Creality ender 5 3d printer review
Creality Ender 5 S1 3D Printer Review: Merely Competent Among Standout Competition
Despite some great innovations in 3D printing hardware and software in 2022, the new Ender 5 S1 from Creality doesn't do much to push the envelope. It's a decent printer, but needed more to really wow me.
7.0
Creality Ender 5 S1
$560 at Store.creality
You're receiving price alerts for Creality Ender 5 S1
Like
- Stable physical design
- Fast printing speed
- Good quality prints
Don't Like
- Needs a lot of bed leveling
- Lackluster design
At first glance, the $579 Ender 5 S1 ticks a lot of boxes. Based on the original Ender 5 from 2019, the S1 upgrades almost every piece of hardware to make this faster and more accurate than ever before. But taking a deeper look, a lot of what we see is decidedly middle of the road.
Creality Ender 5 S1
| Build volume | 220 x 220 x 280mm |
|---|---|
| Hot end | All metal |
| Extruder type | Direct Drive |
| Nozzle diameter | 0. |
| Nozzle max temperature | 300C |
| Build plate max temperature | 110C |
| Max speed | ~ 250mm/s |
| Supported material | PLA, PETG, ABS, TPU, ASA, HIPS |
| Auto bed leveling | Hybrid (CRtouch/Manual Wheels) |
| Filament runout sensor | Yes |
| Storage | SD card |
| Slicer | Creality Slicer, Prusaslicer, Cura |
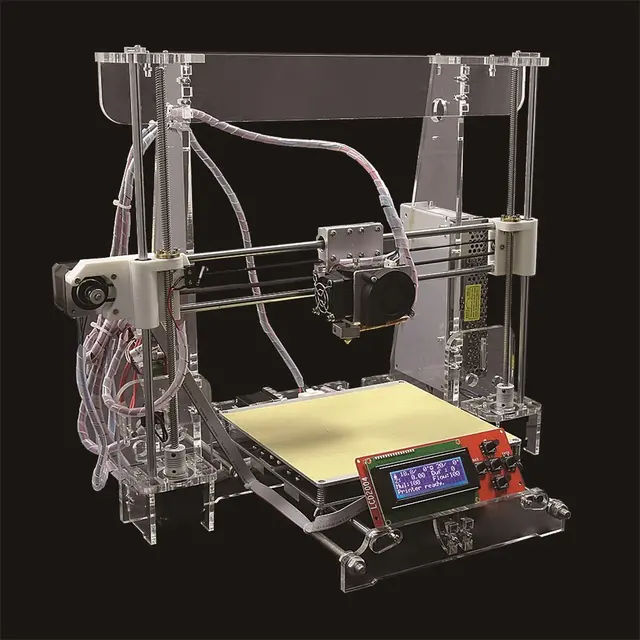
The build quality of this 3D printer is excellent, as I'd expect from the Ender line. All of the parts look and feel well-made. When you pick it up by the built-in handles, it has a heft that suggests a ruggedness that you don't get from cheaper models. Unlike the Ender 3, the Ender 5 is a CoreXY machine, so the bed moves up and down, rather than in and out, so it's much more stable at high speed.
All of the parts look and feel well-made. When you pick it up by the built-in handles, it has a heft that suggests a ruggedness that you don't get from cheaper models. Unlike the Ender 3, the Ender 5 is a CoreXY machine, so the bed moves up and down, rather than in and out, so it's much more stable at high speed.
Having an all-metal hot end and an extruder assembly that is direct-drive allows the S1 to handle a variety of different materials. The direct drive extruder makes it extremely easy to print with TPU -- a flexible filament you can make rubbery phone cases from -- and the all-metal hot end allows high-temperature filaments like ABS and PETG to be printed, too. High temperatures can destroy the small tube in a standard hot end, which would then need to be replaced after printing PETG or ABS for long periods.
James Bricknell/CNETThe print quality of the Ender 5 S1 is surprisingly good at the speed it prints, which is faster than many similar printers. While it says it can print at 250 millimeters per second, that doesn't tell the whole story, as the print speed is limited in the slicer to keep the quality high. Millimeters per second is used to measure how fast the print head can move while printing, as well as when no material is being extruded. It's an abstract number based on factory defaults, so it isn't always accurate when you get the 3D printer to your home.
