Envision 3d printer
3D Printers | Desktop, Professional and Industrial
ETEC offers a variety of 3D printing systems with the ability to mass produce polymer parts with the speed and quality needed for demanding end-use applications. ETEC printers deliver parts with exceptional accuracy, superior part properties, fine feature detail, and smooth surface finish at a scale and cost that is competitive with traditional manufacturing techniques like injection molding.
·
Printers
From desktop production of small parts to 24/7, lights-out manufacturing to large, production-grade printers, ETEC solutions address a wide range of production scales.
Materials
With more than 190 materials, from hard plastics to high-performance elastomers to high-temperature materials, ETEC’s material portfolio can address a huge range of applications.
High Accuracy + Feature Detail Smooth Surface Finish High Throughput Superior Part Properties Quality Materials Ease of Use
High Accuracy + Feature Detail
ETEC’s advanced DLP printing process delivers best-in-class part accuracy and feature detail down to the micron level.
Smooth Surface Finish
ETEC DLP parts deliver best-in-class surface finish with less than 1um Ra. This exceptional smoothness is critical to compete with plastic injection molding and is the result of more than 10 years of research & development devoted to perfecting the DLP process.
High Throughput
ETEC printers enable throughput [up to 100x legacy FFF 3D printing processes] to deliver parts at volumes and costs competitive with traditional manufacturing techniques like injection molding.
Superior Part Properties
ETEC combines advanced hardware features such as high-powered projectors and custom-designed optics with materials that leverage long-chain chemistry to deliver truly isotropic material properties critical for end-use applications.
High-performance Materials
With a wide array of materials, including both proprietary and third-party qualified resins, ETEC materials deliver mechanical properties required for for end-use parts across a range of industries and applications.
Easy To Use
ETEC solutions are designed for ease of use from the ground up, with intuitive software that simplifies the process of setting up and starting a print and the ability to switch between materials in just minutes, users can produce end-use parts tailored to their application with ease.
Trusted By Industry
· Systems
Our Systems
- Printer technology
- Build envelope
- Models
- XY Resolution
- Z Resolution
- Printer technology
- Build envelope
- Models
- XY Resolution
- Z Resolution
- Printer technology
- Build envelope
- Models
- XY Resolution
- Z Resolution
- Printer technology
- Build envelope
- Models
- XY Resolution
- Z Resolution
- Printer technology
- Build envelope
- Models
- XY Resolution
- Z Resolution
· Case Studies
3D Composites
Additive manufacturing service bureau using 3D printing to create parts for 747 jets, satellites, medical devices and more.
Shapeways
Industrial service bureau creating prototype parts for everything from consumer goods to medical devices.
Products - ETEC
Skip to content
Team DM
Platforms
Metal and composites 3D printing 3D printing solutions for health care Industrial-grade polymer 3D printing™
Sand and tooling 3D printing solutions 3D printers for sheet metalMaterials
Breakthrough photopolymer development Advancing 3D printed upcycled woodApps & More
The hydraulic additive manufacturing experts Multi-material powder recoating technology Driving digital transformation in dentistry· Systems
Our Systems
- Printer technology
- Build envelope
- Models
- XY Resolution
- Z Resolution
- Printer technology
- Build envelope
- Models
- XY Resolution
- Z Resolution
- Printer technology
- Build envelope
- Models
- XY Resolution
- Z Resolution
- Printer technology
- Build envelope
- Models
- XY Resolution
- Z Resolution
- Printer technology
- Build envelope
- Models
- XY Resolution
- Z Resolution
· Key Features
Why ETEC?
