3D printer small objects
How to 3D Print Small Plastic Parts Properly – Best Tips – 3D Printerly
Printing small parts on a 3D printer can be tricky if you don’t have the right advice or tips to get it done. There are some useful things that you should know to 3D print small objects so I decided to write about them in this article.
To 3D print small plastic parts, use a good enough layer height like 0.12mm along with a 3D printer that can handle lower layer heights. Printing multiple objects at a time helps with cooling to reduce warping. You can 3D print calibration models like the 3D Benchy to dial settings in, as well as a temperature tower.
This is the basic answer, so keep reading through this article to learn the best ways to 3D print small parts.
Best Tips for 3D Printing Small Parts
Having established the fact that 3D printing small parts can be tricky without the right tips to follow, I have come up with a list of best tips you can apply in 3D printing small parts and they include;
- Use a good layer height
- Use 3D printers with low resolution
- Print multiple objects at a time
- Use the recommended temperature and settings for your material
- 3D print a Benchy to test the quality of small parts
- Use adequate supports
- Remove supports carefully
- Use a minimum layer time
- Implement a raft
Use a Good Layer Height
The first thing you want to do for 3D printing small parts is to use a good layer height that brings out the quality and detail you are looking for. It’s quite difficult to 3D print small parts so using a layer height of around 0.12mm or 0.16mm should work quite well in most cases.
The general rule for layer heights is to fall between 25-75% of your nozzle diameter, so with a standard 0.4mm nozzle, you can comfortably use a 0.12mm layer height, but you may have trouble with a 0.08mm layer height.
The reason you are seeing the layer heights in 0.04mm increments is because these are the optimal values based on the way 3D printers move around, especially with the stepper motor.
You’ll usually get better quality using a 0.12mm layer height rather than 0.1mm layer height due to this. Even Cura defaults the layer heights to these values. For a better explanation of this, check out my article 3D Printer Magic Numbers: Getting the Best Quality Prints.
So try different layer heights for your small 3D prints and see what quality you are okay with. The lower the layer height or higher the resolution, the longer these prints will take, but with smaller prints, the time differences should be too significant.
If you do need a layer height below 0.12mm, make sure to change your nozzle diameter for something that puts it in the 25-75% category like a 0.2mm or 0.3mm layer height.
You can get the LUTER 24 PCs Set of Nozzles for a pretty good price, so feel free to check that out.
It comes with:
- 2 x 0.2mm
- 2 x 0.3mm
- 12 x 0.4mm
- 2 x 0.5mm
- 2 x 0.6mm
- 2 x 0.8mm
- 2 x 1.0mm
- Plastic storage box
Check out the video below that shows you can still get really small 3D prints with a 0.4mm nozzle.
Use 3D Printers with Low Resolution
Some 3D printers are built better than others when it comes to quality and high resolutions. You may have seen a specification on your 3D printer which details how high the resolution goes. Many filament 3D printers can reach 50 microns or 0.05mm, but some cap out at 100 microns or o.1mm.
You may have seen a specification on your 3D printer which details how high the resolution goes. Many filament 3D printers can reach 50 microns or 0.05mm, but some cap out at 100 microns or o.1mm.
Using a 3D printer that can handle a higher resolution is going to be better for producing smaller parts, but it’s not required to get the parts you may want. It really depends on what level you are trying to achieve.
If you are looking for really small parts with high resolution, you may be better off with a resin 3D printer since they can reach resolutions of just 10 microns or a 0.01mm layer height.
You can produce great small 3D prints with a filament printer, but you won’t be able to get the same detail and quality from a great resin 3D printer.
A great example of just how small you can 3D print with a resin printer is this video by Jazza.
Print Multiple Objects at a Time
Another valuable tip you should consider when printing small parts is to print more than one part at once. This tip has worked for other users out there.
This tip has worked for other users out there.
Printing multiple parts together ensures that each part gets enough time for each layer to cool, and reduces the amount of heat that is radiating on the part. You don’t even have to duplicate the object, and can just print something basic like a square or round tower.
Rather than your print head going straight to the next layer and not allowing a small layer to cool, it will move over to the next object on the build plate and complete that layer before moving back to the other object.
The best examples are usually something like a pyramid, which gradually decreases the amount needed to extrude as it gets to the top.
The freshly extruded layers won’t have a lot of time to cool down and harden to form a solid foundation, so having multiple pyramids in one print would mean it has time to cool when it travels to the second pyramid.
It’s going to increase printing time but really not as much as you may think. If you look at the printing time for one object, then input multiple objects into Cura, you won’t see much of an increase in time overall since the print head moves fairly quickly.
On top of this, you should be getting better quality smaller 3D prints by doing this.
A standard 3D Benchy showed an estimated printing time of 1 hour and 54 minutes, while 2 Benchys took 3 hours and 51 minutes. If you take 1 hour and 54 minutes (114 minutes) then double it, that would be 228 minutes or 3 hours and 48 minutes.
The travel time between the 3D Benchys would only take an extra 3 minutes according to Cura but do check for timing accuracy.
If you do duplicate models, make sure to place them close to each other to minimize stringing.
Use the Recommended Temperature & Settings for Your Material
Each material used in 3D printing has its own guidelines or requirements which are meant to be followed when using that material. You want to ensure you get the right requirements for the material you are printing with.
Most guidelines or requirements of materials are mostly found on the package used in sealing the product.
