Best thread size for 3d printing
3D Printing Threads and Adding Threaded Inserts to 3D Printed Parts (With Video)
There are many ways to attach screws to 3D printed parts, including inserts, tapping, and even 3D printed screw threads.
Screws are among the most popular fasteners in any material. Can you use off-the-shelf screws with your 3D printed parts? The answer is a clear yes, for both stereolithography (SLA) and selective laser sintering (SLS) parts.
In this article, we explore different methods of using metal screws with 3D printed parts, and provide some tips for incorporating screw threads directly into your 3D design.
Watch our application video about 3D printing threads and threaded inserts for 3D printed plastics.
Video Guide
Having trouble finding the best 3D printing technology for your needs? In this video guide, we compare FDM, SLA, and SLS technologies across popular buying considerations.
Watch the Videos
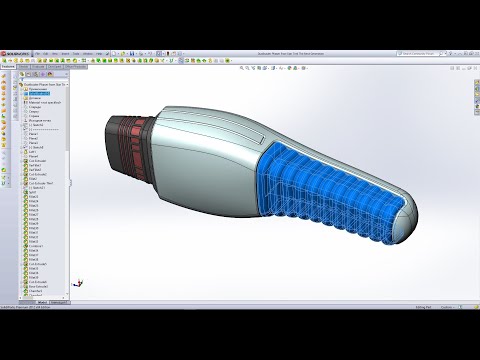
Let’s take a look at the various design options for 3D printed threads, which we’ve collected over the years within Formlabs and based on feedback from our customers. Our test part is designed to showcase all these methods at once:
We’ve grouped these options based on the type of fastening, with pros and cons of each option listed for different use cases.
Sample part
See and feel Formlabs quality firsthand. We’ll ship a free sample part printed on an SLA or SLS 3D printer to your office.
Request a Free Sample Part
In this section, we look at three ways to incorporate inserts and nuts into your completed 3D prints for strong, long-lasting fastening that stands up to multiple cycles of assembly and disassembly.
Pros
-
Very good hold into 3D printed parts
-
Metal threads are strong and wear-resistant
-
Installs with a simple press fit
Screw-to-expand inserts are cylindrical, with a slight taper and knurling on the exterior surfaces. During the design stage, incorporate a boss with a depth and diameter based on the insert’s specs into your part. Print and post-process the part as normal, following the usual steps for SLA or SLS post-processing, taking care to make sure no extra material remains inside the cavity, and install the insert with a simple press fit. Adding a screw will press the knurled surface into the surrounding printed material, creating a strong friction fit.
Print and post-process the part as normal, following the usual steps for SLA or SLS post-processing, taking care to make sure no extra material remains inside the cavity, and install the insert with a simple press fit. Adding a screw will press the knurled surface into the surrounding printed material, creating a strong friction fit.
Tip for using screw-to-expand inserts with 3D printed parts made with SLA 3D printing: Wash the part as normal, insert the screw-to-expand insert, install a screw, and post-cure the part with the screw in place. Saving this step for last reduces the chance that the insert will crack the surrounding material when expanded.
Heat-set threaded inserts are designed to be installed into thermoplastics using a soldering iron with an installation tip. They can also be used as glue-in inserts in thermoset materials, such as SLA parts.
To install in a thermoplastic part, like one printed with SLS Powders, follow the installation instructions for your particular hardware. The typical process is to use a soldering iron, with or without a special attachment, to heat the insert, which conducts heat into the surrounding plastic. The surrounding material softens and, by pressing down with the soldering iron, you can gently press the insert into the printed part. Be sure to allow enough time for the material to cool down and regain strength before installing a screw.
The typical process is to use a soldering iron, with or without a special attachment, to heat the insert, which conducts heat into the surrounding plastic. The surrounding material softens and, by pressing down with the soldering iron, you can gently press the insert into the printed part. Be sure to allow enough time for the material to cool down and regain strength before installing a screw.
To install in a thermoset part, like one printed with SLA Resins, glue can be used to hold a heat-set insert in place. Unlike with traditional installation, make sure to design your boss to match the widest diameter of the insert, and use a bead of cyanoacrylate (CA) glue or epoxy to hold it in place when installed. Be sure to allow enough time for your glue to fully cure before installing a screw.