High Accuracy + Feature Detail
High-resolution printing with Industrial DLP Chips
DLP chips come in a variety of configurations, from industrial chips designed for 3D printing to less expensive chips intended for video projectors found in many offices.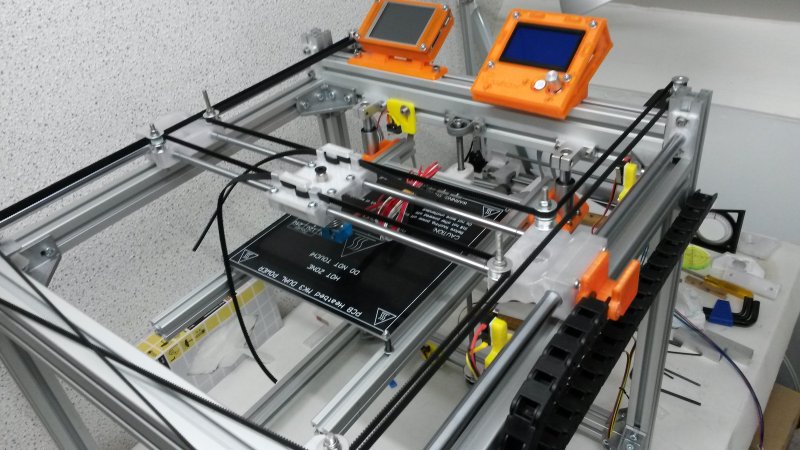 While some DLP print technologies choose to use these inexpensive chips to reduce costs, ETEC only uses true industrial DLP chips, which allow for higher contrast ratios, resulting in finer part details.
While some DLP print technologies choose to use these inexpensive chips to reduce costs, ETEC only uses true industrial DLP chips, which allow for higher contrast ratios, resulting in finer part details.
High-resolution printing with CDLM Domeless Printing
https://etec.desktopmetal.com/wp-content/uploads/2022/01/MS_DM_EnvisionTec_E1_CDLM_320.mp4
To print continuously (without peeling) requires flowing oxygen through a permeable film just above the print bed to create a “dead zone”. Within this ‘dead zone’ the polymerization process is inhibited ensuring the layer being printed adheres to the layer above and not the printing bed film. This ‘dead zone’ is what enables continuous printing, where the build plate can continually move in the Z axis, leading to faster, more reliable prints.
On competitor “dead zone” printers, by comparison, air pressure from the flowing oxygen causes the film to dome up. Printing parts on that domed surface greatly impacts resolution along the Z axis, as well as the ability to print flat parts on the build plate.
ETEC’s CLDM technology uses over 200,000 pillars to hold the film perfectly flat, resulting in significantly better Z-axis resolution and allowing for the printing of flat parts straight to the bed with no supports.
Smooth Surface Finish
Smooth surface finish with Pixel Shifting
Projectors deliver light in square-shaped pixels, which creates volumetric pixels, or voxels, as resin cures.
Along curved edges, however, square pixels create a jagged edge – what the industry often refers to as “stair stepping.”
As the size of printed objects and build volumes increase, stair stepping becomes more pronounced.
ETEC printers use patented pixel-shifting technology to move pixels at the edge of parts half a pixel in both the X and Y directions, cutting stair-stepping by half and delivering significantly improved surface finish.
Smooth surface finish with Pixel Tuning
Anti-aliasing technologies are ubiquitous today — used virtually everywhere digital images appear, from cell phones to TV screens and more.
ETEC brings the same technology to the 3D realm by using anti-aliasing techniques at the edge of print layers to improve surface finish. Since voxels grow from the center of a part to the edges, applying less power to these outside pixels ensures they only grow to the desired edge of the part and not beyond. (Less power = slower polymerization growth)
Called pixel tuning, that process dramatically reduces pixelation on the edges of parts, resulting in a surface finish that requires little to no post-processing.
Smooth surface finish with CDLM and Top-down Printing
https://etec.desktopmetal.com/wp-content/uploads/2022/02/top-down-1-1-1.mp4
Most forms of DLP require each layer to be peeled off the film between each layer as the build plate moves up. As each layer is peeled, a small lip is formed on the part, which roughens the surface finish.
