3D printer rings
💍 Best STL files 3D printed for rings・Cults
💍 Best STL files 3D printed for rings
Download free rings 3D files
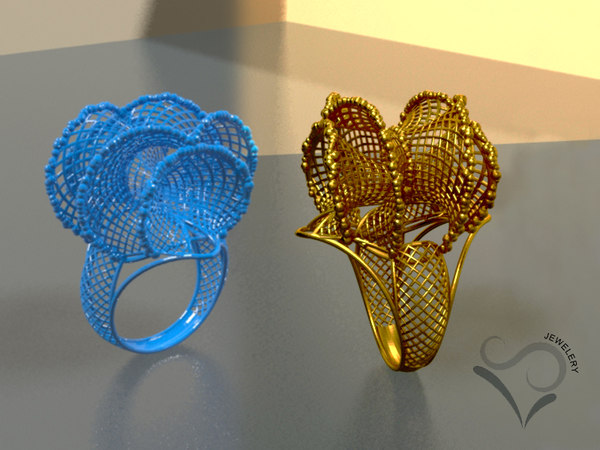
Discover our selection of 3D files of beautiful rings perfectly 3D printable to vary your jewelry or please your friends with new designs. You will find in this collection all the 3D models of rings to create an excellent and colorful look, your hands will look amazing thanks to a 3D printer!
Parametric Ring
Free
Pull Copter Finger Ring
Free
Ring - Folded faces
Free
direwolves
Free
Ring - Holes
Free
Ring Nasa
Free
Ring - Cubistic 2
Free
Ring - Latticed 3
Free
Ring - Hexagons
Free
Honeycomb Ring
Free
Animal Ring Collection - Dual extrusion version
Free
Ring - Diamond
Free
Modern Ring
€1. 43
Ring - Cubistic
Free
Primal Unisex Ring
€1.43
Ring - Wave
Free
Ring - Latticed 2
Free
the "Bling Rings"
Free
Minimal Ring Set
Free
Cigarette Glove Clip
Free
Wedding ring
Free
Primal Female Ring
€1.43
Valentines Set
Free
Dasaki skull ring
Free
Cute Cat Ring
Free
Ring - Nut
Free
Star Wars Rose’s Rebel Alliance Iris Ring
Free
Reaper ring
Free
ring
Free
h2-H0's Jewelry
Free
skull signet ring
Free
Dasaki punk skull ring
Free
Ring diabolo
Free
ANEL CORAÇÃO RING HEART
Free
Ring - Bevelled cylinder - holes
Free
Lion rings
Free
Primal Male Ring
€1. 43
43
bear ring
Free
Ring - Recessed pyramids
Free
normal ring
Free
Cigarette holder ring
€1
Ring - Square
Free
skullwings ring
Free
NFC RFID Rings
Free
Wanderlust Shell Ring
Free
MODULAR RING
Free
ring display
Free
Heart ring - Heart ring
Free
bear ring
Ring - Cubistic 2
Ring - Cubistic 2
Ring Nasa
Here is our selection of the best STL files of rings, all these creations are from the 3D models library Cults and are perfectly 3D printable.
This collection includes free 3D files of superb rings created by the great designers of our community. 3D printing makes it possible to produce an extreme variety of jewels and above all to adapt very easily the size and color. There are professional machines that can help you get these rings 3D printed in gold, silver or even brass. But with your modest 3D desktop printer, you can already do wonders and above all choose the PLA or ABS color that suits you best.
The 3D designers who propose their creations on the 3D file download platform Cults have really competed in ingenuity to make all these rings, if you download them, don't forget to post pictures of the result!
3d Printed Ring - Etsy.de
Etsy is no longer supporting older versions of your web browser in order to ensure that user data remains secure. Please update to the latest version.
Take full advantage of our site features by enabling JavaScript.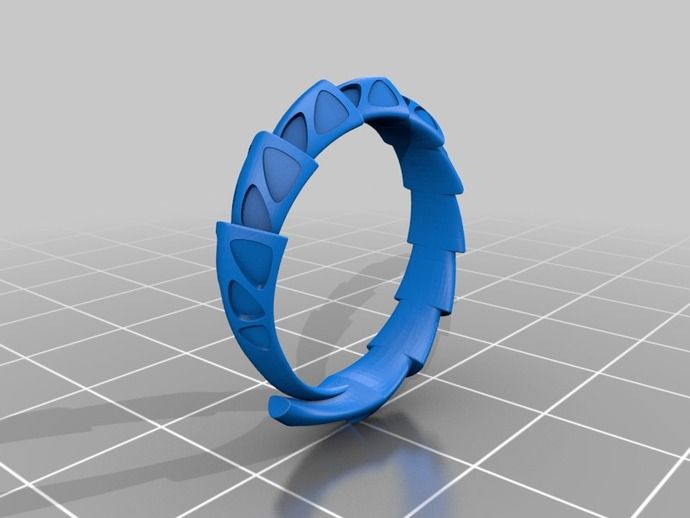
GERMANY Find unique items from around the globe that ship to Germany
(1,000+ relevant results)
💍 Best Ring 3D Printable STL Files・Cults
💍 Best Ring 3D Printable STL Files
Download Free Ring 3D Files
Discover our selection of beautiful 3D printable ring 3D files to diversify your decorations or please your friends with a new design. In this collection you will find all the 3D ring models to create an excellent and colorful look, your hands will look amazing thanks to the 3D printer!
In this collection you will find all the 3D ring models to create an excellent and colorful look, your hands will look amazing thanks to the 3D printer!