Note: In the SLS 3D printed part photographed for this article, the boss is sized for a press-fit, as we recommend here for thermoset plastics. This also works, with a drop of glue or epoxy, for thermoplastic parts, but won’t have as strong a hold as a true heat-set installation.
Although an additional step of soldering or gluing is required, heat-set threaded inserts for both SLS and SLA parts offer improved security and strength compared to screw-to-expand inserts With either method, these are a great option to gain a little extra security and strength compared to screw-to-expand inserts, although the additional step and equipment may be inconvenient.
Cons
-
Pocket or boss needs to be designed into the part, and accessible after printing
-
Depending on geometry, may require glue and curing time
Designing a pocket or boss that securely holds a nut into the part itself is another method to get metal-on-metal contact. Hexagonal or square nuts can be used, and even locking nuts are possible to accommodate. There are many design variations for this method—just make sure your pocket or boss is easily accessible (i.e. not on an interior surface) so that the nut can be installed. For extra security, a drop of cyanoacrylate (CA) glue will hold the nut in place.
White Paper
Stereolithography (SLA) 3D printers such as the Formlabs Form 3+ have high accuracy and precision, and offer a wide range of engineering materials. Download our white paper for specific recommended design tolerances.
Download the White Paper
For speed and simplicity, it might be preferable to forego inserts and nuts in favor of screwing directly into a 3D printed part. Whether tapping threads or using a self-tapping screw, off-the-shelf hardware designed for use with plastics work well with 3D printed materials like resins and thermoplastic powders.
Using a thread tap designed for plastic is a quick, economical way to add screw threads to 3D printed parts. It doesn’t require any extra design steps, and most shops that work with plastics will already have the equipment required.
Self-tapping screws, also called thread-forming screws, can be inserted into a negative feature with no preparation work done to the part. Follow the manufacturer’s guidelines for boss dimensions.
Follow the manufacturer’s guidelines for boss dimensions.
It’s suggested to use these with materials that are ductile, or have high elongation. Formlabs Nylon 11 Powder or Nylon 12 Powder are both suitable for this, as are the Tough and Durable Resins in the Formlabs SLA material family. Brittle materials, or those with low elongation (such as the Rigid Resins in the Formlabs SLA material family), may crack when used with self-tapping screws, so take caution and wear eye protection when using these materials.
Including threaded geometries in your printed part can be effective if you follow certain guidelines. Stick to larger thread sizes, at least ¼”–20 (imperial) or M6 (metric) or larger; reduce stress concentrations with fillets; and use thread profiles that are designed for plastics. For smaller screws, the threads should be customized to create a better fastener. For example, printing a semi-circular thread profile (on screw and nut) and using a 0.1 mm offset gives better thread engagement with improved wear characteristics.
SLA and SLS 3D printing are generally preferable for this method over FDM, because they are more precise and can create parts with a smoother surface finish. Any material with particularly low surface friction, such as Durable Resin, is less likely to show wear over multiple cycles of assembly and disassembly.
When preparing your part for printing, it's important to minimize support structures on any threaded surfaces to ensure your parts will come together smoothly without additional post-processing.
There are many options for combining multiple 3D printed components using screws and threaded fasteners. From directly 3D printing threads to using off the shelf inserts, you can choose any of the methods outlined above, based on the chosen material, the number of cycles of assembly and disassembly you anticipate, the strength required, and the amount of extra steps your workflow can accommodate.
Curious to see what 3D printing material might be right for your application? Use our interactive wizard to choose the best 3D printing material or request a free 3D printed sample part to see the quality firsthand.
Explore 3D Printing MaterialsRequest a Free Sample Part
Ultimate guide to 3D printing threads
Posted By Kat Plewa on Oct 31, 2018 |
In this blog post, we will show you how easy it is to 3D model threads, which are used all around us. We have them in our bathrooms, kitchens, gardens. Most of them have universal size and can be easily designed and 3D printed with an online service like Sculpteo. Our 3D printing experts will show you how simple 3D modeling and 3D printing can be. Let’s get started!
What are the benefits of 3D printing threads?
