Lfs 3d printing
4 Ways LFS 3D Printing Produces Better Parts
When we announced the Form 3 and Form 3L in April, we explained why we re-engineered stereolithography 3D printing into our own Low Force Stereolithography (LFS)™ technology. LFS 3D printing uses a flexible resin tank to significantly reduce peel forces during printing and a Light Processing Unit (LPU), our custom-designed enclosed optics engine, to produce consistent, accurate prints.
In this post, we'll explore how LFS 3D printing directly impacts print quality and throughput through key improvements across four categories: surface detail, surface finish, support structures, and part accuracy.
Curious to see the quality firsthand? Request a sample part printed on the Form 3.
Request a Free Sample Part
Inside the Form 3 and Form 3L is a custom enclosed optics engine, the Light Processing Unit (LPU). The LPU achieves a crisp, clean laser spot through several enhancements. The laser beam passes through a spatial filter to catch any stray light and a series of mirrors ensure that the beam is always delivered perpendicular to the print plane.
Velociraptor model designed by Daniel De Leon, 3D printed in Grey Resin on the Form 3 with a layer thickness of 100 microns.
The linear path of the laser ensures that fine details such as holes, embossed text, and small features print with sharp edges. Low Force Stereolithography prints parts with impressive surface detail and fine features once impossible to achieve on the desktop.
“One of the most exciting things about the Form 3 is where the low force print process brings us in terms of print quality and finishing. We’re excited about how we can push the limits of particularly really tiny features. I am amazed at the small details that show up in models. It's really impressive.”
—Sean Buxton, Senior Mechanical Engineer, Ximedica
The surface finish of a 3D printed part is ultimately a result of good layer registration, or how accurately each layer is aligned with the previous layer. When layer registration is good, layer lines become closer to invisible. As a result, surface roughness is reduced, which ultimately leads to a smooth finish, and for clear materials, more translucent parts.
When layer registration is good, layer lines become closer to invisible. As a result, surface roughness is reduced, which ultimately leads to a smooth finish, and for clear materials, more translucent parts.
Steve Jobs sculpture designed by Sebastian Errazuriz, 3D printed in White Resin.
As each layer of resin is cured, a bond forms between the printed part and the tank. The peel process breaks this bond, allowing the part to move up and the next layer to print. In most inverted stereolithography 3D printers, this separation exerts a great deal of force on the part, which can lead to rough surfaces (which the Form 2 accounts for with a great deal of calibration).
In Low Force Stereolithography 3D printing, the flexible film at the base of the resin tank gently peels away as the build platform pulls the part up. This significantly reduces stress on the part (internal testing shows up to a ten times reduction in peel forces compared to the Form 2), allowing for a step change in surface finish and part clarity.
The flexible resin tank used in LFS 3D printing reduces peel forces, resulting in clearer parts with smooth surface finish, such as these models 3D printed in Clear Resin.
“Our first impression of the Form 3 was the quality of the print. The first print that we did came out amazing. The texture didn't really show the layers. Hypertherm historically makes jewelry. When I say jewelry, I mean really fine finish, shiny nice soft edges, the details. In terms of our inspection processes, we're very, very particular about having as close as possible to perfect.
A 3D printing solution that offers a nice quality finish and requires less post processing is important to us. It's a lot less handwork on our end: the less we have to handle an Exacto blade or sandpaper, the better. Being able to print with that level of surface finish is important for functional assemblies.”
—Aaron Noyes and Dan Harrington, Senior Prototype Machinists, Hypertherm
In a recent part finishing survey of Form 2 users, 47% said removing supports was their biggest pain point and 62% mentioned supports as the best place to improve their part finishing process.
For almost any 3D printing technology, post-processing—including removing support structures, sanding, and finishing parts—adds time and limits throughput. Support marks left behind have a negative impact on surface finish.
New light-touch supports set out to address this common frustration. These new support structures use very small touchpoints to enable easy removal with minimal support marks left behind. They are also trussed together more strongly, so when the part is removed from the supports, the supports tend to stay behind as a single lattice.