Free of charge
Finger ring
Free
Ring - Folded edges
Free
direwolves
free
Ring - holes
Free
NASA Ring
Free
Ring - Cubistic 2
Free
Ring - Latticed 3
Free
Ring - Hexagons
Free
Honeycomb Ring
Free
Animal ring collection - double extrusion version
Free
Ring - Diamond
Free
Modern ring
1. 43 €
43 €
Ring - Cubistic
Free
Ring Primal Unisex
1,43 €
Ring - Wave
Free
nine0008 Ring - Latticed 2Free
the "Bling Rings"
Free
Minimal Ring Set
Free
Cigarette Glove Clip
Free
Wedding ring
Free
Primary female ring
1.43 €
Valentines Set
Free
Dasaki skull ring
Free
Cute Cat Ring
Free
Ring - Nut
Free
Star Wars Rose's Rebel Alliance Iris Ring
Free
Reaper ring
Free
ring
free
h2-H0's Jewelry
Free
skull signet ring
free
Dasaki punk skull ring
Free
nine0008 Ring diaboloFree
ANEL CORAÇÃO RING HEART
Free
Ring - Bevelled cylinder - holes
Free
Lion rings
Free
Primary male ring
1. 43 €
43 €
Free
Ring - Recessed pyramids
Free
normal ring
Free
Cigarette holder ring
1 €
Ring - Square
Free
skullwings ring
Free
NFC RFID Rings
Free
Wanderlust Shell Ring
Free
MODULAR RING
Free
ring display
free
Heart ring - Heart ring
Free
bear ring
Ring - Cubistic 2
Ring - Cubistic 2
Nas ring
Here is our selection of best STL files of rings , all of these creations are taken from Cults 3D model library and are perfectly 3D printable .
This collection includes free 3D files excellent rings made by great designers in our community. 3D printing makes it possible to produce a huge variety of jewelry and most of all to easily adapt the size and color of . There are professional machines to help you get rings 3D printed in gold, silver or even brass. But even with your humble desktop 3D printer, you can do wonders and, above all, choose the PLA or ABS color that suits you best. nine0007
The 3D designers of offering their creations on the Cults 3D file upload platform really competed in ingenuity to make all these rings, if you download them, don't forget to post pictures of the result!
3D Printing and Jewelry: Basic Design Parameters, Supports and Orientation
Introduction
To better understand the methods and parameters for developing digital design for 3D printing, it is important to understand how the Form 2 stereolithography 3D printer works. In addition to the process of hardening and creating very thin layers of polymer using a laser, the layers are subjected to shear forces during printing, when the printer sheds and prepares each subsequent layer. Understanding the forces involved during printing helps in understanding the parameters for both design and printing. nine0007
In addition to the process of hardening and creating very thin layers of polymer using a laser, the layers are subjected to shear forces during printing, when the printer sheds and prepares each subsequent layer. Understanding the forces involved during printing helps in understanding the parameters for both design and printing. nine0007
This article assumes the use of knowledge of the CAD program in the modeling process with files that can be converted to STL or OBJ format. We used Rhino5, but the same principles apply to any CAD software you are comfortable with. The models shown as examples do not claim to be of aesthetic value, but were created to demonstrate the principles described.
Another technical process, casting, also influences how the model is developed. Just because you can print a model on your Form 2 doesn't mean it will run successfully. nine0250 Download detailed manual
3D printing mechanics
OVERVIEW
Printed parts are created on the Form 2 build platform in very thin layers, one per pass. After each layer is printed, the platform resets to allow the next layer to be printed. PreForm is free print preparation software from Formlabs. PreForm allows you to load multiple 3D files and then orient, position and support your designs before sending them to the printer. It is not a design tool or replacement for CAD software. nine0007
After each layer is printed, the platform resets to allow the next layer to be printed. PreForm is free print preparation software from Formlabs. PreForm allows you to load multiple 3D files and then orient, position and support your designs before sending them to the printer. It is not a design tool or replacement for CAD software. nine0007
PRINTING PROCESS
Form 2 uses a laser to cure a layer of resin between two surfaces dipped in a resin reservoir in a process called curing. The laser traces a path through the resin layer, defined by the cross section of your part at different heights, and starts at the "bottom" as shown in the PreForm software. PreForm assists in this process by cutting the slices to a thickness determined by the layer height you choose. For jewelry models with fine details, a layer height of 25 microns is recommended. The thinner the layer height, the more layers PreForm will form, resulting in finer details but longer build times. nine0007
The layout displayed in PreForm (Fig. 1) shows how the print will be built, where it is on the "floor" plane, from the "bottom" part to the top of the part. The view in PreForm is reversed in relation to how the part will be printed in the printer (Fig. 2). PreForm renders the bottom of the platform on top. In the printer, this surface sinks down into the resin bath, essentially building your part upside down.
1) shows how the print will be built, where it is on the "floor" plane, from the "bottom" part to the top of the part. The view in PreForm is reversed in relation to how the part will be printed in the printer (Fig. 2). PreForm renders the bottom of the platform on top. In the printer, this surface sinks down into the resin bath, essentially building your part upside down.
Figure 1: View in PreForm.
