Desktop metal 3d printer for sale
Studio System™ | Desktop Metal
_Studio System™ applications
Studio System™ applications span a variety of industries including manufacturing, tooling, automotive, consumer, electronics, and oil & gas.
-
Extrusion Die
h23This die is used in the manufacture of extruded plastic framing.
Extrusion Die
-
Size (mm) 74 x 74 x 56
Cost to print ($) 156.00
Cost to machine ($) 329.67
Cost reduction 52.68%
-
Metal 3D printing reduces lead times and costs - allowing for rapid iteration and refinement of the die design.
Furthermore, lower tooling costs and lead times makes low volume custom extrusion dies economically feasible.
-
Rook Chess Piece
316LOne of six types of movable objects used in the game of chess.
Rook Chess Piece
-
Size (mm) 46 x 46 x 72
Cost to print ($) 46.00
Cost to machine ($) 329.67
Cost reduction 52.68%
-
Unique chess piece designs can easily be 3D printed without the long lead times and costs associated with tooling.
 The Studio System’s high resolution print head produces small parts with fine features and surface finish.
The Studio System’s high resolution print head produces small parts with fine features and surface finish.
-
YE6 Burner Tip
316LThis burner tip is used to shape the flame in industrial burners.
YE6 Burner Tip
-
Size (mm) 139 x 139 x 86
Cost to print ($) 193.46
Cost to machine ($) 694.00
Cost reduction 72.00%
-
This burner tip was originally cast in the 1950s, and the tooling has since been lost for it.
 When a customer needed a replacement, the quote for new tooling was in the tens of thousands of dollars.
When a customer needed a replacement, the quote for new tooling was in the tens of thousands of dollars.With the Studio System, the company was able to recreate the part with properties similar to the original cast part, with no tooling cost or long lead times for the customer.
-
Putter
17-4 PHCustom designed golf putter is an example of the customization that is possible with 3D printing.
Putter
-
Size (mm) 135 x 92 x 38
Cost to print ($) 128.
 00
00Cost to machine ($) 2203.00
Cost reduction 94.00%
-
Golf clubs, especially putters, are typically cast or machined. With the Studio System, manufacturers can achieve excellent material properties without tooling or expensive CNC machining.
The Studio System allows for customization of parts like putters, so each player can have a design that is best suited to them. And when those designs go into mass production, they can be manufactured via binder jetting.
-
Flower Nozzle
316LThis flower nozzle is used to atomize fluid in industrial equipment.
Flower Nozzle
-
Size (mm) 123 x 123 x 45
Cost to print ($) 184.00
-
Due to its complex geometry, these parts would typically be cast followed by extensive secondary machining. With the Studio System, the nozzle can be 3D printed without the lead times and setup costs of casting, enabling one-off and small batch orders.
-
Impeller
316LThis impeller is used to control the pressure and flow of fluids in equipment like pumps and compressors.

Impeller
-
Size (mm) 82 x 82 x 28
Cost to print ($) 63.00
Cost to machine ($) 2138.00
Cost reduction 97.05%
-
Their complex vanes make impellers expensive and difficult to manufacture. When a custom impeller is needed metal 3D printing accelerates design optimization and product development by dramatically reducing lead time and cost.
-
Sheet Metal Embosser
4140This custom embosser is used in sheet metal fabrication.

Sheet Metal Embosser
-
Size (mm) 47 x 28 x 15
Cost to print ($) 14.00
-
Sheet metal tools are used for a broad range of fabrication operations, including stamping, bending, countersinking and embossing.
3D printing with the Studio System reduces tool fabrication costs, shortens production run lead time, and enables rapid iteration and refinement of the sheet metal designs and associated tooling.
-
Zipper Mold
h23This part is an Injection mold insert for manufacturing zinc zippers.

Zipper Mold
-
Size (mm) 46 x 27 x 18
Cost to print ($) 16.00
-
3D printing the mold inserts shortens production run lead time and allows rapid iteration and refinement of zipper designs. Using a high resolution printhead allows for smaller parts with finer features, requiring less post processing.
-
Skateboard Truck
17-4 PHThis part attaches wheels to a skateboard deck, and was optimized using generative design tools
Skateboard Truck
-
Size (mm) 201 x 76 x 52
Cost to print ($) 161.
 00
00Cost to DMLS ($) 1163.00
Cost reduction 86.00%
-
Generative design and 3D printing allows for the fabrication of innovative designs impossible with casting (the traditional production method for skateboard trucks).
The Studio System can print that previously impossible geometry, resulting in trucks that are more aesthetically pleasing, stronger, and lighter.
-
Master Drilling Sun Gear
17-4 PHThis part is a sun gear used in a planetary gearbox for an earth-drilling machine.
Master Drilling Sun Gear
-
Size (mm) 118 x 118 x 118
Cost to print ($) 658.
 00
00Cost to machine ($) 916.00
Cost reduction 28.17%
-
After exploring a number of alternative manufacturing methods to produce the parts needed to keep crucial machinery up and running, Master Drilling chose 3D printing. The switch to 3D printing cut their lead time for replacement parts from about three months for off-shore castings, to just three weeks printing on-site, thereby reducing downtime for the earth drilling equipment.
-
Mouthpiece Mold
h23Mold insert is used to injection mold medical inhaler mouthpieces.

Mouthpiece Mold
-
Size (mm) 104 x 93 x 48
Cost to print ($) 345.00
Cost to machine ($) 716.77
Cost reduction 51.87%
-
3D printing the hard steel insert to near-net shape eliminates 95% of the required CNC machining and associated tool wear.
Because cooling accounts for 95% of the mold cycle time, the ability to incorporate conformal cooling channels into the mold can reduce mold cycle time and increase throughput.
-
UMC End Effectors
17-4 PHThese grippers are used to fixture and move aerospace forgings on a manufacturing line.
UMC End Effectors
-
Size (mm) 55 x 32 x 16
Cost to print ($) 23.00
Cost to machine ($) 194.00
Cost reduction 88.14%
-
The complex geometry of end effectors requires extensive CNC machining, resulting in long lead times that occupy valuable CNC capacity.
 Using metal 3D printing allows for on-demand manufacturing of custom end effectors while lowering part cost and lead time.
Using metal 3D printing allows for on-demand manufacturing of custom end effectors while lowering part cost and lead time.
-
APG Thread Checker Fixture
17-4 PHThis fixture pushes a thread checker into a part on a manufacturing line.
APG Thread Checker Fixture
-
Size (mm) 47 x 28 x 15
Cost to print ($) 14.00
-
This fixture pushes a thread checker into a part on a manufacturing line.
