3D printing with powder
What is Powder-Based 3D Printing?
3D Insider is ad supported and earns money from clicks, commissions from sales, and other ways.
More and more, 3D printers have started to enter the realm of mainstream consciousness. Aside from being incredibly versatile, the technology has become accessible enough even for recreational use. When people think of 3D printers, they often conjure the image of plastic filaments being melted and extruded.
However, filament-based printing is not the only 3D printing technology. Powder-based 3D printing predates plastic filaments by a few decades and continues to be a relevant technique for many professionals and industries. What is powder-based printing and how exactly does it work? What are the different types of powder-based 3D printing?
What is powder-based 3D printing?
Powder-based 3D printing is an additive manufacturing method that uses raw material in powder form. This is in contrast to the filament materials used in other, more common 3D printing techniques. The powder material, in this case, can be either metal or plastic.
The basic principle of powder-based 3D printing is to promote the “binding” of the individual powder particles via the controlled emission of energy. This energy source can be either a laser, a narrow beam of UV light, or an electron beam. The specific method used for 3D printing, hardware parameters and the size of the powder particles all play a role in determining the characteristics of the finished print.
In all other aspects, powder-based 3D printing is similar to other 3D printing techniques. The process also starts with a 3D model of the desired design which then has to be processed by slicer software. This software generates very thin slices of the model which will correspond to layers that the 3D printer will build one by one.
With each successive layer of the powder raw material that the 3D printer binds together, the printer introduces a fresh layer of unprocessed raw powder. This process repeats until the whole model has been generated.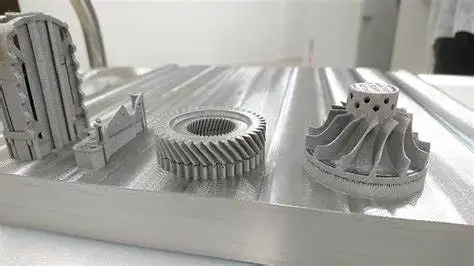 In some cases, post-printing treatment will be needed to achieve the material’s optimal physical and chemical properties.
In some cases, post-printing treatment will be needed to achieve the material’s optimal physical and chemical properties.
To better understand the technology and working principle of powder-based 3D printing, we’ll take a look at its two major categories: metal-based and plastic-based powder printing. Even for each category, several methods are available.
Metal-based powder printing
In metal-based powder printing, metal powder is fused together through the introduction of a high-energy beam or an agent that promotes binding. Just about all industrially significant metals can be processed via powder-based 3D printing including stainless steel, aluminum, titanium, copper, cobalt, nickel alloy, and chrome.
However, energy requirements and appropriate techniques may vary from one metal to another. For this reason, it’s rare to see a metal-based 3D printer that works well with such an expansive suite of powder metal types.
There are four major technologies used for metal powder 3D printing, and we shall discuss them in sequence from the simplest to the most complex.
Selective laser melting (SLM)
One of the most basic methods of metal 3D printing, SLM uses a concentrated laser beam to melt the raw metal powder. This results in the complete melting of the metal and fusing together of the neighboring powder particles to achieve complex geometries.
The intensity of the laser beam and the speed at which it traverses the layer of metal powder can be adjusted according to the type of metal being processed and to tweak the properties of the finished print. In any case, SLM is a very energy-intensive process because it requires the complete melting of the metal.
The payoff is that SLM produces metal 3D prints with superior mechanical properties. When metal particles melt, they fuse at the molecular level. This process fills in any gaps, creating a denser and stronger product.
Direct metal laser sintering (DMLS)
DMLS is very similar to SLM to the point that the two terms seem to be used interchangeably. They both use a metal powder raw material and a laser energy source to attain fusion. However, there’s a subtle yet essential difference: while the objective of SLM is to completely melt and fuse the metal powder, DMLS strives only to heat the metal particles to the point where their surfaces weld together. This is a process known as sintering and is a more energy-efficient way to fuse metal powder.
However, there’s a subtle yet essential difference: while the objective of SLM is to completely melt and fuse the metal powder, DMLS strives only to heat the metal particles to the point where their surfaces weld together. This is a process known as sintering and is a more energy-efficient way to fuse metal powder.
The major consequence of choosing sintering over melting is that it creates a product with a lot of porosity. Since the metal does not fully melt and fill in any small gaps inherent to a powdered raw material, the finished product tends to have a lot of small internal cavities. This means that sintered metal products are lighter and also not as strong as those made via SLM.
Electron beam melting (EBM)
In the EBM process, an electron beam delivers the energy necessary to melt the metal powder. This is also a very energy-intensive procedure. The characteristic of an electron beam that makes it unique is that an electron beam can be dispersed to several points on a single layer of the metal powder. This makes EBM a faster 3D printing process compared to SLM and DMLS.