The patented CDLM process of the Envision One and top-down printing of the Xtreme 8K eliminate the need for peeling.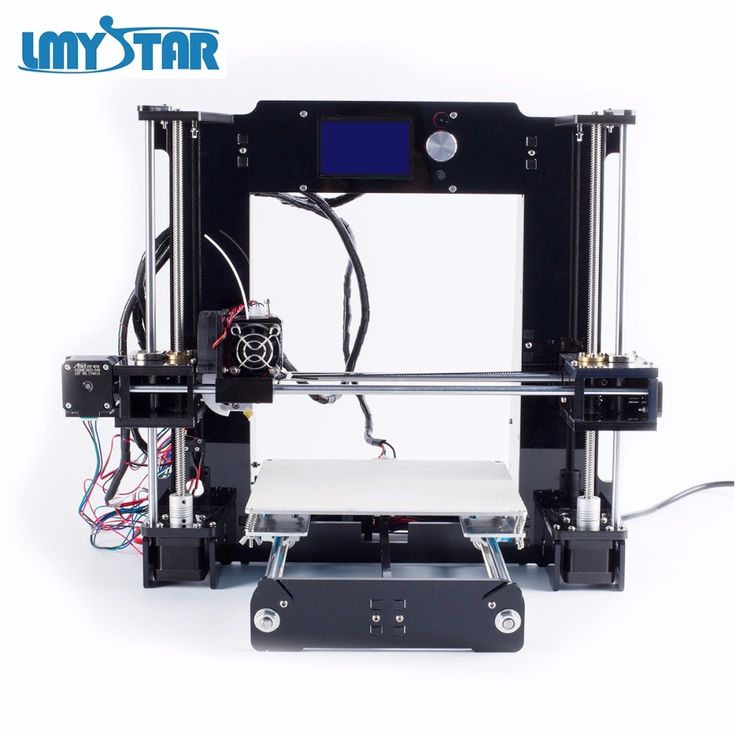 With no peeling, lipping does not occur, resulting in a significantly better surface finish than other DLP processes.
With no peeling, lipping does not occur, resulting in a significantly better surface finish than other DLP processes.
During top-down printing, parts are fully submerged in the resin. With the parts supported by the resin, fewer support structures are needed, ultimately resulting in a better final surface finish.
High Throughput
High throughput via Large Build Volumes
With a variety of build volumes, ETEC DLP printers are capable of printing a wide variety of part sizes, from large single parts to high volumes of smaller parts in a single build.
Since build times are entirely dependent on Z-axis height, having large build volumes in the X- and Y-axes allow for potentially thousands of parts to be printed at once, in the same time required to print one part.
High throughput via Faster Polymerization
DLP build times are determined by Z-axis height because much of the print time is related to the time it takes to cure, or polymerize, each layer.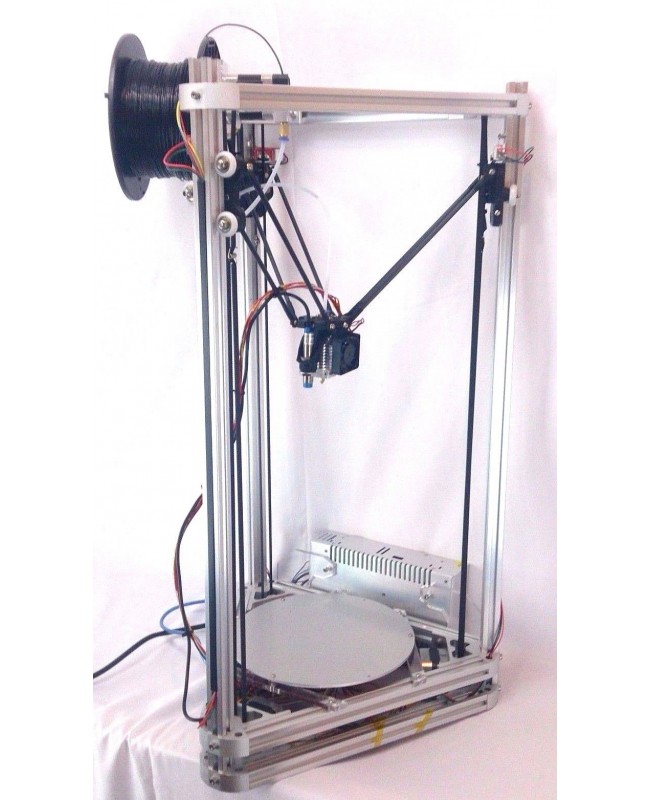
ETEC’s DLP technology enables the fastest layer polymerization through the use of the highest-power projectors and a highly efficient optical train.
By allowing for shorter exposure times per layer, ETEC systems ultimately deliver shorter print times and higher throughput.