 As a wear item, it needs to stand up to repeated use, and must be easily produced to keep the manufacturing line up.
As a wear item, it needs to stand up to repeated use, and must be easily produced to keep the manufacturing line up.The fixture must be regularly replaced as it wears out. Printing the part with the Studio System eliminates CNC lead time and frees up the machine shop for more critical work.
-
BattleBots Bot Support
17-4 PHThis part is a structural member for use in the bot's robotic arm.
BattleBots Bot Support
-
Size (mm) 130 x 117 x 64
Cost to print ($) 106.
 00
00Cost to machine ($) 551.90
Cost reduction 81.00%
-
This support is designed to carry a heavy load and withstand punishment. Engineers working on a bot used on a Discovery Channel program BattleBots had less than a month to produce a custom structural element on robotic arm. Using the Studio system, they were able to print a bracket capable of resisting bending and lateral motion while providing the stiffness, strength, weldability and fire resistance required.
-
APG Chuck Jaws
h23This part is used to hold a workpiece in place during machining lathe operations.

APG Chuck Jaws
-
Size (mm) 84 x 78 x 42
Cost to print ($) 117.00
Cost to machine ($) 426.36
Cost reduction 72.56%
-
These chuck jaws closely match the geometry of the part being machined - making them complex to machine. Printing them using the Studio System eliminates CNC lead time and frees up the machine shop for more critical work.
-
O-Ring End Effector
17-4 PHThis end effector is used to stretch and install O-rings on a hydraulic fitting.
O-Ring End Effector
-
Size (mm) 42 x 13 x 17
Cost to print ($) 7.00
Cost to machine ($) 152.17
Cost reduction 95.40%
-
Small, detailed parts like these end effectors typically require expensive CNC machining and have long lead times. Using the Studio System’s high resolution (250μm) printhead allows manufacturers to print small parts with fine features which would be difficult to machine
-
APG Coining Fixture
h23This fixture is used to achieve critical tolerances on metal injection molded (MIM) parts.

APG Coining Fixture
-
Size (mm) 110 x 57 x 31
Cost to print ($) 92.00
Cost to machine ($) 392.00
Cost reduction 75.63%
-
Fixture like this require custom geometry for each application, as well as superior wear resistance. The faster these parts are manufactured, the quicker a company can get get manufacturing lines running.
Printing these parts with the Studio System eliminates CNC lead time and frees up the machine shop for more critical work.

-
Helical Heat Exchanger
CopperUsed in chemical processing to cool a hot gas as it flows through a pipe.
Helical Heat Exchanger
-
Size (mm) 78 x 64 x 58
Cost to print ($) 443.00
Cost to machine ($) 2138.00
Cost reduction 79.28%
-
This heat exchanger enables a much higher heat transfer rate than a traditionally manufactured part.
 Featuring thin external fins and a complex, internal helical cooling channel, this exchanger would not be manufacturable as one component via CNC machining.
Featuring thin external fins and a complex, internal helical cooling channel, this exchanger would not be manufacturable as one component via CNC machining. The Studio System allows for the complex geometry of the heat exchanger to easily be printed as a single component.
-
UHT Atomizer
316LThis part is a fuel atomizer for a steam boiler on a liquid natural gas (LNG) tanker.
UHT Atomizer
-
Size (mm) 74 x 74 x 71
Cost to print ($) 129.
 00
00Cost to DMLS ($) 1089.00
Cost reduction 88.00%
-
This 3D printed atomizer features complex internal channels and oblong shaped holes, which could not be manufactured with traditional methods. With the Studio System, the engineers were able to radically redesign their conventional atomizers for significantly better performance.
-
Octopus Ring
316LExample of the unique jewelry that can be customized and scaled for a tailored fit.
Octopus Ring
-
Size (mm) 38 x 38 x 30
Cost to print ($) 14.
 00
00 -
Unique jewelry pieces can be 3D printed without the design lock-in, long lead times and costs associated with tooling. The Studio System’s high resolution print head produces small parts with fine features and surface finish.
-
Lathe Gear
17-4 PHThis part is a replacement gear for vintage (circa 1940) lathe.
Lathe Gear
-
Size (mm) 82 x 82 x 27
Cost to print ($) 58.
 00
00Cost to machine ($) 260.67
Savings vs. machining 77.70%
-
In some cases, replacement parts are no longer available, either off the shelf or from the OEM. Fabricating custom gears via hobbing and broaching is often prohibitively expensive, but metal 3D printing allows for the fabrication of legacy parts at much lower cost.
-
Tri Manifold
Alloy 625This manifold is used to combine three flows into one common flow.
Tri Manifold
-
Size (mm) 108 x 101 x 98
Cost to print ($) 906.
 00
00Cost to DMLS ($) 4069.28
Savings vs. machining 77.74%
-
This part converges three flow paths into one via internal channels. These channels would be impossible to machine, and instead would need to be drilled as straight holes and plugged.
Printing on the Studio System allows these channels to be designed for their function rather than their manufacturing method. This part can be produced in just a few days with very little hands on work.
-
Generative Piston Head
4140Prototype piston head for a reciprocating engine, optimized with generative design.
Generative Piston Head
-
Size (mm) 105 x 105 x 54
Cost to print ($) 271.00
Cost to machine ($) 568.13
Savings vs. machining 52.30%
-
Typically CNC machined from aluminum alloy, pistons can be time consuming and difficult to rapidly prototype and test - often taking months or even years to move from design to production.
With the Studio System, various piston designs can be easily prototyped and tested—speeding up product development timelines, reducing time to market, and introducing new opportunities for optimization, including generative design—all while avoiding CNC backlog and lead times.
-
Pump Housing
17-4 PHThis is part of the housing for a hydraulic pump.
Pump Housing
-
Size (mm) 136 x 131 x 47
Cost to print ($) 243.00
Cost to machine ($) 708.68
Savings vs. machining 65.68%
-
This part would typically be cast, followed by secondary machining operations - resulting in long lead times and high costs.
:quality(90)/images.vogel.de/vogelonline/bdb/1862100/1862140/original.jpg)
By printing on the Studio System, the long lead time associated with casting can be avoided, and the cost to machine from scratch is greatly reduced - allowing the manufacturer to produce the part in-house and enabling cost-effective rapid design iteration and pilot runs.
-
Guitar tailpiece
17-4 PHThe guitar tailpiece anchors one end of the guitar strings.
Guitar tailpiece
-
Size (mm) 127 x 28 x 20
Cost to print ($) 36.00
Cost to machine ($) 343.
 28
28Savings vs. machining 89.51%
-
The guitar tailpiece is typically cast from aluminum, and can be fairly expensive to customize for short manufacturing runs.