This makes EBM a faster 3D printing process compared to SLM and DMLS.
EBM 3D printers are much less common than either SLM or DMLS printers, primarily because of how expensive the technology is. Commercial options for EBM 3D printers are also quite limited. EBM printers also struggle with replicating the level of resolution of other 3D printers because of the size of an electron beam.
Multi-jet Fusion (MJF)
In MJF, a liquid binding agent is injected at selected areas on the bed of metal powder. This is done by an array of ultra-fine nozzles, the number of which directly influences the speed of the process. This binding agent seeps into the interstitial spaces between the powder particles. Its primary function is to promote the absorption of infrared energy.
After the MJF process, the metal print is still considered to be in a “green” state. This will then have to be treated inside a UV chamber to complete the curing and sintering process, allowing the bonds to develop strength.
Out of all the metal powder 3D printers, MJF is the youngest technology and is certainly the rarest. The Metal Jet printer from HP is one of the few popular examples. With its versatility and level of precision, there is still much to be explored with regard to the potential of MJF technology.
Plastic-based powder printing
Compared to other 3D printing methods for plastics, a powder-based method is easily one of the most versatile. There is a wide variety of plastic materials that can be made into powder including silicates or polystyrene, which are generally not available in filament form. Since plastic does not require a lot of energy to melt, the 3D printing technology for plastic powder does not need as much diversity.
Selective Laser Sintering (SLS)
Like the DMLS method for metals, the SLS technique uses a narrow CO2 laser as the energy delivery mechanism to melt the plastic. By varying the intensity and speed of travel of the laser, a single SLS machine can be used across a variety of different plastic materials.
In SLS printing, the CO2 laser hits the layer of powder at pre-determined points according to the model generated by the slicer software. Once a layer has been completed, a roller passes through the top of the vat to introduce a fresh batch of raw plastic powder.
Compared to other 3D printing techniques, SLS has the unique advantage of providing inherent support to the finished layers. When a layer gets printed, all the residual unprocessed plastic powder remains in the build platform and serve to ‘prop up’ the features of the printed project. This means that models don’t have to be designed with support structures, even if they have overhanging features.
As its name implies, the goal of SLS is only sintering, not complete melting of the plastic. This significantly speeds up the process but introduces a lot of porosity to the finished print. The upside of this characteristic is that the process results in lightweight printed parts. However, they aren’t the most durable.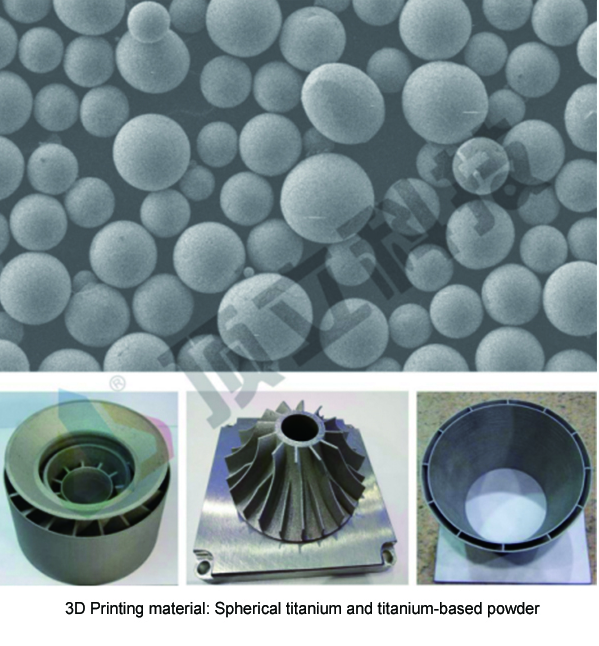 They also tend to come out with a rough finish, making post-processing necessary if you want to achieve a smooth surface.
They also tend to come out with a rough finish, making post-processing necessary if you want to achieve a smooth surface.
Another major downside of SLS is that it’s much more expensive compared to 3D printing techniques that use plastic filament or resin. For this reason, SLS printers are typically only found in companies that offer professional 3D printing services.
Pros and cons of powder-based 3D printing
Despite powder-based 3D printing techniques being around for quite some time, they haven’t quite caught on at the same level as 3D printers that use plastic filaments or resin. Right now, even SLS printers for plastic are not available at the consumer level. The technology remains industrially relevant, however, which is indicative of its strengths in additive manufacturing.
