires a lot of attention so as not to miss the time for a replacement. nine0012
I prefer not to use this option as it requires a lot of attention so as not to miss the time for a replacement. nine0012 - Break sensor. It is much more efficient to install a break sensor for a 3D printer that will signal when the filament runs out and automatically stop printing. Printers with multiple extruders sometimes have the function of automatically switching the working extruder
- Mosaic palette. Multi-extrusion systems have a multi-spooling mode, you can load four different lengths into it, and the system will feed the filament to the 3D printer during printing. As soon as he runs out of one of the pieces, he will cut it and glue it with the next one so that the printing continues uninterrupted
Finding different uses for material that would otherwise be rubbish is our hobby. By using one of these methods, you can limit your waste. If this article was useful to you, we will be glad. Happy printing!
3D Printer Extruder - Complete Manual Heatle
Learn the basics of direct drive and Bowden extruders, hot and cold ends, nozzle sizes and materials, and find the best 3D printer cartridge for your needs. nine0009
nine0009
The 3D printing process can be briefly described as follows: a filament of plastic material is fed into a heated metal block with a nozzle, where it is melted and extruded in a given form. This path is repeated, gradually building up until a solid three-dimensional object is formed.
The entire business task of handling the material, melting it and exiting for printing takes place in a block called 3D printer extruder . nine0009
In this article, we will look at the main sections of the 3D printer extruder, the options and advantages of different styles of extruders, popular models on the market, as well as cartridge heaters for 3D printers and other items.
What is an extruder
The 3D printer extruder is a set of parts that together process and move a plastic filament.
Some consider the extruder to be just the motor and associated parts that push and pull the filament, others the entire assembly including the heated part that melts and deposits the filament.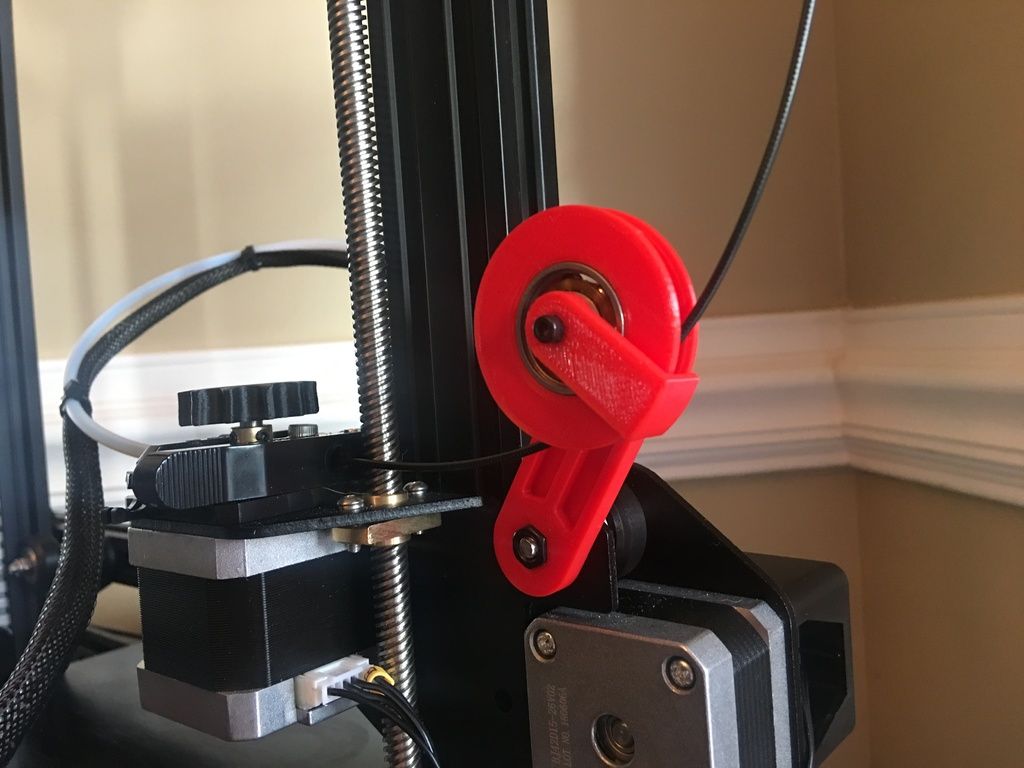 nine0009
nine0009
For simplicity, this article treats the entire assembly as an extruder. To begin with, while explaining the key components of a 3D printer extruder, we will divide it into two elements: a cold zone and a hot zone.
Cold zone
As the name implies, the cold zone is exactly that - cold. This is the top of the 3D printer's extruder system where the filament is fed into and then passed into the hot zone to be melted and extruded onto the print bed. nine0009
The appearance and location of the cold zone on your 3D printer depends on whether it is a direct drive or Bowden drive extruder (both of which are detailed below).
There is no filament heating here. The cold zone consists of the extruder motor and gear train, which are usually mounted either on the printer frame or on the print head itself, depending on the type of extruder, and a PTFE tube to smoothly guide the filament into the hot end. nine0009
What happens in the cold zone?
With the heatsink removed, on this e3D Titan Aero we can see the inner workings of the 3D printer's extruder.