One would ask, why would you 3D print threads if they are already available on the market? But the benefits of 3D printing threads are numerous. Let’s start with the customization. No other technology in the world gives you that much design freedom and a high level of details. With Additive Manufacturing you can design and produce parts perfectly fitting just your needs.
Second of all, Additive Manufacturing can also bring a new era to the issue of spare parts. As a manufacturer you have to waste money on stocking them, keeping the right amount of them for years. Say goodbye to that problem. Now it can be as easy as ordering the spare parts from an online 3D printing service like Sculpteo and getting them delivered straight to your client.
Additive Manufacturing also means a wide range of choices when it comes to 3D printing materials and technologies. Depending on what your production requirements are, you can decide 3D printing threads with metal powder is the best, or you can go for plastic. 3D printing threads can lead to many exciting solutions for your production, they can be robust, heat resistant and have corrosion resistance. Which one will suit you best?
What software to use?
Choosing the right software for your needs is never easy. Think first about your modeling needs, what type of thread you need, if it’s more universal or very customized. Consider what do you want to do with the screw thread once your 3D model is finished. Maybe you need it just for visualization purposes. However, if you’re planning to 3D print them, check if the software of your choice supports 3D printing file formats. We highly recommend using STL files for sending your models to our online 3D printing service.
Consider what do you want to do with the screw thread once your 3D model is finished. Maybe you need it just for visualization purposes. However, if you’re planning to 3D print them, check if the software of your choice supports 3D printing file formats. We highly recommend using STL files for sending your models to our online 3D printing service.
Since we are going to show you how to design universal screw threads, we decided to work with Fusion 360 by Autodesk. This 3D modeling software has a user-friendly interface, is easy to operate, even if you don’t know much about 3D design, but also has advanced options, perfect for professionals. Follow up with our tutorial if you feel like you need to know a bit more about Fusion 360.
For the needs of this blog post, our 3D printing experts decided to go with Fusion 360, because it actually has an automatic thread creator which makes designing and 3D printing threads extremely easy and convenient. However, to give you the best 3D printing experience, we will show you two ways of 3D modeling threads. We will start with the automatic Thread Tool, but also show you a second option and how to customize them. Lastly, we will also showcase you how to design internal threads.
We will start with the automatic Thread Tool, but also show you a second option and how to customize them. Lastly, we will also showcase you how to design internal threads.
Option no 1: 3 steps of Thread Tool
It’s the easy way out, perfect for standard bolts. In this example, we will use fixed measurements, but of course, you can adjust them to your needs. The Thread Tool will fit 90% of applications.
1.Create a circle
We will start by creating a circle, 10 mm in diameter.
2. Extrude the circle
Next step is to extrude the circle. Click on the icon shown in the red circle on the picture below. Bring up the arrow manually or put the value 30 mm. Click OK.
3. Use the Thread Tool
Now we will already move onto creating the thread. Go to ‘’Create’’ and find option ‘’Thread’’. See how easy it is?
All you have to do now is to Select the wall of your cylinder. Fusion 360 will adjust the settings for us since we created a circle with 10 mm in diameter. For standard thread, settings are ISO Metric profile, 10.0 mm size, Designation M10x1.5, which sets the pitch of the thread to 1.5 mm, but you can edit it if you want to go finer. You can select the class, which states the tolerance class, however, most likely you will use 6 g, but you can set the nuts tighter if needed. You can also adjust the direction.
For standard thread, settings are ISO Metric profile, 10.0 mm size, Designation M10x1.5, which sets the pitch of the thread to 1.5 mm, but you can edit it if you want to go finer. You can select the class, which states the tolerance class, however, most likely you will use 6 g, but you can set the nuts tighter if needed. You can also adjust the direction.
Remember: It is absolutely crucial that you select option ‘’Modeled’’ as active. Otherwise, Fusion 360 only shows a projection of the thread instead of actually modeling it.
And it’s done! Now just upload the model for 3D printing thread!
Option no 2: Coil Tool
This option is a little bit more advanced, however still very simple just like the Thread tool. The difference is that you can adjust the nuts better, making them more round if needed.
1. & 2. Repeat step 1 and 2
Create a circle and Extrude it.
