End stops 3d printer
Endstops | Marlin Firmware
Endstops or limit switches are used on every moving axes of a 3D printer. The following chapter will provide information on:
- Purpose of the endstop
- Types of endstops
- Configuring endstops and probes
- Electromagnetic Interference / Electric Noise impact on endstops
Endstops fulfill two important functions in a 3D printer: Reference system for the axes system and safety.
Reference for the axes system
After powering up a 3D printer the printer’s controller board does not know at which position its axes are. Marlin indicates this by blinking question-marks in place of X, Y and Z on the LCD screen (v1.1.8 and older) or blinking ‘?’ in place of the coordinates besides X,Y and Z (Marlin v1.1.9 / v2.0.0 and newer).
This means the system needs first to establish its starting point of the physical (machine) coordinate system, a process called Homing. Homing can be initiated either via the G28 G-code or via the LCD controller.
Figure 1: LCD indication not homed axes (Marlin <= v1.1.8)
Safety
The other important aspect of an endstop is protecting the hardware from damage. Should any movement try to exceed the physical limits of the machine, the endstop will cut the movement.
There are two main types of endstops. Hardware endstops and software endstops.
Hardware endstops
Hardware endstops are electrically connected to the endstop ports of the printer control board and will provide a signal when the endstop condition is met.
Figure 2: Most common endstops (left to right): Micro switch, optical endstop (light barrier), hall sensor (magnetic)
Regardless of the type the basic way of working is the same:
- A typically 5 Volt signal (HIGH) drops to 0 Volt (LOW): Normally closed (NC) switch
- A 0 Volt signal (LOW) rises to 5 Volts (HIGH): Normally open (NO) switch
Probe as Z-Endstop
Probes can act like an endstop for the minimum Z-axis. While the typical endstop has a fixed position, the probe is mounted on the print-head and can freely move around the bed.
While the typical endstop has a fixed position, the probe is mounted on the print-head and can freely move around the bed.
Figure 3: Common probe types: Inductive (left), solenoid touch probe (right)
Some aspects of probe configuration are considered in this endstop introduction. Further reading is provided in the Chapter Probes Configuration, Auto Bed Leveling and Unified Bed Leveling.
Software Endstops
Typically 3D printers are only equipped with hardware endstops on one side of each axis (Minimum or Maximum of the respective axis). As discussed above this is used to determine the starting point (origin) of the machine coordinate system.
In order to also protect the other side of the axes software endstops should be defined in the firmware via the #define MAX_SOFTWARE_ENDSTOPS / #define MIN_SOFTWARE_ENDSTOPS directive. This then uses the value from #define [XYZ]_MAX_POS / #define [XYZ]_MIN_POS to determine the maximum distance between the physical endstop and the software commanded stop of the axis. Software endstops can be (de-)activated via the M211 G-code.
Software endstops can be (de-)activated via the M211 G-code.
Background
By default, slicers generate G-code that places the base of a printed model at z=0 and build upwards from there. The result of homing the z-axis should thus place the build surface at the z=0 plane. After homing in z, the hardware z endstop is deactivated (unless you have set ENDSTOPS_ALWAYS_ON_DEFAULT in Configuration_adv.h, which can be overridden by M120, M121), but to protect the hardware a software endstop is activated (which in turn can be overridden by M211 S0). This software endstop is located at Z_MIN_POS (defined in Configuration.h) . This is normally at z=0 at the nominal location of the bed. Note that when using bed-leveling, this software endstop is applied to the uncorrected slicer generated z-values. This allows printing into the hollows of the bed, where z < 0.
We now describe some common Cartesian printer configurations, with and without bed-leveling probes.
Microswitch endstop - no bed leveling probe.
Here we mechanically adjust the bed and possibly additionally the microswitch trigger point to level the bed surface as close as we can to the z=Z_MIN_POS (normally = 0) plane. The z location of the hardware (microswitch) trigger point defaults to the value of Z_MIN_POS. It is possible however to use a microswitch trigger point above the bed by setting MANUAL_Z_HOME_POS to the z-coordinate of the trigger point. See here. Having the trigger point below the bed makes little sense as the nozzle would crash into the bed before the microswitch triggered on homing.