Even if you have been using a PLA from one brand and you decide to buy PLA from another company, there will be differences in manufacturing which mean different optimal temperatures.
I highly recommend that you 3D print some temperature towers to dial in the best printing temperature for your small 3D printed parts.
Check out the video below to learn how to create your own temperature tower and actually get the optimal temperature settings for your filaments.
It’s basically a temperature calibration 3D print that has multiple towers where your 3D printer will automatically change the temperature so you can see the quality differences from temperature changes in one model.
You could even go a step further and make sure to 3D print small temperature towers so it better mimics the type of 3D prints that you plan to make.
3D Print a Benchy to Test the Quality of Small Parts
Now that we have our temperature dialed in, one key thing that I’d recommend you do if you want to 3D print small parts accurately is to do a calibration print like the 3D Benchy, known as the ‘torture test’.
The 3D Benchy is one of the most popular 3D prints out there for a reason since it can help you assess the performance of your 3D printer, easily downloadable from Thingiverse.
Once you’ve dialed in your optimal 3D printing temperature, try to create a few small 3D Benchys within that optimal temperature range and see what works best for surface quality and features like overhangs.
You can even 3D print multiple 3D Benchys to have a better replication of what you will be doing to get the best small plastic 3D printed parts.
It really is all about testing with 3D printing. One user found that they needed lower temperatures than usual for small parts. They tried 3D printing a Benchy and found that higher temperatures would lead to the hull sometimes deforming and warping.
Below is a 3D Benchy scaled down to 30%, only taking 10 minutes to 3D print at a 0.2mm layer height.
You want to use this as a benchmark for how small you want your 3D prints and to see just how well your 3D printer can perform with models that size.
You may end up having to change out your nozzle and use a lower layer height, or to change printing/bed temperatures, or even cooling fan settings. Trial and error is a key part of 3D printing small models successfully, so this is one way you can improve your results.
Use Adequate Supports
There are some models that may require that you print some parts thin and small. You may also have some models that are required to be printed small. Small or thin print parts often need to be adequately supported.
With filament printing, small parts are going to have difficulty being 3D printed without a good foundation or support holding it up. Same with resin printing since there are suction pressures that can cause thin, small parts to break off.
Getting the right placement, thickness, and number of supports for smaller models is important.
I’d highly recommend learning how to use custom supports to really dial in the perfect number of supports and size of supports for your small models.
Remove Supports Carefully
Supports are definitely essential structures that are needed while 3D printing small parts. Getting them off the prints is one thing you want to do with full attention and care. If support removal is not done the right way, it can potentially destroy the prints or even break them apart.
The first you want to do here is figure out the exact points where the support is attached to the model. When you analyze this, you have set the paths straight for yourself and you will have minimal issues detaching the supports from the prints.
After identifying this, pick up your tool and start from the weaker points of the supports as these are easy to get out of the way. You can then go for the larger sections, carefully cutting so as not to destroy the print itself.
Removing supports carefully is a great tip you want to look out for when it comes to 3D printing small parts.
I’d recommend getting you a good post-processing kit for 3D printing like the AMX3D 43-Piece 3D Printer Tool Kit from Amazon. It contains all sorts of useful accessories for proper print removal and clean up such as:
- A print removal spatula
- Tweezers
- Mini file
- De-burring tool with 6 blades
- Narrow tip pliers
- 17-piece triply safety hobby knife set with 13 blades, 3 handles, case & safety strap
- 10-piece nozzle cleaning set
- 3-piece brush set with nylon, copper & steel brushes
- Filament clippers
This would be a great addition for 3D printing small parts and minimizing damage, while increasing ease of use.
Use a Minimum Layer Time
Small 3D printed parts have a tendency of sagging or warping if there is not enough time for the freshly extruded layers to cool down and harden for the next layer. We can fix this by setting a good minimum layer time, which is a setting in Cura that will help you prevent this.
We can fix this by setting a good minimum layer time, which is a setting in Cura that will help you prevent this.
Cura has a default minimum layer time of 10 seconds which should be a fairly good number to help layers cool. I’ve heard that even on a hot day, 10 seconds should be enough.
In addition to this, using a good cooling fan duct to help blow cool air on the parts is going to help these layers cool down as soon as possible.
One of the most popular fan ducts out there is the Petsfang Duct from Thingiverse.
Implement a Raft
Using a raft for small 3D prints helps with adhesion so the models stick to the build plate a lot easier. Getting small prints to stick can be difficult because there is less material to make contact with the build plate.
A raft definitely helps create more contact area, leading to better adhesion and stability throughout the print. The usual “Raft Extra Margin” setting is 15mm, but for this small 30% scaled 3D Benchy, I reduced it to just 3mm.
The “Raft Air Gap” is how much of a gap the raft has with the actual model, so you can test this value to see if the print is easy to remove without damaging the model, or whether you have to increase this value so it’s easier to remove.
Since the raft is touching the build plate, it reduces warping in the actual model itself, so it’s a great foundation to take the heat, resulting in a better quality small 3D print.
How to 3D Print with a Small Nozzle
3D printing with a small nozzle can be challenging in some cases, but once you understand the basics, it isn’t too difficult to get some great quality prints.
The 3D General created the video below detailing how he 3D prints with extremely fine nozzles successfully.
As mentioned before, you can get yourself the LUTER 24 PCs Set of Nozzles to get a range of small and large nozzles for your 3D printing journey.