3. The Coil Tool
Select the Coil tool under the Create option.
Select the wall of your cylinder. Adjust the settings accordingly.
4. Smoothing the edges: Fillet
As you noticed, the nuts of your thread are straight, we can smooth them with fillet. Select the option Fillet under Modify.
Select the edges of the thread and set the amount of smoothing. And it’s finished!
How to design an internal thread?
If you wish to design an internal thread, otherwise called a nut, it’s also very simple. We will use again the Thread Tool.
1. Create two circles.
We make on 13 mm in diameter and second 8 mm. Make sure their middle points are aligned.
2. Extrude
Use the Extrude option on the outer circle. We extruded it 3 mm.
3. Thread tool
Choose the Thread Tool in the Create tools. Select the inside wall and adjust the settings.
Remember: select the modeling option for 3D printing.
3D printing threads
If you’re designing external and internal threads, make sure they match together. You can do that by going into ‘’Inspect’’ > ‘’Section Analysis’’ and choosing the right plane to see through the threads.
You can do that by going into ‘’Inspect’’ > ‘’Section Analysis’’ and choosing the right plane to see through the threads.
It’s also very important to pay attention to the details. Fusion 360 automatically matches two threads leaving enough space between them, but if you’re working with a different software, make sure the space between internal and external threads is 0.15-2 mm.
Save your file as an STL. If you’re 3D printing both external and internal threads, make sure you save them separately. In Fusion 360 it’s easy: right click on ‘’Bodies’’ on your left-hand side and select ‘’save as STL’’. In the dialog window choose to save each body separately and the software will automatically create a file for each body.
To give you the best example, we 3D printed our threads. We used MultiJet Fusion technology by HP. It is a powder-based Additive Manufacturing method which gives you an amazing level of details, perfect for 3D printing threads. Our high-resolution 3D printers provided us with well-fitted threads which smoothly work.
As you can see 3D modeling threads is as easy as our 3 stop guide. 3D printing threads are not much harder either and can be very beneficial to your production. It allows you to produce highly customized in size and materials parts, ideally suited for your production.
All you have to now do is upload your STL file to our online 3D printing service and you will get it delivered in no time. Don’t wait till your competitors start using 3D printing, stay on top of your game with our 3D printing service!
And don’t forget to sign up to our Newsletter for the latest 3D printing news!
3D printing - threads and screws
First things first: what is the difference between a screw and a thread?
A screw is a fastener used to form a connection that can later be dismantled, while the thread is the main fastener of the screw. In this case, the thread is not only used for screws; they are also present on pipes, in linear drives, worm gears and many other devices.
All threads have in common the way they are formed. Each thread is a continuous spiral groove of a certain cross section, made on the outer or inner side of the cylindrical surface.
In most cases, the cross section or shape is triangular or trapezoidal. Triangular thread forms are primarily used for fasteners (screws), while trapezoidal thread forms, varieties of square threads, are used for power transmission and linear drives on lead screws. To keep things simple, this article only covers triangular shaped threads, but everything applies to both types.
A further level of categorization distinguishes metric threads from inch threads. The former are mainly used in Europe and Asia, while the latter are used in America and the UK. To the untrained eye, they look the same, but the difference exists in the shape of the triangle and the pitch of the spiral curve.
In this article, we will cover the basics of designing and 3D printing screws and threads.
Basic terms
There are a few terms and concepts that you should be familiar with before you start designing a thread.
External or internal thread : External or external thread exits the cylindrical surface. The female thread is cut on the inner cylindrical surface. For example, bolts have external threads, while nuts have internal threads.
Thread axis : line through the center of the cylinder on which the thread is to be formed.
Base : the lower part of the groove that runs around the body of the thread.
Comb : The highest point of the thread profile.
Large diameter : The diameter of a cylinder enclosing the top of an external thread or the base of an internal thread. This cylinder is concentric with the axis of the thread.
Minor Diameter : The diameter of a cylinder enclosing the root of a thread on an external thread or the crest of an internal thread. This cylinder is concentric to the thread axis and large diameter. The smaller diameter is also known as the drill diameter when handling internal threads.
Pitch : distance between equivalent points on adjacent threads. For example, the distance between two adjacent crests of a triangular thread.