Probe used for homing and bed-leveling.
The probe should be mounted so that its trigger point lies below the extruder nozzle. Z_PROBE_OFFSET_FROM_EXTRUDER (negative!) is this vertical offset. This offset is applied by the firmware when homing in order to properly reference the coordinate system to the nozzle position. To measure this see here. For a mechanical probe like a BL-Touch, this offset is geometrically fixed. For a remote sensing probe (e. g. inductive or capacitive), the offset might vary with bed material. You can tweak it using M851.
To measure this see here. For a mechanical probe like a BL-Touch, this offset is geometrically fixed. For a remote sensing probe (e. g. inductive or capacitive), the offset might vary with bed material. You can tweak it using M851.
Figure 1: Example configuration using BL-Touch for both homing and probing.
The process of bed-leveling generates an array of z-values of the bed heights at the probed points. Marlin interpolates these values to estimate the bed height at any given x/y location. Figure 1 illustrates the situation. While probing, all endstops are turned off so that the probe can reach into the valleys of the bed. To protect the machine in case of the probe failure during probing set Z_PROBE_LOW_POINT to limit the probing depth.
Microswitch used for homing, probe for bed leveling.
When homing, the printer is not protected against hardware endstop failure. This configuration uses a perhaps more reliable microswitch for homing, reserving the probe for bed leveling, where Z_PROBE_LOW_POINT provides failure protection. The configuration is illustrated in Fig. 2, requiring the use of both
The configuration is illustrated in Fig. 2, requiring the use of both MANUAL_Z_HOME_POS and Z_PROBE_OFFSET_FROM_EXTRUDER Ideally, with an uneven bed, MANUAL_Z_HOME_POS should be adjusted so that z=0 lies halfway between the highest and lowest parts of the bed. This makes the maximum bed correction as small as possible.
Figure 2: Example configuration using a microswitch for homing, BL-Touch for bed-leveling probe.
Measuring offsets.
To measure an offset between a trigger point and the bed, lower the nozzle to the trigger point (by homing, if it’s the homing device), and note the z-value. Now turn off the software endstop temporarily (with M211 S0) to enable lowering the nozzle further down to the bed. Note the z again. The difference is the height of the respective trigger point above the bed.
Electromagnetic Interference (EMI) or electric noise, is an effect which can ruin the clean signal needed to properly and precisely measure electronically, be it temperature, endstop hits or any other value.
Sources and effect of EMI
In today’s life an abundance of sources for Electric Noise exists: Mobile phones, microwaves, WIFI, power supplies etc. There are also some prominent and strong sources of such noise in the 3D printer itself:
- Heated beds
- Hot ends
- Stepper motors
- PWM modulation
The Electromagnetic Interference created by these sources are picked up by other components, either because they are directly connected or via radiation. The useful signal needed by the other components will be disturbed or even altered so much that it is no longer useful.
Effect on endstops / limit switches
In the following HIGH = Logic 1 = 5 Volt will be used for a pressed switch and LOW = Logic 0 = 0 Volt for a not triggered switch.
Ideal endstop characteristic
Figure 4: Ideal Endstop
The above Figure 4 shows an ideal endstop characteristic: Once pressed it jumps from LOW to HIGH and the printer control board realizes this in virtually no time.
Real endstop characteristic with low noise
Figure 5: Real endstop characteristic
Figure 5 shows:
- There is no clean LOW or HIGH. Both states are somewhat unclean.
- Around the trigger point (marked in orange) a “bouncing” effect is shown: Due to mechanical influences the switch bounces between LOW and HIGH a few times before settling at HIGH.
- Bouncing is unwanted but in case of endstops not a show stopper
Real endstop characteristic with peak noise
Figure 6: Real endstop with EMI
This Figure 6 shows:
- Same characteristic as above but with a peak caused by EMI (marked in red)
- The peak is high enough to be falsely detected by the printer control board as pressed switch, potentially ruining a running print
Countermeasures
There are numerous countermeasures you can take to reduce noise:
- Use shielded cables / twisted cable pairs
- Apply careful cable routing (i.
 e., keep signal cables far away from power cables)
e., keep signal cables far away from power cables) - Enable software “debounce” filtering
- Add hardware filtering, such as a diode or capacitor
Options 3 and 4 are discussed further below.