He talks about how using direct gear extruders are better for 3D printing with these smaller nozzles, so I’d recommend going for that upgrade for the best results.
You can’t go wrong with the Bondtech BMG Extruder from Amazon, a high performance, low weight extruder, that improves your 3D printing.
You probably want to test out different printing speeds to see the effects on surface quality. I’d recommend starting low at around 30mm/s, then increasing that to see what difference it makes.
Line width is also a crucial part of printing with small nozzles. Using a smaller line width can help with printing more detail, but in many cases, using a line width the same as the nozzle diameter is recommended by most users.
Default printing speeds may cause trouble with the flow of material through the extruder. In this case, you can try decreasing the speed to about 20-30mm/s.
Proper calibration of your 3D printer and nozzle is required when printing with small nozzles, so attention to detail is very important.
You definitely want to calibrate your e-steps for the best results.
Best Cura Settings for Small Parts
Getting the best Cura setting can be quite a task if you are too familiar with the slicing software. To find the best setting for your Cura slicing software, you may have to start with the default setting and test each until you find the one that gives you the best result.
However, here is the best Cura setting for small parts which you can use with your Ender 3
Layer Height
A layer height between 0.12-0.2mm should work great with a 0.4mm nozzle for smaller parts.
Printing Speed
Slower printing speeds usually brings better surface quality, but you need to balance this with the printing temperature so it doesn’t overheat. I’d recommend going with a printing speed of 30mm/s to start with and increasing it in 5-10mm/s increments to find a good balance of quality and speed.
I’d recommend going with a printing speed of 30mm/s to start with and increasing it in 5-10mm/s increments to find a good balance of quality and speed.
Fast speeds aren’t too important with small parts since they are relatively quick to make.
Printing Temperature
Follow your brand’s recommendation for printing temperatures at first, then get the optimal temperature by using a temperature tower and seeing which temperature gets the best results.
PLA has a usual printing temperature between 190-220°C, ABS 220-250°C, and PETG 230-260°C depending on the brand and type.
Line Width
In Cura, the line width default setting is 100% of your nozzle diameter, but you can go up to 120% and see if you get better results. In some cases, people go up to 150% so I’d recommend doing your own tests and see what works best for you.
Infill
The best recommendations for infill are to use 0-20% for non-functional parts, 20%-40% infill for some extra durability, while you can use 40%-60% for heavy-use parts that may go through a significant level of force.
How to Fix Small 3D Printed Parts That Don’t Stick
One of the issues which you may face while 3D printing small parts is that they have the potential to fall off or not stick to the build plate. Here are some tips which you can try to potentially fix this issue if you encounter them.
- Use a raft
- Increase the bed temperature
- Make use of adhesives such as glue or hairspray
- Lay down tapes like Kapton tape or Blue Painter’s Tape
- Ensure that the filament is completely dried of moisture by using a Filament Dryer
- Get rid of dust by cleaning the bed surface
- Level the bed
- Try changing the build plate
The first thing I’d do is implement a raft so there is more material to stick to the build plate. Then you want to move onto increasing the bed temperature to the filament is in a more adhesive state.
You can then use solutions like glue, hairspray, or tapes to stick on the build plate to increase adhesion for smaller parts.
If these tips aren’t working, then you want to look at your filament and make sure it’s not old or filled up with moisture which can affect the printing quality and adhesion to the bed.
The bed surface can start to gather up dust or grime over time so definitely clean your bed regularly with a cloth or napkin, making sure not to touch the bed surface with your fingers.
Leveling the bed is very important also, but not so much for smaller parts.
If none of these work, it may be issues with the build plate itself, so changing over to something like a PEI or glass bed with an adhesive should do the trick
The best tips for 3D printing small objects
3D Learning Hub
See all categories
Contents:
- Introduction
- Is 3D printing beneficial for manufacturing small parts?
- Our top 5 Tips for 3D printing small objects
- Get your small object 3D printed right now
Introduction
Creating small objects can be tedious, arduous and time-consuming. Why bother when you can 3D print them? Additive Manufacturing has numerous appliances and is not limited only to large scale. With our best tips for 3D printing small objects, you will successfully improve your 3D model and get your parts 3D printed without any issues.
Why bother when you can 3D print them? Additive Manufacturing has numerous appliances and is not limited only to large scale. With our best tips for 3D printing small objects, you will successfully improve your 3D model and get your parts 3D printed without any issues.
With our ultimate guide, you will learn about the most important factors influencing the 3D printing process. We won’t focus only on the manufacturing of your product, but also on the correct preparation of the STL files, which is essential for your 3D design to be printed correctly. We will go over the crucial elements of both 3D modeling and 3D printing. Follow the guide.
Is 3D printing beneficial for manufacturing small parts?
There are several reasons to choose 3D printing over traditional manufacturing methods. First of all, 3D printing gives you absolutely new design freedom. Thanks to Additive Manufacturing you can reach a level of complexity that was not possible before. Also, your 3D printed parts can be edited on the inside, giving you lightweight but durable structures.
3D printing also operates on layers and the thickness of those depends on the technology you use. This factor gives you more flexibility and helps you to find the most suitable 3D method for your needs. You might need your parts to be stronger, with better mechanical properties, or you might be looking for more subtle and decorative characteristics. Whatever your choice is, keep on reading to learn all the necessary requirements for the perfect 3D print.