Printing in steel allows design freedom and part customization while eliminating tooling costs. Steel tailpieces also exhibit more pleasing resonance and sustain characteristics for some genres and playing styles.
-
Cuff Ring
316LExample of the unique jewelry that can be customized and scaled for a tailored fit.
Cuff Ring
-
Size (mm) 59 x 54 x 80
Cost to print ($) 43.
 00
00 -
Unique jewelry pieces can be 3D printed without the design lock-in, long lead times and costs associated with tooling. The Studio System’s high resolution print head produces small parts with fine features and surface finish.
Production System™ | Desktop Metal
-
Seat Belt Pulley
17-4 PHThis output pulley is an essential component of the reclining mechanism in a car seat.
Seat Belt Pulley
-
Size (mm) 48 x 29 x 9
Cost per part ($) 0.
 89
89Parts per build 2,740
Annual throughput 995,900
-
This part features an undercut radial groove that, without printing, would require advanced sliders during the press-and-sinter process. Printed on the Production System eliminates the cost and complexities associated with press and sinter.
-
Surgical Tool Nozzle
17-4 PHNozzle used during surgery; customized for each patient.
Surgical Tool Nozzle
-
Size (mm) 27 x 47 x 21
Cost per part ($) 1.
 91
91Parts per build 860
Annual throughput 400,140
-
This surgical nozzle features a customized internal channel designed specifically for each patient. The Production System allowed this part to be mass customized and produced without any tooling, allowing it to be fine-tuned for an array of patients.
The internal channel featured in this nozzle would require complex machining operations with multiple fixturing setups; printing on the Production System eliminates those steps, resulting in cost savings.
-
BMW Water Wheel
17-4 PHThe waterwheel is an integral part of the BMW’s engine cooling system.

BMW Water Wheel
-
Size (mm) 63 x 63 x 34
Cost per part ($) 9.74
Parts per build 170
Annual throughput 63,230
-
Initially made of several plastic parts, BMW redesigned this waterwheel for printing on a laser-based system, but found the process to slow and expensive for mass production.
The Production system unlocks higher throughput, allowing the part to be manufactured at a competitive price, bringing the race track to the road.

-
Audi Fixture
17-4 PHThis custom manufacturing fixture was created for use on an Audi production line.
Audi Fixture
-
Size (mm) 127 x 51 x 38
Cost per part ($) 19.18
Parts per build 110
Annual throughput 41,500
-
With complex internal conformal cooling channels that span the base and the wall, this fixture would normally be manufactured in multiple pieces and welded together.
 As production increases, this part would be too expensive and time-consuming to scale.
As production increases, this part would be too expensive and time-consuming to scale. Using the Production System, the fixture is printed as a single part with cooling channels intact—reducing part cost, lead time, and manufacturing complexity.
-
Parking Shift Bracket
17-4 PHThis bracket is used in the parking brake assembly of a continuously variable transmission.
Parking Shift Bracket
-
Size (mm) 93 x 44 x 12
Cost per part ($) 2.
 84
84Parts per build 680
Annual throughput 248,980
-
This part would require a complex die and multiple secondary operations to be produced via traditional powder metallurgy techniques.
The Production system eliminates the need for tooling, dramatically reducing lead times, reducing part costs and enables the redesign of this part to consolidate an assembly into a single part.
-
Watch Bezel
17-4 PHA watch bezel is the main component that houses the dial and movement.
Watch Bezel
-
Size (mm) 43 x 48 x 9.
 5
5Cost per part ($) 1.06
Parts per build 1,200
Annual throughput 497,950
-
Because it prints parts with no tooling, the Production System is capable of printing multiple different watch models in each run, greatly reducing manufacturing part cost and lead time.
-
Ntopology Gear
17-4 PHThis gear features a complex internal lattice structure only achievable via 3D printing.
Ntopology Gear
-
Size (mm) 63 x 63 x 12.
 5
5Cost per part ($) 6.09
Parts per build 460
Annual throughput 165,980
-
This part features a complex lattice structure used to lightweight the part while still providing strength.
The Production System allows for the manufacturing of complex geometries that cannot be manufactured any other way.
-
Power Steering Joint
17-4 PHThis joint is designed to power transfer in an electric power steering system.
Power Steering Joint
-
Size (mm) 36 x 36 x 22
Cost per part ($) 1.
 89
89Parts per build 1,140
Annual throughput 470,424
-
This joint is used for power transfer between an electric power steering motor and the steering shaft in an automobile. The production system allowed for this part to be produced with no tooling, allowing for accelerated lead time and flexible design.
-
Custom Bolt
17-4 PHThis custom-designed bolt is used in specific applications.
Custom Bolt
-
Size (mm) 70 x 16 x 12
Cost per part ($) 1.
 10
10Parts per build 2,280
Annual throughput 829,920
-
Due to the high cost of hard tooling, most bolts are manufactured in quantities of millions. For this bolt, however, only a few tens of thousands were needed. By printing on the Production System this bolt can be produced with no tooling at an dramatically reduced cost per part.
-
Spauger Bit
17-4 PHThis part is a drill bit used to quickly drill holes in clean wood.
Spauger Bit
-
Size (mm) 166 x 12 x 12
Cost per part ($) 1.
 95
95Parts per build 800
Annual throughput 280,470
-
Using traditional methods, this spauger bit required more than 20 manufacturing steps. With the Production System, that number is reduced to just four, with post processing only required to reach the desired hardness and surface finish. This greatly reduces the part cost and manufacturing lead time.
-
Stator
17-4 PHThis stator is designed for use in a small electric motor.
Stator
-
Size (mm) 60 x 60 x 16
Cost per part ($) 2.
 82
82Parts per build 460
Annual throughput 189,700
-
This stator is part of a small electric motor that was produced in low volume, making it difficult to justify the cost of hard tooling for metal injection molding (MIM). The entire run of parts could be produced in one run of the Production System at the desired part cost and greatly reduced manufacturing lead time.
-
Watch Case
17-4 PHThe case is the main component of a watch, and houses the dial and movement.
Watch Case
-
Size (mm) 47 x 38 x 7.
-kupit-v-soin-store.ru-4.png) 7
7Cost per part ($) 1.96
Parts per build 1,170
Annual throughput 1,825,824
-
For each different watch model and size, different tooling is required. This makes doing smaller, more custom watch models prohibitively expensive. The Production system eliminates the need for tooling dramatically reducing part cost.
Watch producers can now manufacture on-demand, producing watch designs that never could have been justified before.