Software Filtering
The code to deal with endstop noise is improved and exposed as a setting beginning in Marlin v1.1.9 and v2.0. In previous versions filtering is always active. To aid precision this is now exposed as a user setting in Configuration.h, deactivated by default.
/** * Endstop Noise Filter * * Enable this option if endstops falsely trigger due to noise. * NOTE: Enabling this feature means adds an error of +/-0.2mm, so homing * will end up at a slightly different position on each G28. This will also * reduce accuracy of some bed probes. * For mechanical switches, the better approach to reduce noise is to install * a 100 nanofarads ceramic capacitor in parallel with the switch, making it * essentially noise-proof without sacrificing accuracy.* This option also increases MCU load when endstops or the probe are enabled. * So this is not recommended. USE AT YOUR OWN RISK. * (This feature is not required for common micro-switches mounted on PCBs * based on the Makerbot design, since they already include the 100nF capacitor.) */ //#define ENDSTOP_NOISE_FILTER
Activating this option produces the following endstop characteristics:
Figure 7: Endstop with software filtering
The area marked in yellow in Figure 7 shows where software compensation is active. The first yellow area is a noise effect where the algorithm decides no endstop is triggered since the signal falls back to a LOW state.
The second yellow area shows a real, desired endstop trigger. The algorithm “watches” the situation for a few milliseconds before deciding if the endstop is really triggered or if an EMI / Noise effect needs to be compensated. This leads to a delay and some loss of precision in endstop detection.
Note
Depending on the printer’s geometry and the affected endstop, loss of precision may result in issues such as inconsistent bed leveling, so this feature is not recommended. Instead, try to apply some kind of hardware filtering.
Instead, try to apply some kind of hardware filtering.
Hardware Filtering
Hardware filtering can range from an RC-unit (a simple capacitor in parallel to the switch over a resistor / capacitor combination) to opto-couplers and flip-flops.
Board
Some printer controller boards have built-in filters in the endstop connectors. Unfortunately the popular RAMPS v1.4 design does not, an oversight that’s been corrected with RAMPS v1.4.2:
Figure 8: RAMPS v1.4 vs v1.4.2
Endstop PCB
For 3D printing ready made filtered endstops are available, e.g. according to the Makerbot design:
Figure 9: Endstop PCB with RC unit
Endstop with capacitor
A simpler variant –easily fitted to endstops– is a 100nF capacitor, soldered over the two endstop connector pins (in parallel):
Figure 10: Endstop with 100nF capacitor
The Effect of Hardware Filtering
Figure 11 below shows the effect of hardware filtering: The noise level is smoothed and peaks are reduced so much that they no longer cause false readings. And the fast-bouncing signal at the initial trigger is dampened.
And the fast-bouncing signal at the initial trigger is dampened.
Figure 11: Endstop characteristic with hardware filter
Conclusion
Never underestimate electrical noise. It may be invisible but it can lead to strange and spurious effects that are tricky to diagnose. Simple measures (like adding a capacitor) will improve the situation a lot, improving the overall reliability of the machine.
Build a 3D printer - Part 8: Endstops
The stepper motors must know when they have reached the limits of an axis. For this purpose we use endstops.
It theory it is actually possible to connect 6 endstops in a 3D printer. Two for each axis, but usually is it not needed as you only want to know when you have reached a zero point. Although it is possible to print outside the bounds, nobody minds it. An endstop is actually nothing else than a microswitch. Some companies have made nice PCB with controlling leds and connectors, but there is no immediate need fot that for the 3D printer. However, just to make things easier for yourself they are available. The endstops that I have used are designed by Makerbot and manufactured by Bigtree-Tech. The complete package includes the endstop and a cable to connect to the RAMPS 1.4 board.
However, just to make things easier for yourself they are available. The endstops that I have used are designed by Makerbot and manufactured by Bigtree-Tech. The complete package includes the endstop and a cable to connect to the RAMPS 1.4 board.