High throughput via CDLM or Top-Down Printing
https://etec.desktopmetal.com/wp-content/uploads/2022/02/MS_DM_EnvisionTec_E1_CDLM_1080-1.mp4
Many forms of DLP require each layer to be peeled off the film as the build plate moves up between layers. This peeling takes time and must be done slowly to ensure parts are not damaged.
The patented CDLM process of the Envision One and top-down printing of the Xtreme 8K eliminate the need for peeling, reducing the time needed to print each layer and overall print times.
High throughput via Lights-Out Manufacturing
https://etec.desktopmetal.com/wp-content/uploads/2022/01/MS_DM_EnvisionTec_X8K_320_v043. mp4
mp4
Get the most out of your ETEC DLP system with high throughput, 24/7 manufacturing designed to rival the volumes of traditionally-manufactured plastic parts.
An automated system for lights-out manufacturing and a dashboard for monitoring all operations and remote control of each machine, further increase uptime for each system.
Superior Part Properties
Superior part properties with New Backbone Chemistry
For decades, polymer 3D printing has been used for prototyping and tooling applications, but the technology hasn’t been widely adopted for the production of end-use parts.
One key to unlocking those end-use applications is the ability to create long-chain molecules in printed parts, resulting in significantly improved material properties, including isotropic strength – a key factor for many end-use parts.
ETEC printers and the DLP process include a number of hardware features – including high-powered projectors, custom-designed optics that minimize power loss– ensuring the creation of those long-chain molecules.
Superior part properties with Isotropic Material Properties
Isotropic material properties are essential for end-use components, but until recently have rarely been achievable with polymer 3D printing.
With FDM printing, very weak mechanical – not chemical – bonds form between each layer, resulting in anisotropic properties, or greater weakness along the Z axis than on the X or Y axes. This lack of uniformity has long kept FDM parts from being used as end-use parts.
With DLP printing, by comparison, each layer is left in a slightly uncured state, allowing it to chemically bond with the next layer as it prints. That bonding helps to create long chain polymers throughout parts, resulting in truly isotropic parts which are strong enough for end-use applications, and rival the properties of injection molded parts.
Superior part properties with 385nm Wavelength
All UV-curable resins require the addition of photoinitiators to start the polymerization process. Resins cured with 385-nm wavelength light require significantly less than many other materials, because the 385-nm wavelength is where absorption peaks for most common photoinitiators. Limiting the amount of photoinitiator in a part is particularly important for clear materials, because higher concentrations of photoinitiator result in parts with a yellow tint.
Resins cured with 385-nm wavelength light require significantly less than many other materials, because the 385-nm wavelength is where absorption peaks for most common photoinitiators. Limiting the amount of photoinitiator in a part is particularly important for clear materials, because higher concentrations of photoinitiator result in parts with a yellow tint.
Quality Materials
Quality materials via Industry-Leading Material Suppliers
ETEC is determined to provide its customers with the best materials in the 3D printing industry. To do it, they utilize a world-class material science team to produce ETEC-exclusive materials, and partner with world-leading material suppliers. The printer systems are designed to be selectively open, giving users flexibility.
Quality materials via 190+ qualified materials
With more than 190 materials, from hard plastics to high-performance elastomers to high-temperature materials, ETEC’s material portfolio can address the widest range of applications.
Quality materials that break the stigma of resins
Though they have been available to print for decades, resins have long been stigmatized as brittle and possessing mechanical properties that deteriorate quickly. A new generation of resins is emerging to erase that stigma, and open the door to a host of new applications.
The superior properties delivered by this new generation of resins includes vital features for end use parts, including mechanical properties that remain stable over time, highly ceramic-filled materials for added toughness and improved surface finishes, and high-temperature materials without brittleness, which are ideal for demanding environments.
In addition to those materials, ETEC offers resins with high wax content, making them ideal for casting jewelry and other products.
Easy To Use
Easy to use Software-Controlled Workflow
https://etec.desktopmetal.com/wp-content/uploads/2022/02/2022-01-24_15-55-16-3.mp4
The software that powers all ETEC printers, Envision One Rapid Prototype (RP) simplifies the process of setting up and starting a print.