Metric thread: The "M" designation of a metric thread indicates the nominal outside diameter of the thread in millimeters. For example, an M5 thread has a nominal outer diameter of 5 mm. For external threads, the nominal outside diameter is equivalent to the major diameter. For internal threads, the nominal outside diameter can be determined by measuring the minor diameter and referring to the metric thread table.
Inch threads: Inch threads are designated using a number of standards, including the Unified Thread Standard (UTS), which basically refers to standard thread sizes as numbers (eg #4). The two most important measurements in UTS are the major or minor diameter of external or internal threads, respectively, and threads per inch (TPI).
Thread Modeling
Let's look at the process of designing external and internal threads using Fusion 360, which provides a simplified threading feature.
Other CAD programs have tools with varying degrees of similarity. It is important to understand the basics presented in the previous section. With this knowledge, you will be able to use any available modeling tool for 3D modeling.
Let's start with the outer thread of the bolt.
External thread
- Draw a circle with a diameter equal to the largest diameter of the desired thread.
- Create a cylinder by extruding a circle to the desired thread length.
- Go to "Create" and select the "Thread" option.
- Select the newly created cylinder. Make sure "Modeled" is checked. Set the thread type and other thread options. Click OK.
That's it. You have an external thread! To make a good bolt out of it, you need to attach it to the head to your liking.
Now let's create a nut with an internal thread.
Internal thread
- Create a hexagon. For the purposes of this tutorial, just make sure it's larger than the carving you want to create.
- Push it out to the desired height.
- Make a hole in the center by selecting the "Hole" option from the "Create" menu. The hole diameter must match the largest thread diameter.
- Select the inner surface of the newly created hole, go to "Create" and select the "Thread" option.
- Don't forget to check the "Modeled" option. Set the thread size and other parameters. Click OK.
That's it. Your first carvings are ready for 3D printing!
Tips for 3D Printing Threaded Parts
This may seem like a simple task at first glance, but printing threads is not always easy, especially if you need small diameters.
Assume you are using a 0.4 mm nozzle and a 0.2 mm layer height. With this setting, the smallest pitch you can achieve during 3D printing is likely to be around 0.5mm (give or take 0.1mm). This pitch is suitable for M3 threads and you should have no problem trying to print an internal thread on a relatively large part. This is because your threads will have enough time to cool while the nozzle is in a different location.
Things get interesting if you need an external thread, for example on a screw or bolt. In this case, the nozzle has nowhere else to go, which means that you will probably need additional cooling. Check your 3D printer before you decide to print a lot of thin external threads.
One of the most practical options before starting thread printing is the M10 3D Printed Thread Test. Thanks to this special 3D model, you will be able to check exactly what your 3D printer is capable of.
Settings when 3D printing parts with threads
Below are some general guidelines for setting up your 3D printer when printing threads.
- Make sure your 3D printer is properly calibrated. Extruder calibration is also important.
- Always try to print threads vertically. For best results, the thread axes should be perpendicular to your 3D printer table.
- Print without the calipers, or at least make sure they don't go inside the threads. Otherwise, removing them and maintaining functionality can be a real problem, especially with internal threads.
- If possible, use at least 4 vertical layers or vertical walls at least 2 mm thick. This will ensure the strength of the thread.
- Try to set the filling density to at least 25%.
- Layer height is an important parameter when 3D printing threads. For smooth operation, the layers should be as thin as possible. As a guideline, threads larger than M12 or 1/2" can be successfully printed at 0.2mm, while smaller threads should be printed at thinner layers.
Resume
Even if your first test fails, don't despair! Here are some final tips for 3D printing threads:
- Even if you manage to print beautiful external threads smaller than M6 (6mm in diameter), think twice before using it for heavy duty use. Due to the small diameter and the nature of 3D printing, this thread size is best suited for visual models only. If it must be a functional piece, consider a different design.
- Internal threads less than 4 mm in diameter have a small pitch, which makes 3D printing difficult. Consider printing a blank hole and tapping with a wrench that size. In any case, it's always a good idea to clean threads before use, whether it's 3D printing or trimming.