This leads to about four times less support material left behind, which means less time spent post-processing and less need for additional sanding. For the diagram below, parts were printed with touchpoint density of 0.8 and touchpoint size of 0.6 mm for the Form 2 and touchpoint density of 0.5 and touchpoint size of 0.3 mm for the Form 3 and shot at 38 times magnification.
Light-touch support structures on the Form 3 leave behind four times less support material than supports printed on the Form 2.
"The improvements to the light-touch supports that break away are game-changing. There is no way to describe the first time you take a part and pull at it and it just seamlessly pops completely free. It takes the stress out of building and cleaning parts and lets us keep our focus on design and creation."
—Justen England, Managing Director, Delve
The Form 3’s optics are fully enclosed within a custom-designed Light Processing Unit (LPU). Within this enclosed optics module, the laser beam is passed through a spatial filter that catches any stray light to ensure a clean laser spot. The laser is then directed down to a single galvanometer to position it in the Y direction, then to a fold mirror, then to a parabolic mirror to straighten it out before it exits the LPU window directly below the print surface.
The Light Processing Unit (LPU) contains a system of lenses and mirrors to deliver accurate, repeatable prints.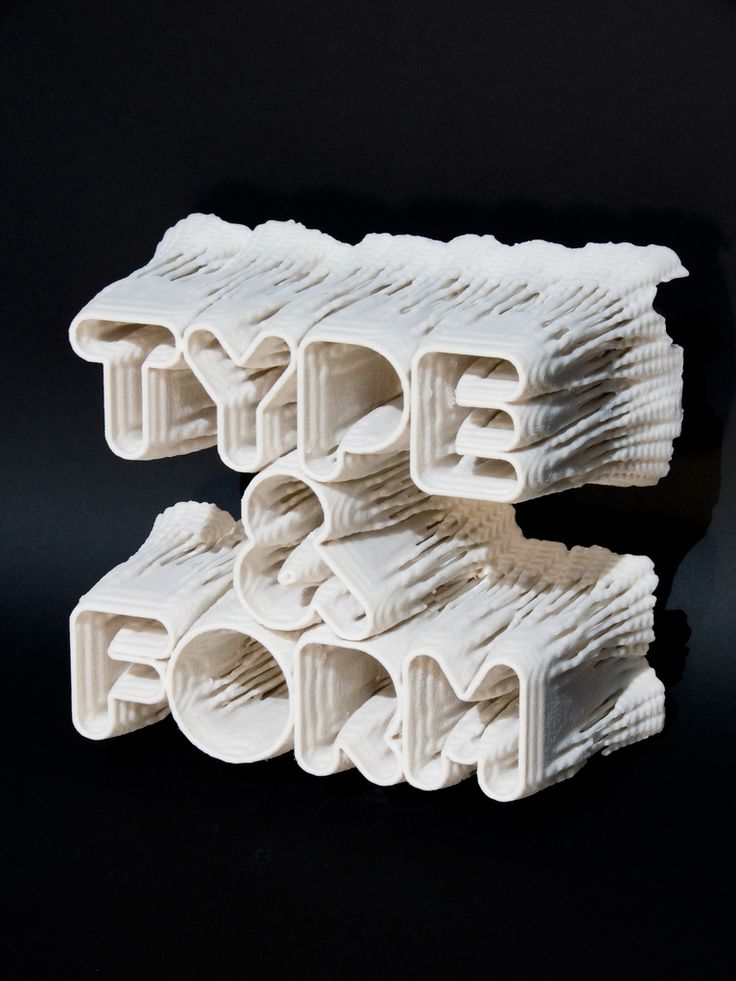
A stepper motor drives the entire LPU in the X direction in a smooth line-scanning motion. Combined with the perpendicular light path of the laser, this creates what we refer to as linear illumination. This line-scanning process delivers 25 micron XY resolution consistently and reliably over time.
This XY resolution of 25 microns describes how precisely the printer can draw in the XY plane: the laser moves in 25 micron "steps" in the X direction. The 85 micron laser spot size is essentially the size of the brush tip. Because of constant line scanning process, the Form 3 can consistently deliver parts with 25 micron XY resolution. (This number was harder to define with the Form 2 because of differences in the process.)