With optimized support strategies for every material and automatic part orientation calculation, Envision One RP helps ensure printing success. For users who want more control over prints, the software allows for manual editing of a range of support parameters, including tip thickness, beam thickness, beam spacing and more.
To help increase productivity, prints can even be started remotely.
Easy to use Fast Material Switching
https://etec.desktopmetal.com/wp-content/uploads/2022/02/materiial-switch-1.mp4
With the ability to swap between any of ETEC’s 190-plus materials in just minutes, users can tailor their material choice to each specific application.
All ETEC materials come in a single pot, with no two-pot mixing required, simplifying the process of adding resin to the printer.
While the short shelf life of many competitor resins means they must be used within hours of being opened, all ETEC materials feature shelf lives of more than a year, ensuring no material ever goes to waste.
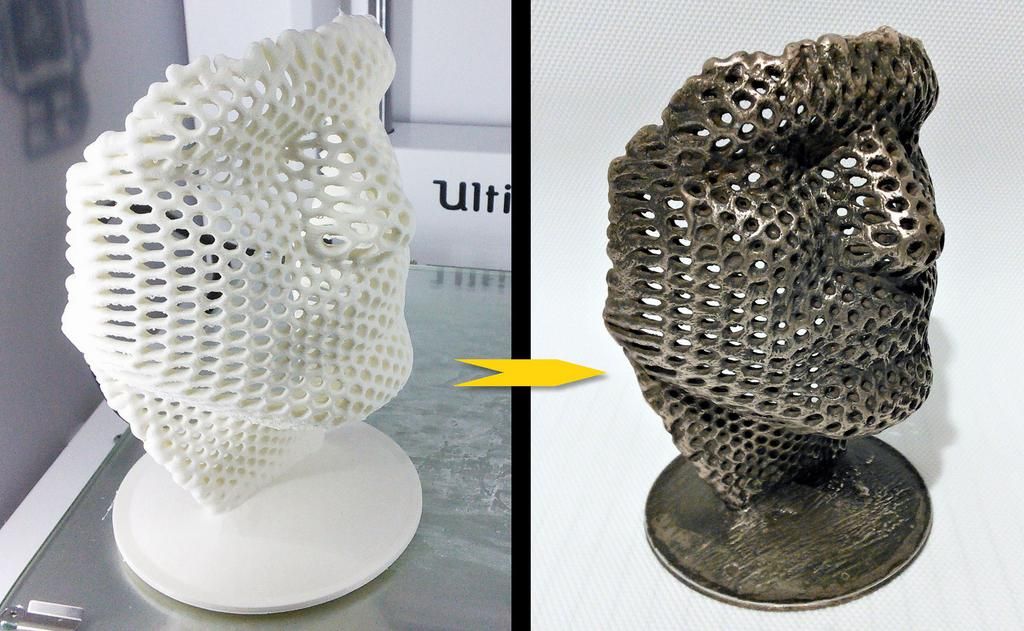
Imagine 3D: 3D printers print wearable metal sensors fabrics. The process can also be used to incorporate batteries, wireless technology, and sensors into paper and cotton textiles. This technology could have many applications, including new low-cost medical diagnostic tools, wireless sticker sensors to measure air pollution, and could be used to monitor the user's health.
This is not the first time metal has been printed on fabric. In the past, this process covered fabric with plastic. Although it would be waterproof, it broke easily. In a paper titled "Metal Activator Using Metallic Ink as Fabric for Biosensors, Batteries, and Energy Harvesting," they described how modern researchers can achieve metallic ink to cover the entire fiber rather than just covering the fabric. On a surface.
Max Grell, PhD in bioengineering, said: “Tissues are ubiquitous and some forms are paper-like. The use of this new technique for plating fabrics could create new cutting-edge applications.” The researchers first coated microscopic silicon particles with fibers and then immersed the material in a solution containing metal ions. This process is called Autocatalytic Ink Metallization, or SIAM, and as ions are deposited on silicon particles, the metal is allowed to grow in the material. The technology coats the entire fabric with metal, allowing paper and textiles to retain their ability to absorb water and be flexible, while also providing a large metal surface. Many advanced technologies require these characteristics to operate, especially sensors and batteries where ions in solution must interact with electrons in metals. To conduct a study of the concept, the researchers manually ejected the silicone ink onto the fabric, but they also said the process could be enhanced and done with a large traditional 3D printer.