Figure 2: Printer Orientation
During the laser curing process, the resin adheres to the build platform and subsequent resin layers and adheres weakly to the optically clear silicone surface of the resin reservoir. The thickness of each layer is determined by the distance between the two surfaces. For example, when you set a layer thickness of 50 microns in PreForm, the machine will use this thickness to set the surface spacing for each successive layer (fig. 31). nine0007
After each layer has cured, the platform and attached layers must be peeled off the silicone surface of the resin reservoir. The reservoir moves sideways with respect to the platform to achieve this and must overcome the adhesive and suction forces holding the polymer layer to the silicone surface. Although they are significantly weaker than the forces holding the part to the platform, these lateral forces can cause distortion or distortion in the printed part if they are not compensated for. nine0007
The reservoir moves sideways with respect to the platform to achieve this and must overcome the adhesive and suction forces holding the polymer layer to the silicone surface. Although they are significantly weaker than the forces holding the part to the platform, these lateral forces can cause distortion or distortion in the printed part if they are not compensated for. nine0007
Resin flow in the tank, created by the lateral peel movement, is another force acting on the part. The platform rises above the surface of the resin tank to allow the cleaner to remove any particles or debris from the build area that might interfere with the hardening of the next layer, and circulates the resin in the tank (Figure 3.2)
Various resins used for printing are first cured in a specified shape after exposure to a laser beam. This initial molding process does not fully cure the polymer. 3D parts right after the printer are often referred to as being in the "raw state". nine0007
After printing is complete, the part must be fully cured with a combination of heat and light.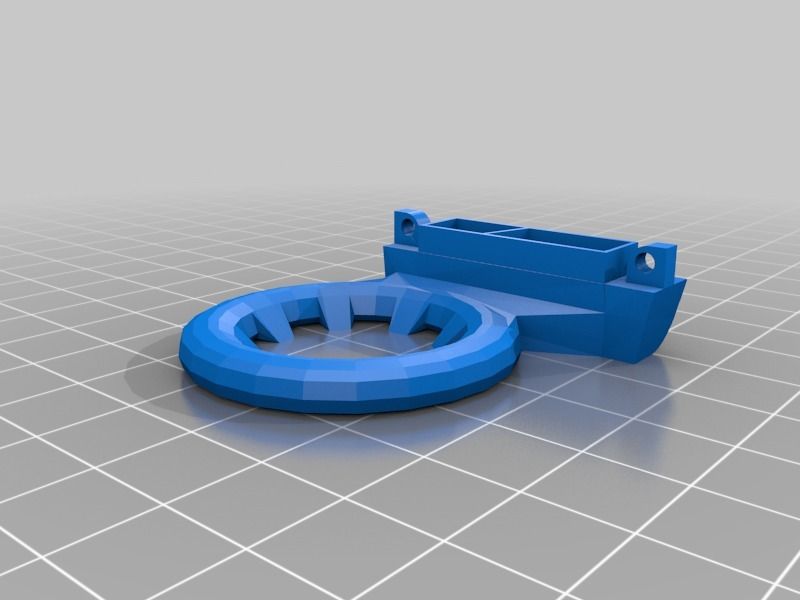 Standard materials such as grey, white and black resins can be used for presentation models in the "wet state" without further curing. Functional polymers, in particular Castable Resin, require additional curing as they are quite soft when wet. A fully cured part will result in a better casting result. Thin parts cure more easily than thick parts and the advantage of thin and light parts is that they have less mass to control during the peeling process. nine0007
Standard materials such as grey, white and black resins can be used for presentation models in the "wet state" without further curing. Functional polymers, in particular Castable Resin, require additional curing as they are quite soft when wet. A fully cured part will result in a better casting result. Thin parts cure more easily than thick parts and the advantage of thin and light parts is that they have less mass to control during the peeling process. nine0007
For more information about the curing process, see the booklet: How the mechanical properties of 3D stereolithography change during UV curing.
Fig. 3.1: Not actual size, layer height increased for details.
Fig. 3.2: Tank moves horizontally, platform rises, cleaner moves horizontally. Not actual size, layer height increased for parts . nine0272
Fundamentals of digital design for printing and casting
OVERVIEW
In addition to creating beautiful designs, jewelry designers must work within cost and process parameters, paying close attention to wall thickness and weight. Jewelry is generally designed to reduce weight due to material costs (precious metals) and wear resistance, while still giving the illusion of reassuring volume. Maintaining a low weight and low wall thickness helps achieve successful prints in a shorter time and requires less resin to build. A useful general resource on guidelines for technical details can be found in the Formlabs design specifications. nine0007
Jewelry is generally designed to reduce weight due to material costs (precious metals) and wear resistance, while still giving the illusion of reassuring volume. Maintaining a low weight and low wall thickness helps achieve successful prints in a shorter time and requires less resin to build. A useful general resource on guidelines for technical details can be found in the Formlabs design specifications. nine0007
The casting process has its own success parameters, which will be discussed in this section.
Just because you can print your design doesn't mean you can successfully apply it!
This document provides a broad overview of some of the fundamental principles of digital design for jewelry printing and casting, and therefore will only cover some of the basic principles and explanations. Please note that the following information is provided as one of many approaches to the technical aspects of digital modeling and we welcome feedback if you agree, disagree or use a different way to model your jewelry. nine0007
nine0007
WEIGHT AND MINIMUM WALL THICKNESS
As described above, significant forces are applied to the print as it is built in layers.
If a part is designed to be very heavy, it will require more support during the printing process than a lighter part. If the part is designed to be very light, other measures must be taken to ensure successful printing and casting.
When designing small, lightweight parts, follow the minimum recommended wall thicknesses for best results. The annular specimen shown below (Figures 4.1 - 4.3) is modeled to demonstrate the results of the same model with three wall thicknesses: 0.3 mm, 0.5 mm and 0.75 mm
The wall thickness of 0.3 mm (fig. 4.1) entails two main problems: the printable walls are not straight, but significantly concave. This is a result of these very thin walls being subjected not only to peel and flow forces during the printing process, but also to any slight shrinkage of the polymer during the print curing process and subsequent post-curing.
Casting not completely filled on one side due to thin walls. If multiple casting attempts are made, the part may or may not fill completely, but there is no way to overcome the warping of the printed part. nine0007
With a wall thickness of 0.5 mm (Fig. 4.2), we see a reliably filled filling, but there are some distortions and concavity in the side walls. We used the file to make some photographic cuts along the surface to show that the surface is indeed concave. It would be possible to continue filling to make this surface perfectly flat, but this would result in dangerously thin walls that would not support the load of a customer wearing the ring.
The 0.75 mm wall thickness (Figure 4.3) works well at this scale with reduced distortion. The same few surface cuts produce very slight surface depressions that can be easily filled flat without significant loss of wall thickness. The result is a structurally strong ring that will withstand everyday wear. nine0007
Fig. 4.1: Hollow center section with a wall thickness of 0.3 mm Pay attention to deformation of the surfaces and incomplete filling.
4.1: Hollow center section with a wall thickness of 0.3 mm Pay attention to deformation of the surfaces and incomplete filling.
Fig. 4.2: Hollow center section with 0.5 mm wall thickness Filling the entire flat surface shows contrast with the concave center wall.