Our top 5 Tips for 3D printing small objects
In this chapter, we will go over our best tips and tricks to achieve the perfect 3D print. Starting with the correct STL files preparation, we will move on to the accuracy of your 3D models, then we will go over design guidelines and finally, we will talk about the layer height. We will also advise you on the best 3D printing technology for each type of materials. Let’s get started!
Realistic and functional model is the key
Even before we talk about the properties of 3D printers which are one of the most important factors, we need to start with how to 3D model your objects. First of all, you need to make sure your 3D model is precise. You can’t have polygons, walls or faces missing as that will create a hole in your 3D model and we will not be able to print it.
First of all, you need to make sure your 3D model is precise. You can’t have polygons, walls or faces missing as that will create a hole in your 3D model and we will not be able to print it.
It’s essential to understand that the 3D model has to be realistic after all the 3D design on your computer will become an actual object and it has to meet all the requirements that any object produced with other technologies. Your part has to actually be functional and in that case, 3D printing is no different from CNC or traditional foundry. 3D printing won’t break the laws of gravity, however, it will definitely be able to manufacture your models with high precision and level of detail.
Respecting the guidelines
To give you the best 3D printing experience, you can find the most important information on each page of our 3D printing materials. The characteristics of materials are different and that’s due to the technology as each 3D printer has its own properties. Remember to always check the design guidelines to assure your 3D models are well prepared for printing. It is crucial for the guidelines to be respected in order for the 3D prints to be accurate and precise. Yes, Additive Manufacturing gives you a new possibility regarding the level of details, but we also have to be able to print your 3D design.
It is crucial for the guidelines to be respected in order for the 3D prints to be accurate and precise. Yes, Additive Manufacturing gives you a new possibility regarding the level of details, but we also have to be able to print your 3D design.
Essential things to keep in mind are minimum wall thickness, which assures your model won’t break, minimum detail and clearance, to make sure your object will be as accurate as the 3D design on your computer. For other measurements, the maximum/ minimum size is also worth mentioning. It depends on the size of the bed of the 3D printer and, depending on the 3D printing method, either the sintering laser beam or the nozzle size. Keeping those factors in mind will help you to achieve the best results.
Think about the supports
As the aim is to print a small object as accurately as possible, some parts of it might be thin and will require supports on some technologies. Supports are additional parts to keep your model stable and printable, they are later removed from your object. And that’s exactly what you need to think about: the removal of the support. We print objects with support, but the models have to be thick enough either for you or for our 3D printing experts to gently take out the supporting system. If your 3D design is too thin, it will simply break during the support removal.
And that’s exactly what you need to think about: the removal of the support. We print objects with support, but the models have to be thick enough either for you or for our 3D printing experts to gently take out the supporting system. If your 3D design is too thin, it will simply break during the support removal.
Accurate print: the layer thickness
Layer thickness: explained in micrometers (µm), it is one-millionth of a meter, so 100µm equals 0.1 mm. Thickness can also be called layer height. Each 3D printing technology works with layers and without knowledge about this particular element, the 3D models might not meet your expectations as the layers of material will be visible. Let’s see some real-life examples.
Plastic and Resin 3D printing
As mentioned above, each Additive Manufacturing method has certain characteristics. For instance, if you would like to print objects in resin, PolyJet technology will provide you with some pretty impressive results at 28µm layer height with VeroWhite or VeroClear. Despite the names Clear and White, those 3D printing materials come in different colors! However, if you need your parts stronger, we would recommend going for Nylon PA12 for SLS, which still gives amazing results with the high definition option and some very good finishes.
Despite the names Clear and White, those 3D printing materials come in different colors! However, if you need your parts stronger, we would recommend going for Nylon PA12 for SLS, which still gives amazing results with the high definition option and some very good finishes.
Another plastic worth mentioning is MultiJet Fusion PA12 with a layer thickness of 80µm. What differs from Nylon PA12 is smaller minimum wall thickness (0.8 mm vs 0.6 mm), which might be important for your project. Additionally to that, MultiJet Fusion PA12 has also excellent resistance to chemicals. Remember to make sure that your 3D models have the right thickness for the exact technology for us to be able to print them.
PolyJet Resin VeroWhite: 28 µm layer height Nylon PA12 layer thickness high definition 60 µm (left) and standard 100- 150 µm Nylon PA11/12 Polished and Raw Nylon PA12 with different finishes at the same layer height MultiJet Fusion PA12 at 80 µm layer heightMetal 3D printing
As for Metal 3D printing, you have plenty of options with Sculpteo. We offer 4 3D technologies: SLM, DMLS, Binder Jetting, and Casting. The technologies differ in print time, temperatures of binding the metal, and the time to cool your 3D design. However, your projects will be robust and stiff with other methods, we highly recommend Casting for the small object. With a layer thickness of 25 µm, the object comes out precise and accurate, especially for little parts. Make the right choice of metal to print objects perfectly. Silver 3D prints: layer thickness 25 µm Brass 3D prints: 25 µm layer height
We offer 4 3D technologies: SLM, DMLS, Binder Jetting, and Casting. The technologies differ in print time, temperatures of binding the metal, and the time to cool your 3D design. However, your projects will be robust and stiff with other methods, we highly recommend Casting for the small object. With a layer thickness of 25 µm, the object comes out precise and accurate, especially for little parts. Make the right choice of metal to print objects perfectly. Silver 3D prints: layer thickness 25 µm Brass 3D prints: 25 µm layer heightGet your small object 3D printed right now
Most important points of our blog post are for you to remember about the proper preparation of your 3D models, such as checking if you’re not missing any structures of your model, keeping in mind the printability of your project and support removal, followed by checking which technology has the most suitable layer thickness.