Consider printing a blank hole and tapping with a wrench that size. In any case, it's always a good idea to clean threads before use, whether it's 3D printing or trimming.
- Some materials shrink more than others. Before 3D printing large threaded parts, make some small samples to check the thread dimensions.
3D Printer Threads and Thread Inserts for Plastic
At Formlabs, we design various functional parts for printing on our stereolithographic (SLA) 3D printers such as the Form 3. These parts include prototypes used for our own R&D, clamps and fasteners to be used on our production lines, models to check the design before casting the final product in the appropriate material, such as nylon.
Regardless of the application, we often need to connect 3D printed components with screws and threaded fasteners. As the catalog of versatile and reliable engineering polymers grows, the differences between "imitation" prototypes and functional prototypes diminish.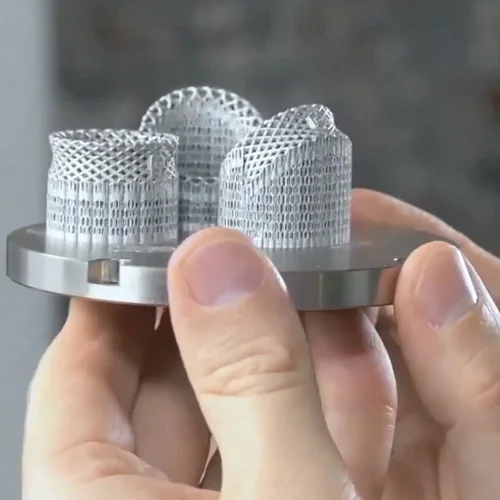
This article is a guide to threading and threading 3D parts with a 3D printer. There are many ways to connect multiple 3D printed parts together, but if you need the ability to repeatedly connect and disconnect components and secure mechanical fastening, there is no real substitute for metal screws.
Do you like to see everything with your own eyes? Watch a video about 3D printing threaded connections and threaded inserts for 3D plastic parts.
White Paper
Download our white paper on stereolithography to find out how SLA printing works, why thousands of professionals use it today, and how this 3D printing technology can be useful in your work.
Download white paper
Let's take a look at some of the threading options for 3D parts we've put together based on years of Formlabs experience and your suggestions. We've ranked these options, starting with the one we think is the best, with the pros and cons of each option for different use cases.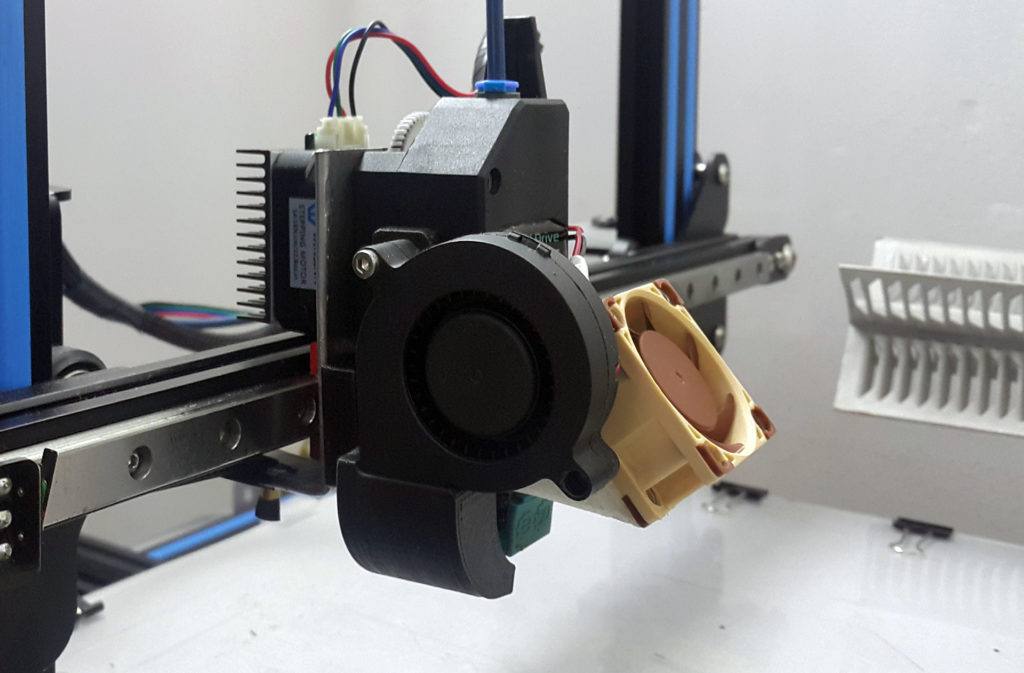
Experience Formlabs print quality first hand. We will send a free 3D printing sample directly to your office.
