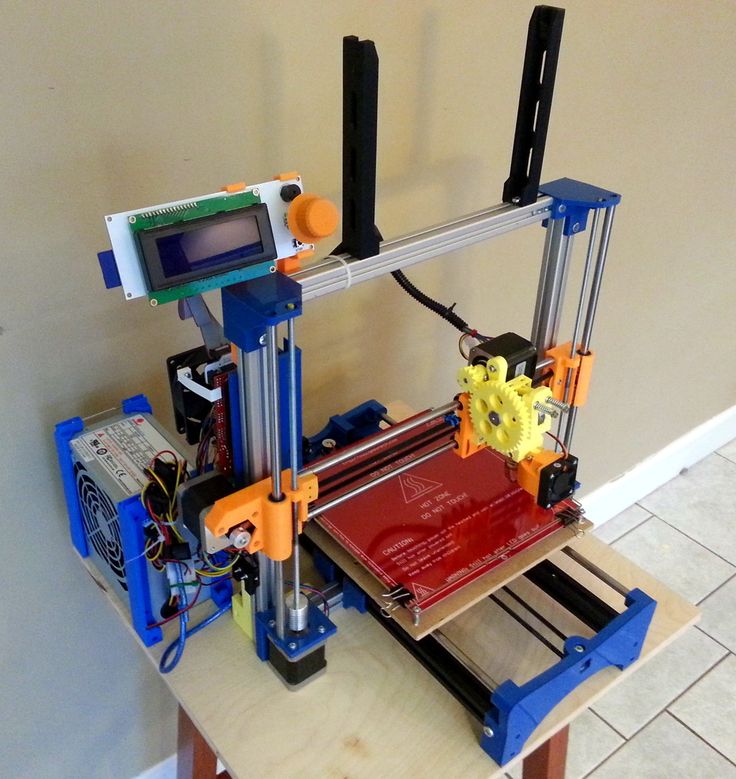
Fusematic 3d printer
MatterControl - 3D Printing Software
- Home
- Store
- MatterHackers Products
- MatterControl Slicer & Design Software
MatterControl is a free, open-source software package that lets you design, prepare, and manage your 3D prints. It includes powerful design and print preparation capabilities, as well as potent templates in the Design Apps that will kickstart your creations.
- Design, prepare, and manage 3D prints in one program
- Personalize and customize each design
- Powerful design and print preparation capabilities
Remove from wishlist Add to wishlist loading...
Product No. M-KZG-TDW6
| List Price: | $0.00 |
|---|---|
| Price: | $0.00 |
| Price: | $... |
| Order Now: | Ships calculating. |
MatterControl is a free, open-source, first of its kind software package that lets you design, organize, and manage your 3D prints.
MatterControl is Design
MatterControl is the first 3D printing software to make it possible to integrate design, preparation, and printing in one end-use program.
Indulge Your Imagination - Innovate Your Industry
Design Tools help you to succeed at personalizing each design making every 3D print truly your own - Everything is possible.
Absolutely Endless Customization
MatterControl gives you powerful design and print preparation capabilities, as well as potent templates in the Design Apps that will kickstart your creations.
MatterControl 2.0: What's New
Get a birds-eye view of all the new and improved design tools and capabilities of MatterControl in our What's New article, or read through the online documentation to dive deep into its capabilities.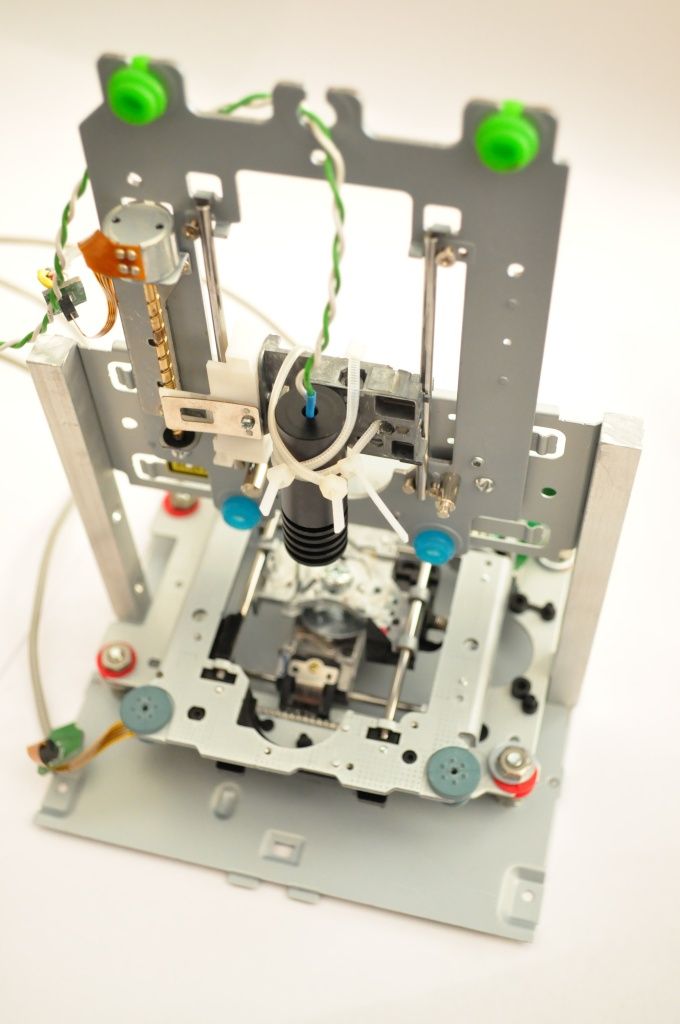
MatterControl Design Apps
Find out what you can do with MatterControl's newest set of Design Apps - made to help you personalize and customize 3D prints - whether they are your own, or a shared, online file. Read all about it in our MatterControl Design Apps article.
MatterControl Design Tools
MatterControl now comes with design capabilities that rival those of professional, pricy engineering grade modeling programs. Learn all about the new toolsets in our MatterControl Design Tools article.
More 3D Printing Power To You
At MatterHackers we live and breathe 3D printing and to serve our customers we demand the best of ourselves and our products. That’s why we constantly challenge the status quo by innovating and updating MatterControl - the first of its kind solution for 3D printing. We are constantly adding features to ensure the ultimate 3D printing experience. MatterControl features a real-time modification of Z-offset, speed and extrusion adjustments, and text notifications when your print completes. With the amazing new features, you also get ultimate control with options to create customized supports, fine-tune dual extrusion prints, brand-new built-in design tools and design apps, and much more. MatterControl enables you to do more with your creativity, your time, and your 3D printer.
With the amazing new features, you also get ultimate control with options to create customized supports, fine-tune dual extrusion prints, brand-new built-in design tools and design apps, and much more. MatterControl enables you to do more with your creativity, your time, and your 3D printer.
Designed For You and By You
MatterControl is not only open source - it's also free. Our developers interact with users to learn exactly what is needed of our software now and in the future, making MatterControl the best it can be. Within MatterControl you can choose to download the stable build, or the beta version of the software to get your hands on, and test the latest powerful features. We have already incorporated integrated design tools, and we have the ability to control multiple 3D printers simultaneously from one computer.
MatterControl Cloud Sync
Never be without your digital files. Anything that you download from the MatterHackers Digital Design Store, as well as anything you store in your Cloud folder within MatterControl, are available anywhere you log in.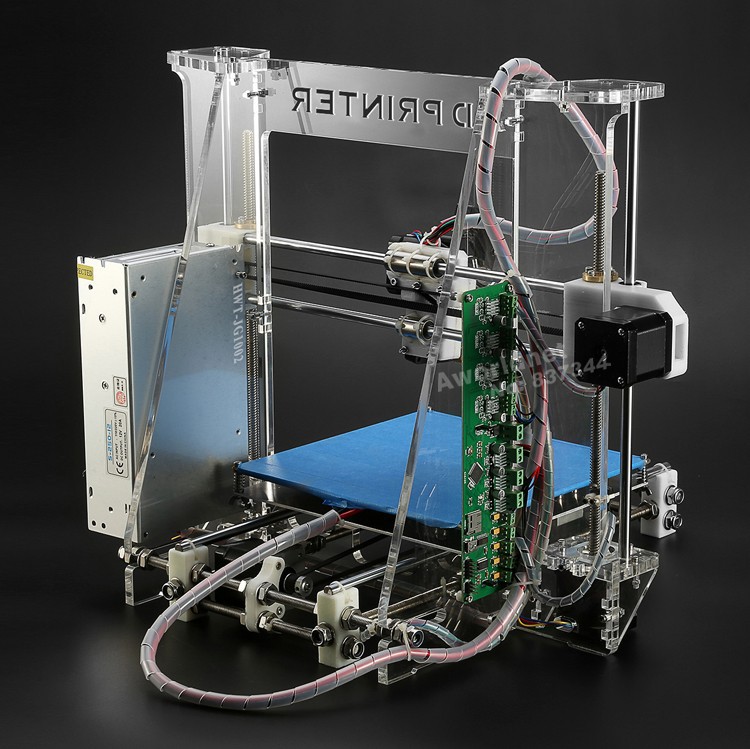 You can also log on to the web portal and check the status of prints in progress.