For example, researchers have printed silver coil antennas on paper that can be used to transmit data and power in wireless devices such as contactless payment systems.They also applied silver to paper and added zinc to form batteries and used this technology to produce a series of sensors, including paper-based sensors, to detect genetic indicators of John's illness. The researchers say sensors made from natural fabrics are cheaper, easier to store and transport, and can be used to monitor healthy clothing.
“We selected applications from different areas to demonstrate the diversity and implementation of this method,” Grell said. “This involves active collaboration, and we hope that we have demonstrated the potential of this method, so people who specialize in various fields can develop these applications. The advantage of this method is that it can also combine different technologies to provide more complex applications." For example, it is possible to 3D print low-cost sensors on paper and then transmit the data they collect using contactless technology. This is especially useful in remote areas and developing countries where diagnostic tests are inexpensive.” Researchers have proven that the cost of manufacturing a coil antenna using their method is only $0.001 compared to the traditional method, while the cost of the traditional method is $0.05. The team has applied for a patent and is looking for partners in the industry. The next step is to demonstrate how to use the new methods in new applications. Source: Creators 3D https://www.cxsw3d.com/
Smart recommendation
Collective Collection (5) - Batch Operation Collection: Metalling setting, judgment whether to include a given element, remove a common element
...
Idea configuration PRPILES
PRPILES configuration idea 1. Modify POM file Add to content 2. Install Application.yml file 3. Add different tool files 4. DIDEA Switch different environments If you choose a different environment, you will...
ubuntu configure static ip address
1. Set a static IP address. The original content consists of the following 4 lines: The above means that DHCP is used to allocate a default IP, which is modified as follows: Co. ..
..
Linux system uses no repository to install MySQL
Step 1: Now MySQL official site download MySQLYUM repository. download link: https://dev.mysql.com/downloads/repo/yum/ Step 2: Download RPM package in Linux system and then use Yum l...
Use Vue-CLI to Initialize Single Page Applications
1. Install NPM for speed, CNPM can be installed 2.NPM Install -G Vue-CLI (project name) 3. in init
You may also like
Recreating a binary tree according to the preamble
Description of the problem: Enter the order and pre-sequence (back sequence) bypassing the result of a two-fork tree, reorganize the forks. First, we have to consider three workarounds... 9n 2. See X. 3. See 4. Distribution 5. Evaluation 6. Evil Girl Certificate brief introduction: 1. First of all, we declare that girls need time and money (for cultivating...
Vue uses axios to send post request, invalid parameter format
Vue is using axios to send post requests and there is an issue with the parameter format: Many examples on the web use messages to send, but during my use, it. ..
..
DeepLearning.ai task: (2-2) -Algorithm optimization
First published on a personal blog:fangzh.topWelcome to visit Don't copy your homework! I just sorted out my ideas for personal learning. Do not copy homework! On this ...
20165103 2017-2018-2 "Java Program Design" Week 6
20165103 2017-2018-2 "Java Program Design" Week 6 Tutorial Summary on StringUsing Class and Method Related Regular Expression Content String ParserStringTokeni...
amazing cases and a little more interesting / Sudo Null IT News
I was inspired to write this article by an internal 3D printing meetup that took place relatively recently in our company. At the meetup, my colleague told a lot of interesting things on this topic, and even delivered his printer to the office, with the help of which he clearly demonstrated the process of creating various objects.
At this meetup, I learned a lot of new things that I had never even thought about before. In general, after, I decided to study the issue in more detail. As a result, this article was born.
In general, after, I decided to study the issue in more detail. As a result, this article was born.
Probably only lazy people don't talk now and aren't interested in this topic at all. The industry is no longer new, but is gaining momentum every day: it is predicted that by 2021 3D printing will become a multi-billion dollar industry (about $ 21 billion). First of all, this is because now everything that is needed for 3D printing is becoming more and more affordable - printers, materials, open source modeling software.