PROS:
Isotropic mechanical properties
Compared to an additive manufacturing method that uses a filament raw material, products made through powder-based 3D printing are more isotropic in their properties.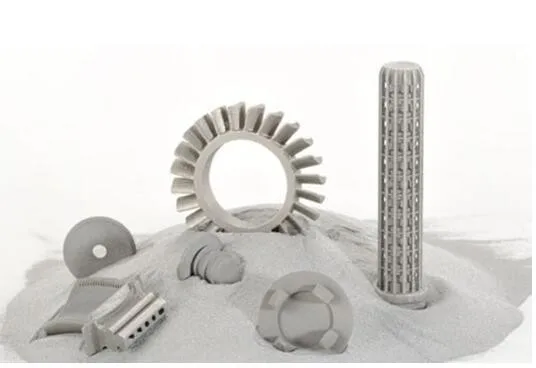 This means that its mechanical characteristics are consistent across all directions. If you need to produce a functional part that is meant for regular use, the isotropic properties of a 3D printed part mean that you can better predict how well it performs.
This means that its mechanical characteristics are consistent across all directions. If you need to produce a functional part that is meant for regular use, the isotropic properties of a 3D printed part mean that you can better predict how well it performs.
Complex geometries
3D printing is an inherently versatile manufacturing technology that was created to reproduce designs that were too complex for more traditional methods. This is particularly valuable for metals. Although methods like extrusion casting and centrifugal casting have been well-developed and are proven to produce metal parts with superior mechanical properties, they have inherently limited design capabilities.
Economical for small volumes
Another benefit of 3D printing is that it doesn’t rely on an economy of scale. On a per-unit basis, it costs just as much to 3D print a single model as it does to 3D printing thousands of iterations of the same model. This is in contrast to manufacturing methods that rely on the production of a solid cast, which is often a huge investment that can only be justified with a large volume of orders.
CONS:
More expensive than other 3D printing methods
Right now, two 3D printing technologies come in desktop-scale models: Fused Deposition Modeling (FDM) and Stereolithography (SLA). Both these technologies produce plastic 3D prints made from either filament or resin. With the inherent simplicity of the technology behind these methods, they have managed to reach a level of accessibility that even hobbyists can afford to have them in their workshops.
Powder-based 3D printers have not quite reached this point yet. Whether for metal or for powder, powder 3D printers are often only used as a prototyping tool for a professional organization or as part of an industrial-scale manufacturing process. They aren’t particularly difficult to use but are several times more expensive than other 3D printing machines.
Final thoughts
3D printing by melting or sintering a powder raw material is one of the more novel technologies, even in such a niche category. Powder-based printers are incredibly versatile in the types of materials they can handle, spanning a wide range of plastics and metals. Printing from powder is also a lot more predictable in terms of the mechanical properties of the finished product.
Powder-based printers are incredibly versatile in the types of materials they can handle, spanning a wide range of plastics and metals. Printing from powder is also a lot more predictable in terms of the mechanical properties of the finished product.
While powder-based 3D printers aren’t quite as common yet, there is no doubt that they have significant commercial and industrial value. Who knows? Maybe we’ll start seeing fairly affordable desktop 3D printers that use a powder raw material in a few years.
Warning; 3D printers should never be left unattended. They can pose a firesafety hazard.
Powder binding 3D printers – Additive Blog
First powder binding 3D printer (also called binder jetting) was commercialized by Soligen in 1993. The 3D printer was based on technology developed by MIT, to which Soligen obtained an exclusive license. It was capable of producing sand molds for direct casting. Another powder binding 3D printer was commercialized by Z-Corp (now acquired by 3D Systems) in 1996. The 3D printer was called Z402, and it printed from plaster.
The 3D printer was called Z402, and it printed from plaster.
How it works
The 3D printer deposits a thin layer of powder on the build platform using an automatic roller and scraper to smooth it. The powder is distributed from a feeder chamber located either on the side or above the build chamber (like SLS).
Usually, there are inkjet print heads that move above the powder and deposit tiny drops of binder to glue together the first layer of the object. The build platform moves down by an increment, and this process is repeated building the next layer on top of the previous one. The layers are thin enough so that the binder glues the new slice with the previous one, creating a solid object as a result.
The material used for printing can range from sand to plaster, plastic powders or even metal and ceramics. As an after step, the 3D printed object is usually impregnated with epoxy resin (to increase the strength and durability). Exceptions are metal 3D printing and ceramics 3D printing. In metal 3D printing (via powder binding), bronze infusion in heat chamber is used as an after step. In ceramics 3D printing, the printed part undergoes the same procedures as standard ceramics would.
Exceptions are metal 3D printing and ceramics 3D printing. In metal 3D printing (via powder binding), bronze infusion in heat chamber is used as an after step. In ceramics 3D printing, the printed part undergoes the same procedures as standard ceramics would.