You can also log on to the web portal and check the status of prints in progress.
Minimum System Requirements
Devices that run on Windows 10 or MacOS 10.x, must meet the following minimum system requirements:
- Processor: 1 gigahertz (GHz) or faster processor
- RAM: 2 GB for 64-bit
- Hard Disk Space: 6GB
- Graphics Card: DirectX 9 or later with WDDM 1.0 driver
- Display: 800 x 600
Recommended System
Windows 10: Windows represents the most stable and current version of MatterControl:
- Operating System: Windows 10
- Processor: 64bit, 3 gigahertz (GHz) or faster processor
- RAM: 6 GB
- Hard Disk Space: 100GB
- Graphics Card: DirectX 9 or later with WDDM 1.
 0 driver
0 driver - Display: 1024 x 768 or higher
MatterControl User Guide
Visit the MatterControl User Guide for more information and help with MatterControl. The guide is always being updated and should be useful for getting started.
MatterControl User Guide: https://www.matterhackers.com/mattercontrol/support
MatterControl Tutorials
Create more with MatterControl - MatterHackers own 3D design, prep and slice program for all your 3D printing needs. Whether you're a new MatterControl user, or looking for more in-depth knowledge on how to use MatterControl, these tutorials will get you on the right path.
Beginner
This beginner video gives users an overall lay of the land in the UI for MatterControl. By the end of this tutorial, every user should be able to load and prepare a 3D design for 3D printing.
Intermediate
In our second MatterControl tutorial, users will learn to change the options in the slicer settings to directly impact the overall 3D print quality and the strength and detail of their 3D printed designs.
Advanced
In this MatterControl tutorial video users will learn the knowledge they need to start creating their own models from scratch using Design Tools.
Does it work with my Printer?
Chances are yes: MatterControl is designed to work with most open standard desktop 3D printers. Take a look at the list below for some printers we support.
Pulse Custom 3D Printer
Ultimaker 2+
Lulzbot 3D Printers (All)
Creality (CR-10, All)
Prusa i3 Mk2/3/Mini
Any 3D printer that runs G-Code
Any 3D printer that runs X3G
View All Compatible Printers
3D Cloner DH
3D Cloner Dh4
3D Cloner DH Plus
3D Cloner DH+
3D Cloner LAB
3D Cloner PLUS G3
3D Cloner ST
3D Cloner ST G3
3D Cloner ST+
3D Factory MendelMax 1.5
3D Stuffmaker Core
3D Stuffmaker Creator
3D Stuffmaker Evolution
3D Stuffmaker i3 Plus+
3D Stuffmaker Mega i3
Airwolf 3D HD
Airwolf 3D HD2X
Airwolf 3D HDL
Airwolf 3D HD-R
Airwolf 3D HDX
Airwolf 3D V5. 5
5
Airwolf 3D XL
Anet A8
Anycubic Chiron
Anycubic i3 Mega
Anycubic Kossel
BCN3D Sigma
BeeVeryCreative BeeTheFirst
Blue Eagle Labs Kossel Clear
CraftUnique CraftBot+
CraftUnique CraftBot XL
Creality CR-10 S
Creality CR-10 S4
Creality CR-10 S5
Creality CR-20
CTC Bizer
Deezmaker Bukito
Deezmaker Bukobot V2
DMS DP5
Dremel 3D45
EHuxley
Flashforge Creator
Flashforge Creator Dual
Flashforge Creator Pro Dual
Flashforge Creator X Dual
FlashForge Creator Finder
gCreate gMax
Genkei Lepton 2
GorillaMaker GM3D200
GorillaMaker GM3D500
INTAMSYS FUNMAT HT
IRA3D Poetry Infinity
JumpStart V1
Leapfrog Creatr
Leapfrog Creatr HS
Leapfrog Creatr XL
Leapfrog Xeed
Lulzbot TAZ
Lulzbot TAZ4
Lulzbot TAZ5
LulzBot TAZ6
Lulzbot Mini
M3D Micro with iMe Firmware
MAKEiT Pro-L
MAKEiT Pro-M
MakerBot Replicator 2
MakerBot Replicator 2x
MakerBot Replicator 5th Gen
MakerBot Replicator Mini
MakerBot Replicator Z18
MakerGear M2
MakerGear M3
MakerGear M3 Dual
Maker's Tool Works Fusematic
Maker's Tool Works MendelMax 2
Maker's Tool Works MendelMax 3
Maker's Tool Works MendelMax 3 (Dual Extrusion)
Maker's Tool Works MiniMax
Me3D Me2
Me3D Me2 HV
Mendel90
Mendelmax2
Monoprice Maker Select Plus
Monoprice Maker Select v2
Monoprice Maker Select Plus MP Delta Pro
Monoprice Maker Select Plus MP Select Mini V2
ORD Solutions RoVa3D Dual
OpenBeam Kossel Pro
Organic Thinking System Deltabot-K
Peopoly Moai
Portabee GO
Printrbot Metal Plus (Dual Extrusion)
Printrbot Metal (Heated Bed)
Printrbot Metal (No Heated Bed)
Printrbot JR
Printerbot LC
Printerbot PLUS
Printerbot Simple
Printerbot Simple Metal
Printerbot Simple Metal PLUS
PrintSpace Altair
Prusa i3
Prusa Research i3 MK2
Prusa Research i3 MK3
Prusa Research Mini
Pulse Custom 3D Printer
Pulse XE 3D Printer
Pulse HV 3D Printer
Qidi Tech 1
Revolution 3D INF3D-AF1-DE
Revolution 3D INF3D-AF1-SE
Revolution 3D INF3D-SPE
Robo3D R1
Robo3D R1 Plus
SeeMeCNC Artemis
SeeMeCNC Eris
SeeMeCNC h3
SeeMeCNC Orion
SeeMeCNC Rostock MAX
SeeMeCNC Rostock Max V2
SeeMeCNC Rostock Max V3
Sindoh 3DWOX 1
Solidoodle 2
Solidoodle 3
Solidoodle 4
Solidoodle Press
Solidoodle Workbench
Solidoodle Workbench Apprentice
Tosingraf 3DPrint
Tosingraf Cover 3DPrint
Tosingraf Cover Engraving
Type A Machines Series 1
Ultimaker 2
Ultimaker 2 Extended
Ultimaker 2 Extended+
Ultimaker 2+
Ultimaker Original+
Velleman K8200
Wanhao 4S
Wanhao Duplicator i3
ZYYX ZYYX+
Any 3D printer that runs G-Code
Any 3D printer that runs X3G (as of 1. 4)
4)
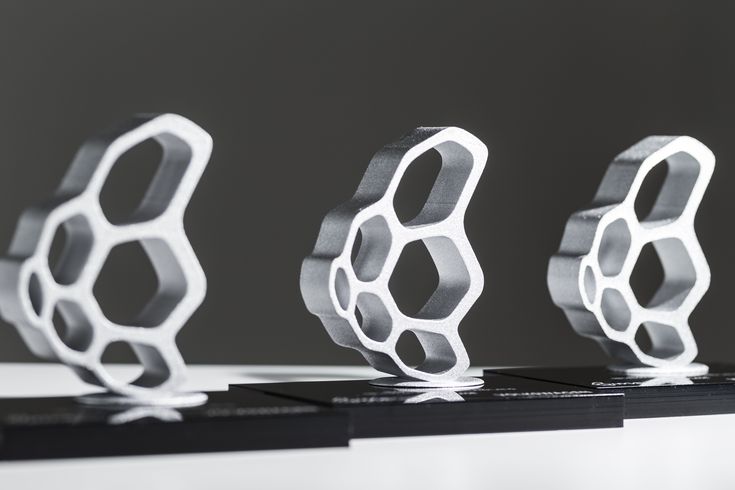
Additive manufacturing (3D printing) in superficial brachytherapy
1. Albert MR, Weinstock MA. Keratinocyte carcinoma. CA Cancer J Clin 2003; 53: 292-302. [PubMed] [Google Scholar]
2. Karimkhani C, Boyers LN, Dellavalle RPet al.. It’s time for “keratinocyte carcinoma” to replace the term “nonmelanoma skin cancer”. J Am Acad Dermatol 2015; 72: 186-187. [PubMed] [Google Scholar]
3. Skin cancer statistics . World Cancer Research Fund 2018. https://www.wcrf.org/dietandcancer/cancer-trends/skin-cancer-statistics (accessed October 15, 2020).