The PCB also provides holes so it is easy to mount them on the frame. As I mentioned before you need 3 of them. To start with we have the Y-axis endstop. It is connected to the back of the frame, on the part called Y-MOTOR. In part 1 of this blog you can read more about this printed part. Connect this endstop just like on the picture below with 2x M3 x 12 mm screws, nuts and washers. The bed platform must be able to press the switch when it is all the way to the back.
The next endstop that we will cover is the X-asis. Because the standard part provided in the Prusa i3 Rework collection is actually connected on the right side to the X-axis idler and we are not using it, we need to print an extra part. Download and print this X-axis endstop mount. It is actually from the P3steel project, but it will fit just fine on our Rework frame. Connect the endswitch PCB with 2x M3 x 12 mm screws to this part.
It is actually from the P3steel project, but it will fit just fine on our Rework frame. Connect the endswitch PCB with 2x M3 x 12 mm screws to this part.
Now you can click it on the 8 mm X-axis bars and slide all the way to the left. The connector and cable will point to the top, which is actually a good thing. I guess it is also possible to place it on the right of the frame, and use it as max-endstop. Or even just like in the original Rework project a "negative" 0-endstop. It will all become clear as we will start to confiture the Marlin firmware. There are settings in the code where the position of the endstops can be configured.
The last, and in my opinion the most fun endstop to make is the Z-axis endstop. There are countless possibilities and projects that solve the problem of this endstop. Among many they include optical, magnetic or even proximity sensors that will enable to find the zero position of your Z-axis. In our case we will use the same switch as for the other axes. One of the best projects that I could find was the Z endstop easy adjustment kit for Prusa mendel i3. It consists of two parts. One of the parts is attached to the Z-motor mount. This is also the place for the endstop switch. Mount it like on the picture below.
One of the best projects that I could find was the Z endstop easy adjustment kit for Prusa mendel i3. It consists of two parts. One of the parts is attached to the Z-motor mount. This is also the place for the endstop switch. Mount it like on the picture below.
The other part of the endstop is placed on the X-axis stepper motor. It provides a hole for a M3 screw where you can make easy adjustments for where the Z stepper motor needs to stop rotating. Place a spring between the screw and the printed Z-endstop-moving part. I have actually used a spring from a pen. In my case the M3 screw was 50 mm in length. Do not forget to place a nut on the other side to hold the screw in place.
We have reached the point where we have installed all the mechanical parts in our 3D printer. In the next parts we will cover the heated print bed and electronics.
Category
Techno Print 3D Company
This is our first review of the most popular and inexpensive 3D printers for 2020. The list will include the best-selling devices in two price ranges (up to 30 tr and up to 60 tr). Printers working with both plastic filament (FDM) and photopolymers (LCD/DLP) will be presented. This list will always be up to date, as it is periodically updated and supplemented. Read more→