It is also possible to print full-color realistic looking objects. This is done by using CMYK print heads in addition to the print head that deposits the binder. Z-Corp (now acquired by 3D Systems) was the first to develop such full-color 3D printing.
This 3D printing technology does not require the use of any supports when printing a complex object. The surrounding powder completely supports the weight of the printed part. In some cases, however, supports can be generated and printed for better stability of the part during post-processing. Post-processing involves removing the 3D printed part from a build chamber and cleaning it from excessive powder. The raw printed parts are brittle until impregnated (or heat treated). This poses limitations regarding what can be successfully 3D printed with this technology. For instance, interlocking designs are mostly avoided. These are possible to print; however, it is very difficult to successfully post-process them.
The raw printed parts are brittle until impregnated (or heat treated). This poses limitations regarding what can be successfully 3D printed with this technology. For instance, interlocking designs are mostly avoided. These are possible to print; however, it is very difficult to successfully post-process them.
Applications:
Full color, realistic looking models (for presentational purposes)
3D printing of steel objects, mostly jewelry
Direct 3D printing of sand molds, for direct metal casting
3D printing of “burnable” master models for investment casting (usually from PMMA)
Big scale 3D printing from sand or plastic powder
Manufacturers: 3D Systems, Voxeljet, ExOne …
3d powder printing | Powder 3D printers
Today, 3D printing has received active development. Many different devices have been created that can create three-dimensional objects. Moreover, various technologies and materials are used for printing, including metal.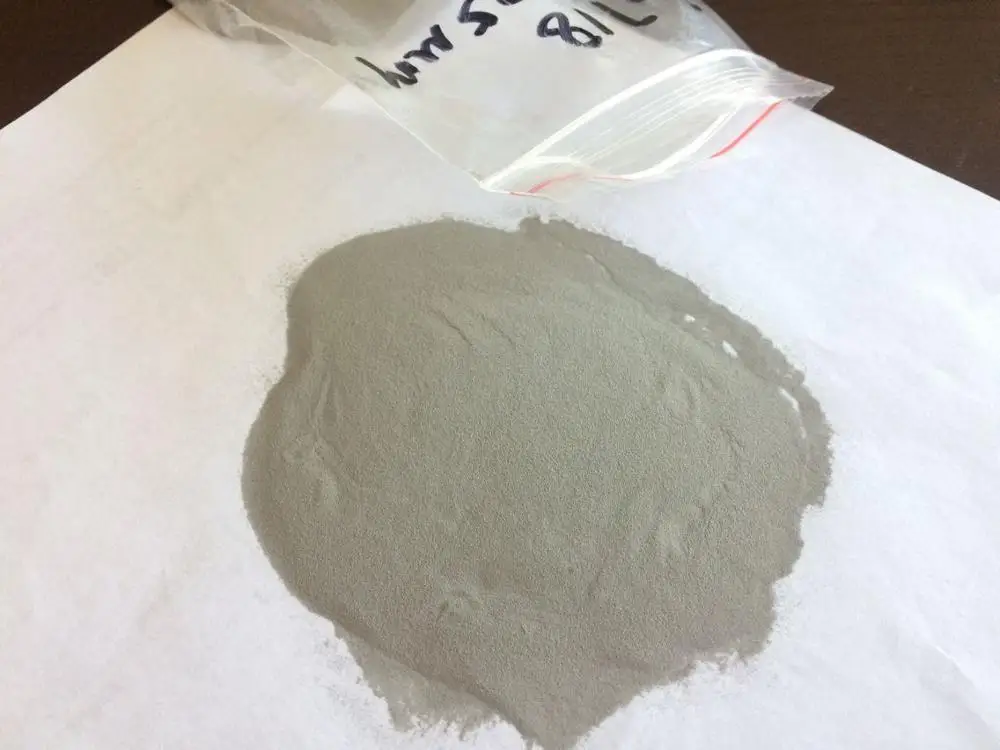
What are 3D powder printers?
3D powder printers are devices that, under the action of a laser, bind metal powder particles, creating a product in layers.
Metal 3D printing is a huge investment. The price of printers can reach several hundred thousand dollars. If you add to this the cost of maintenance and service, consumables, training and salaries, you get an impressive amount.
However, the high cost is offset by the economy of the processes. For example, in the aviation industry, up to 90% of raw materials go to waste. In the case of 3D printing, this figure will be no more than 5%. The unused powder is sieved, a new one is added to it and reused for printing.
The advantage of powder 3D printing is the ability to create products from any known alloys. In addition to the generally accepted metal compounds, there is a wide base of special alloys, products from which are made for specific customer tasks.