Keep an eye out for an in-depth accuracy study of parts printed on the Form 3 soon.
Formlabs has set out to provide the tools for any business to access high-quality fabrication. The Form 3, built on advanced Low Force Stereolithography (LFS) technology, is the next step toward universalizing industrial-grade 3D printing for the desktop and bringing professional fabrication in-house.
Order Your Form 3 Today Compare Formlabs SLA Models
What is the Difference Between SLA and LFS?
You’ve probably already heard of SLA (stereolithography), a 3D printing process in which layers of liquid-resin are selectively cured solid with a laser.
SLA is a mature technology that offers several advantages over FFF, including speed, flexibility, and precision. However, the biggest advantage is there is no mechanical print head to restrict potential geometries.
Formlabs is the leading desktop manufacturer of SLA technology, but they discontinued usage of the traditional technology with the Form 2. Now, all Formlabs printers use LFS, a natural successor to SLA technology.
The key differences
- LFS is faster than SLA.
- LFS is more consistent than SLA.
- SLA has a rigid tank, while LFS has a flexible tank.
- LFS has a smaller laser spot size.
- SLA has two galvanometers for X and Y positioning, directing laser light from the back of the printer to a large stationary mirror and then to the platform; LFS uses an LPU that contains a system of lenses and mirrors.
LFS delivers a better 3D printing experience
SLA has a problem with peel forces – the significant forces exerted on parts during printing makes supports difficult to remove.
LFS is a Formlabs innovation with the Form 3+ and Form 3L, which addresses the peel force challenge with a flexible resin tank and linear illumination to reduce print forces. It lets you literally pull away at the support structure, and it snaps off cleanly.
In January, Formlabs also launched the Build Platform 2, a flexible surface that instantly releases parts with a quick-release mechanism. This eliminates all risk of damaging parts using plastic or metal removal tools.
Another advantage of LFS is the closed optics engine called the Light Processing Unit (LPU). The LPU emits a crisp, clean laser spot, with a spatial filter to catch stray light and a series of mirrors, ensuring the beam is delivered perpendicular to the print plane.
The laser spot is less refined in SLA, and stray light is more evident. Under a microscope, the surface and edge quality are noticeably worse in SLA prints than in LFS prints. You can also see it with models printed in translucent materials:
Under a microscope, the surface and edge quality are noticeably worse in SLA prints than in LFS prints. You can also see it with models printed in translucent materials:
The linear path of the laser brings out the best in fine details and gives models a smoother surface finish. The quality of LFS parts is superior to SLA parts, letting you build more complex and detailed models than ever.
This model was printed with LFS
When comparing the Formlabs Form 3+ with the now discontinued Form 2, the Form 3+ has more sensors across the printer to detect and maintain ideal print conditions. For example, the optical sensor detects dust.
Overall, LFS is superior to SLA in every way, so if you are looking at a Formlabs printer or SLA technology from another brand, we recommend LFS.
To find out more about LFS and SLA, request a Formlabs sample, call us on 01765 694 007, or send us an email at sales@additive-x. com. You can also book a discovery call with our Formlabs specialists Elaine Rutledge or Tammy O’Neill.
com. You can also book a discovery call with our Formlabs specialists Elaine Rutledge or Tammy O’Neill.
Book a call with Elaine Book a call with Tammy
4 aspects of LFS 3D printing that enhance parts
When we introduced Form 3 and Form 3L in April, we explained why we upgraded stereolithography 3D printing by developing our own Low Force Stereolithography (LFS)™ technology. The LFS 3D printers use a flexible resin reservoir to greatly reduce the separation force of layers during printing, as well as a Light Processing Unit (LPU), our specially designed optical system, to achieve a reproducible and accurate print result. nine0003
In this article, we'll take a look at how LFS 3D printing is impacting print quality and productivity through significant improvements in four categories: Surface Detail , Surface Quality , Support Structures , and Detail Fidelity .
Would you like to see the resulting quality with your own eyes? Request a sample printed on Form 3.