Fig. 4.3: Hollow center section with a wall thickness of 0.75 mm Filling the entire flat surface demonstrates the integrity of the flat surfaces.
Large parts must be designed with practical weight for printing and fabrication. If the part is too heavy, the print will need a stronger network of supports so that it doesn't come loose from the assembly supports during the peeling process.
From a practical standpoint, heavy parts increase the material costs of both the final cast metal and the resin used for printing, and possibly cause customer dissatisfaction due to uncomfortable wearing. If a part is designed too light, it faces potential distortion caused by peel and cure forces.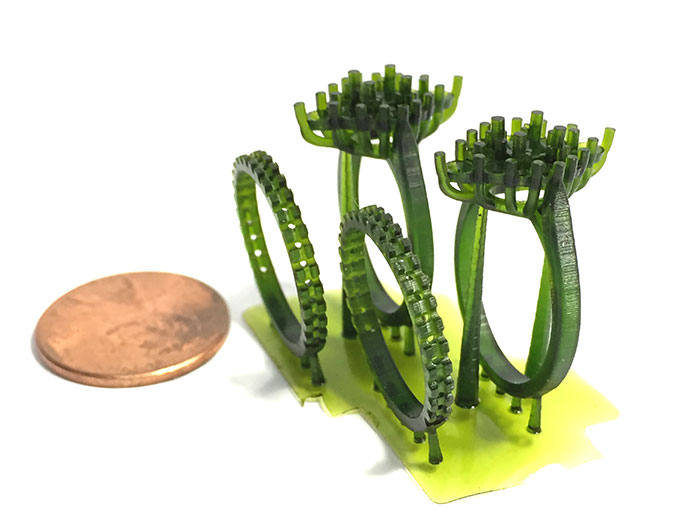 Parts that are too light cannot be cast due to walls or components that are too thin to properly fill during the casting process, as noted above for small parts. nine0007
Parts that are too light cannot be cast due to walls or components that are too thin to properly fill during the casting process, as noted above for small parts. nine0007
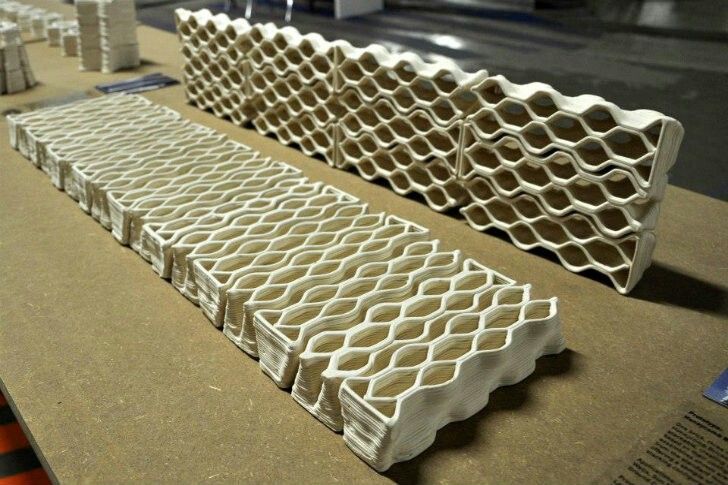
In general, in handcrafted jewelry, large pieces should be designed in hollow shapes with a minimum wall thickness that will maintain structural integrity and allow for everyday wear. The figure shows a 18mm wide hard bracelet that has a wall thickness of 0.9mm.
Three options are shown on the next two pages (Fig. 5.1 - 5.3) The first option (Fig. 5.1) is printed with a solid surface, except for a small hole with a diameter of 3.5 mm, which allows internal cleaning with isopropyl alcohol (IPA) and filling a hollow bracelet with molding sand for casting. nine0007
Figure 5.1: Digital and printed model of a hollow bracelet with one small sand hole. Note the support structure needed to assemble this part (see Orientation and Supports section).
The surface produced on the Form 2 is smooth and consistent, creating a shape and surface ready for small hole plate welding and finishing. Unfortunately, this part cannot be cast. nine0007
Unfortunately, this part cannot be cast. nine0007
The main reasons why any attempt to cast this part will fail are:
Washing and curing: It is very difficult to wash and cure the inside surfaces of this hollow mold, and uncured resin can react with the sand, causing a casting error.
Molding Sand 1 : It would be very difficult to completely fill the inside of the bracelet with sand, and even if it was completely filled, it would also be difficult to remove the sand after casting. nine0007
Sand 2 : When the polymer burns out, a large volume of sand is left in the shape of the inside of the bracelet, floating in a space known as the core, supported only by a 3.5 mm mixture cylinder, which was the hole. This small cylinder of sand cannot support this core, especially when the molten metal is poured at high speed into the flask.
The second option (fig. 5.2) simply adds more and more access holes to the hollow inner bracelet. These holes can be decorative and serve as an integral part of the design. nine0007
These holes can be decorative and serve as an integral part of the design. nine0007
Fig. Figure 5.2: Digital model of a hollow bangle with several large holes on the inside to allow for successful addition of sand and casting.
The third option (fig. 5.3) creates a bracelet from several parts. Use this approach if you want to cover all surfaces, or if you want to create a decorative pattern through the inside of a bracelet that has perforations too thin to successfully add molding sand and cast the bracelet as one piece. Building supports and keys in the model greatly simplifies assembly. nine0007
5.3: Digital and printed model of a hollow bangle with a decorative inner surface. This example shows a perforated filigree surface type split into multiple pieces (one of the six interior surfaces shown) that would prevent full and successful sand fillings when printed as a one-piece bracelet.