Purpose
About 20 tested alloys are already used in additive technology.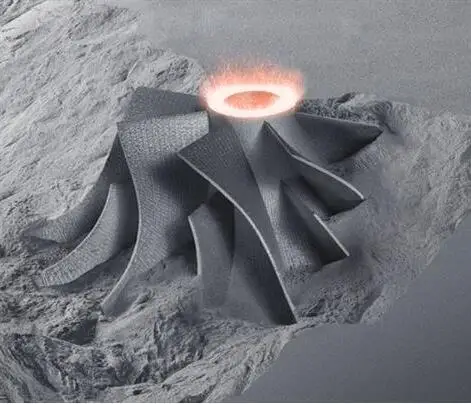 For example, tool, stainless, heat-resistant, aluminum, titanium, etc. Such opportunities bring 3D printing to a new level, expanding its scope.
For example, tool, stainless, heat-resistant, aluminum, titanium, etc. Such opportunities bring 3D printing to a new level, expanding its scope.
Powder printing applications:
- aerospace industry;
- large and small machine building;
- oil and gas extraction;
- electrical engineering;
- medicine and dentistry;
- food industry;
- experimental work.
Technologies
All 3D printers are divided into several main categories according to the printing method:
- 3DP - three-dimensional inkjet printing.
- SLM - selective melting of metal powder. In this case, the powder is melted by a laser to a liquid state.
- SLS and DMLS - metal sintering. Here, the temperatures are not so high, so the powder particles simply sinter, sticking together.
Popular 3D powder printers
Today, there are several companies that specialize in the production of 3D powder printers. The most popular models are shown below.
The most popular models are shown below.
EP-M100T
Industrial 3D printer manufactured by Shining 3D. Works on the basis of SLM technology and is intended for the implementation of individual metal structures. This printer will be relevant for the production of crowns, abutments, bridges and clasp prostheses. It can also be used in jewelry.
The device supports printing with fine powders, such as nickel, cobalt and chromium alloys, copper, titanium.
Model advantages:
- One layer only 0.15-0.05 mm thick. This allows you to create high-precision models.
- Built-in software that allows you to control the parameters and workflow.
- Can be controlled by mobile phone.
- Automatic supply and circulation of inert gas.
- Multifunctional security system.
- Compact size that allows you to install the printer even in a small room.
- Low power consumption - 1 kW of energy.
Up to 110 crowns can be placed on the working platform. During the day, this printer is able to work out 3 cycles, that is, to produce up to 330 products.
During the day, this printer is able to work out 3 cycles, that is, to produce up to 330 products.
Mid2019
Mid2019 is a highly detailed printer with a minimum print layer of just 0.1mm. The height of the manufactured parts is up to 220 mm.
Advantages of the model:
- The operator does not need special training, because there is already a configured program for 3D printing, where the optimal parameters are already set.
- Possibility to install a more powerful laser for higher productivity.
- Individually developed firmware designed to control the operation of components and systems of this particular printer.
- The presence of encoders allows you to stop and resume the printing process at any time.
- Remote monitoring capability.
FS301M
Farsoon FS 301M is a 3D printer based on SLM technology. It is considered one of the best in the world in terms of price and quality.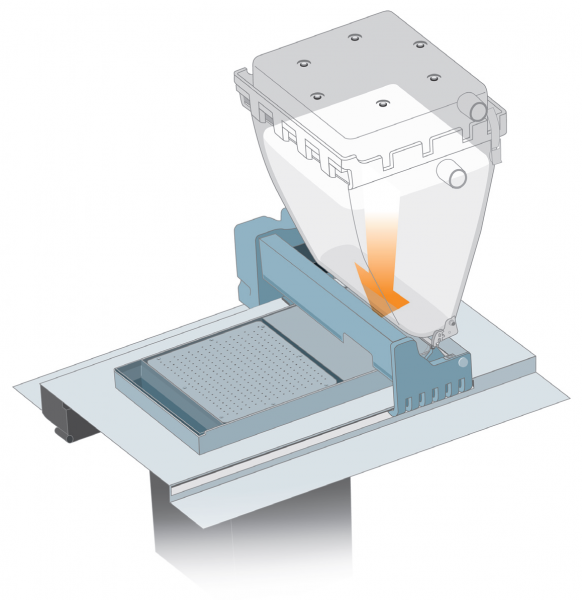 At the request of the customer, it is equipped with two or one laser.
At the request of the customer, it is equipped with two or one laser.
The dual scan and calibration algorithm greatly improves the quality and speed of large part production. The printer has a special inert gas supply and filtration system.
The open platform makes it possible to use all materials available today. The operator can control the operation of the system, including the sintering algorithm, temperature, laser power, layer thickness.