The list will include the best-selling devices in two price ranges (up to 30 tr and up to 60 tr). Printers working with both plastic filament (FDM) and photopolymers (LCD/DLP) will be presented. This list will always be up to date, as it is periodically updated and supplemented. Read more→
The Chinese company Dazz3D announces the launch of the project on KickStarter and accepts pre-orders for Dazz3D Basic and Dazz3D Pro 3D printers. These revolutionary new devices are aimed at both the professional and amateur markets. Read more→
We all know that precise calibration of the 3D printer desktop is the foundation and the key to successful printing on any FDM printer. In this article we will talk about the main and most popular ways to level the "bed". So, as mentioned above, 3D printing without desktop calibration is impossible. We face this process Read more→
It's hard to go through a day today without hearing about 3D printing technology, which is bursting into our lives at an incredible speed.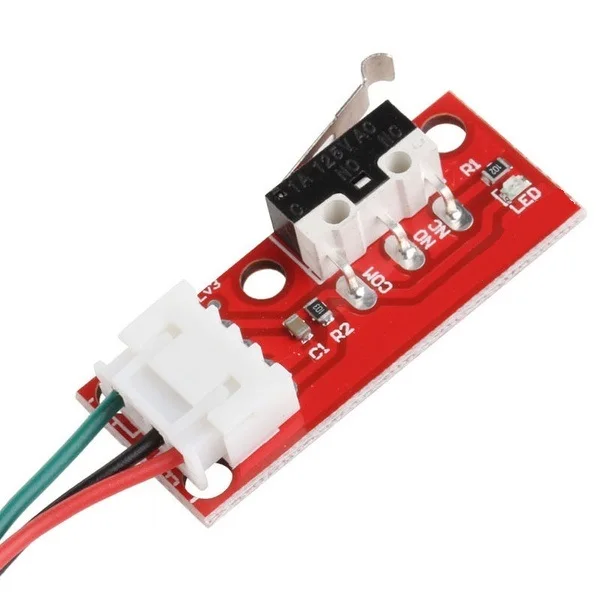 More and more people around the world are becoming addicted to 3D printing technology as it becomes more accessible and cheaper every day. Now almost anyone can afford to buy a 3D printer, and with the help of Read more→
More and more people around the world are becoming addicted to 3D printing technology as it becomes more accessible and cheaper every day. Now almost anyone can afford to buy a 3D printer, and with the help of Read more→
The FormLabs Form 2 and Ultimaker 3 are perhaps the most popular 3D printers today, capable of high quality printing with incredible surface detail. Moreover, these two devices use completely different technologies, and therefore, there are a lot of differences between them. Many will say that it is wrong to compare them or Read more→
XYZprinting, best known for its daVinci line of desktop 3D printers, is bringing five new devices to the professional and industrial environment. One will use laser sintering technology, the second full color inkjet printing and three DLP machines. First of all, the novelties will be of interest to dentists and jewelers. Read more→
Cleaning the nozzle of a 3D printer is a fairly common process that any user of such a device has to deal with.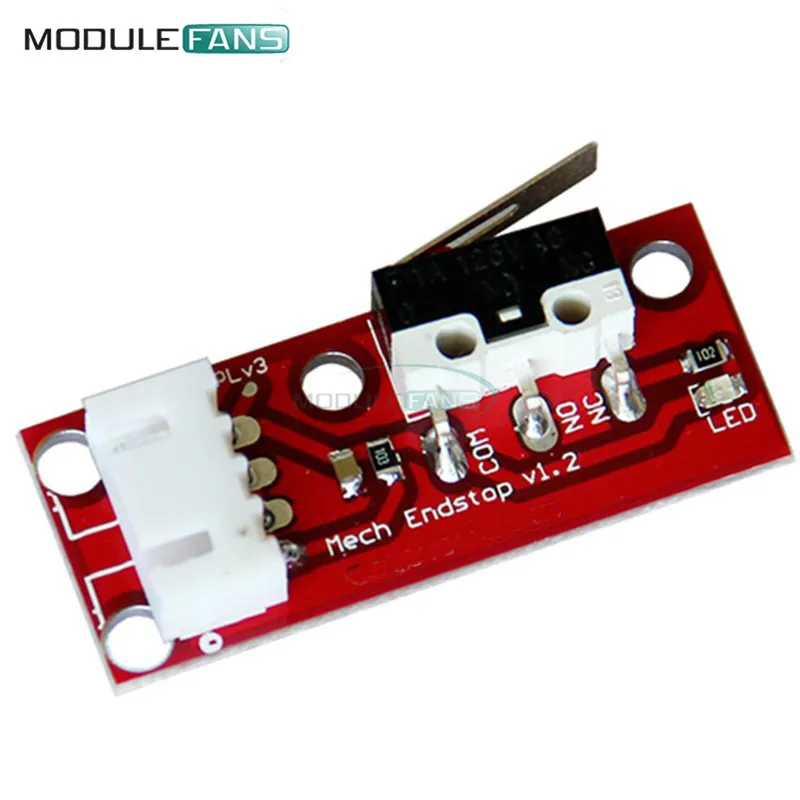 This is not at all a complicated procedure that anyone can handle. You can complete this task in 15 minutes, using only handy tools and accessories. Read more→
This is not at all a complicated procedure that anyone can handle. You can complete this task in 15 minutes, using only handy tools and accessories. Read more→
Acetone steam polishing of ABS plastic is a process for smoothing the surface of 3D printed models. The result of this treatment makes your printed products look as if they were made by a professional mold casting method. If you want to understand how this is done correctly, then read this article. Aceto Read more→
JoysMaker R2 Black - a 3D printer for the inexperienced / Sudo Null IT News I got the Joysmaker R2 Black FDM printer in an acrylic case, I liked it first of all with characteristics comparable to more expensive competitors. I want to note right away that Joysmaker printers are manufactured and shipped from China, this is a replica of the notorious Ultimaker.