Metal 3D Printing - The Essential Guide
There is no hotter trend in 3D printing today than metal. We will talk about metal printing at home, how it is done on an industrial scale, about technologies, applications, printers, processes, prices and materials.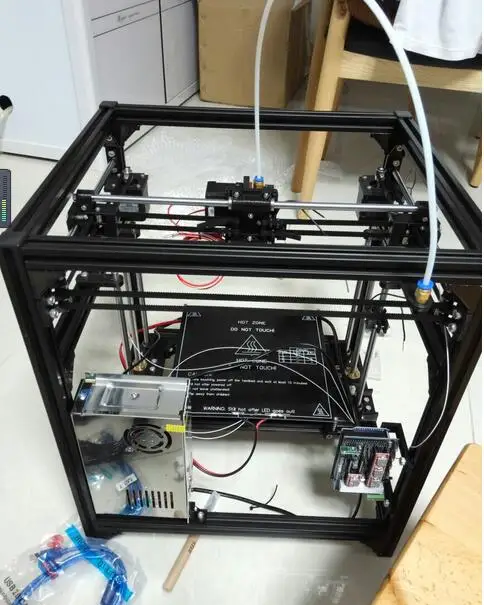
Metal 3D printing has grown in popularity over the past few years. And this is quite natural: each material offers a unique combination of practical and aesthetic qualities, can be suitable for a wide range of products, prototypes, miniatures, decorations, functional details and even kitchen utensils.
The reason metal 3D printing has become so popular is because the printed objects can be mass-produced. In fact, some of the printed parts are just as good (if not better) than those made with traditional methods.
In traditional production, working with plastic and metal can be quite wasteful - there is a lot of waste, a lot of excess material is used. When an aircraft manufacturer makes metal parts, up to 90% of the material is simply cut off. 3D printed metal parts require less energy and waste is reduced to a minimum. It is also important that the final 3D printed product is up to 60% lighter than a traditional part. Billions of dollars could be saved in the aviation industry alone—mainly through weight savings and fuel savings.
So, what do we need to know about metal 3D printing?
Metal 3D printing at home
If you want to make objects at home that will look like metal, your best bet is to look at metalized PLA filaments (Photo: colorFabb)
Where to start if you want to print metal objects at home ? Given the extreme heat required for true metal 3D printing, a conventional FDM 3D printer will not be able to do this.
It is unlikely that in this decade it will be possible to print with liquid metal at home. Until 2020, you probably will not have a printer specialized for this purpose at home. But in a few years, as nanotechnology advances, we may see significant developments in new applications. This can be 3D printed with conductive silver, which will emit in much the same way as it does in 2D home printers. It will even be possible to mix different materials like plastic and metal in one object.
Materials for metal 3D printing at home
Even though you can't print actual metal objects at home, you can turn to plastic filament that has metal powders added to it.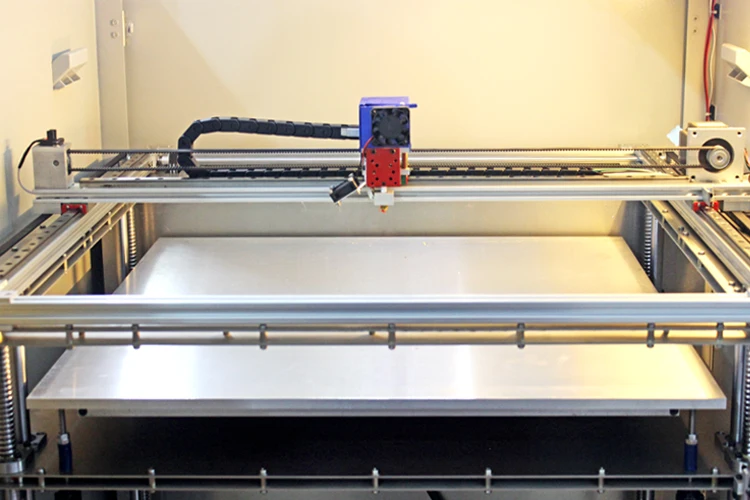 ColorFabb, ProtoPasta and TreeD Filaments all offer interesting metal-PLA composite filaments. These filaments, containing a significant percentage of metal powders, remain pliable enough to be printed at low temperatures (200 to 300 Celsius) on virtually any 3D printer. At the same time, they contain enough metal to make the final object look, feel, and even weigh like metal. Iron-based filaments even rust under certain conditions.
ColorFabb, ProtoPasta and TreeD Filaments all offer interesting metal-PLA composite filaments. These filaments, containing a significant percentage of metal powders, remain pliable enough to be printed at low temperatures (200 to 300 Celsius) on virtually any 3D printer. At the same time, they contain enough metal to make the final object look, feel, and even weigh like metal. Iron-based filaments even rust under certain conditions.
But you can go further. Typically, up to 50 percent metal powder is added to 3D printing filament. Dutch company Formfutura says they have achieved 85 percent metal powder with 15 percent PLA. These filaments are called MetalFil Ancient Bronze and Metalfil Classic Copper. They can be printed even at "moderate" temperatures from 190 to 200 degrees Celsius.
Metallic 3D Printing Filament Spools, in this case from SteelFill and CopperFill colorFabb (Steel and Bronze), Ancient Bronze (Ancient Bronze) from Formfutura
Here are the key points about metal printing at home
- Gets a unique metal surface and look
- Ideal for jewelry, figurines, housewares, replicas
- Durability
- Objects are not flexible (structure dependent)
- Objects do not dissolve
- Not considered food safe
- Typical print temperature: 195 - 220°C
- Extremely low shrinkage on cooling
- No table heating required
- Printing complexity is high, requires fine tuning of nozzle temperature, feed rate, post-processing
Preparing Your Home Printer for Metal 3D Printing
Since getting metal 3D prints is more difficult than usual, you may need to upgrade your 3D printer nozzle, especially if you are an entry-level printer. The metal filament wears it out quickly. There are hard-wearing hot-ends (like the E3D V6) that are themselves made of metal. They can withstand high temperatures and fit most printers. Be prepared for the fact that the nozzles will have to be changed frequently, because the metal filament is very abrasive.
The metal filament wears it out quickly. There are hard-wearing hot-ends (like the E3D V6) that are themselves made of metal. They can withstand high temperatures and fit most printers. Be prepared for the fact that the nozzles will have to be changed frequently, because the metal filament is very abrasive.
You will also need to take care of the final finishing of the surface (cleaning, grinding, oiling, waxing or priming) so that the printed metal object shines as it should.
How much does metal filament for 3D printing cost?