Model advantages:
- High quality and performance. Allows mass production without sacrificing quality.
- Integrated powder loading station. This improves security and processing time.
- Small size. The dimensions of the device help to place it even in small production areas.
- Large printing table. Allows you to create large parts in 1 cycle.
3D Systems ProX DMP 300
This printer is equipped with DMP or DMLS direct printing technology. This machine is equipped with automatic loading and disposal of materials.
This technology also uses a laser, but it melts the powder to create the desired object. The metal powder is spread on the platform by means of a special roller or a coating mechanism.
Direct printed parts have high density: 95-98% versus 70% with SLS technology.
Important! Sealed powder loading and circulation keeps it free from contamination and makes the printing process safer for the operator.
Benefits of 3D Systems ProX DMP 300:
- increased working surface with the ability to adjust the thickness of the deposited layer;
- high performance DMP technology;
- sealed loading and disposal system;
- multifunction software.
Weaknesses:
- large;
- expensive.
Benefits of 3D printing:
- Ability to produce parts with complex geometries that cannot be reproduced with traditional methods.

- Parts have excellent physical properties. Almost all known alloys are available for processing.
Disadvantages:
- The production costs are very high, so powder printing is not suitable for making parts that can be made using traditional methods.
- The list of materials available today is small and limited to the most common alloys (titanium, aluminium, 316L, Inconel 718). Other powders can only be obtained for a huge amount of money.
- Limited area of application, which does not allow the manufacture of large products.
Metal powder 3D printing has significant potential in many industries. More and more companies and research organizations are adopting this technology. For example, such global brands as General Electric, Airbus, Boeing, Michelin. They have already moved from the production of piece products to mass production.
- March 21, 2021
- 2326
Get expert advice
Powder is not only washable, but also 3d printed
The choice of consumables for 3D printing today is extremely diverse.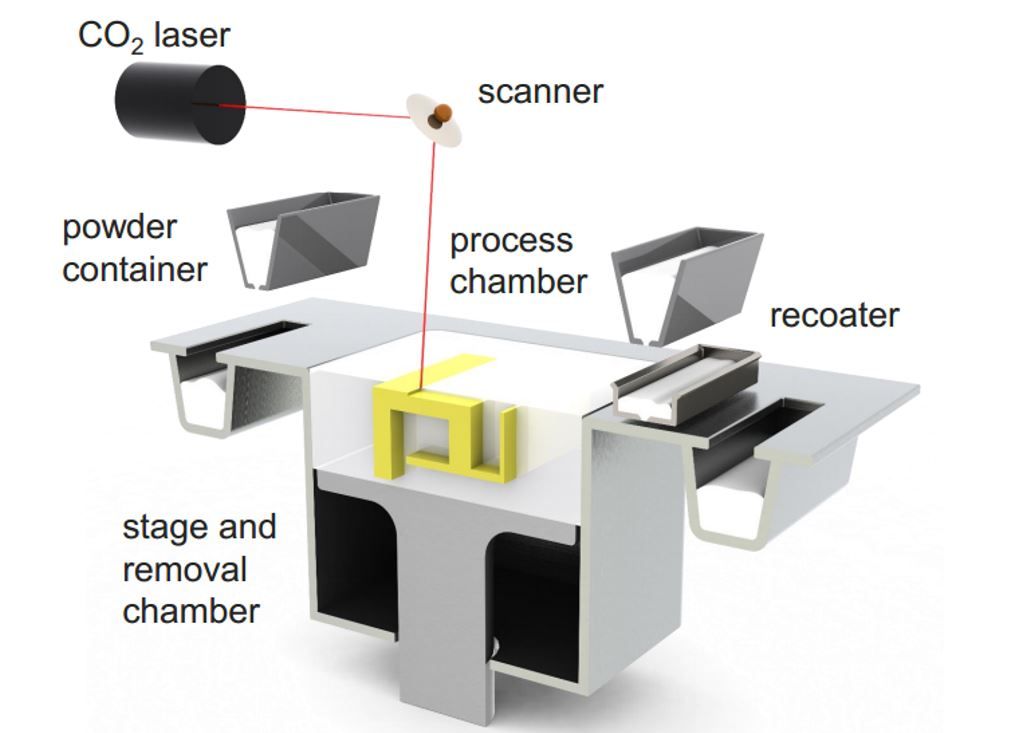 Moreover, this market segment is regularly filled with new samples suitable for working with various types of 3D printers. Powdered materials have for the most part firmly established themselves in additive manufacturing, especially on an industrial scale.
Moreover, this market segment is regularly filled with new samples suitable for working with various types of 3D printers. Powdered materials have for the most part firmly established themselves in additive manufacturing, especially on an industrial scale.