Many European schools are even buying printers and teaching children 3D modeling. Everything evolves: there are more and more models with advanced and sometimes unimaginable possibilities.
Just imagine - without leaving your home, spending a little time getting acquainted with the program and a couple of 3D printing guides, and quite a bit of money, you can create a lot of things: from a simple plastic toy to all sorts of fixtures, tools.
It seems that soon everything will be possible to print on such printers. There are several interesting case studies that, if presented in the right order, can very clearly demonstrate the evolution of 3D printing.
The first thing that comes to mind is custom razor handles. The guys from the Boston startup Formlabs once decided to print pens - different designs, colors, materials - it received a wide response. Now they are partners with Gillette. Anyone can go to their website and come up with their own handle design. It remains only to wait until the parcel arrives.
Another interesting case from adidas, they recently released Alphaedge4d sneakers with a 3D printed polymer sole. Manufacturers promise that such a sneaker sole will provide greater stability, support for the foot and improved cushioning.
There are two more intersecting, rather touching stories that have been all over the world's media for quite some time. An inventor in Washington posted a video demonstrating a model of a prosthetic hand that anyone can download and print on a 3D printer. The father of a little boy who was born without fingers was inspired by the idea to create a prosthesis for his son, and successfully realized it. A suitable printer cost about $2,000 (by the way, a prosthesis designed by orthopedic companies would cost several tens of thousands on average), and the cost of plastic needed to print one prosthesis is only about $10.
The father of a little boy who was born without fingers was inspired by the idea to create a prosthesis for his son, and successfully realized it. A suitable printer cost about $2,000 (by the way, a prosthesis designed by orthopedic companies would cost several tens of thousands on average), and the cost of plastic needed to print one prosthesis is only about $10.
The second story is about carpenter Richard from South Africa, who lost his fingers in an accident at work. It was expensive to buy a prosthesis, so he armed himself with a 3D printer and the help of a familiar designer, and as a result, they succeeded. It has a more complex mechanism and is more functional than the prosthesis from the first story, but it was still inexpensive. Thanks to the media, the public became interested in this story. Now Richard is helping a lot of people by printing similar prostheses for next to nothing.
There are many more stories about the use of 3D printing in prosthetics, of course, most of them relate to dentistry and orthopedics. But there are too many to fit in one article. Here I only talk about those that inspired me the most.
But there are too many to fit in one article. Here I only talk about those that inspired me the most.
3D printing is also widely used in industry. There are giant printers that are capable of printing huge metal parts - even for airplanes and rockets, and there will be no need to assemble anything - a 3D printer will print a ready-made one-piece version.
There is a Big Delta 3D printer - 12 meters high and 6 meters in diameter, which can “print” budget houses ... And what is there, there is a StarGate printer that can print an entire space rocket. It is called a 3D printer, although, in fact, it is a mini-factory based on robotic systems.
Now tissues and organs are being printed to the fullest. Skin, muscles, cartilage, liver, bladder. They are already being transplanted and they take root well, just like other donor organs. Isn't that amazing?
The process of creating an object is quite simple. The first stage is, of course, the idea and thinking about how to implement it. Do you want to create something simple or something complex? If some simple figure is enough for you, then all you need is to load the finished model into a special program, or create it. But if you need something more complex, then you may need to design some parts first, print them and assemble them. Post-processing may be required. A lot depends on the printer and what you want to print.
Do you want to create something simple or something complex? If some simple figure is enough for you, then all you need is to load the finished model into a special program, or create it. But if you need something more complex, then you may need to design some parts first, print them and assemble them. Post-processing may be required. A lot depends on the printer and what you want to print.
A wide range of printers is now available. The main differences are in the layering method and the materials used. Some methods rely on melting or softening materials to create layers: these include selective laser sintering (SLS), selective laser melting (SLM), direct metal laser sintering (DMLS), fusing deposition printing (FDM or FFF). Another area is the production of solid models by polymerization of liquid materials, known as stereolithography (SLA).
Only FDM and SLA are suitable for home printing. The second one is better in quality, but it's more of a hassle, you need an ultrasonic resin cleaner, plus the resin can be toxic.