PROCLE SETTINGS FOR SMALL STONES
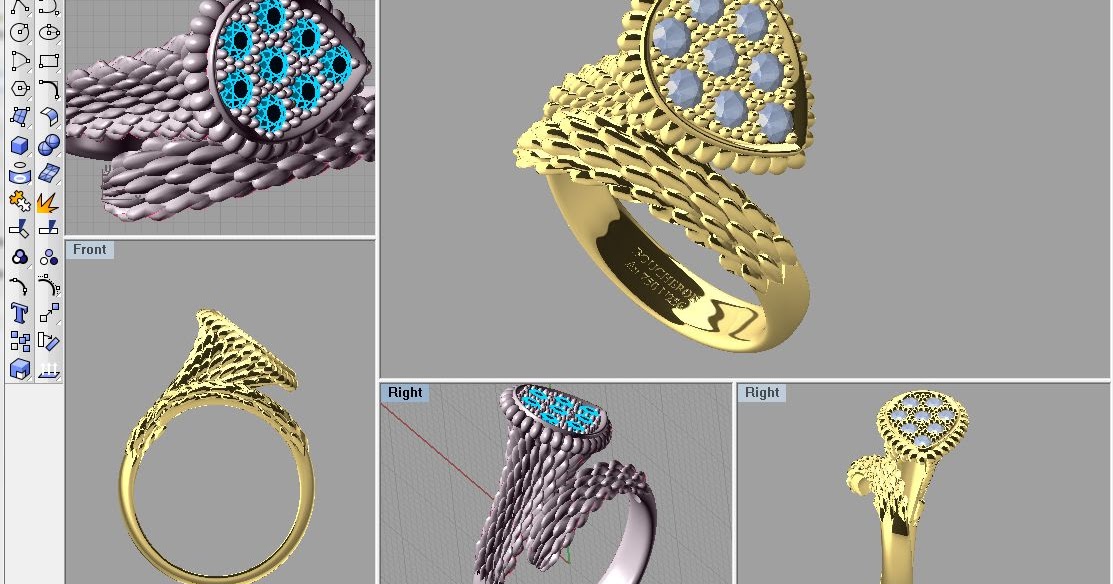
Most jewelry can be broken down into its individual components. All of these components must not only be printable, but also usable. If we look at traditional gemstone jewelry, we see separate stone settings (“settings”) and the structure to hold these settings together. Considering the example of a ring consisting of several bartacks, we can break these bartacks into prongs and frames. The ring shown below (Fig. 6) has an 8mm center stone and 2.5mm side stones. nine0007
All of these components must not only be printable, but also usable. If we look at traditional gemstone jewelry, we see separate stone settings (“settings”) and the structure to hold these settings together. Considering the example of a ring consisting of several bartacks, we can break these bartacks into prongs and frames. The ring shown below (Fig. 6) has an 8mm center stone and 2.5mm side stones. nine0007
For these 2.5 mm side stones, the rim thickness was 0.4 mm and the prong diameter was 0.7 mm. Although for such small parts the thickness of the rim can be successfully printed at 0.3 mm, such a thin wall can be problematic for casting.
If the casting is successful, finishing this casting can reduce this thickness to a dangerously thin wall. The 8mm center stone has proportionately larger bezel and prong dimensions of 1mm and this poses no problem for both printing and casting. nine0007
6: Digital, printed and cast model ring for 8mm center stone with 2.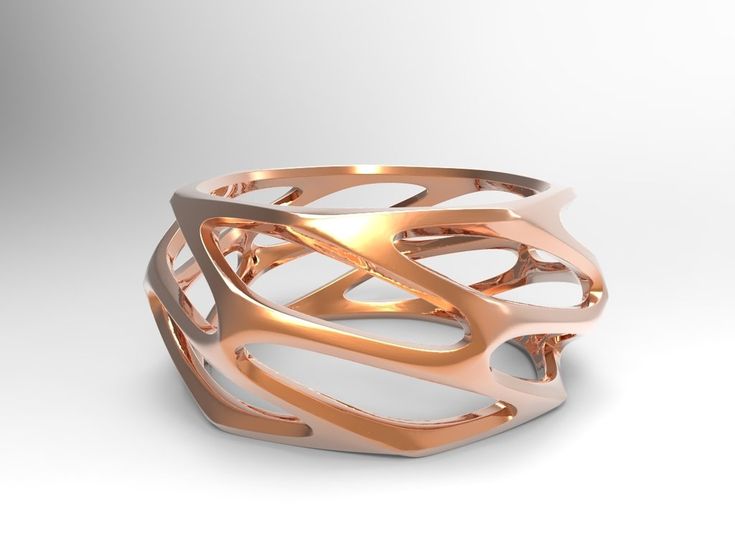 5mm side stones.
5mm side stones.
When smaller stones are installed inside the walls, similar considerations must be made regarding the thickness of the walls on either side of the stones and the diameter of the claw. For this type of structural and visual application, the wall thickness should be at least 0.5 mm and the prongs should be at least 0.5 mm.
If you create your model with vertical walls and the prongs close together to fill the space with rocks, the prong may merge with the side wall during the printing process (fig. 7.1). Even if it maintains its position, then the sand will almost certainly break at this point, and the prongs will merge with the wall (fig. 7.2 - 7.3)
CASTING AND GROUND NOTES:
Wax casting (or in our case, resin casting) is based on sealing the part with a refractory material, a sand, which forms the shape of the part and allows the molten metal to fill the exact the area of the part, after which this part is completely removed when burning at high temperature. Molding sand is very heavy, but as with very hard materials, it is also very brittle. nine0007
Molding sand is very heavy, but as with very hard materials, it is also very brittle. nine0007
Digital design for metal casting requires an understanding and planning of negative (molding) as well as positive (polymer or metal after casting) spaces.
In the example above, consider how little space is left between the prongs and the walls for sand. After some of the polymer has burned off, this very small piece of the mixture must withstand the force of the molten metal rushing into the mold at high speed. In this case it won't happen. nine0007
This gives two extremely important results:
- The sand breaks and the metal just runs freely between the prongs and the wall
- Tiny mixture particles are present in the molten metal mixture. These particles cause voids, and they can also appear in the metal near the surface. There are few things worse than a final polish showing pieces of the mixture.
These images show vertical walls and prongs, and a very thin sand line between prongs and wall. nine0007
nine0007
Figure 7.1: Digital ring model with 0.5 mm straight walls and 0.5 mm straight prongs.