Powders for 3D printing - a variety of materials, research and development in the field of improving their properties
Powder materials, in fact, are rarely homogeneous in their composition. Powder 3D printing allows you to mix particles of different materials and thus obtain unique alloys with excellent mechanical, functional, and aesthetic properties. Research centers around the world are actively developing this direction of the industry.
Accordingly, it is not possible to give a precise definition of the group of powder materials, as well as to classify them according to functions or properties. Therefore, we will review the most common types of powder materials used for 3D printing.
● Ceramic powder. A finely dispersed granular mixture that allows printing products of various shades, textures, with different mechanical properties. The finished product requires firing and glazing.
A finely dispersed granular mixture that allows printing products of various shades, textures, with different mechanical properties. The finished product requires firing and glazing.
● Graphene is a monoatomic carbon modification of graphite with unique physical and chemical properties, the study of which is still at the very beginning. It is considered the material of the future.
● Metal powders - metal powders, mixtures of metals, mixtures of non-metals with metals.
● Cement polymers are powdered materials identical to concrete, capable of significantly improving the physical properties of polymers.
● Gypsum powder - 3D printing transforms this material into a convenient building material with various decorative and physical properties, such as an analogue of sandstone with optimized mechanical properties.
● Gypsum-based composite powder for use with 3D Systems Projet printers using Color Jet Printing technology
● Plaster is a powder mixture for a 3D construction printer that gives new qualities to facing surfaces.
● Stainless Steel - A mixture of steel powder and binders to print a strong metal material with high anti-corrosion properties.
● Thermoplastic powders - mixtures of plastics of different composition with a wide range of applications in the technologies of sintering and fusion of various materials. They differ in a wide variety of qualities, characteristics and properties.
Powder technologies and consumables
The most common powder technologies are: SLS - selective laser sintering; SLM - laser particle fusion; DMLS – direct laser sintering; CJP(3DP) technology of layer-by-layer production from gypsum composite. Selective sintering technology works with metals, polyamides and plastic powders. Fusion and direct laser sintering - for working with metal powders.
CJP(3DP) Gypsum based powder technology
Gypsum 3D printing technology, the essence of which is the layer-by-layer gluing and coloring of a composite powder based on gypsum or plastic, has a wide range of practical applications.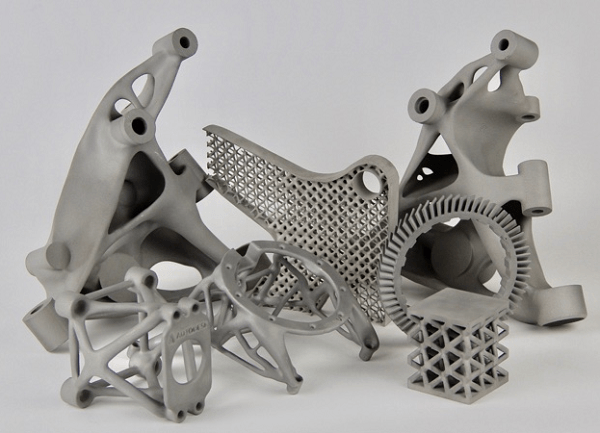 For work, two components are used - the main and the binder. The first serves as the basis for the layers of the product, the second forms the product by painting and gluing the particles of the composite powder.
For work, two components are used - the main and the binder. The first serves as the basis for the layers of the product, the second forms the product by painting and gluing the particles of the composite powder.
This technology is used to create prototypes, presentation samples, architectural and other models, souvenirs, miniatures and much more. The advantage of the CJP method is low cost, no need for support material, high printing accuracy, the ability to create both monochrome and full-color products.
Properties of CJP printed products
High precision printing with gypsum powder allows you to build models with thin walls and various levels of surface complexity of the product. Printed prototypes are easily post-processed, during which they can be glued, sanded, painted, treated with fixatives, resin, wax.
Gypsum-based powder models are distinguished by their presentable appearance, colorfulness and high detailing. Due to these qualities, they are widely in demand for various demonstration purposes - educational, marketing, visualization, exhibition, scientific and others.
SLS - an additive method with more possibilities
This kind of powder 3d printing was patented in 1989. Its inventors are Dr. Carl Descartes and his students from the University of Austin in Texas. To date, there are two types of technology: sls-printing with metal powders and sls-printing with polyamide powders.
Finished products made from metal powders, after finishing, are visually almost indistinguishable from their originals created by traditional methods, such as casting. However, according to their physical characteristics, they can differ significantly. For example, lightness, durability.