Request a free sample
Inside the Form 3 and Form 3L is a specially designed optical system, the Light Processing Unit (LPU). Thanks to functional improvements, the light processing unit creates a sharp, clean laser spot. A spatial filter through which the laser beam passes captures all stray light, and a series of mirrors ensures that the beam is always directed perpendicular to the print plane.
Velociraptor model designed by Daniel De Leon 3D printed in Gray Resin Form 3 with a layer thickness of 100 microns. nine0003
Because the laser path is linear, fine details such as holes, embossed text, and small features are printed with sharp edges. Low Force Stereolithography allows you to print models with expressive detail and surface definition that cannot be achieved with a desktop printer.
“One of the most interesting features of the Form 3 is the print result in terms of print quality and model surface.
We really like the freedom that low tear-off force printing technology gives you when it comes to bringing out tiny details. The level of detail in the models is amazing. Just like the technology itself. nine0027
- Sean Buxton, Principal Mechanical Engineer, Ximedica
The surface quality of a 3D printed model is ultimately determined by the layering accuracy, that is, how accurately each layer aligns with the previous layer. When the layering accuracy is high, the layer lines become almost invisible. As a result, surface roughness is reduced, ultimately leading to a smooth surface and, for transparent materials, to details with more transparency. nine0003
Sculpture by Steve Jobs, designed by Sebastian Errazuriz, 3D printed in White Resin.
As each layer of resin cures, a bond is formed between the print and reservoir. The separation process breaks this connection, allowing the model to move up and print the next layer. In most 3D printers with inverted stereolithography technology, this separation is accompanied by a significant application of force to the model, which can lead to rough surfaces (which in Form 2 is minimized by careful calibration). nine0003
In most 3D printers with inverted stereolithography technology, this separation is accompanied by a significant application of force to the model, which can lead to rough surfaces (which in Form 2 is minimized by careful calibration). nine0003
In 3D printers with Low Force Stereolithography technology, when the part is pulled up by the build platform, separation is gentle due to the flexible film at the base of the resin tank. This greatly reduces the stress on the part (internal tests show a 10x reduction in release force compared to Form 2), resulting in a significant change in surface quality and part definition.
The flexible resin reservoir used in LFS 3D printers reduces peel force, resulting in sharper, smoother parts, such as these 3D models printed in Clear Resin. nine0003
“Our first impression of the Form 3 is the print quality. The first model we printed turned out to be excellent. There were no layers visible on the texture. Hypertherm has a rich tradition in the jewelry industry.
When I say "jewelry" I mean fine surface quality, shiny soft edges, detail. We are very, very careful to ensure that our quality is as close to perfection as possible.
We need a 3D printing solution that offers good surface quality and the result does not require much post-processing. Thus, we have less manual work: the less we have to fiddle with a trimmer or sandpaper, the better. Being able to print with this level of surface quality is essential when working with functional assemblies.” nine0027
- Aaron Noyes and Dan Harrington, Lead Mechanical Prototyping Designers, Hypertherm
In a recent Form 2 End User Survey, 47% of respondents said that removing support structures is their biggest headache, and 62% cited support structures as a key link in improving model post-processing.
With almost any 3D printing technology, post-processing, which includes the removal of support structures, grinding and finishing, increases time and reduces productivity.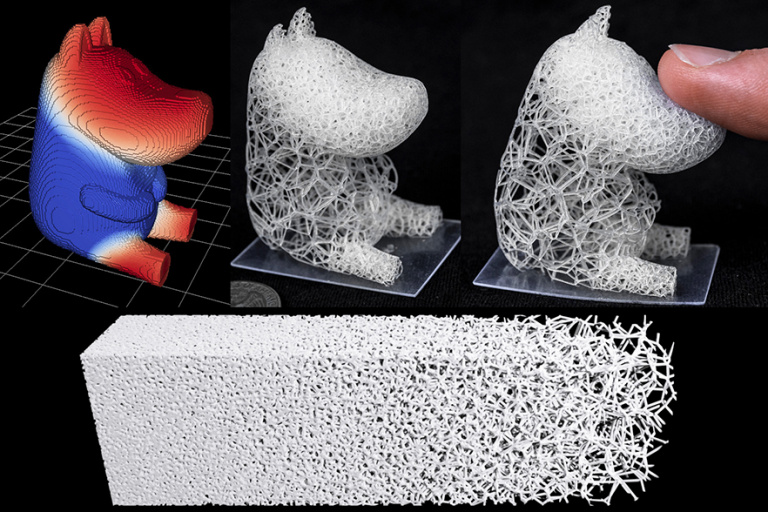 The traces left by the supports negatively affect the quality of the surface. nine0003
The traces left by the supports negatively affect the quality of the surface. nine0003
New easily detachable support structures are designed to solve this common problem. The new supports use very small contact points, allowing for easy release with minimal marks. They also have a stronger internal frame so that when the model is removed from the supports, the supports separate as a single structure.