Having calculated the cost of shipping from China and remembering my adventures with customs a couple of years ago, I decided to order it in Moscow in an online store, besides, it was in stock there. I did not order an assembly kit, but immediately took the assembled version, all that remained was to charge the plastic coil and calibrate it. nine0003
I did not order an assembly kit, but immediately took the assembled version, all that remained was to charge the plastic coil and calibrate it. nine0003
The first thing I naturally rushed to study this device closely, I must say that the quality of workmanship exceeded my expectations. The body made of black acrylic no longer looks as handicraft as plywood. There was a booklet with a brief instruction that prompted the happy owner the first steps of communication with a 3D printer.
I can't say that the printer is heavy, but not light either. In total, its weight is about 13 kg. A couple of photos of the filling itself will help you see the details below:
Dimensions of the working area of the printer: 21x22x22 cm. It should be noted that the Joysmaker R2 Black model itself has the ability to use both PLA plastic and ABS plastic.
An important indicator when ordering this model is the number of extruders. My model had one extruder, but if you wish, you can order a complete set with two extruders. The thing turned out to be cunning and without
The thing turned out to be cunning and without help room calling a friend, I could not put a plastic thread into it and get to the base of the print head, which in turn will heat this very thread.
Briefly describe the process of this operation below.
1. Pull up the lever, which will allow the lower extruder assembly to be lowered all the way down.
2. Insert the plastic thread as far as it will go. You should see it already at the other end of the transparent tube and feel the base of the nozzle.
3. Pull up the lower structure of the extruder, returning the white lever to its initial position, finally fixing it with the transverse lever. nine0003
A short video of how we did it is attached below.