Do you have a project in mind? Print objects with us! We are here to help you all the way through, from the 3D design with our Design Studio, through the prototyping stage to production, simply contact us. Don’t wait any longer and upload your 3D models right now!
Don’t wait any longer and upload your 3D models right now!
Related Topics
- Return to Top
Get the latest 3D printing news delivered right to your inbox
Subscribe to our weekly newsletter to hear about the latest 3D printing technologies, applications, materials, and software.
50 Cool Things to 3D Print / Sudo Null IT News
No ideas for 3D printing? Tired of worthless trinkets? Here is a list of 50 cool really useful things for 3D printing.
Like us, you're excited about the possibilities of 3D printing. But, unfortunately, the horizon is littered with trinkets, trinkets and other unnecessary things. We are in danger of being buried under a heap of useless rubbish.
Throw off the shackles of mediocrity! Let's create really useful things! Here is a list of cool things that you can make on a 3D printer right now. Prove to your family and loved ones that this wonderful technology can be used daily and in practice. nine0004
No access to 3D printer? No problem. Just upload your files to our 3D printing price comparison system and choose the best price, ONLINE!
Don't have a 3D printer to print these amazing things? Then come to Download from ThingiVerse
3D Printing Cool Thing #2: Power Outlet Shelf
Attach a shelf to your power outlet to support your phone while charging. The shelf has a slanted recess that allows you to keep your smartphone or tablet upright.
Download from ThingiVerse
3D Printing Cool Item #3: Soap Dish
Elegant bathroom soap dish with two washable compartments. You can change the pattern of the inner pallet if you wish. nine0004
Download from ThingiVerse
3D Printable Cool Item #4: Nightstand Tag Handles
The art of storage doesn't have to be boring. The Hobb Knob is a small pen with a label to describe the items in the drawers. Now you will never lose your socks!
Download from ThingiVerse
Cool 3D printable item #5: coasters with geometric patterns
When it comes to hot drinks, mug circles are an inevitable risk. Things take a much more serious turn if there is a coffee-addicted inhabitant in the house. Available in three designs, these coasters help you avoid unsightly stains.
Download from Pinshape
3D Printing Cool Thing #6: Hinge Lamp
This hinged modular lamp consists of 6 main parts: base, body and top with LEDs. To make the lamp taller, you can add the required number of elements. nine0004
To make the lamp taller, you can add the required number of elements. nine0004
Download from MyMiniFactory
3D Printable Cool Item #7: one-handed bottle opener
This boomerang-shaped bottle opener is useful for people who have difficulty performing activities that require the application of force, for example, when opening a plastic bottle. Print it out and give it to your grandmother. She will appreciate this gesture.
Download from ThingiVerse
Cool thing for 3D printing #8: shower head
Is swimming under a waterfall on your list of things to do before you die? The next best thing is a 3D printed shower head (probably).
Download from ThingiVerse
3D Printing Cool Item #9: Secret Shelf
Hide valuable documents and stash from prying eyes on this secret shelf.
Download from ThingiVerse
Cool thing for 3D printing #10: jar handle
Enhance empty jam jars with a printed handle. What could be easier?
What could be easier?
Download from ThingiVerse
3D Printing Cool Thing #11: Plastic Wrench
A full size general purpose plastic wrench. Actually for screwing and unscrewing around the house.
Download from ThingiVerse
Cool thing for 3D printing #12: business card holder
"What a delicate yellowish hue, and the thickness is tasteful, oh my god, even the watermarks." Do you have such a business card? Find her a pair in the form of this business card holder, printed in its entirety (yes, already with a hinged lid). Instructions for adding a custom logo are included.
Download from ThingiVerse
3D Printable Cool Item #13: Alien Invader Shaped Toilet Paper Holder
Brighten up your bathroom with this functional printable model of a classic alien invader... ahem holding your toilet paper.
Download from ThingiVerse
3D Printing Cool Thing #14: lift platform
Here is a fully assembled lift platform. Printed in full. No need to fiddle with a bunch of details. The adjustable height can be used to lift or support an object of acceptable weight. nine0004
Printed in full. No need to fiddle with a bunch of details. The adjustable height can be used to lift or support an object of acceptable weight. nine0004
Download from ThingiVerse
3D Printing Cool Thing #15: Plant Drinker
Houseplants fallen victim to neglect? FORGET ABOUT IT. Print out this simple automatic plant drinker and your conscience will be clear.
Download from ThingiVerse
3D Printing Cool Item #16: earbud holder
We spend a lot of money buying headphones on the go, but we don't protect them enough when we use them. Hide your headphones safely in this 3D printed holder. nine0004
Download from ThingiVerse
3D Printing Cool Thing #17: Package Pen
We all know this situation. You trudge home from the supermarket, loaded with bags of groceries. The force of gravity causes plastic to crash into your palms, am I right? ENOUGH. Print these bag handles and forget about chafed palms forever!