The result is approximately four times less support material left on the model after removal of supports, which means less post-processing time and less need for additional sanding. In the diagram below, the model was printed on the Form 2 with a contact point density of 0.8 and a contact point size of 0.6 mm, on a Form 3 with a contact point density of 0.5 and a contact point size of 0.3 mm, the points are shown from 38 -fold increase. nine0003
Removing Form 3 easily detachable supports leaves the model with four times less support material than removing supports printed on Form 2.
“Improvement in the form of easily detachable supports is very effective. It's hard to convey your emotions when you take the model for the first time and pull it from the supports, and it separates without any problems. This takes the stress out of designing and cleaning parts and allows you to focus on design and creativity." nine0027
—Justen England, Managing Director, Delve
The Form 3 optical system resides inside a specially designed Light Processing Unit (LPU). Inside this enclosed optical module, the laser beam passes through a spatial filter that captures all stray light to produce a clean laser spot. The laser beam is then directed down to the galvanometer which positions the beam in the Y direction, then to the refractive mirror, and then to the parabolic mirror which aligns it before exiting the light processing unit window so that it passes directly under the print surface. nine0003
The light processing unit contains a system of lenses and mirrors to produce accurate, reproducible models.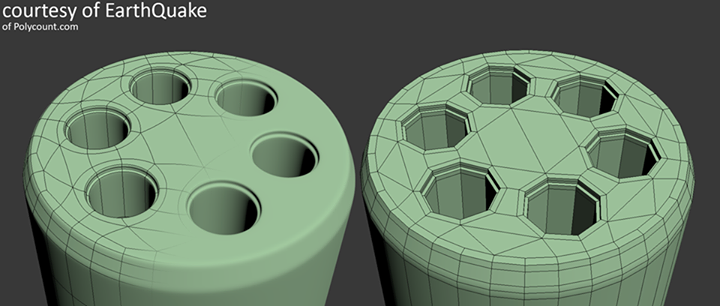
The stepper motor smoothly moves the entire LPU in the X direction based on a line scan. Combined with the perpendicular path of the laser beam, this creates what we call linear light propagation. The line scan process ensures stable and reliable XY resolution of 25 μm .
XY resolution at 25 microns describes how accurately the printer can draw in the XY plane: the laser moves in "steps" of 25 microns in the X direction. The laser spot size of 85 microns is essentially the size of the brush tip. Thanks to the continuous line scanning process, the Form 3 can consistently print models at 25 micron XY resolution. (This number is harder to get on Form 2 due to process differences). nine0003
We will soon publish an in-depth study on the accuracy of the reproduction of models printed on the Form 3.
Formlabs is committed to providing businesses of all types with the tools to access a high quality workflow. Based on cutting-edge Low Force Stereolithography (LFS) technology, the Form 3 printer is the next step towards universalization of industrial 3D printing and organization of professional-level production within the company.
Order Form 3Compare Formlabs Stereolithographic Models
Introducing Form 3 and Form 3L Printers with Low Force Stereolithography (LFS) Technology
Formlabs today is pleased to introduce two new products that will usher in a new era of 3D printing for users: Form 3, our latest professional desktop printer, which is now available, and Form 3L, the first affordable large-format stereolithography 3D printer available for pre-order. nine0003
Both new printers are powered by Low Fracture Stereolithography (LFS)™ technology, which delivers very high print quality, lighter support structures and a platform for more complex materials and applications.