4. Christensen SR, Wilson LD, Leffell DJ. Chapter 90: Cancer of the skin. In: DeVita VT, Lawrence TS, Rosenberg SA (eds.). DeVita, Hellman, and Rosenberg’s Cancer: Principles and Practice of Oncology. 11th ed. Lippincott Williams & Wilkins, Philadelphia: 2019. [Google Scholar]
5. What are basal and squamous cell skin cancers? Types of skin cancer. https://www.cancer.org/cancer/basal-and-squamous-cell-skin-cancer/about/what-is-basal-and-squamous-cell. html (accessed June 1, 2020).
html (accessed June 1, 2020).
6. Ouhib Z, Kasper M, Perez Calatayud Jet al.. Aspects of dosimetry and clinical practice of skin brachytherapy: The American Brachytherapy Society working group report. Brachytherapy 2015; 14: 840-858. [PubMed] [Google Scholar]
7. Rodriguez S, Santos M, Richart Jet al.. High-dose-rate brachytherapy in skin cancers: Patient convenience, local control and cosmetical results. Brachytherapy 2008; 7: 159. [Google Scholar]
8. Joslin C, Flynn A, Hall E. Principle and practice of brachytherapy using afterloading systems. Cancer Radiother 2001; 5: 787. [Google Scholar]
9. Skowronek J. Brachytherapy in the treatment of skin cancer: an overview. Postepy Dermatol Alergol 2015; 32: 362-367. [PMC free article] [PubMed] [Google Scholar]
10. Guinot JL, Rembielak A, Perez-Calatayud Jet al.. GEC-ESTRO ACROP recommendations in skin brachytherapy. Radiother Oncol 2018; 126: 377-385. [PubMed] [Google Scholar]
11. Zaorsky NG, Lee CT, Zhang Eet al. . Skin cancer brachytherapy vs external beam radiation therapy (SCRiBE) meta-analysis. Radiother Oncol 2018; 126: 386-393. [PMC free article] [PubMed] [Google Scholar]
. Skin cancer brachytherapy vs external beam radiation therapy (SCRiBE) meta-analysis. Radiother Oncol 2018; 126: 386-393. [PMC free article] [PubMed] [Google Scholar]
12. Zaorsky NG, Lee CT, Zhang Eet al.. Hypofractionated radiation therapy for basal and squamous cell skin cancer: A meta-analysis. Radiother Oncol 2017; 125: 13-20. [PMC free article] [PubMed] [Google Scholar]
13. Guix B, Finestres F, Tello Jet al.. Treatment of skin carcinomas of the face by high-dose-rate brachytherapy and custom-made surface molds. Int J Radiat Oncol Biol Phys 2000; 47: 95-102. [PubMed] [Google Scholar]
14. Arenas M, Arguís M, Díez-Presa Let al.. Hypofractionated high-dose-rate plesiotherapy in nonmelanoma skin cancer treatment. Brachytherapy 2015; 14: 859-865. [PubMed] [Google Scholar]
15. Delishaj D, Laliscia C, Manfredi Bet al.. Non-melanoma skin cancer treated with high-dose-rate brachytherapy and Valencia applicator in elderly patients: a retrospective case series. J Contemp Brachytherapy 2015; 7: 437-444.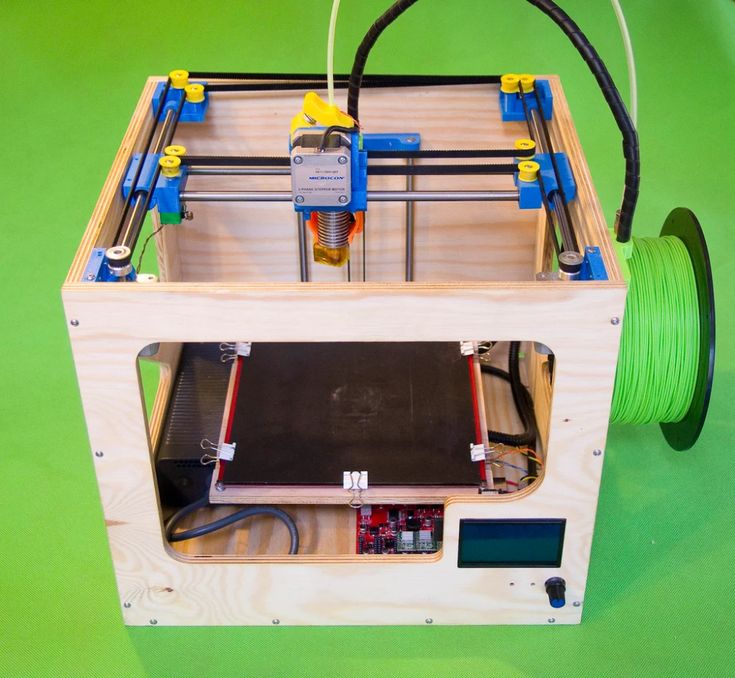 [PMC free article] [PubMed] [Google Scholar]
[PMC free article] [PubMed] [Google Scholar]
16. Gauden R, Pracy M, Avery AMet al.. HDR brachytherapy for superficial non-melanoma skin cancers. J Med Imaging Radiat Oncol 2013; 57: 212-217. [PubMed] [Google Scholar]
17. Tormo A, Celada F, Rodriguez Set al.. Non-melanoma skin cancer treated with HDR Valencia applicator: clinical outcomes. J Contemp Brachytherapy 2014; 6: 167-172. [PMC free article] [PubMed] [Google Scholar]
18. Somanchi BV, Stanton A, Webb Met al.. Hand function after high dose rate brachytherapy for squamous cell carcinoma of the skin of the hand. Clin Oncol (R Coll Radiol) 2008; 20: 691-697. [PubMed] [Google Scholar]
19. Svoboda VH, Kovarik J, Morris F. High dose-rate microselectron molds in the treatment of skin tumors. Int J Radiat Oncol Biol Phys 1995; 31: 967-972. [PubMed] [Google Scholar]
20. Ota K, Adar T, Dover Let al.. Review: the reemergence of brachytherapy as treatment for non-melanoma skin cancer. J Dermatolog Treat 2018; 29: 170-175. [PubMed] [Google Scholar]
[PubMed] [Google Scholar]
21. Köhler-Brock A, Prager W, Pohlmann Set al.. The indications for and results of HDR afterloading therapy in diseases of the skin and mucosa with standardized surface applicators (the Leipzig applicator). Strahlenther Onkol 1999; 175: 170-174. [PubMed] [Google Scholar]
22. Kuncman Ł, Kozłowski S, Pietraszek Aet al.. Highly conformal CT based surface mould brachytherapy for non-melanoma skin cancers of earlobe and nose. J Contemp Brachytherapy 2016; 8: 195-200. [PMC free article] [PubMed] [Google Scholar]
23. Fulkerson RK, Perez-Calatayud J, Ballester Fet al.. Surface brachytherapy: Joint report of the AAPM and the GEC-ESTRO Task Group No. 253. Med Phys 2020; 47: e951-987. [PubMed] [Google Scholar]
24. Kowalik Ł, Łyczek J, Sawicki Met al.. Individual applicator for brachytherapy for various sites of superficial malignant lesions. J Contemp Brachytherapy 2013; 5: 45-49. [PMC free article] [PubMed] [Google Scholar]
25. Types of non-melanoma skin cancer. Canadian Cancer Society. https://www.cancer.ca:443/en/cancer-information/cancer-type/skin-non-melanoma/non-melanoma-skin-cancer/types-of-non-melanoma/?region=on (accessed June 1, 2020).
Canadian Cancer Society. https://www.cancer.ca:443/en/cancer-information/cancer-type/skin-non-melanoma/non-melanoma-skin-cancer/types-of-non-melanoma/?region=on (accessed June 1, 2020).