Models made of plastic powder mixtures, characterized by increased impact resistance, wear resistance, isotropic properties and resistance to thermal and chemical influences. Plastic-based powders, for the most part, are engineering materials with high surface quality and detail.
Depending on the powder material used, the strength, duration, baking temperature may vary.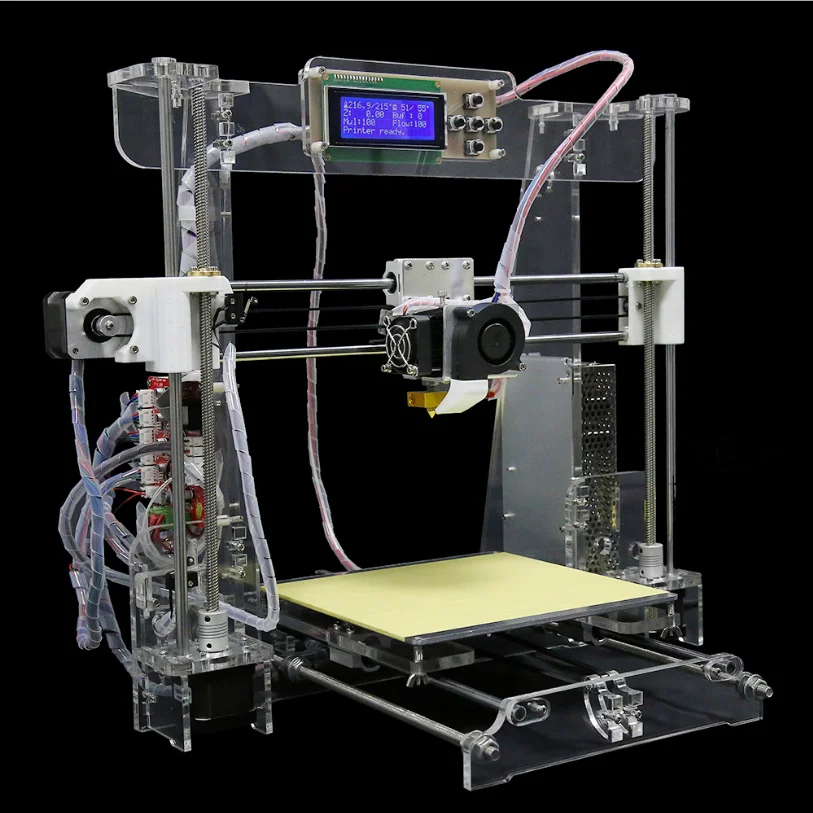 The baking method also varies: the laser can act along the entire depth of the layers, or only along the boundaries between the layers.
The baking method also varies: the laser can act along the entire depth of the layers, or only along the boundaries between the layers.
Advantages of SLS technology:
● no need for support material;
● the process of manufacturing the product is faster, due to the lack of the need for complete melting of the particles;
● there is a possibility of simultaneous production of several products;
● it is possible to manufacture products of large sizes;
● high mechanical properties of products.
SLM, DMLS and other powder fusing technologies in a 3d printer
The original idea of the SLM method appeared in 1995 at the Fraunhofer Institute for Laser Research in Germany. Then, a number of scientists engaged in similar research joined forces and patented their technology. Around the same period, other research centers also patented their own identical SLM powder 3D printing methods, giving them different names.
For the production of parts from powdered alloys by 3D printing, methods such as SLM, DMLS, LaserCUSING, EBM, SLS are used. As for the similarity between SLS and SLM technologies, which are often confused, there are fundamental differences. In the first case, the particles are sintered together, in the second, they melt and turn into a high-rigidity framework.
As for the similarity between SLS and SLM technologies, which are often confused, there are fundamental differences. In the first case, the particles are sintered together, in the second, they melt and turn into a high-rigidity framework.
Electron beam fusion and its features
EBM is a technology in which an electron beam plays the role of a laser. This method is more complicated, but is considered the most convenient and effective for working with metal alloys, such as titanium. Products made from powders by electron beam melting have high strength, wear resistance, and are light in weight.
Benefits of 3D printing technologies for powder materials:
● the feasibility of any category of complexity of the geometry of products;
● high fidelity reproduction of copies;
● high strength characteristics;
● light weight;
● high thermal stability.
Industrial application of 3D powder printing products
Gypsum powder 3D printing is a promising way to produce products for industries such as:
● aircraft industry;
● astronautics;
● mechanical engineering;
● metallurgy;
● robotics;
● medicine;
● construction;
● jewelry;
● design;
● souvenir industry;
● prototyping;
● prototyping;
● sculpting;
● restoration work, museum exhibits….:quality(80)/images.vogel.de/vogelonline/bdb/1612700/1612740/original.jpg)