Request a free sample
Benefits: Strongly connects 3D printed parts without the use of glue. The metal threads are durable and reusable.
Disadvantages: Inserts may loosen with increasing temperature.
3D print a sleeve blank with a depth and diameter that matches the insert specifications. Rinse with isopropyl alcohol (IPA) and allow to dry without final polymerization. Insert the insert into the sleeve with a screwdriver and use the screw to secure it completely into the plastic. Then finish curing the part to reduce the creep effect and fix the insert in the plastic even better. Performing this step last reduces the chance that the insert will break the sleeve when screwed in.
Benefits: Connects 3D printed parts very securely.
The metal threads are durable and reusable.
Drawbacks: Adhesive required (don't try to use a soldering iron!).
Threaded inserts with heat setting are designed for installation in thermoplastics using a soldering iron with a soldering tip. They can be used in acrylic models and Fused Deposition Models (FDM), but cannot be installed in SLA photopolymer parts, which bend but do not melt when heated.
Check out our detailed guide comparing FDM vs. SLA 3D printers to see how they differ in terms of print quality, materials, application, workflow, speed, cost, and more.
However, the notches and ridges on the heat set inserts make them a very effective thread fastener if you bond them with a two part epoxy or cyanoacrylate adhesive. Determine the bushing size by the largest diameter of the insert and apply some adhesive before installation. For best results, the part must be completely dry and cured.
Benefits: Nuts are easy to match to any required screw size.
![]()
Drawbacks: Side nut slots can eliminate the need for glue, but may be more difficult to maintain during printing.
The addition of a hexagon socket on the nut press-fit end creates a reusable strong metal-to-metal connection. To increase the twisting force, you can choose a square nut. This nut can also be plastic or have blocking elements. If necessary, a drop of cyanoacrylate glue will help hold the nut in place, but if the design includes a side socket, there is no need for glue. Use a 0.1 mm offset around the press-in nut and clearance around the screw itself.
Benefits: Prototyping uses the same metal products as mass-produced injection molded parts. Sleeve blanks made from Tough (and Durable) polymer are unlikely to crack if you follow the screw manufacturer's sleeve design guidelines.
Disadvantages: The screws will hold tight, but the threads will not be as resistant to repeated use as metal threads.
Standard resins can be used, but the bushing is more likely to crack.
Follow manufacturer's recommendations for core sizes and print with high impact engineering resins (such as our Tough Resin and Durable Resin). Before using the screws, complete the final curing. If you are prototyping an injection molded part that will use tapping or tapping screws in final assembly, this is a good option for testing.
Benefits: No need to buy special plastic screws.
Disadvantages: The screws will hold tight, but the threads will not be as resistant to repeated use as metal threads.
We have tested the screws in our Tough Resin product and found that their use is identical to that of threading screws designed for plastic. The size of the hole diameter of the threaded bushing must be in the range between the main (threaded) diameter of the screw and the inner diameter. The screw shown is a #8 screw in a 0. 16" diameter hole.
Benefits: Can be used for prototyping large and non-standard threaded designs.
Disadvantages: Not a durable or reusable fastening solution, especially for smaller threads.
3D printed threads from standard resins are better than Tough Resins because they are much harder. 3D printed threads remain relatively brittle, depending on the size of the thread, and are not recommended if the fastening system is to be used continuously and repeatedly.
Thread sizes ¼-20 or larger are generally functional without the need for post-processing. For smaller screws, the threads must be modified to provide better fastening. For example, printing a round thread profile (on a screw and a nut) and using a 0.1mm offset results in a better thread fit and improved wear characteristics. For all screw sizes, it is best to orient the parts so that the supporting structures do not touch the threads.