And what about metal filament for 3D printing? - you ask. Here are a few examples:
- ColorFabb's 750 gram Bronzefill spool is $56.36
- ColorFabb 750g Copperfill Coil $56.36
- Protopasta's Polishable Stainless Steel PLA Composite is $56 for 56 grams of
- Protopasta's Rustable Magnetic Iron PLA Composite is $34.99 for 500 grams of
Industrial metal 3D printing
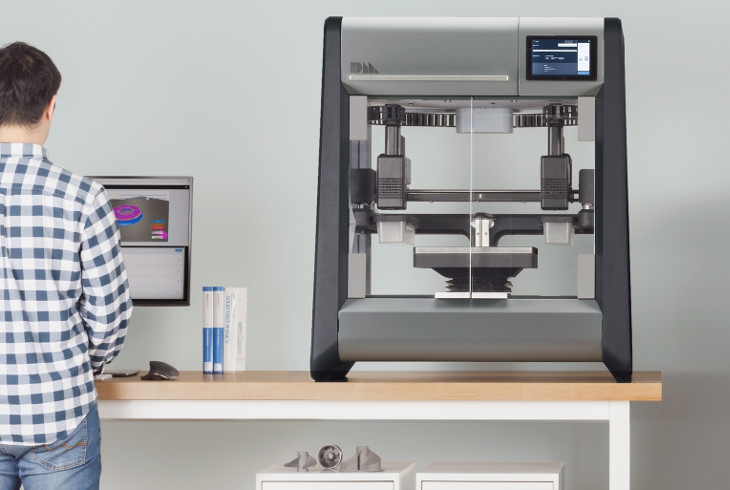
But what if you want a better result or even full metal 3D printing? Should a real "metal" 3D printer be purchased for business needs? We wouldn't recommend it - unless you're going to be doing it every day. A professional metal 3D printer is expensive: EOS or Stratasys devices will cost you 100-500 thousand dollars. In addition, the costs will be even greater, since you will have to hire an operator, a worker to maintain the machine, as well as to finalize the printouts (polishing, for example). Just a note: In 2016, an affordable metal 3D printer didn't exist.
A professional metal 3D printer is expensive: EOS or Stratasys devices will cost you 100-500 thousand dollars. In addition, the costs will be even greater, since you will have to hire an operator, a worker to maintain the machine, as well as to finalize the printouts (polishing, for example). Just a note: In 2016, an affordable metal 3D printer didn't exist.
Lowering Metal 3D Printing Costs
If you are not going to start a metal 3D printing business, but still need a professionally 3D printed metal part, it is best to contact the appropriate company that provides such services. 3D printing services like Shapeways, Sculpteo and iMaterialise offer direct metal printing.
They currently work with the following metal materials in 3D printing:
- aluminum
- steel
- brass
- copper
- bronze
- sterling silver
- gold
- platinum
- titanium
If you are a jeweler, you can also order wax models for casting in precious metals.
If we talk about wax models, then in most cases they (with subsequent melting) are used when printing with metals (including gold and silver). Not all orders are carried out directly by these firms. They usually turn to other metal 3D printing companies to complete the order. However, the number of such services around the world is growing rapidly. In addition, metal 3D printing techniques are becoming more and more common in companies that offer such services.
The reason big companies love 3D printing so much is that it can be used to build fully automated lines that produce "topologically optimized" parts. This means that it is possible to fine-tune the raw materials and make the components thicker only if they must withstand heavy loads. In general, the mass of parts is significantly reduced, while their structural integrity is preserved. And this is not the only advantage of this technology. In some cases, the product turns out to be significantly cheaper and affordable for almost everyone.
Please note that metal 3D printing requires special CAD programs for modeling. It is worth paying attention to the recommendations of Shapeways - 3D printing metal guidelines. To delve further into the topic, check out Statasys’ information on related 3D printers and the nuances of metal 3D printing.
Here are some examples of Benchy test model prices for metal 3D printing:
- Metal plastic: $22.44 (former alumide, PLA with aluminium)
- Stainless steel: $83.75 (plated, polished)
- Bronze: $299.91 (solid, polished)
- Silver: $713.47 (solid, mirror polished)
- Gold: $87.75 (gold plated, polished)
- Gold: $12,540 (solid, 18K gold)
- Platinum: $27,314 (solid, polished)
As you might expect, solid metal 3D printing prices are quite high.
Metal 3D printing. Applications
GE LEAP aircraft engine parts 3D printed at Avio Aero (Photo: GE)
There are several industries already using 3D printers to make everyday objects - you may not even know that these objects are printed.
- The most common case is surgical and dental implants, which are considered the best option for patients today. Reason: they can be tailored to individual needs.
- Another industry is jewelry. Here, most manufacturers have abandoned resin 3D printing and wax casting, switching directly to metal 3D printing.
- In addition, the aerospace industry is becoming more and more dependent on 3D printed metal objects. The Italian company Ge-AvioAero was the first to do all-metal 3D printing. It manufactures components for LEAP aircraft engines.
- Another industry targeting metal 3D printing is the automotive industry. BMW, Audi, FCA are seriously considering this technology, not only for prototyping (3D printing has been used for this for quite some time), but also for making real parts.
Before metal 3D printing really takes off, however, there are some hurdles to overcome. And first of all, this is a high price, which cannot be made lower than during molding. Another problem is the low production speed.
Metal 3D printing.
Technologies
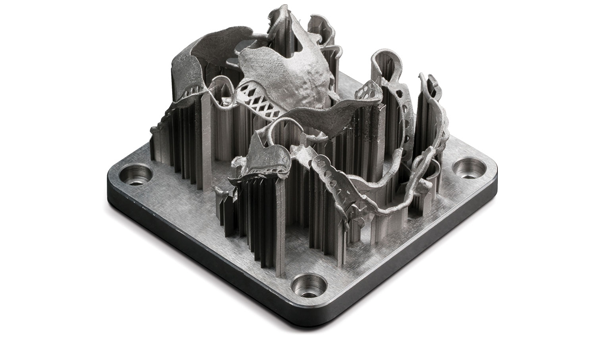
Most metal 3D printing processes start with an “atomized” powder
You can talk a lot about “metal” 3D printers, but their main problems remain the same as any other 3D – printers: software and hardware limitations, material optimization and multimateriality. We won't talk too much about the software, we'll just say that most of the major specialized software companies, such as Autodesk, SolidWorks and solidThinking, try to emphasize as much as possible the fact that as a result of the 3D metal printing process, you can get any shape you want.
In general, printed metal parts can be as strong as parts made by traditional processes. Parts made using DMLS technology have mechanical properties equivalent to casting. In addition, the porosity of objects made on a good "metal" 3D printer can reach 99.5%. In fact, manufacturer Stratasys claims that 3D printed metal parts perform above industry standards when tested for density.