Fig. 7.2: Injection printed ring, molded to burnout and cast, showing distance between walls and prongs.
Fig. 7.3: Mold sand after burnout of the molded part, before casting, showing negative spaces in the sand between the wall and the prongs.
One way to solve this problem is to add slope to the side walls and prongs (fig. 7.4 - 7.6). The "tilt" turns these walls and prongs so that they form a cone from the thicker base to the thinner top, and usually a 5 degree angle is sufficient to improve castability without being in the way. If the design allows it, then a large angle of inclination will always help better. nine0007
This creates a stronger piece with visually thinner edges and more space between the top of the wall and the prong so that the mix is stronger to withstand casting forces. There may be some space closure where the prong meets the wall at its base due to printed and cast artifacts, but the top of the space will be defined and more easily molded.
This space, which previously only existed in the digital file because it was too small to be cast before the slope was added, allows for safer casting and provides a guide for setting stones. nine0007
Although skew is outside the scope of this article, skew in such details in the model also improves results in the molding process and subsequent wax injection processes. See our document Vulcanized Rubber Injection Molding with 3D Printed Master Molds for more information on the process.
By applying the angle to our prongs, we increase the sand line between the teeth and walls to improve casting success. nine0007
Figure 7.4: Digital model of the previous ring (Figure 7.1) with a 5 degree slope in the side walls and prongs.
Fig. Figure 7.5: As before (Figure 7.2), the revised sand piece shows the enlarged space between the wall and the prong.
Fig. Figure 7.6: As before (Figure 7.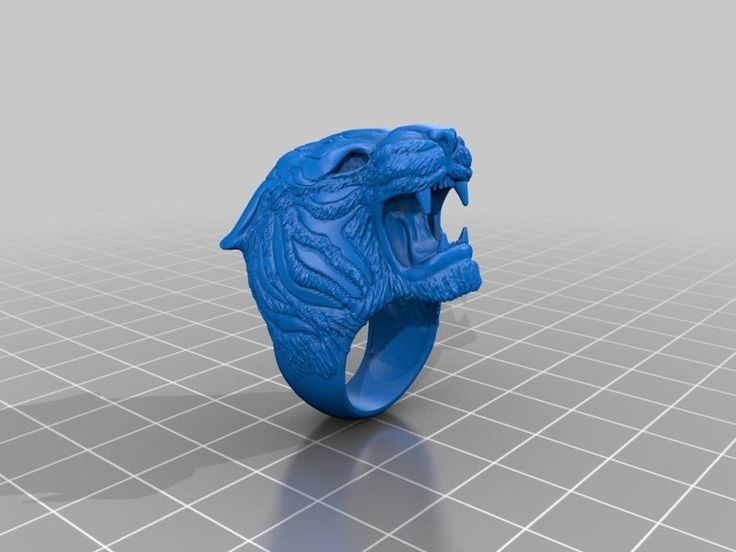 3), the sand after burnout of the revised part, showing the increase in the thickness of the sand between the wall and the prong
3), the sand after burnout of the revised part, showing the increase in the thickness of the sand between the wall and the prong
HOLES
For all practical purposes, holes should have a minimum diameter of 0.5 mm, and this diameter should only be used for holes in very thin material. You can use smaller holes, but the results may be inconsistent with both printing and casting. In the ring below (Figure 8.1), a 0.5mm hole has been modeled in the center of the bottom bartack bar (most likely this hole is not needed, but it's a good example!). Such a small hole in a relatively thick piece of metal runs the risk of sand breaking during casting and hole filling. nine0007
A filled hole can always be drilled, but as mentioned above, having a filled hole means there are broken sand particles in the casting that can cause a defect. One solution is to simply indicate the ends of the through hole by dividing the sphere at both ends of the hole, providing a guide for the drill (Figure 8. 2).
2).
Fig. 8.1: Digital model of a ring with a 0.5 mm hole that can be filled during casting. Please note that this hole size is for illustration purposes only. If it was a "real" model, the hole would be closer to 1.5mm and cast successfully.
Fig. 8.2: If small holes are needed, drill them after the part is cast. Create a shallow recess for which there will be no problems with casting. This will give an accurate drilling template.
Another solution for printing and casting small through holes (fig. 9.1) is to add an openwork decoration to the back of the hole (fig. 9.2). Not only does this help with printing and molding, but it saves weight and adds a decorative element. nine0007
Fig. 9.1: Casting the ring leaving small round holes behind the stones. Fig. Figure 9.2: Ring casting modeled with rectangular openwork holes around round stones to add visual interest and improve castability.
INTERNAL CORNERS
As we saw earlier, it is important to consider negative spaces in your design, especially internal corners, which can cause the problem of hard sand edges breaking into parts during casting. Consider the flow of metal into the mold and how to make this flow as smooth as possible. Sharp edges, rough finishes, and even sharp or compressed edges from supports that have not been completely removed can cause turbulence in the liquid metal. At best, the casting will be fine. In the worst case, this turbulence can cause porosity (imagine an oncoming wave). If possible, round the inner edges (fig. 10.1 - 10.2), and if the design allows, also the outer edges (fig. 10.3 - 10.4). Spend time finishing your print, smoothing surfaces and removing any artifacts
Fig. 10.1: Sharp corner (negative space) in shank shoulder, positive sand space may break during casting.
Fig. 10.2: By rounding a sharp inside corner, positive sands become much stronger. Overriding this angle by engraving when finishing is a simple solution.
Overriding this angle by engraving when finishing is a simple solution.
Fig. Figure 10.3: Sharp internal corners in this square hole create turbulence and a potential risk of sand breaking. nine0272
Fig. Figure 10.4: Rounding inside corners provides stronger edges and smoother metal flow during casting.