Download from ThingiVerse
Cool thing for 3D printing #18: tablet stand
There are times when you need to free your hands when using your smart device, such as watching TV shows or cooking recipes.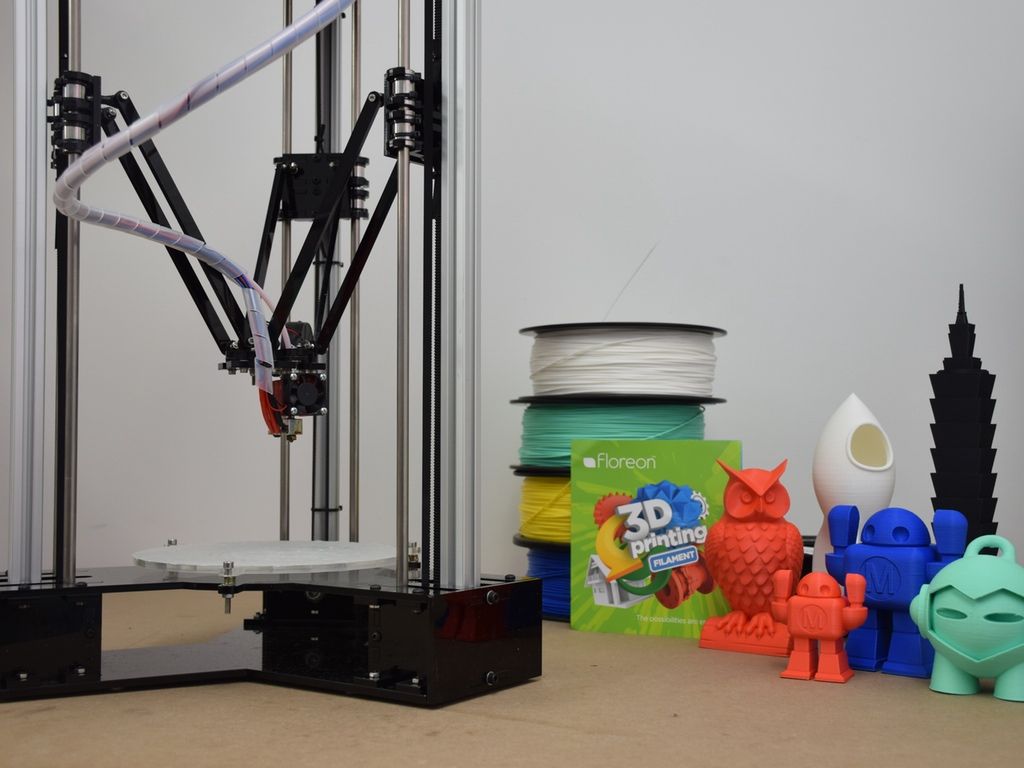 This simple stand supports 7" and larger tablets in both portrait and landscape modes.
This simple stand supports 7" and larger tablets in both portrait and landscape modes.
Download from Pinshape
Cool 3D Printing Item #19: Plant Drinker #2
Another horticultural art contraption. It is especially suitable for kitchen plants. The next time you buy fresh herbs for cooking, transplant them into this neat device and they'll stay fresh all week long. nine0004
Download from ThingiVerse
Cool thing for 3D printing #20: door stop
Tired of everyone slamming doors at home or in the office? Then you need an UNCOMPROMISING door stop. Light weight, child safe, designed for easy installation and easy fabrication on an FDM 3D printer. The creator of the stop also claims that the device can be used to repel zombie attacks, however this version has not been verified.
Download from ThingiVerse
3D Printing Cool Item #21: Windshield Scraper
If you want to quickly and easily get rid of snow and ice on your car windshield with this handy scraper. Printed without support, at the end there is a hole for a lace.
Printed without support, at the end there is a hole for a lace.
Download from ThingiVerse
3D Printing Cool Thing #22: Water Hose Control
This special nozzle regulates the flow of water in the garden hose, about 2 liters per minute. It’s great if you have water limits set in the height of summer. nine0004
Download from ThingiVerse
3D Printing Cool Item #23: Modular Wine Rack
Whether you're new or a connoisseur in the world of wine, this modular wine rack is the perfect storage solution for your fine drink. bottles of WIRA. It can be expanded (or narrowed) according to your collection by printing only the required number of modules.
Download from 3DShook
Cool thing for 3D printing #24: whistle for protection
This original design whistle is easy to make and carry. Durable and very loud. How loud? How about 118 decibels? This is more than enough to get people to hear about your emergency.
Download from ThingiVerse
3D Printable Cool Thing #25: Apple Headphone Holder
Download from ThingiVerse9
3D Printable Thing: Cool Thing #20016 Holder of an umbrella for a wheelchair
Download with Myminifactory
Cool thing for 3D printing No. 28: Protection for disk
9000Download from Myminifactory
Cool thing for 3D printing No. 29: Form for Snegles
Download from ThingiVerse
Cool 3D Printable Item #30: Wine Bottle Protector
Download from MyMiniFactory170004
Cool thing for 3D printing No. 31: Pocket ashtray
download from Myminifactory
Cool Press No. 32: Rodist Roll for a glass 9000 9000 9000 9000 download from MYMINIFACTORY
3D Printable Cool Item #33: Apple Remote Stand
Download from MyMiniFactory
3D Printable Cool Item #34: Key Holder
Download with Myminifactory
Cool thing for 3D printing No. 35: Holder of the cutlery for people with disabilities
35: Holder of the cutlery for people with disabilities
Download from Myminifactory
Current Passing No. 36: Cover wine bottle
Download from MyMiniFactory
Cool thing for 3D printing #37: Paper cup holder
download from Myminifactory
Cool thing for 3D printing No. 38: Case for blades
download from Myminifactory
Cool thing for 3D printing No. 39: Holder for a children from MyMiniFactory
3D Printable Cool Item #40: Towel Rack
Download from MyMiniFactory
3D Printable Cool Item #41: Holder for a glass
Download with Myminifactory
Cool thing for 3D Press No. 42: Holder for a phone in the shower
download from Myminifactory
Twisting thing for 3D printing No. 43: Holder No. 43: Holder No. 43: for beer glasses
Download from MyMiniFactory
Cool thing for 3D printing #44: MacBook Pro stand
download from Myminifactory
Cool thing for 3D printing No. 45: Protection for SD-Cart
45: Protection for SD-Cart
download from Myminifactory
Cool thing No. 46: BATERIOUS 9000
Download from MyMiniFactory
3D Printable Cool Item #47: Ice Cream Cone Holder
Download from MyMiniFactory
Printable Cool Item #40016 shower set
download from Myminifactory
Cool Spring No. 49: Evacal separator
download from Myminifactory
Cool Press No. 50 for 3D:
Download from MyMiniFactory
Want more exciting news from the world of 3D technology?