Parts made using DMLS technology have mechanical properties equivalent to casting. In addition, the porosity of objects made on a good "metal" 3D printer can reach 99.5%. In fact, manufacturer Stratasys claims that 3D printed metal parts perform above industry standards when tested for density.
3D printed metal can have different resolutions. At the highest resolution, layer thickness is 0.0008 - 0.0012" and X/Y resolution is 0.012 - 0.016". The minimum hole diameter is 0.035 - 0.045". formed layer)
The metal 3D printing process used by most relevant large companies today is called Powder Bed Fusion. This name indicates that some source of energy (a laser or other energy beam) melts an "atomized" powder (i.e., a metal powder that is carefully ground into spherical particles), resulting in layers of a printed object.
There are eight major manufacturers of metal 3D printers in the world that already use this technology; while we are talking here, there are more and more such companies. Most of them are in Germany. Their technologies are called SLM (Selective Laser Melting - selective laser fusion) or DMLS (Direct Metal Laser Sintering - direct metal laser sintering).
Most of them are in Germany. Their technologies are called SLM (Selective Laser Melting - selective laser fusion) or DMLS (Direct Metal Laser Sintering - direct metal laser sintering).
Metal 3D-printing process No. 2:
Binder Jetting (spraying the binder)
under 3DP technology EXONE Metal objects are printed due : ExOne)
Another professional approach that also uses a powder base is called Binder Jetting. In this case, the layers are formed by gluing metal particles together and then sintering (or fusing) them in a high-temperature furnace, just like it is done with ceramics.
Another option, which is similar to working with ceramics, is mixing metal powder into metal paste. A pneumatically extruded 3D printer (similar to a syringe bioprinter or an inexpensive food printer) forms 3D objects. When the required shape is reached, the object is sent to the furnace, i.e. in the mountains
This approach is used in the Mini Metal Maker, apparently the only inexpensive "metal" 3D printer.
Metal 3D printing process #3: 9Metal Deposition This is not entirely true. Of course, on some desktop device, simply fusing metal threads onto the base will not work. However, very large steel companies can do it. And they do. There are two options for working with "metal surfacing".
One is called DED (Directed Energy Deposition) or Laser Cladding. Here, a laser beam is used to melt the metal powder, which is slowly released and solidifies as a layer, and the powder is fed using a robotic arm.
Normally the whole process takes place in a closed chamber, but the MX3D project used conventional 3D printing techniques to build a full-size bridge. Another option for metal fusion is called EBAM (Electron Beam Additive Manufacturing - additive electron beam technology), which is essentially soldering, in which a very powerful electron beam is used to melt 3 mm titanium wire, and the molten metal forms very large finished structures. As for this technology, its details are known so far only to the military.
Metallic 3D printing. Metals
3D Printing Metal #1: Titanium
Pure titanium (Ti64 or TiAl4V) is one of the most commonly used metals for 3D printing and is definitely one of the most versatile, strong and lightweight. Titanium is used both in the melting process in a preformed layer and in the process of spraying a binder and is used mainly in the medical industry (for the manufacture of personal prostheses), as well as in the aerospace industry, automotive and machine tools (for the manufacture of parts and prototypes). But there is one problem. Titanium is very reactive and explodes easily in powder form. Therefore, it is necessary that titanium 3D printing takes place in a vacuum or in an argon environment.
3D printing metal #2: Stainless steel
Stainless steel is one of the cheapest 3D printing metals. At the same time, it is very durable and can be used in a wide range of manufacturing and even artistic and design applications. The type of steel alloy used also contains cobalt and nickel, is very difficult to break, and has a very high elasticity. Stainless steel is used almost exclusively in industry.
The type of steel alloy used also contains cobalt and nickel, is very difficult to break, and has a very high elasticity. Stainless steel is used almost exclusively in industry.
3D Printing Metal #3: Inconel
Inconel is a superalloy manufactured by Special Metals Corporation and is a registered trademark. The alloy consists mainly of nickel and chromium and is very heat resistant. Therefore, it is used in the oil, chemical and aerospace (for black boxes) industries.
3D Printing Metal #4: Aluminum
Due to its lightness and versatility, aluminum is very popular in 3D printing. Aluminum alloys are commonly used.
3D Printing Metal #5: Cobalt Chrome
gap). It is most commonly used in the manufacture of turbines, dental and orthopedic implants, where 3D printing has become the dominant technology.
3D printing metal #5. Copper and bronze
With some exceptions, copper and bronze are used in wax melting processes, rarely in layer melting. The fact is that these metals are not very suitable for industry, they are more often used in the manufacture of works of art and crafts. ColorFabb offers both metals as the basis for a special metal filament.
The fact is that these metals are not very suitable for industry, they are more often used in the manufacture of works of art and crafts. ColorFabb offers both metals as the basis for a special metal filament.
3D printing metal #6. Iron
Iron, incl. magnetic, also mainly used as an additive to PLA-based filaments, which are produced, for example, by ProtoPasta and TreeD.
3D printing metal #7. Gold, Silver, and Other Precious Metals
Most preformed layer companies can 3D print precious metals such as gold, silver, and platinum. Here, along with the preservation of the aesthetic properties of materials, it is important to achieve optimization of work with expensive starting powder. Precious metal 3D printing is required for jewelry, medical applications and electronics.
Metallic 3D printing. Printers
Do not hesitate - the purchase of a metal 3D printer will not pass without a trace on your budget. It will cost at least 100-250 thousand dollars. Here is a list of a variety of "metal" printers, some of which can be found in firms providing 3D printing services.
It will cost at least 100-250 thousand dollars. Here is a list of a variety of "metal" printers, some of which can be found in firms providing 3D printing services.
Metal 3D Printer #1:
Sciaky EBAM 300 - Metal Filament Printing
If you need to print really large metal structures, Sciaky's EBAM technology is your best bet. By order, the device can be built in almost any size. This technique is used mainly in the aerospace industry and the military.
Sciaky's largest production printer is the EBAM 300. It prints objects in a volume of 5791 x 1219 x 1219 mm.
The company claims the EBAM 300 is also one of the fastest industrial 3D printers on the market. A three-meter-sized titanium part for an aircraft is printed on it in 48 hours, while the material consumption is about 7 kg per hour. In general, forged parts that usually take 6-12 months to complete can be made in 2 days with this 3D printer.
The metal layers are first cut and then ultrasonically welded. The largest Fabrisonic 7200 printer operates in a volume of 2 x 2 x 1.5 m. The metal powder 3D printer is the Concept Laser XLine 1000. It has a modeling volume of 630 x 400 x 500 mm and is the size of a house.
Its German company, one of the main suppliers of 3D printers for aerospace giants like Airbus, recently introduced a new machine, the Xline 2000.