26. Canters RA, Lips IM, Wendling Met al.. Clinical implementation of 3D printing in the construction of patient specific bolus for electron beam radiotherapy for non-melanoma skin cancer. Radiother Oncol 2016; 121: 148-153. [PubMed] [Google Scholar]
27. Yoon K, Jeong C, Sung-woo Ket al.. Dosimetric evaluation of respiratory gated volumetric modulated arc therapy for lung stereotactic body radiation therapy using 3D printing technology. PLoS One 2018; 13: e0208685. [PMC free article] [PubMed] [Google Scholar]
28. Loja MAR, Craveiro DS, Vieira Let al.. Radiotherapy-customized head immobilization masks: from modeling and analysis to 3D printing. Nucl Sci Tech 2019; 30: 142. [Google Scholar]
29. Skinner L, Fahimian BP, Yu AS. Tungsten filled 3D printed field shaping devices for electron beam radiation therapy.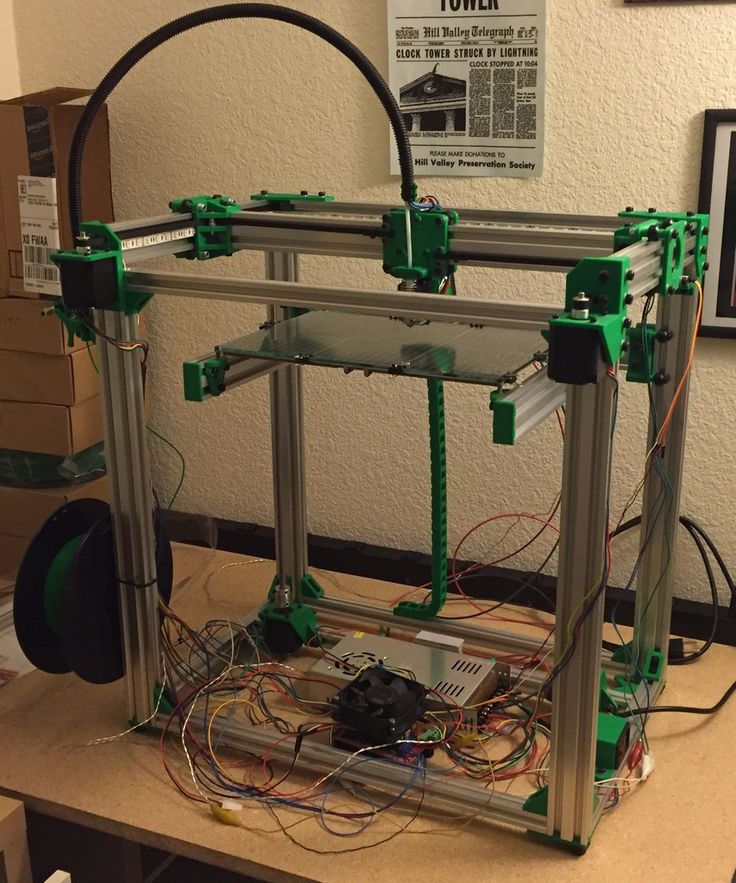 PLoS One 2019; 14: e0217757. [PMC free article] [PubMed] [Google Scholar]
PLoS One 2019; 14: e0217757. [PMC free article] [PubMed] [Google Scholar]
30. Clarke S. 3D Printed surface applicators for high dose rate brachytherapy. Dalhousie University Halifax, Nova Scotia 2016.
31. Casey S, Bahl G, Awotwi-Pratt Jet al.. High dose rate 192-Ir-brachytherapy for basal cell carcinoma of the skin using a 3D printed surface mold. Cureus J Med Sci 2019; 11. [PMC free article] [PubMed] [Google Scholar]
32. D’Alimonte L, Ravi A, Helou Jet al.. Optimized penile surface mold brachytherapy using latest stereolithography techniques: A single-institution experience. Brachytherapy 2019; 18: 348-352. [PubMed] [Google Scholar]
33. Lecornu M, Silva M, Barraux Vet al.. Digital applicator by 3D printing in contact brachytherapy. Cancer Radiother 2019; 23: 328-333. [PubMed] [Google Scholar]
34. Jones EL, Tonino Baldion A, Thomas Cet al.. Introduction of novel 3D-printed superficial applicators for high-dose-rate skin brachytherapy. Brachytherapy 2017; 16: 409-414. [PubMed] [Google Scholar]
[PubMed] [Google Scholar]
35. Taggar A, Martell K, Barnes Eet al.. 172 3D printed, individually customized high-dose-rate brachytherapy applicator for treatment of chronic digital psoriasis. Radiother Oncol 2019; 139: S73. [Google Scholar]
36. Voros L, Cohen GN, Piechocniski PWet al.. Custom mold technique with 3D printed applicator “Shell” in penile HDR brachytherapy. Brachytherapy 2017; 16: S49-50. [Google Scholar]
37. Aldridge S, Jones EL, Tonino Aet al.. Skin HDR brachytherapy treatment using a mould made with a 3D printer. Brachytherapy 2016; 15: S147-148. [Google Scholar]
38. Bassi S, Langan B, Malone C. Dosimetry assessment of patient-specific 3D printable materials for HDR surface brachytherapy. Phys Med 2019; 67: 166-175. [PubMed] [Google Scholar]
39. Oare C, Wilke C, Ehler Eet al.. Dose calibration of Gafchromic EBT3 film for Ir-192 brachytherapy source using 3D-printed PLA and ABS plastics. 3D Print Med 2019; 5: 3. [PMC free article] [PubMed] [Google Scholar]
40. Cunha JAM, Mellis K, Sethi Ret al.. Evaluation of PC-ISO for customized, 3D printed, gynecologic 192-Ir HDR brachytherapy applicators. J Appl Clin Med Phys 2015; 16: 5168. [PMC free article] [PubMed] [Google Scholar]
Cunha JAM, Mellis K, Sethi Ret al.. Evaluation of PC-ISO for customized, 3D printed, gynecologic 192-Ir HDR brachytherapy applicators. J Appl Clin Med Phys 2015; 16: 5168. [PMC free article] [PubMed] [Google Scholar]
41. Harris BD, Nilsson S, Poole CM. A feasibility study for using ABS plastic and a low-cost 3D printer for patient-specific brachytherapy mould design. Australas Phys Eng Sci Med 2015; 38: 399-412. [PubMed] [Google Scholar]
42. Park SY, Kang S, Park JMet al.. Development and dosimetric assessment of a patient-specific elastic skin applicator for high-dose-rate brachytherapy. Brachytherapy 2019; 18: 224-232. [PubMed] [Google Scholar]
43. Ricotti R, Vavassori A, Bazani Aet al.. 3D-printed applicators for high dose rate brachytherapy: Dosimetric assessment at different infill percentage. Phys Med 2016; 32: 1698-1706. [PubMed] [Google Scholar]
44. Wiebe E, Easton H, Thomas Get al.. Customized vaginal vault brachytherapy with computed tomography imaging-derived applicator prototyping. Brachytherapy 2015; 14: 380-384. [PubMed] [Google Scholar]
Brachytherapy 2015; 14: 380-384. [PubMed] [Google Scholar]
45. Ferreira C, Johnson D, Rasmussen Ket al.. A novel conformal superficial high-dose-rate brachytherapy device for the treatment of nonmelanoma skin cancer and keloids. Brachytherapy 2017; 16: 215-222. [PubMed] [Google Scholar]
46. Guthier C, Devlin P, Harris Tet al.. Development and clinical implementation of semi-automated treatment planning including 3D printable applicator holders in complex skin brachytherapy. Med Phys 2019; 47: 869-879. [PubMed] [Google Scholar]
47. Sim L. Novel application of 3D printing in brachytherapy using MED610 3D printed insert for I-125 ROPES eye plaque. Australas Phys Eng Sci Med 2016; 39: 863-870. [PubMed] [Google Scholar]
48. Pashazadeh A, Boese A, Friebe M. Surface anatomy leading to personalized surface applicator: 3D printing for brachytherapy of skin tumors, 2019. 10.18416/AMMM.2019.1909S03P21. [CrossRef] [Google Scholar]
49. Pashazadeh A, Robatjazi M, Castro NJet al. . A multiwell applicator for conformal brachytherapy of superficial skin tumors: A simulation study. Skin Res Technol 2020; 26: 537-541. [PubMed] [Google Scholar]
. A multiwell applicator for conformal brachytherapy of superficial skin tumors: A simulation study. Skin Res Technol 2020; 26: 537-541. [PubMed] [Google Scholar]
50. Buchauer K, Henke G, Plasswilm Let al.. EP-2020: Vertical type surface brachytherapy applicator improvement with a 3d printed dose compensation body. Radiother Oncol 2016; 119: S954. [Google Scholar]
51. Schreiber S, Reitemeier B, Herrmann Tet al.. A Process for making cutaneous radiation applicators based on digital data. Strahlenther Onkol 2006; 182: 349-352. [PubMed] [Google Scholar]
52. Schumacher M, Lasso A, Cumming Iet al.. 3D-printed surface mould applicator for high-dose-rate brachytherapy, 2015. 10.1117/12.2082543. [CrossRef] [Google Scholar]
53. Douglass MJJ, Caraça Santos AM. Application of optical photogrammetry in radiation oncology: HDR surface mold brachytherapy. Brachytherapy 2019; 18: 689-700. [PubMed] [Google Scholar]
54. Bhaird SNA, Caines R, Lee C. OC-0322 HDR Skin applicator fabrication for clinical cases: handmade vs digitally designed and 3D printed. Radiother Oncol 2019; 133: S166-167. [Google Scholar]
Radiother Oncol 2019; 133: S166-167. [Google Scholar]
55. Rapchak AK, Likhacheva AO, Page CMet al.. Custom 3-D printed skin shielding for skin surface brachytherapy. Brachytherapy 2018; 17: S65. [Google Scholar]
56. Duckworth T, Wang H, Barbee D. Implementation of a Leipzig surface HDR treatment program with 3D printing. Brachytherapy 2017; 16: S96. [Google Scholar]
57. Arenas M, Sabater S, Sintas Aet al.. Individualized 3D scanning and printing for non-melanoma skin cancer brachytherapy: a financial study for its integration into clinical workflow. J Contemp Brachytherapy 2017; 9: 270-276. [PMC free article] [PubMed] [Google Scholar]
58. Rooney MK, Rosenberg DM, Braunstein Set al.. Three-dimensional printing in radiation oncology: A systematic review of the literature. J Appl Clin Med Phys 2020; 21: 15-26. [PMC free article] [PubMed] [Google Scholar]
59. ISO/ASTM 52900:2015(en). Additive manufacturing – General principles – Terminology. https://www.iso.org/obp/ui/#iso:std:iso-astm:52900:ed-1:v1:en (accessed October 12, 2020).