After preparing the printer, all that remains is to install the software. Joysmaker uses the same software as Ultimaker, namely the Cura program. What can I say, China produces analogues that are not inferior to the original, while maintaining compatibility with the software.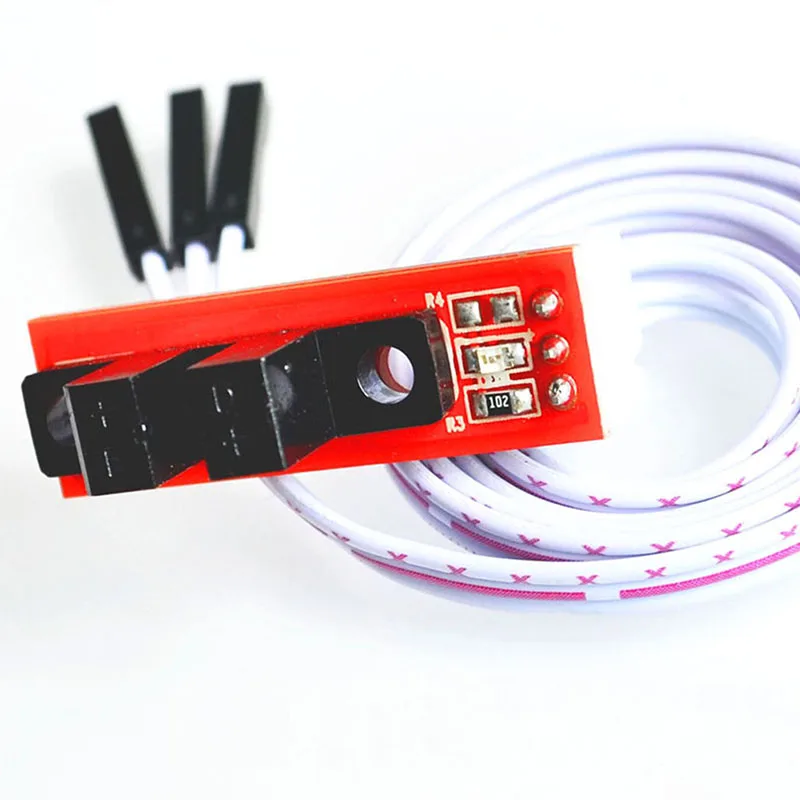
Finally, with the printer calibrated, we were ready to print. Many ready-made models can be downloaded on the Internet, but it is much more interesting to create a model yourself. For simple models, Trimble SketchUp Pro (Pro, because there is export to obj) is quite suitable. The printer itself willingly “eats” files with the .stl extension and works much faster with them when they are copied to the memory card itself. nine0003
Well, we only had to wait 30 seconds, after which the nozzle of the 3D printer heated up to 220 degrees and started the process. A narrowly focused mini-fan is also mounted to the print head of the printer, which prevents the part from melting in the layer of hot air between the heated platform and the extruder. The cooler works very quietly and imperceptibly. It was also quite convenient to track all the processes through the built-in display, which optionally appeared in the R2 models, which allows you to track many parameters. Of the languages, only English is available.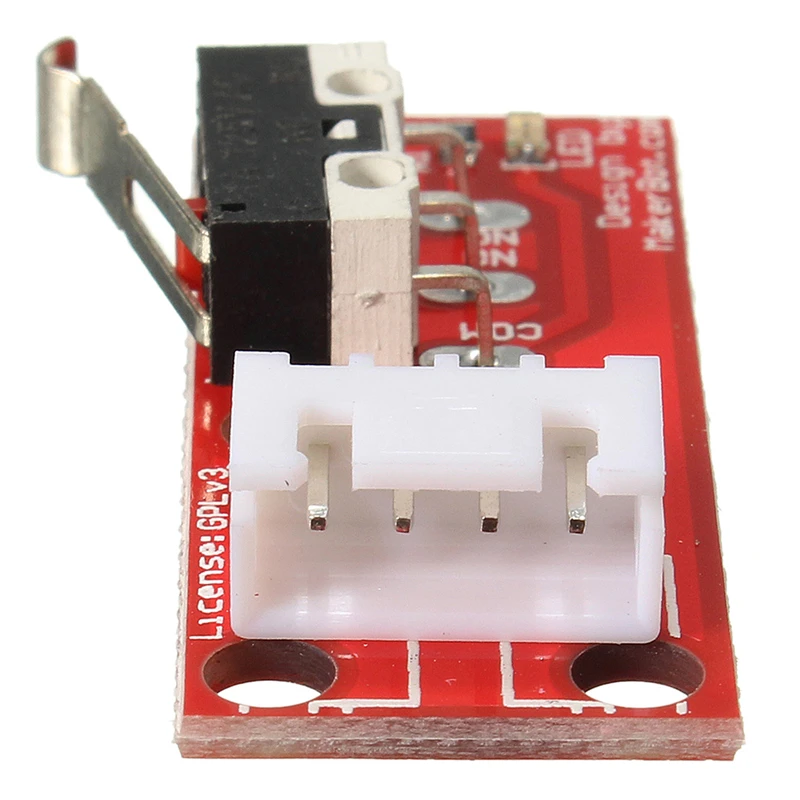 nine0003
nine0003
The accuracy of positioning and the final product that the JoysMaker R2 produces is often lame, however, the correct calibration of the printer decides a lot. For small items, it takes a lot of time, the smallest robot was printed in 11 minutes with a layer thickness of 0.5 mm.
The main characteristics according to the manufacturer for JoysMaker R2 Black are as follows:
Print technology: FDM
Materials used: ABS, PLA
Number of extruders: 1 (installation of 1 more is possible)
Heated platform: yes
Working area: 210x210x220 mm
Print speed: 50-300mm/s
Declared layer thickness: ≥0.05 mm
Claimed accuracy: 0.0125 mm
Part cooling: yes
Nozzle diameter: 0.4mm
Printing from SD card: yes
LCD display: yes
OS: Win/Mac/Linux
Power: 220V 50Hz
JoysMaker R2 Black prints by fusing (FDM - Fused Deposition Modeling) and I must admit that with incorrect calibration and overheating of the platform and printing nozzle, the layers of the part began to spread, turning the detailed model into an unknown design.