Formlabs 3D printers are ideal for a wide range of industries with stable performance and unsurpassed ease of use. The Form 3 and Form 3L continue this trend.
New software features, such as the ability to send print jobs remotely and manage a shared print queue, open up new possibilities for working across teams and locations. We've focused on keeping things running smoothly for high-volume printing, and added comprehensive sensors and alarms, as well as user-replaceable components. Finally, Form 3L products allow you to seamlessly scale up to five times the print volume of our desktop 3D printers. nine0003
We've focused on keeping things running smoothly for high-volume printing, and added comprehensive sensors and alarms, as well as user-replaceable components. Finally, Form 3L products allow you to seamlessly scale up to five times the print volume of our desktop 3D printers. nine0003
Buy Form 3 Pre-order Form 3L
We're excited to continue to make powerful industrial technology more accessible and provide unparalleled quality and reliability for printers to build product lines that can grow with your business. Read on to learn more about how LFS 3D printing works and why we needed to change the 3D printing process.
Formlabs made a name for itself in the industry seven years ago with the introduction of its first stereolithography desktop 3D printer that was powerful and affordable. Since then, we have sold over 50,000 printers with over 40 million designs. nine0003
Gillette's Razor Maker™ solution powered by Form 2 3D printers allows consumers to create and order custom razor handles.
The Form 2 printer makes industrial quality parts affordable by reducing equipment, material and labor costs. Thanks to this, a huge number of enterprises began to use stereolithography.
Formlabs maintains one of the largest materials research departments in the industry. Our product range includes 20 materials designed for specific applications and industries. This allows companies like Gillette to produce finished work items at affordable prices for end users. Today, Formlabs users know more than anyone how to expand 3D printer manufacturing from a single tool to a continuously running digital factory, turning a prototyping tool into a powerful business development tool. nine0003
For Form 3 and Form 3L printers, this approach has evolved naturally. They feature easy removal of support structures, increased accuracy and reliability, faster maintenance, and provide new opportunities for printing large models and materials of the future. Formlabs paved the way to make industrial-quality 3D printing not just affordable, but truly universal by building its own manufacturing platform that is robust and versatile enough to grow your business on. nine0003
nine0003
“3D printing has long depended on the designer's understanding of the nuances of the printer's work to come. In addition, they had to know how to get the printer to produce quality models. As hardware evolved, fine-tuning knowledge faded into the background, and things got easier.
The Form 3 printer handles a range of tasks for you while producing quality parts. This is an example of the right approach to product design.” nine0027
-Nick Peyton, Mechanical Engineer, RightHand Robotics
The first Formlabs 3D printers were much smaller and more affordable than existing industrial stereolithographic instruments. Inverted stereolithography technology, which is the basis of the Form 2 printer, reduces the size and cost of equipment, but at the same time, the part is subjected to significant forces during printing. This problem is solved by careful calibration, but the intensive process of separation of the printed layers creates restrictions on materials and volume of printing, and strong support structures are required for successful printing of parts. nine0003
nine0003
Formlabs' development of Low Force Stereolithography (LFS) technology has revolutionized the approach to resin-based 3D printing and dramatically reduces the forces on models during printing.
Low forces in the LFS printing process allow the Form 3 printer to deliver consistently high model accuracy and surface quality.
LFS-based 3D printers use a flexible tank and linear illumination to achieve incredible surface quality and print accuracy. The lower press force allows for lightweight support structures that are easy to detach. In addition, the method itself opens up great opportunities for the further development of advanced materials ready for production. nine0003
“Making the supporting structures brittle was revolutionary. It's impossible to convey how you feel when you first pick up a model to remove it, and it comes off with absolutely no effort. Now you don't have to worry about printing and cleaning models, and you can focus on designing and creating.
"
—Justin England, CEO, Delve
The Form 3 and Form 3L printers use a specially designed Light Processing Unit (LPU) with a lens and mirror system to produce accurate and reproducible models. nine0003
The Light Processing Unit (LPU) contains a system of lenses and mirrors to produce accurate models with reproducible results. The Form 3 printer has one LPU and the Form 3L has two.