This machine uses two lasers and has a working volume of 800 x 400 x 500 mm. Uses LaserCUSING laser technology (a variant of selective laser fusion) from Concept Laser, which allows you to print alloys of steel, aluminum, nickel, titanium, precious metals and even some pure substances (titanium and stainless steel).
Metallic 3D printing. Services
There are more than 100 companies worldwide offering metal 3D printing services. We list the most popular services for consumer needs.
Metal 3D Printing Service #1: Shapeways
The world's most popular 3D printing service, Shapeways offers two types of services. As a consumer, you can choose from a wide range of professionally designed objects, customize them, and then have them printed to your specifications. Like other 3D printing services, Shapeways offers a platform for designers to sell and print their work. Shapeways is also a good place for rapid prototyping: customers benefit from industrial-grade printers (EOS, 3D Systems) and personal technical support.
As a consumer, you can choose from a wide range of professionally designed objects, customize them, and then have them printed to your specifications. Like other 3D printing services, Shapeways offers a platform for designers to sell and print their work. Shapeways is also a good place for rapid prototyping: customers benefit from industrial-grade printers (EOS, 3D Systems) and personal technical support.
3D printing metals: aluminium, brass, bronze, gold, platinum, precious metal plating, silver, steel. There are also wax molds for jewelry purposes.
Metal 3D Printing Service #2: Sculpteo
Like Shapeways and i.materialise, Sculpteo is an online 3D printing service that allows anyone to upload 3D models and send them to fabrication in a wide range of materials . Like its competitors, Sculpteo provides a platform for hobbyists and professionals to showcase and sell their designs. The stable of Sculpteo printers includes highly professional machines from 3D Systems, EOS, Stratasys and ZCorp. Extensive technical documentation will help identify design flaws and select the right material for the project.
Extensive technical documentation will help identify design flaws and select the right material for the project.
Metals for 3D printing: alumide (plastic with aluminum particles), brass, silver.
Metal 3D Printing Service #3: iMaterialise
Materialise is a company that works with industrial customers to prototyp 3D printed products. For casual users and designers, Materialize offers an online 3D printing service called i.materialise. As with Shapeways, this service allows anyone to upload their 3D designs and print them out. Once an object has been uploaded and successfully printed, a designer can list it for sale either in the gallery of the i.materalise online store or by embedding some code into their website.
3D printing metals: alumide (plastic with aluminum powder), brass, bronze, copper, gold, silver, steel, titanium.
Metal 3D Printing Service #4: 3D Hubs
Through 3D Hubs, you can search for individuals and companies that offer 3D printing services in your area, upload STL files (which are immediately evaluated for defects ) and contact service providers directly to get the job done. The online 3D printing service also allows you to sort offers by materials, customer rating, distance and many other parameters. Whatever object you wish to print, there is likely to be someone nearby who can print it. A significant number of materials can be printed in industrial quality, such materials have an HD mark in the search field.
The online 3D printing service also allows you to sort offers by materials, customer rating, distance and many other parameters. Whatever object you wish to print, there is likely to be someone nearby who can print it. A significant number of materials can be printed in industrial quality, such materials have an HD mark in the search field.
3D printing metals: aluminium, bronze, cobalt-chromium, stainless steel, titanium.
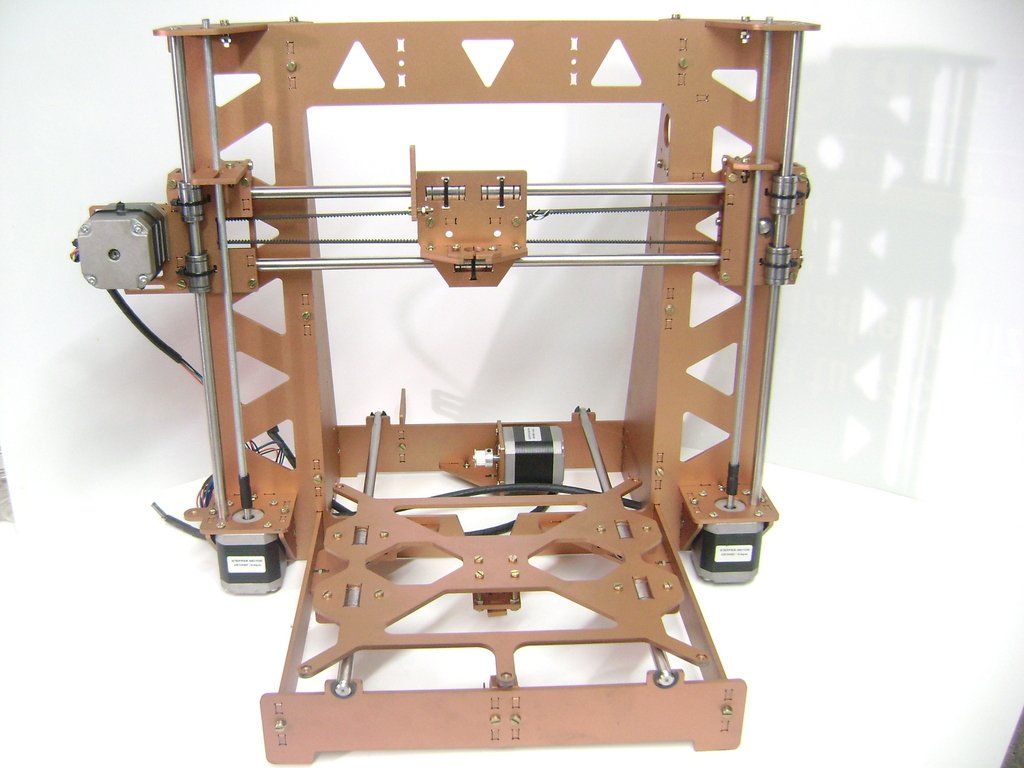
90,000 American and Turkish engineers collected a table 3D printer "Metal"
News
Subscribe to
Subscribe
took up the holy of holies - the creation of a budget 3D printer capable of printing all-metal products. Let's talk about what they did.
Direct 3D printing with metals (without intermediate steps such as growing polymer-metal blanks, and then etching and sintering) can be divided into two areas, referred to in Russian GOST as “synthesis on a substrate” (in the English terminology Powder Bed Fusion or PBF ) and "direct energy and material supply" (Directed Energy Deposition or DED). Synthesis on a substrate involves sintering or fusing metal-powder compositions in containers using laser emitters or electron beam guns. In the direct supply of energy and material, various energy sources can also be used, for example, the same lasers or electron beams, and the materials can be either powders deposited into the sintering or fusion zone or metal wire.