ENGRAVED DETAILS
Everyone wants an engraving inside the ring! If the images and text are large enough, engraving shouldn't be a problem. If very fine engraving is required, the best solution is to find a good laser, machine or hand engraver. In the examples given (Fig. 11.1 - 11.4), the letter E was used in different fonts. One ring has letters engraved to a depth of 0.3 mm (Fig. 11.1), and the other - to a depth of 0.5 mm (Fig. 11.3). As with any features built into a part rather than applied on top of it, these negative spaces must be created with a slope. The height of the smallest letters is 1.5 mm, and the smallest letters of decorative type tend to fail at both depths. This is mainly due to the sand not being able to handle these thin and intricate details, and also because your printer is approaching the limit of printing very small negative objects. nine0007
This is mainly due to the sand not being able to handle these thin and intricate details, and also because your printer is approaching the limit of printing very small negative objects. nine0007
These small letters seem to improve a little at the shallower depth of 0.3 mm, due to the fact that the mixture that fills these spaces becomes shorter and therefore stronger. When the mixture does not withstand loads, particles of this destruction can cause damage to the casting. For very small engravings, these should be outsourced; for large letters or images, find out how these objects can be printed
11.1: Printing a ring with an engraving depth of 0.3 mm. nine0272
Fig. 11.2: Casting of a ring with an engraving depth of 0.3 mm. Note that although the smallest font E is displayed, by the time the ring is completed and polished, the engraving may have lost all outline. 11.3: Printing a ring with an engraving depth of 0.5 mm.
Fig. 11.4: Casting of a ring with an engraving depth of 0.5 mm. Note that the smallest letter is better defined and may survive to the end, but not guaranteed
11.4: Casting of a ring with an engraving depth of 0.5 mm. Note that the smallest letter is better defined and may survive to the end, but not guaranteed
SURFACE RELIEF
When adding small details raised above the surface, consider the finishing process. Even the most perfect casting comes out with a matte surface, and in the case of resin prints, some artifacts appear due to the creation of layers during the printing process.
Although Form 2 produces an exceptionally smooth surface, these microscopic layers may remain visible in the casting. The surface of the casting is usually cleaned (polishing process), then polished (subtractive process) to obtain the final finish. The polishing process removes material and if the surface detail is too thin, that detail will be reduced and lose visual effect during the polishing process. nine0007
A simple and effective solution is to highlight the relief. The image below (Fig. 12) shows a 0.3 mm "wire" in a grooved shank. This will be lost or reduced in strength by the time the part is finished. By exaggerating the depth of the groove and the height of the "wire" while maintaining the same width of 0.3mm, the final finished parts achieve the desired effect better.
This will be lost or reduced in strength by the time the part is finished. By exaggerating the depth of the groove and the height of the "wire" while maintaining the same width of 0.3mm, the final finished parts achieve the desired effect better.
Figure 12: Digital image of the design relief on the left and exaggerated relief to achieve the designed effect after finishing. nine0272
WATERPROOF MODELS
To get the best print possible, it is important to make sure that your digital model is “waterproof”, which means that all surfaces of a solid object are joined without any open seams. Check for open seams using analysis commands such as "show edges" in your CAD program. Repairing models is not always an easy task and is beyond the scope of this article.
Another important detail to note is the difference between grouped components and logical components. Grouping collects several separate designs and allows them to be manipulated as a single part, while the logical process creates a single design from several separate designs. PreForm, whose software prepares models for printing on the Form 2, is able to eliminate many problems, such as open seams and grouped or logical details. nine0007
PreForm, whose software prepares models for printing on the Form 2, is able to eliminate many problems, such as open seams and grouped or logical details. nine0007
Grouped and "leaky" (as opposed to waterproof) parts are sometimes printed after repairs in PreForm. However, sometimes PreForm cannot fix all the errors in your file and allows you to print anyway. The image (Figure 13) is the same detail, one from a grouped file with some exposed edges, and the other from a logical and waterproof file.
The most reliable approach is to check and correct your digital models before sending them to the printer
Figure 13: The top print is the result of printing a file using grouped components without proper connection into a "watertight solid". The bottom seal is the result of the same elements, joined together correctly, forming a "watertight solid body".
Orientation and supports
SUPPORTS
As previously discussed, printed parts are built up by curing successive layers of resin between the build platform and the clear surface of the resin reservoir. The layers solidify in the space of the assembly area according to the geometry of your model. The layers must be bonded to the build platform or each hardened layer will just float in the tank. nine0007
The layers solidify in the space of the assembly area according to the geometry of your model. The layers must be bonded to the build platform or each hardened layer will just float in the tank. nine0007
Supports descend from the surface of the build platform to the part and maintain part anchoring so subsequent layers build accurately on top of each other without floating. The PreForm slider tool, located to the right of the screen, lets you drag them up and down to check each layer individually.
Check. that each layer can be traced from the bottom to the extreme points of your part. If the line cannot be drawn from top to bottom in case of overhanging objects. As you drag the slider tool, you may notice "islands" appearing. The printer will draw these shapes independently. This can result in floating spots of hardened material in the tank, which can cause problems later in assembly. One way to fix this is to provide support for any islands. In this way. You can draw a line from the bottom of the part, through the print support, to the end of your part. To learn more about this idea. Check out the “Local Miniatures and Islands” section in our tutorial video on “What the supports are for.” nine0007
To learn more about this idea. Check out the “Local Miniatures and Islands” section in our tutorial video on “What the supports are for.” nine0007
There are three options for supporting your part:
- PreForm automatically creates a support structure based on the parameters selected for density and touch point size
- PreForm automatically creates the support structure and you can edit the placement, size and number of touch points using the Edit button on the support screen. PreForm will generate touch points as small as 0.3mm. Small sizes have the advantage of supporting small details without obscuring them, but they provide less structural support. nine0452
- You can create your own support structure in your model. The small and light design of the jewelry may allow the use of simplified supports, as in some of the ring examples shown earlier, with only one large support at the bottom of the shank.
Eliminating additional supports makes cleaning and surface finishing easier, but may mean the part is not fully supported. Experiment, try different settings, and get to know your printer. nine0007
Experiment, try different settings, and get to know your printer. nine0007
One caveat must be made here: when printed parts fail, they leave residue in the resin tank, and then the resin needs to be filtered and the tank cleaned to remove such particles and ensure no contamination for the next print job (read the “Cleaning the Resin Tank” document). resin” for more information) After you have done this procedure several times, it will not take too long. So don't use this as an excuse to stop experimenting! nine0007
Fig. 14.1: spherical ring failure when printing with PreForm.