60. Additive Manufacturing vs 3D Printing. GE Additive. https://www.ge.com/additive/additive-manufacturing/information/3d-printing (accessed June 1, 2020).
61. Chepelev L, Giannopoulos A, Tang Aet al.. Medical 3D printing: methods to standardize terminology and report trends. 3D Print Med 2017; 3: 4. [PMC free article] [PubMed] [Google Scholar]
62. Gross BC, Erkal JL, Lockwood SYet al.. Evaluation of 3D printing and its potential impact on biotechnology and the chemical sciences. Anal Chem 2014; 86: 3240-3253. [PubMed] [Google Scholar]
63. ASTM International . Standard terminology for additive manufacturing technologies: designation F2792-12a. West Conshohocken, PA: ASTM International; 2012. [Google Scholar]
64. What is additive manufacturing? Engineering Product Design. https://engineeringproductdesign.com/knowledge-base/additive-manufacturing-processes/ (accessed June 1, 2020).
65. Tino R, Leary M, Yeo Aet al.. Additive manufacturing in radiation oncology: a review of clinical practice, emerging trends and research opportunities. Int J Extrem Manuf 2020; 2: 012003. [Google Scholar]
Int J Extrem Manuf 2020; 2: 012003. [Google Scholar]
66. Sheynin D, Bovalino YM. This is what a 3D printed jet engine looks like. GE Reports 2017. https://www.ge.com/reports/treat-avgeeks-inside-look-ges-3d-printed-aircraft-engine/ (accessed June 1, 2020).
67. Lin E, Alessio A. What are the basic concepts of temporal, contrast, and spatial resolution in cardiac CT? J Cardiovasc Comput Tomogr 2009; 3: 403-408. [PMC free article] [PubMed] [Google Scholar]
68. Haleem A, Javaid Mohd. 3D scanning applications in medical field: A literature-based review. Clin Epidemiol Global Health 2019; 7: 199-210. [Google Scholar]
69. Sharma A, Sasaki D, Rickey DWet al.. Low-cost optical scanner and 3-dimensional printing technology to create lead shielding for radiation therapy of facial skin cancer: First clinical case series. Adv Radiat Oncol 2018; 3: 288-296. [PMC free article] [PubMed] [Google Scholar]
70. Sasaki DK, McGeachy P, Aviles JEAet al.. A modern mold room: Meshing 3D surface scanning, digital design, and 3D printing with bolus fabrication. J Appl Clin Med Phys 2019; 20: 78-85. [PMC free article] [PubMed] [Google Scholar]
J Appl Clin Med Phys 2019; 20: 78-85. [PMC free article] [PubMed] [Google Scholar]
71. Grimm T. User’s guide to rapid prototyping. Society of Manufacturing Engineers 2004.
72. Most Common 3D Printer File Formats. All3DP 2020. https://all3dp.com/1/3d-printer-file-format/ (accessed June 1, 2020).
73. Chmura J, Erdman A, Ehler Eet al.. Novel design and development of a 3D-printed conformal superficial brachytherapy device for the treatment of non-melanoma skin cancer and keloids. 3D Print Med 2019; 5: 10. [PMC free article] [PubMed] [Google Scholar]
74. Pashazadeh A, Boese A, Castro NJet al.. A new 3D printed applicator with radioactive gel for conformal brachytherapy of superficial skin tumors. 41st Annual International Conference of the IEEE Engineering in Medicine and Biology Society (EMBC), 2019; 6979-6982. [PubMed] [Google Scholar]
75. Patil S, Pan J, Abbeel Pet al.. Planning curvature and torsion constrained ribbons in 3D with application to intracavitary brachytherapy. Automation Science and Engineering, IEEE Transactions On 2015; 12: 1332-1345. [Google Scholar]
Automation Science and Engineering, IEEE Transactions On 2015; 12: 1332-1345. [Google Scholar]
76. Poulin E, Collins-Fekete CA, Létourneau Met al.. Adaptation of the CVT algorithm for catheter optimization in high dose rate brachytherapy. Med Phys 2013; 40: 111724. [PubMed] [Google Scholar]
77. Guthier CV, Damato AL, Hesser JWet al.. A fast inverse treatment planning strategy facilitating optimized catheter selection in image-guided high-dose-rate interstitial gynecologic brachytherapy. Med Phys 2017; 44: 6117-6127. [PubMed] [Google Scholar]
78. What Does Resolution Mean in 3D Printing? Formlabs. https://formlabs.com/blog/3d-printer-resolution-meaning/ (accessed June 1, 2020).
79. What is ISO 10993? How is it Different from USP Class VI? Holland Applied Technologies 2014. https://hollandaptblog.com/2014/04/22/what-is-iso-10993-how-is-it-different-from-usp-class-vi/ (accessed June 1, 2020).
80. Accura ClearVue. Materials. http://infocenter.3dsystems.com/materials/sla/accura-clearvue (accessed October 13, 2020).
81. Stratasys PC-ISO. StratasysTM Support Center. https://support.stratasys.com/en/materials/fdm-materials/pc-iso (accessed October 13, 2020).
82. Disinfection & Sterilization Guidelines. Guidelines Library. Infection Control. CDC 2019. https://www.cdc.gov/infectioncontrol/guidelines/disinfection/index.html (accessed June 14, 2020).
83. Bennett JE, Dolin R, Blaser MJ. Mandell, Douglas, and Bennett’s principles and practice of infectious diseases. Elsevier 2019.