Synthesis on a substrate involves sintering or fusing metal-powder compositions in containers using laser emitters or electron beam guns. In the direct supply of energy and material, various energy sources can also be used, for example, the same lasers or electron beams, and the materials can be either powders deposited into the sintering or fusion zone or metal wire.
A project by scientists from California State University and Osman Ghazi University of Eskisehir is a variant of the second track called Wire Arc Additive Manufacturing or WAAM. Here, the material is wire, and the products are grown by arc welding, specifically in this case, with a non-consumable electrode in a protective inert atmosphere. WAAM is already being used in industry, for example in the repair and even additive manufacturing of ship parts: in 2017, the Dutch production center RAMLAB produced the first type-certified 3D printed ship propeller ( in the illustrations above and below ).
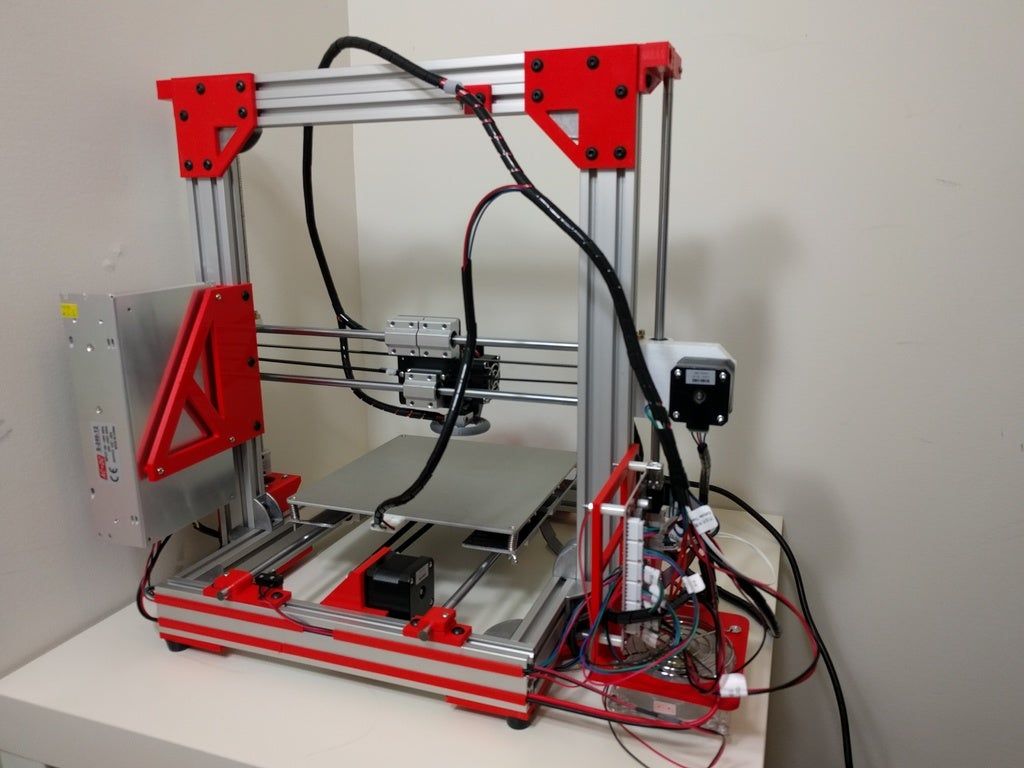
The resolution of WAAM 3D printers is, to put it mildly, small and requires a lot of post-processing, but they are easily scaled up and do not require fuss with relatively expensive, and often dangerous powders, and at the same time outperform traditional methods in terms of producing geometrically complex products with minimum waste. But you can scale both up and down, and the heroes of our story decided to create such a device not on the basis of an expensive industrial-grade multi-axis robotic arm, but by redesigning a budget desktop FDM 3D printer with the intention of keeping within one thousand dollars.
But you can scale both up and down, and the heroes of our story decided to create such a device not on the basis of an expensive industrial-grade multi-axis robotic arm, but by redesigning a budget desktop FDM 3D printer with the intention of keeping within one thousand dollars.
As a basis, the guys took an open-source "drygost" called Bukobot by the Californian company Deezmaker. The team assembled the device themselves by printing plastic parts on a Stratasys uPrint SE Plus 3D printer, and the power source for the head is an Everlast-branded welding machine. The movable electrode is mounted on one carriage with a mechanism that feeds a metal wire into the melt zone.
Inconel 718 Single Layer Metallography
Experiments were carried out with two types of consumables - AISI 1030 high-carbon steel wire and Inconel 718 heat-resistant nickel-chromium alloy with a diameter of 0.8 mm using tungsten electrodes with a diameter of 2.37 mm and blowing with an inert gas - argon. A series of experiments included experiments on 3D printing at different speeds with the appropriate adjustment of the material feed rate and current strength. For steel, these parameters varied within 2.5-3.5 mm/s with a feed rate of 14-18 mm/s at 45-55A, and with Inconel they tried to print at speeds of 4.88-5.03 mm/s with a feed rate wire 7.69-10.49 mm/s at 40-50A.
A series of experiments included experiments on 3D printing at different speeds with the appropriate adjustment of the material feed rate and current strength. For steel, these parameters varied within 2.5-3.5 mm/s with a feed rate of 14-18 mm/s at 45-55A, and with Inconel they tried to print at speeds of 4.88-5.03 mm/s with a feed rate wire 7.69-10.49 mm/s at 40-50A.
Appearance and section of a 30 layer Inconel 718 specimen
Predictably, the team faced a host of challenges, including mechanical failures, errors in machine code, overheating and even burnout of electrical connections, and electronic and stepper motor failures caused by welder interference.
When working out the parameters, the results varied greatly: when working with the same steel, even at a current of 50A, 3D printing at high speeds produced a series of drops instead of solid lines, so the combination of a paving speed of 3 mm / s with material feed at a speed of 18 mm / s at a current of 55A ( option number 8 in the illustration above ). With these settings, we managed to get a wall of twenty-five layers in the illustration below.
With these settings, we managed to get a wall of twenty-five layers in the illustration below.
In general, the experiment was recognized as successful, as the very possibility of WAAM 3D printing with metals on budget, self-assembled equipment with a total cost of around one thousand dollars was proved without significant defects, such as interlayer oxidation or cracking. The team's full report can be found at this link.
Do you have interesting news? Share your developments with us, and we will tell the whole world about them! We are waiting for your ideas at [email protected].
budgetary metal printing WAAM
Follow author
Follow
Don't want
13
More interesting articles
ten
Subscribe to the author
Subscribe
Don't want
The leaders of the business accelerator of Rosatom "InnoHub" and LLC "Incarnation" signed an agreement on the pre.