Follow us on social. facebook networks:
50 3D Printing Ideas
It looks like we're about to start drowning in useless stuff made for 3D printing projects. But you can do something that will really be useful! If you're running out of ideas, here's a list of 50 3D printable items you're unlikely to throw away.
Bag clip with screw cap
Now the bag clip will have a new feature - a hole with a lid for quick access, as in the photo. This clip is easy to print and convenient to use. Strange that no one thought of this before. nine0004
Author: Minkix
Where to download: Thingiverse
Modular furniture connector
This connector allows you to quickly assemble modular furniture. The default model is designed for 17×17 mm wood, but the size and material can be changed to suit your needs using a parametric file for customization.
Author: LeFabShop
Where to download: Cults
Sealant cap
No more throwing open sealant tubes away. The screw cap for the nozzle presses the o-ring tightly against the body of the tube and closes the access of air to the solvents inside. nine0004
Author: The-Mechanic
Where to download: Thingiverse
Laptop niche
Now the laptop will always be at hand, but hidden from prying eyes in a special niche that is attached to the bottom of any coffee table.
Author: Too Snide
Download: Thingiverse
Phone holder - Candice
Elegant and simple, perhaps the easiest thing you can print on a 3D printer.
Author: Clem.C2
Where to download: Cults
Polypanels
The idea for Polypanels came from Devin Montes. A polypanel is a series of three-dimensional building blocks. The individual elements of a Polypanel look simple, but if you print a lot of them and different types, you can create all sorts of complex designs. Something like LEGO where you can design each brick.
Author: MakeAnything
Where to download: MyMiniFactory
Clothes hook
This clothes hook is designed as an E3D attachment and can be printed enough times to fit all your clothes.
Author: Filar3D
Where to download: Cults
Plant Pot
This anatomical brain flower pot is easier to print than it looks, creator DrFemPop says. For assembly, it is only necessary to glue the parts after printing. It turns out an original house for plants. nine0004
For assembly, it is only necessary to glue the parts after printing. It turns out an original house for plants. nine0004
Author: DrFemPop
Where to download: Cults
Door Holder
This is a simple solution for holding a door. Double-sided adhesive tape is sufficient for surface mounting.
Author: Akiraraiser
Download: Thingiverse
Piggy bank
A simple piggy bank for beginners, no complicated settings.
Author: lecaramel
Where to download: Thingiverse
Cable ties
This tie is perhaps the simplest and most ingenious of all devices. Clips are printed as a whole sheet at once, and then the required amount can be cut off from it.
Author: Sunshine
Where to download: Cults
Roller ruler
An indispensable device if you need to measure the length of something non-linear: a piece of rope, a curved line, a perimeter with bends, etc. The ruler is called Geneva and has step 5 mm.
The ruler is called Geneva and has step 5 mm.
Author: MechEngineerMike
Where to download: Thingiverse
Tongs
This small solid piece of plastic can replace your pliers/pliers. These forceps take the force to the handles and redistribute it at the end of the grip. It's definitely pliers. Just smarter.
Author: BYU CMR
Where to download: Thingiverse
Cylindrical textured box
Beautiful tube from Syboulette decorated with hexagons. Well suited as a kitchen utensil for storing oatmeal, rice and other crumbly substances. nine0004
Author: Syboulette
Where to download: Cults
Door Stop
This stop is modeled after the Guyer Anderson cat statue in the British Museum. The design is hollow, which allows you to fill the limiter with something for additional weight.
Author: Duaneindeed
Download: Cults
Plague Doctor Mask
Not exactly the most useful item on the list since bubonic plague is a thing of the past. But a mask can come in handy, for example, when you need to clean up after your pet. And you can also go to the carnival in it. nine0004
But a mask can come in handy, for example, when you need to clean up after your pet. And you can also go to the carnival in it. nine0004
Author: Odrivious
Download: Cults
Universal Spool Holder
This adjustable spool holder uses a spring and an adjustable rewind clutch. It's the perfect place to store those pesky wires.
Who made it: Vincent Goenhuis
Where to download: Thingiverse
Sturdy waterproof box
This tight-fitting box will keep things from getting wet. Print it in PLA or PETG, add a flexible TPU seal and M3 screws for the spring hinge, and you're done. nine0004
Author: ZX82
Where to download: Cults
Dice
This dice is suitable for flat 3D printing and has a face size of 16mm.