84. Perez M, Block M, Espalin Det al.. Sterilization of FDM-manufactured parts. Corpus ID: 53468428. [Google Scholar]
85. Rivard MJ, Coursey BM, DeWerd LAet al.. Update of AAPM Task Group No. 43 Report: A revised AAPM protocol for brachytherapy dose calculations. Med Phys 2004; 31: 633-674. [PubMed] [Google Scholar]
86. Melhus CS, Rivard MJ. Approaches to calculating AAPM TG-43 brachytherapy dosimetry parameters for 137Cs, 125I, 192Ir, 103Pd, and 169Yb sources. Med Phys 2006; 33: 1729-1737.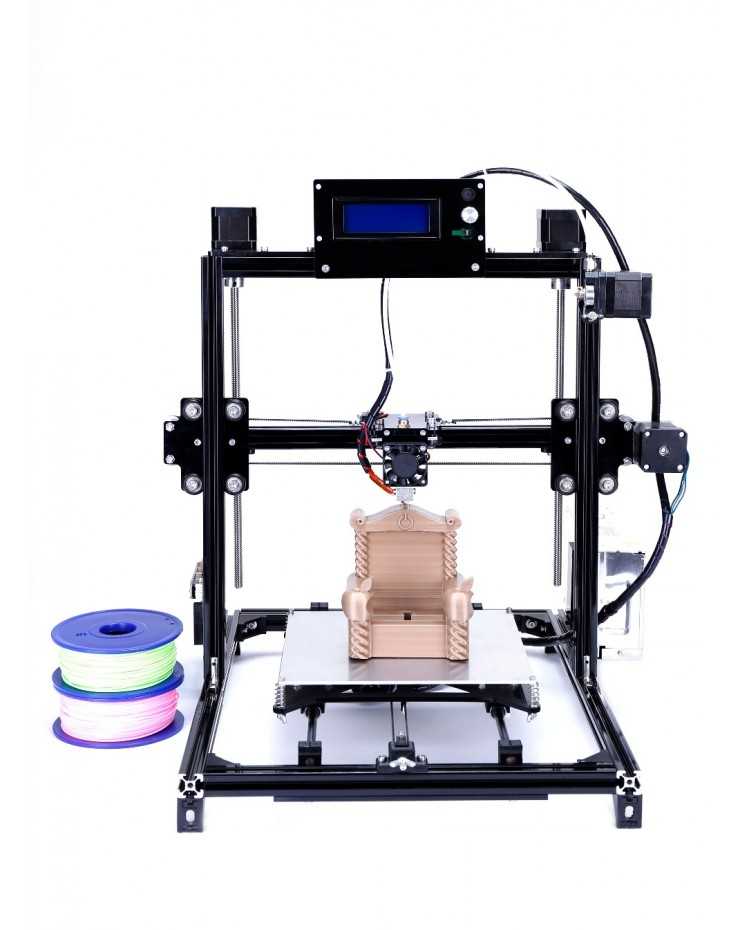 [PubMed] [Google Scholar]
[PubMed] [Google Scholar]
87. Rembielak A. Complex and prolonged skin toxicity after superficial brachytherapy for basal cell carcinoma on the lower leg. J Contemp Brachytherapy 2020; 12: 406-411. [PMC free article] [PubMed] [Google Scholar]
88. Kalaghchi B, Esmati E, Ghalehtaki Ret al.. High-dose-rate brachytherapy in treatment of non-melanoma skin cancer of head and neck region: preliminary results of a prospective single institution study. J Contemp Brachytherapy 2018; 10: 115-122. [PMC free article] [PubMed] [Google Scholar]
89. Lancellotta V, Pagano S, Tagliaferri Let al.. Individual 3-dimensional printed mold for treating hard palate carcinoma with brachytherapy: A clinical report. J Prosthet Dent 2019; 121: 690-693. [PubMed] [Google Scholar]
High speed wide format FDM 3D printer.
Greetings 3d printing enthusiasts and professionals. Anyone interested in cutting edge technology.
My name is Alexander Kozlovsky. I would like to share the results of my development. This is the kinematics of movement. Which can be applied in 3D printing, high-precision machine tools and other equipment.
This is the kinematics of movement. Which can be applied in 3D printing, high-precision machine tools and other equipment.
In the article I will talk about the possibilities that this technology opens up in 3d printing. Since this topic is close to 3dtoday.ru readers. And many are interested.
I want to warn you right away, I will not reveal the essence of kinematics in the article. To be able to complete the development before it is copied. It is possible that this kinematics can replace the existing ones.)
And so we went. Buckle up.)
Based on this kinematics it is possible to create printers with high speed and large print area. The performance of the kinematics was confirmed by the production of a prototype.
But before proceeding to the description of the possibilities of this kinematics. And proof of its performance. I would like to touch upon the topic of why large-format printing is needed. What difficulties arise when creating such printers. This is important for understanding what qualities a printer should have.
This is important for understanding what qualities a printer should have.
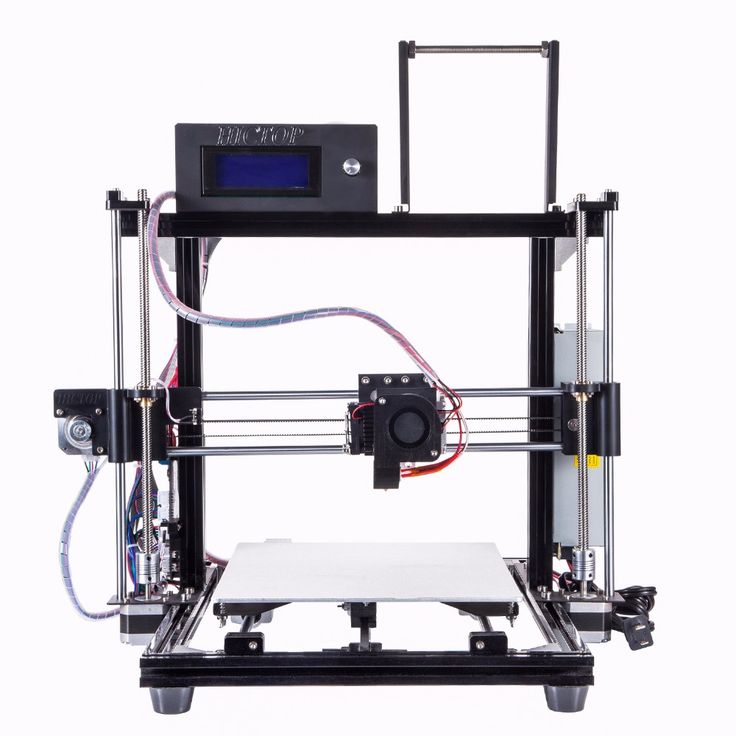
Today, the most common 3d printing technology is FDM printing. A large number of printers have already been developed and are being produced. Based on different kinematics. Also, a wide variety of materials are produced for this technology.
In order not to deviate from the main topic, I will refer to the dagov article about the types of kinematics published on this resource. The article describes in detail the types of kinematics. Thanks dag.
Different types of kinematics have their pros and cons. And depending on the tasks performed and the cost of the printer. Users select the appropriate option for themselves.
The main characteristics by which the printer is evaluated are cost, quality, speed and size of the print area. Unfortunately, there is no universal printer that combines all these qualities on the market yet.
The existing mechanics of the printer does not allow to significantly increase the speed and print area, for objective reasons. The laws of physics apply.) As speed and print size increase, inertia increases when positioning the extruder. Which leads to the need to increase the rigidity of the printer frame, increase the power of the engines. This in turn leads to the need to use high-quality guides, and other related components. Which in turn leads to an increase in the cost of the printer.
The laws of physics apply.) As speed and print size increase, inertia increases when positioning the extruder. Which leads to the need to increase the rigidity of the printer frame, increase the power of the engines. This in turn leads to the need to use high-quality guides, and other related components. Which in turn leads to an increase in the cost of the printer.
Large print area printers cost exponentially. At the same time, even with expensive printers on the market. Relatively slow print speed. It turns out a vicious circle.
I want to note that for printers with a large print area, speed is a key indicator. Since large volumes are printed. Printing time can reach several days, and even weeks.
The speed and print size of modern printers can be judged by what is on the market.
For example, one of the main players in FDM 3d printing is BigRep.
Print speed example. youtube.com
Cost. 3dtool.ru
You can draw your own conclusions about the speed of printing and the cost of printers.
And since there is no worthy offer on the market, not many people can afford large-format 3d printing. This, in turn, hinders the development of related areas.
Large format FDM 3d printer tasks.
I would single out several areas.
Create large and complex shapes. Hulls of cars, boats, planes, helicopters, drones. Printing for the needs of medicine, prostheses, exoskeletons. Tuning and body kits for cars. Printing molds for casting and composites. Creation of art forms, statues, decorative elements, furniture. And much more.
The possibilities of large-format 3D printing open up great prospects for industrial and domestic applications. And it can accelerate the development of entire industries.
It seems to me that the need for such a tool is very great.
But is it possible to significantly improve the characteristics of modern printers. Reduce cost, increase speed and print sizes. And what are the advantages of the proposed kinematics.
Let's move on to the characteristics.