Inside the LPU, a galvanometer positions a high-density laser beam in the y-direction, passes it through a spatial filter, and directs it into a deflecting and parabolic mirror so that the beam always remains perpendicular to the plane of the platform.
Learn more about Form 3 Order nine0003
“One of the great things about the Form 3 is how the lack of stress affects print quality and finish. We like that we can reproduce all the subtleties of the design. I'm blown away by how detailed finished models can be.
It's really impressive."
“The thinness of the support structure where it touches the model helps a lot. We save a lot of time by separating the model from the base. Modular optical units are pleasing in that they can be on hand and quickly changed. This helps us keep our operations running smoothly, which is a big advantage for us.” nine0027
- Sean Buxton, Principal Mechanical Engineer, Ximedica
Form 3 and Form 3L printers are designed to run smoothly. We wanted you to have more time to design and create. Built-in sensors detect and maintain ideal printing conditions and send alerts when action is required.
The Form 3 and Form 3L printers use the same convenient cartridge system as the Form 2, with an extensive library of over 20 specialty and general purpose media for a variety of applications. nine0003
The design of the system greatly facilitates maintenance for those rare occasions when problems occur. The light processing unit, rollers, and optical window can be replaced in-house, saving you the cost of sending the printer back to the manufacturer to have these parts replaced. And with improved error detection and handling, you can experiment with confidence.
The light processing unit, rollers, and optical window can be replaced in-house, saving you the cost of sending the printer back to the manufacturer to have these parts replaced. And with improved error detection and handling, you can experiment with confidence.
Start printing from anywhere with the Remote Print solution.
The intuitive and redesigned user interface of our print preparation software, cloud management tools and printer touch screen makes it easy to operate the machine without any special training.
Our software is always free and packed with useful features that enable new ways to integrate 3D printing into workflows. Start printing on-the-go with Remote Print, manage an organized print queue in PreForm, and manage commands and permissions in the online Dashboard. nine0003
With Low Force Stereolithography (LFS)™ technology, the work area can be seamlessly enlarged by five times using the same powerful print engine.
The LPU's modular design, uniform linear illumination, and force-reducing elastic reservoir allow Low Force Stereolithography technology to seamlessly scale to a wider print area using the same powerful print engine.
The first affordable large-format Form 3L printer quickly prints large resin parts using two staggered LPUs that work simultaneously on an optimized print path. nine0003
Black Diamond designed helmet. On the left is the prototype printed on the Form 3L, on the right is the finished product.
For the first time, many companies have the opportunity to print large parts themselves, spending less time and money on it. When high performance is needed, the Form 3L increases the throughput of each device. For example, jewelers can print about 150 rings in one pass, and dental laboratories can make about 40 dental arches at a time. nine0003
Two staggered LPUs within the Form 3L move along an optimized laser path to work quickly through large builds.
The Form 3L's two stepped LPUs move along an optimized laser beam path to quickly cover a large area.
Both printers use the same convenient resin cartridge system as the Form 2. The Form 3L accepts two resin cartridges.![]() This allows you to increase the capacity of materials and avoid interruptions when printing even the largest models. nine0003
This allows you to increase the capacity of materials and avoid interruptions when printing even the largest models. nine0003
Learn more about the Form 3L Book Now
The Form 3, Form 3L, and Form 2 printers use the same resin cartridges. Form 3 and Form 2 printers have the same platforms. Both of these models are compatible with Form Wash and Form Cure solutions. Learn more about the differences between Form 3 and Form 2 printers.
| Form 3 | Form 3L | Form 2 | 25-300 µm. 0.001-0.012 in. | *25-300 µm. *25-300 µm | 25-300 µm. 0.001" - 0.012" | ||
|---|---|---|---|---|---|---|---|
| XY resolution | 25 µm 0.001 in. | 25 µm 0.001 in. | n/a | ||||
| Laser spot size | 85 µm 0.0033 in. | 85 µm 0.0033 in. | 140 µm 0.0055 in. | ||||
| Resin Cartridges | 1 | 2 | 1 |
Formlabs Stereolithographic 3D Printer Specifications Compare Form 3 and Form 2 Specifications
* Minor changes may be made to final Form 3L specifications.
Learn more