Essentially, the cold zone consists of a stepper motor, some form of gear, a toothed bolt or gear, a spring-loaded idler (usually a bearing of some kind) to hold the filament, and then a PTFE tube to guide the filament.
A humble stepper motor with a metal gear required for a 3D printer's extruder drives the filament extrusion in most if not all modern desktop 3D printers.
However, one stepper motor is not enough to feed the filament to the hot end. The parts attached to and operating the stepper motor drive shaft must physically grab the filament and push it on its way to the hot end.
In this cutaway view of a 3D printer extruder, we see a metal gear and a plastic gear with a toothed shaft. nine0183
This usually uses a combination of toothed gears and toothed bolts or shafts (in the image above we see a metal gear and a plastic gear with a toothed shaft) serving as a pressure wheel along with a bearing or other rigid frictionless material.
Here we see a plastic lever with an integrated bearing, an extension spring and a plastic gear with a toothed shaft. Together they apply pressure to the filament and force it through the extruder. nine0183
Alternatively, there are versions of the cold end of the 3D printer extruder that use a slightly different arrangement of parts to feed the filament. Such deviations are often claimed to provide increased traction and yarn delivery.
Here we see both sides of the Prusa i3 Mk3 cold end, including the Bondtech extruder gear train.
As mentioned, there are varieties of 3D printer extruder that use these parts in slightly different layouts. Each has its pros and cons. Next, we will look at what is the difference between a direct drive 3D printer extruder and a Bowden 3D printer. nine0009
Direct drive extruders
The Direct Drive 3D Printer Extruder is different in that it places the extruder motor directly above the heating unit. This arrangement minimizes the travel distance of the filament to the hot end and can enable more reliable 3D printing of flexible filaments.
This arrangement minimizes the travel distance of the filament to the hot end and can enable more reliable 3D printing of flexible filaments.
The advantage of using direct drive is more precise retraction control. Due to the location directly above the hot end, there is less distance between the clamp and the thread passing through the thermal barrier into the heating block. Consequently, the filament has less room to bend and deform under pressure. nine0009
Bowden extruders
Bowden Style 3D Printer Extruder The does not mount directly on the top of the hot end like a direct drive 3D printer extruder, but the motor and gear assembly mounts on the frame of the printer. This gives this type of extruder an advantage over its head-mounted direct drive brother: speed.
By placing the mass of the 3D printer's extruder on the frame instead, the printhead is freed up to print at higher speeds without sacrificing print quality. nine0009
A side effect of placing the 3D printer's extruder this way is that the filament now has to travel a long way in a tube that's a fraction wider than it is. There should be enough room along the entire length of the tube for a slight bend in the thread. When pulling in the thread between strokes, this slack in the thread shortens the pull-in distance. Without correction (i.e., an increase in retraction), this results in a delay in relieving the pressure exerted on the hot end. In short, you can get confused if you don't change your retract settings. nine0009
There should be enough room along the entire length of the tube for a slight bend in the thread. When pulling in the thread between strokes, this slack in the thread shortens the pull-in distance. Without correction (i.e., an increase in retraction), this results in a delay in relieving the pressure exerted on the hot end. In short, you can get confused if you don't change your retract settings. nine0009
Heating block (Hotend)
Inside the knot, known as the hot end, the filament passes into a heated chamber where it changes from solid to liquid. Sounds simple, and mostly it is. Although there is a lot more to make the filament silky extrude onto the build plate.
What happens in the heating zone?
The E3D Titan Aero combines a heating block and an extruder in one compact unit. The hot end usually only has the central parts of this image: the heatsink (and fan), the heating element (micro cartridge heater), the heater block, the thermistor, and the nozzle. nine0183
nine0183
A typical 3D printer hot end consists of a certain sequence of parts. There is a slight difference depending on whether you are using PTFE/PEEK or a full metal hot end. Here we explain the all-metal hot block.
First, it is a filament supply tube. In both a Bowden 3D printer extruder and a direct drive extruder, it will just be a PTFE tube coming from your cold filament feeder. nine0009
You can sometimes find direct drive 3D printer extruders where the filament runs straight into the print head.
On a Bowden 3D printer's extruder, this feed tube inserts the filament directly into the thermal barrier via a heatsink. The thermal barrier that is screwed into the heatsink is often a threaded stainless steel (or other non-conductive metal such as titanium) tube.
Split in two (note the two separate threads in the image below - longer for the heatsink, shorter for the heater block) and machined on the inside, the thermal break allows the filament to pass freely into the extrusion nozzle. nine0009
nine0009
Clockwise from bottom left: steel thermal barrier, aluminum heating block and brass nozzle.
But since we're dealing with precision and a material that liquefies for rapid recooling, the 's temperature management is critical. The thermal barrier, in combination with the heat sink, maintains a certain limit at which the filament is exposed to high temperatures. nine0009
The top, which is actively cooled by a heatsink and dedicated fan, prevents heat from escaping from the hot end and weakening the filament before it is where it needs to be for extrusion. This unwanted phenomenon is known as thermal creep.
The lower part of the thermal barrier is located inside the heater block together with the cartridge heater, the temperature switch thermistor and the nozzle.
The heater block, usually made of aluminum, ensures a smooth transition of the filament from the open end of the thermal break tube to the nozzle.