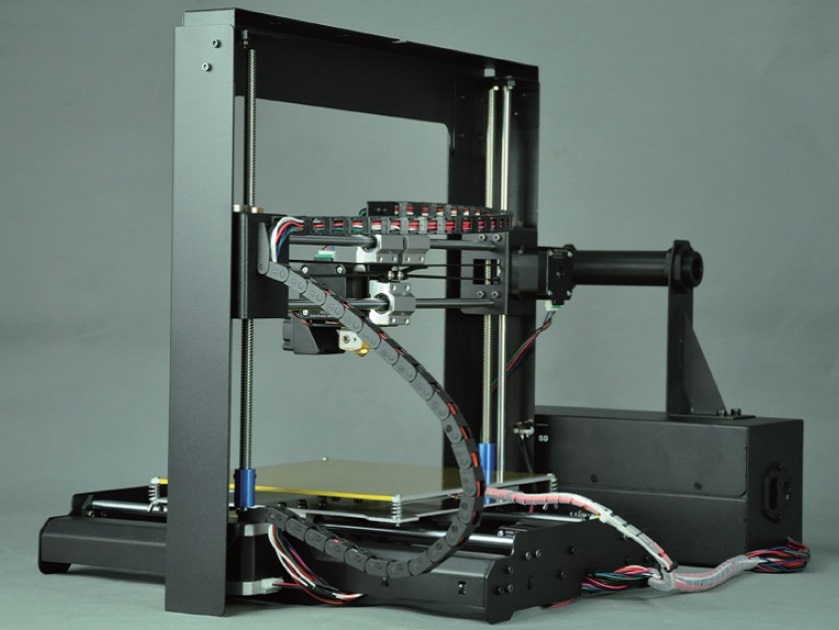
First prototype.
Print sizes up to X400xY700xZ300 mm.
The print speed on this prototype can be increased to 250 mm or more. The potential for overclocking and quality is much higher than that of delta and delta robots. The fastest types of kinematics presented at the moment. But they have two significant drawbacks. Difficult setup (geometric distortion) and relatively small print area. The proposed kinematics does not have these shortcomings.
Sample photo from video. Size 60x60 mm.
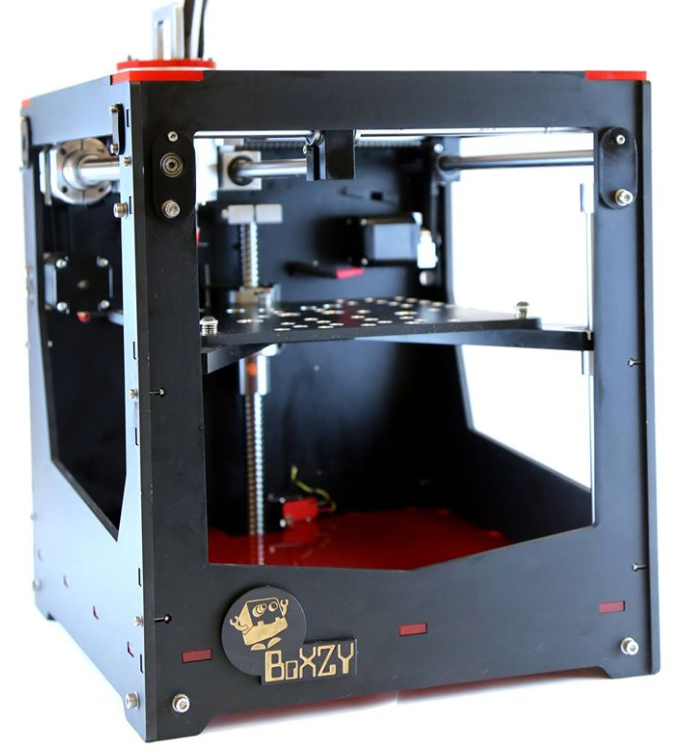
Second prototype.
Speed test. Dimensions of the print area X550xY900xZ600 mm.
Travel speed over 1000 mm/sec. According to the program 1400 mm/sec.
Planned.
This kinematics allows you to build 3d printers up to 2m per XY axis and more. while maintaining speed. We hope to achieve print speeds of up to 500-1000 mm/sec, even with complex infill strategies. The task is not simple, as many factors affect printing. Which includes the properties of plastic. On the second prototype, an idle speed of more than 1400 mm / s has already been achieved. And this is not the limit.
Also, this kinematics involves the creation of industrial printers with high-temperature chambers for printing with industrial plastics. A high-temperature extruder for these tasks has been developed and is being finalized.
I would like to note one of the important factors. That the overall dimensions of the printer will be slightly larger than the printable area. The printer will be relatively compact. The cost of the printer will be significantly lower than existing analogues. And in terms of characteristics, they are significantly superior.
A prototype printer with a print area of 1x2m (or so) is planned to be built soon. With improved kinematics. The speed of movement will be even higher.
External view of the printer.
Ask questions in the comments. Within the limits of non-disclosure of the essence of kinematics, I will try to answer.
For cooperation email: [email protected]
3D printing. What are we breathing?
Hello dear. In this article, I will try to tell you about what and in what quantities can be released from plastics during the FDM 3D printing process. The issue will be considered not from the side of global environmental pollution, but from the side of possible pollution of the room or workshop in which the FDM 3D printer directly operates.
I recommend that you read at least the fourth and fifth sections. Link to the video version of the article at the end. Here is the content of the article:
1 What and how much is released from plastics?
2 At what point in time is the emission of suspended particles maximum?
3 Influence of print settings
4 Particulate matter and VOC control methods
5 Pins
I must say right away that all the data is again for foreign plastics. In the comments, you write to me that it would be interesting to read about our materials, and not about foreign ones. Yes, I agree, perhaps the conclusions drawn from my work may not be applicable to "our" plastics. But in defense, I note that, firstly: the conditional foreign ABS should not radically differ from “our” ABS. Secondly, our major producers say that they buy raw materials from European firms. In this regard, I believe that the voiced data should be relevant for domestic filaments.
In the comments, you write to me that it would be interesting to read about our materials, and not about foreign ones. Yes, I agree, perhaps the conclusions drawn from my work may not be applicable to "our" plastics. But in defense, I note that, firstly: the conditional foreign ABS should not radically differ from “our” ABS. Secondly, our major producers say that they buy raw materials from European firms. In this regard, I believe that the voiced data should be relevant for domestic filaments.
1 What and how much is released from plastics?
Two types of air pollutants are emitted from any plastic during operation of a 3D printer. Firstly, these are ultra- and finely dispersed (or suspended) particles, the size of which ranges from several nanometers to several micrometers. The second is volatile organic compounds.
In fact, the first group is micro dust, consisting of fragments of plastic, as well as fragments of fillers. In [1], an analysis was made of the release of suspended particles from various plastics during printing of a cylindrical sample with a duration of 60 minutes.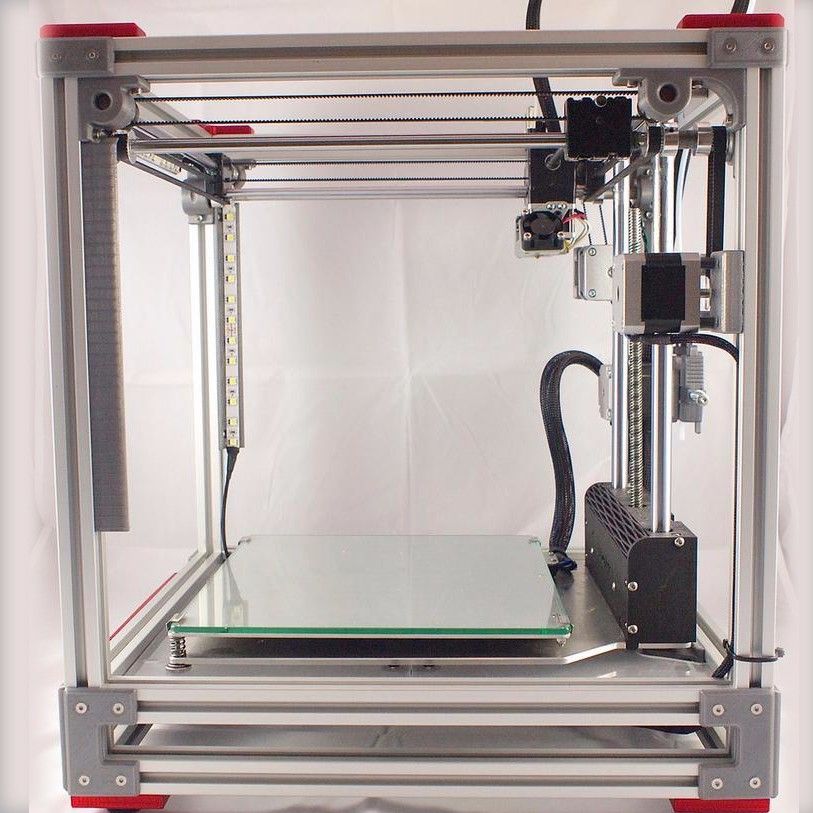 Plastics PLA, PVA, ABS, PC, ASA, nylon were analyzed. An analysis of the results showed an interesting regularity in the intensity of the release of suspended particles during the operation of a 3D printer. Look at this graph:
Plastics PLA, PVA, ABS, PC, ASA, nylon were analyzed. An analysis of the results showed an interesting regularity in the intensity of the release of suspended particles during the operation of a 3D printer. Look at this graph:
Zero is the start of printing. It is clearly seen that it is at the very beginning of printing that there is a sharp increase in the concentration of suspended particles, then the concentration gradually decreases. The researchers attribute the initial peak to the nozzle's heating period to operating temperature. At this point, the plastic, which is motionless inside the nozzle, is subjected to prolonged heating and, consequently, thermal degradation. It can be seen from the graphs that such a picture is typical for absolutely all plastics. In support of this, the researchers from [2] come to similar conclusions.