Author: Devin Montes (MakeAnything)
Where to download: MyMiniFactory
Collapsible Coat Rack
Really cool coat rack. That's all there is to say about her.
Author: Komaru
Where to download: Thingiverse
Business Card Holder
Perfect for showing off your new business cards to your Wall Street friends. What could be more delightful than this Zippo card holder with flip-top lid.
Author: PentlandDesigns
Where to download: Cults
Pencil and pen holder
Iceberg or melting beehive? Be that as it may, this is a handy pen and pencil holder that is cheaper to print than to buy.
Author: BeeVeryCreative
Where to download: Cults
Groovi Monster Audio Amplifier
This is a passive smartphone audio amplifier that looks stylish and does the job well. It's called Groovi Monster for a reason.
Author: 3DShook
Where to download: Cults
Cup holder
Can be used not only as a cup holder, but also as a coaster for hot dishes. The dimensions of the template are easily adjusted to suit any size cookware. nine0004
nine0004
Author: jmdbcool
Where to download: Thingiverse
Clamp
Designed to hold different materials, including the ends of the wire in the coil. Also great as a clothespin replacement.
Author: Med
Where to download: Cults
Pencil Box
Suitable for storing all your desk trivia and trinkets (memory cards, rubber bands, pencils, paper clips, etc.).
Author: Monkey3D
Where to download: Cults
Headphone holder
This is a duck. Yes, you can hang headphones on it.
Author: Toshi_TNE
Download: Thingiverse
Polyhedral Succulent Pot
Unusual geometric pots for your growing succulent collection. These small pots can be configured to be connected together.
Author: PrintFutura
Where to download: Cults
Survival whistle
This is a survival whistle with original design. It is durable, easy to make and very loud (118 dB is more than enough to be heard in an emergency).
Author: Joe Zisa
Where to download: Thingiverse
Measuring cube
A simple and original measuring cube for the kitchen. On each side there are recesses for measuring the volume of ingredients (in cups - according to the American system, and in metric units for everyone else). It is best to print with PETG material, it is the safest for products. nine0004
Author: iomaa
Download: Thingiverse
Hinge
This is a parametric hinge that can be sized to fit your needs.
Written by Rohin Gosling
Download: Thingiverse
Car Eyeglass Holder
Attaches to your car's sun visor. Glasses will always be at hand.
Author: Trevor Long
Download: Thingiverse
Opener
The simplest things are usually the most useful. Convenient and easy to print opener. Covers the sharp edges of the cork as much as possible, protecting you from injury.
Author: Jeremy Peterson
Download: Thingiverse
Superhero Keychains
Sometimes you need to remind yourself of your hidden superpowers. Stylish and cool keyrings are well suited as a small gift.
Stylish and cool keyrings are well suited as a small gift.
Author: Formbyte
Where to download: Cults
Headphone stand
Will be useful for music lovers and gamers who use headphones a lot and often. After all, now they will no longer roll around anywhere.
Author: MakerBot
Download: Thingiverse
Bag Clip
The model consists of two printed parts. Allows you to keep packages closed and keep food fresh longer.
Author: Walter Hsiao
Download: Thingiverse
Plastic wrench
Handy wrench, but don't choose soft plastic to make it.
Author: Daniel Noree
Where to download: Cults
Sliding Decal
No more worrying about whether cups are clean or dirty right now in the dishwasher! With the help of a special mechanism, the slider easily changes the inscription on the plate.
Who made it: MiddleFingerBoss
Download: Thingiverse
Collapsible basket
Cool picnic item. A folding square basket with five sections is printed from several parts and then glued together. For product safety, it is recommended to use PETG plastic.
A folding square basket with five sections is printed from several parts and then glued together. For product safety, it is recommended to use PETG plastic.
Author: PatternToPrint
Where to download: Cults
Self-watering plant pot
Houseplants are dying from your forgetfulness? This will not happen again! This pot will water them by itself, and your conscience will be clear. nine0004
Author: Parallel Goods
Where to download: Cults
Maze Gift Box
Cash is not the most original gift. But if you present them in such a gift box, your friend will surely like it. The lucky recipient will have to work hard to get to the prize, because there is only one right way.
Author: Robert
Download: Thingiverse
Wired headphone holder
The headphones will now be protected from tangles and breakage.
Author: Robert
Where to download: Thingiverse
Tube Squeezer
Helps squeeze out the contents of the tube to the last drop. Wide enough to fit most tubes on the market. Printed in three separate parts.
Wide enough to fit most tubes on the market. Printed in three separate parts.
Author: Justin Otten
Where to download: Thingiverse
Webcam Shutter
The best thing for the paranoid and just for those who are uncomfortable being under the gun of a webcam. Instead of sticking tape or sticky tape over the lens, attach a slider shutter to the body and open it when you need a video call. nine0004
Author: Horizon Lab
Where to download: Cults
Hexagonal Prefabricated Drawers
Useful to free the table from the noodles of cables, wires and just every little thing. The design can be easily expanded if necessary.
Author: Dan O'Connell
Where to download: Cults
Wall Mounted Phone Shelf
Attach the shelf to a power outlet and place your phone on it while charging. The model also has a corner slot that holds your smartphone or tablet upright for watching videos. nine0004
Author: Tosh Sayama
Where to download: Cults
Card Shuffle Machine
Awesome item for poker lovers.