Fig. 14.2: Spherical ring with hole facing up (or down in the actual assembly so as not to trap the resin), the bottom surface of the sphere shows slight deformation.
Fig. 14.3: Spherical ring with CAD support and base, "wrong" orientation due to the possibility of trapping the polymer inside the sphere, actually gave the best result.
EFFECT OF ORIENTATION ON PRINTING
Printing success depends on how the parts are oriented during printing. For the simplest parts, orientation is less critical, but as parts become more complex, thoughtful and correct orientation becomes important. Be aware of the forces acting on each print layer: peeling and resin flow. When viewing a part in PreForm, the part is displayed on top of the build platform surface. The Form 2 platform prints upside down from the image shown in the PreForm. nine0007
There are two main hurdles to overcome this. First, printing large flat surfaces parallel to the build platform exposes these surfaces to significant peel and flow forces, and requires huge supports to print successfully. The simplest fix is to direct such surfaces in such a way that only portions of the surface are subject to printing forces at any given time. Second, hollow objects can trap resin if the opening of the object is oriented over the resin tray. Once the hollow part is sealed, the polymer can be trapped inside, deforming the final surface and adding mass during the peel/flow process. The easiest solution is to orient your part so that the opening of the hollow object drops into the resin tray. nine0007
Once the hollow part is sealed, the polymer can be trapped inside, deforming the final surface and adding mass during the peel/flow process. The easiest solution is to orient your part so that the opening of the hollow object drops into the resin tray. nine0007
The following examples (fig. 14.1 - 14.6) show different orientations of the same part, in most cases against the rules. For the spherical ring, the PreForm automatic angular orientation (Fig.14.1) was chosen, but for the square ring, the PreForm angular orientation (Fig.14.5) gave the best results in terms of accuracy and surface finish. The flat-topped square ring parallel and close to the assembly surface is predictable and shows that the surface does not meet the requirements (Fig. 14.4), with artifacts of this mismatch adhering to the surface of the part. A square ring with a single support built into the array (Figure 14.6) was printed almost exactly as planned by PreForm and would have been easier to clean up. The most important thing to take away from these examples is the importance of experimentation in learning how to use your printer. nine0007
nine0007
Figure 14.4: Square ring with flat face parallel to build platform, flat face does not meet requirements.
Fig. Figure 14.5: Best Performed PreForm Square Ring
Figure 14.6: An irregularly oriented square ring printed perfectly, creating a closed container with opening pointing up. nine0272
Part orientation can affect how many supports are needed. Use the Slider tool in PreForm to make sure all model details are supported. In these first examples (Figures 15.1 - 15.3), the ring was at an angle with low support density, and four of the unsupported prongs were not printed. The setting of the emerald is set in an intuitive vertical position (Fig. 15.4), and you can see that the inner corner of the very delicate heart shape is missing from the gallery (Fig. 15.5 - 15.6). For such a small part, it would be impractical to add support to this corner, as the cleaning can never be completely completed. This could have been prevented with the Slider tool. As soon as we flip the emerald setting so that the inner heart points are supported by the previous layers, they print perfectly (Fig. 15.7)
This could have been prevented with the Slider tool. As soon as we flip the emerald setting so that the inner heart points are supported by the previous layers, they print perfectly (Fig. 15.7)
Fig. 15.1: Angle ring.
Fig. Figure 15.2: Using the Slider tool in PreForm to view unsupported islands that will float away during printing.
Fig. 15.3: Ring printed showing incomplete assembly of upper large prongs due to unsupported islands.
Fig. 15.4: Setting the emerald in vertical orientation. nine0272
Fig. Figure 15.5: Using the Slider tool to make sure the inside of the heart shaped decor won't print successfully
Pic. 15.6: Seal of the emerald setting, showing that the inner points of the hearts are not printed. Also note that shrinkage occurs before and after the prongs are attached to the top bartack plate.
Another printing problem in this orientation can be seen where the prongs of the center stone are attached to the top frame of the bartack in both ring and bartack. Where the prongs are not attached to the shield, there is very little compression of the polymer due to the transition from a relatively heavy part to a much thinner part (Figures 15.6 and 15.8). nine0007
Where the prongs are not attached to the shield, there is very little compression of the polymer due to the transition from a relatively heavy part to a much thinner part (Figures 15.6 and 15.8). nine0007
Fig. 15.7: The setting of the emerald is reversed so that the inner heart objects are supported by the previous layers.
Fig. Figure 15.8: This ring has been printed in a vertical orientation and shows the prongs shrinking before it is attached to the top bar of the bartack
part of the length of a thin prong is built as it meets
Fig. 15.9: The setting of the emerald is oriented so that the transition from thick to thin is minimized, which greatly improves the blending of the prong into the frame.
Fig. 15.10: The ring is oriented so that the transition from thick to thin is minimized, which greatly improves the blending of the prong into the frame.
MOLDING IN BRIEF
We have already addressed some of the issues with molding printed parts, but there are other considerations to consider when casting or outsourcing the printed part. nine0007
nine0007
Where do you need a sprue or better question, where do you not need it? The sprue should be placed in a location that provides the best flow of metal into the mold and where it does not interfere with the structural components or make it difficult to clean the casting. If you are not sure where to place the sprue, ask your caster where they would like to place the sprue and discuss any problems with them.
What metal do you use for casting? Gold and silver are not problematic metals, but platinum is difficult to cast under the best conditions and even more difficult when casting polymers. When casting resins for platinum, most manufacturers recommend printing on a solid resin and then making a mold so the waxes can be used for casting (see our vulcanization documentation)
Even the best casters sometimes fail to successfully cast some parts. If your design is extremely complex, it would be a good idea to send an extra print in case the first casting is not successful.