Now let's look at each plastic separately. I think it will be most interesting for you to find out which plastics are leaders in terms of the number of emitted particles. ASA took first place, followed by nylon, PC and ABS, respectively. PLA and PVA turned out to be the most environmentally friendly.
ASA took first place, followed by nylon, PC and ABS, respectively. PLA and PVA turned out to be the most environmentally friendly.
This is how the size distribution of emitted particles looks like when printing a sample for pollution leaders:
And this is how the graphs for PLA of various companies and PVA look like:
The difference in the graphs is obvious. Please note that PLA and PVA emit particles at the very beginning of printing, and then, after a while, the release of particles almost stops.
Here are the results of measurements made by the authors of another study [3]:
On this graph, manufacturers and the type of plastic are labeled at the bottom, and the intensity of the release of suspended particles is measured along the vertical axis. Again, ABS and PC are among the leaders in terms of pollution. Additionally, HIPS and nylon joined them in this study. The most environmentally friendly again turned out to be PLA.
As far as carbon or fiberglass reinforced plastics are concerned, they are practically unexplored. In one of the works [4], along with other plastics, I was able to find this:
Underlined in red is PETG with 8-12% fiberglass. As you can see, such plastic is the leader in the selection of large particles. Once again I will say that this is the only result that I could find, so I can’t draw serious conclusions here, but anyway I decided to add it to the publication.
Now let's move on to the isolation of volatile organic compounds. In short, when printing with almost any filament, dozens of different compounds are released. Here, for example, is a table from [4]:
Plastics are signed in the table above. The first column lists the names of the chemical compounds. If there is no number for some connection, it means that it was not fixed by the device during printing with a specific plastic. Analyzing the table, we see that ASA and ABS plastics again become leaders in the anti-rating (ULTRAT is ABS with the addition of 3% polycarbonate).![]() PETG becomes the most environmentally friendly (GLASS Transparent is also PETG, but with the addition of fiberglass).
PETG becomes the most environmentally friendly (GLASS Transparent is also PETG, but with the addition of fiberglass).
Now let's turn to the results of research from another work [3], which examines a slightly different set of plastics:
This figure shows two histograms. The left histogram shows plastics with a maximum release of volatile organic compounds up to 40 micrograms per minute, and on the right - with an intensity of more than 40 micrograms per minute. The name of each column indicates the printer on which the material was printed.
Polycarbonate and TGlase (PETT plastic) are the most environmentally friendly. PLA looks a little worse. And nylon turned out to be the worst in terms of the number of emissions. It is interesting to note that for ABS plastics, the amount of emissions is highly dependent on the 3D printer on which they are printed, and can differ by as much as five times.
Pay attention to polycarbonate. If it is one of the most polluting in terms of the release of suspended particles, then it is the most environmentally friendly in terms of the release of volatile organic compounds.
2 At what point in time is the emission of suspended particles maximum?
Let's look at two graphs from [5]:
The left graph shows the particulate concentration inside the MakerBot 3D Printer, while the right graph shows the particulate concentration in the room where the 3D printer is located. Two peaks on the graphs mean two consecutively printed parts. Again, we see that a sharp increase in the number of suspended particles occurs at the very beginning of the printing of the part.
And here is another graph from another work [2]:
Shown here are three graphs showing the change in the concentration of suspended solids when printed with ABS plastic. According to the legend, the graphs differ in nozzle temperature. As in the previous work, it can also be seen here that after heating, at the moment of printing, an increase in the concentration of suspended particles occurs. From these graphs, another interesting point is visible.
3 Effect of print settings
These three graphs show that as the temperature of the nozzle increases, the concentration of suspended particles increases. However, the difference between the charts is significant. Other scientific works [4] confirm this:
This graph shows particulate matter concentration versus ABS nozzle temperature. It can be seen that at a nozzle temperature above 250 degrees there is a sharp increase in the number of ejected particles.
It is interesting to note the effect of printing speed on the concentration of suspended particles. Here is a graph from [2]:
These graphs show the dependence of the concentration of suspended particles when printing with ABS plastic at different print speeds. We compared printing at speeds of 30 mm/s (FR30 in the graph), 60 mm/s (FR60) and 90 mm/s (FR90). It is interesting to note that the maximum concentrations are observed at an average printing speed. In this case, the minimum concentration is observed for a speed of 90 mm/s.
4 Particulate matter and VOC control techniques
4.1 Studies have shown that reducing nozzle temperature reduces the amount of suspended particles released. Therefore, do not raise the nozzle temperature unnecessarily.
4.2 Increasing the print speed reduces the concentration of suspended particles. Another positive effect of increasing the printing speed is to reduce the printing time, which leads to a decrease in the time during which suspended particles are released.
4.3 Filtration. HEPA filters are effective for almost all sizes of particulate matter, but to be useful, you need a 3D printer with a closed chamber. In addition, HEPA filters do not capture volatile organic compounds at all, which, as it turns out, are emitted in abundance from some plastics. They need charcoal filters.
4.4 Ventilation or ventilation. I think this is the most efficient way for most conventional FDM 3D printers used at home and in workshops. Here are pictures from [5] showing the distribution of the concentration of suspended particles in a room with a 3D printer:
Here are pictures from [5] showing the distribution of the concentration of suspended particles in a room with a 3D printer:
In a well-ventilated room, the concentration of particles is an order of magnitude lower and at a distance of more than a meter from the printer, only slightly higher than the background level.
4.5 Optimize printer performance. In paragraphs 4.1 and 4.2, I have already touched on the printing modes, but the authors of the scientific work [2] went further and proposed an interesting way to reduce the amount of suspended particles released. Its essence lies in the fact that we first heat up the empty nozzle to operating temperature, then load the filament and immediately start printing. After printing is completed, remove the filament. Here are graphs from [2] showing the result of such manipulations:
Both graphs show the emission of suspended particles when printing ABS with a nozzle temperature of 240°C and a speed of 60 mm/s. The top graph is printing without loading/unloading the filament.
The top graph is printing without loading/unloading the filament.
5 Conclusions
As a conclusion, firstly, I note that such plastics as ASA, ABS and nylon are leaders in the number of particles and volatile organic compounds released. The average highlights are polycarbonate and HIPS. The most environmentally friendly and in terms of suspended particles and volatile organic compounds are PLA and PETG.
Second, print in well-ventilated rooms or ventilate the room when printing. Try not to increase the temperature of the nozzle unnecessarily.
You may have noticed that I didn't say a word about how harmful it all is. The fact is that the assessment of the harmfulness of all this required quite a lot of time. I haven't been able to get definitive answers yet. Now I’ll just say that it’s rather harmful, especially with regular contact. Therefore, in this article, I deliberately did not touch on the topic of harmfulness. I hope that I will be able to deal with this issue to the end and then I will publish all the results.
Video version of the article:
That's all for now.
Sources:
1. Chýlek, R., Kudela, L., Pospíšil, J., Šnajdárek, L. (2019). Fine particle emission during fused deposition modeling and thermogravimetric analysis for various filaments. Journal of Cleaner Production, 117790. doi:10.1016/j.jclepro.2019.117790
2. Deng, Y., Cao, S.-J., Chen, A., Guo, Y. (2016). The impact of manufacturing parameters on submicron particle emissions from a desktop 3D printer in the perspective of emission reduction. Building and Environment, 104, 311–319. doi:10.1016/j.buildenv.2016.05.02
3. Azimi, P., Zhao, D., Pouzet, C., Crain, N. E., Stephens, B. (2016). Emissions of Ultrafine Particles and Volatile Organic Compounds from Commercially Available Desktop Three-Dimensional Printers with Multiple Filaments. Environmental Science & Technology, 50(3), 1260–1268.