While it says it can print at 250 millimeters per second, that doesn't tell the whole story, as the print speed is limited in the slicer to keep the quality high. Millimeters per second is used to measure how fast the print head can move while printing, as well as when no material is being extruded. It's an abstract number based on factory defaults, so it isn't always accurate when you get the 3D printer to your home.
I used a spider test print from E3D, which tests overhangs and bridging -- both notoriously difficult at high speed -- to test the Ender 5 S1. This file takes around 1 hour, 30 minutes to print on the Prusa Mk3s, a respectable time for one of the best 3D printers right now. The Creality slicer software included with the Ender 5 S1 estimates that same print at 1 hour, 9 minutes. If it was printing at the full 250 mm/s speed, it should be three times faster than the Prusa, but it isn't. In comparison, the AnkerMake M5 -- which also touts 250 mm/s print speeds -- estimates the same model to be printed in 22 minutes. So while the Ender 5 S1 is faster than most printers, it isn't as fast as the spec sheet promises.
So while the Ender 5 S1 is faster than most printers, it isn't as fast as the spec sheet promises.
Limiting the speed isn't a bad idea, per se. After all, the balance between speed and quality is important for 3D printers and the quality here is very good even on stock settings. The CNET test print showed no sign of stringing, which surprised me. Stringing occurs when there isn't time between each layer for the plastic to cool, so it oozes out in strings. This can occur when printers are too fast, but the Ender 5 S1 did a great job with all aspects of the test print.
I printed several Fotis Mint dragons, a skeletal hand and some lobsters, and they all came out looking excellent. This FlexiFactory dinosaur looks great, and all of his articulation works as it's supposed to, though it did take me several attempts to get the first layer to stick correctly.
James Bricknell/CNETThe Ender 5 S1 also comes with some advanced features, such as a filament runout sensor and power-off detection, though the auto-leveling system has advantages and drawbacks.
The auto-leveling still has a manual element and requires adjustment of the bed by tuning spring-loaded height adjustment wheels underneath. This means that the 3D printer is prone to losing its bed level after a few prints. While it might not seem like a big deal to keep releveling, it can be a pain and often leads to prints failing and materials lost. It also runs counter to the entire reason for auto-leveling, the removal of human error from the equation.
A year or two ago (and maybe $100 cheaper), the Ender 5 S1 would have floored me. But in a year when we're seeing a lot of innovation in quality, features and price, it doesn't stand out. If you can find it on sale for less than $450 it would be worth picking up, but there are better printers, like the $569 Anycubic Kobra Max -- a printer with true auto-leveling and a giant print size -- or the $799 AnkerMake M5, within a stone's throw of the Ender 5 S1's current price of $579.
Creality Ender 5 S1 Review: Premium features with more speed
Tom's Hardware Verdict
The Creality Ender 5 S1 is faster with more features than the previous versions of the open frame printer.
Why you can trust Tom's Hardware Our expert reviewers spend hours testing and comparing products and services so you can choose the best for you. Find out more about how we test.
Today's best Creality Ender-5 S1 deals
$89.99
View
$119.99
View
No price information
Check Amazon
Creality’s Ender 5 S1 is the latest rendition of its sturdy cube printer. Significant improvements have been made to the design, such as adding an all metal hotend, direct drive, auto bed leveling and a beefier, reinforced frame.
Retailing at $559 and ready to compete with the best 3D printers on the market, the Ender 5 S1 has a print volume similar to the less expensive Ender 3 S1 (with a bonus 10mm in height) but is more stable on the Z axis and more compact. This is because the print bed moves up and down, rather than back and forth. It’s not a Core XY machine, where the X and Y axis are driven together by belts, but it IS a lot smoother.
Creality claims the Ender 5 S1 can run at a blazing 250 mm/s, but the profile included with Creality Slicer is a more subdued 120 mm/s. When I changed the setting to 250 mm/s, prints were only a little bit faster. This is largely due to limits in acceleration – no printer can instantaneously hit maximum speeds then maintain them while going around corners.
Despite this, the machine is fairly fast for one still running Marlin. Its acceleration firmware limit is 3000 mm/s – whereas an Ender 3 S1 Pro is held to 500 mm/s. We can’t wait to see how much speed it gains when it is hooked to a Creality Sonic Pad and allowed to run on Klipper in a future review.
The Ender 5 S1 is equipped with a lightweight direct drive with an all metal hotend, something I love seeing on new printers. The melt zone for this hotend was borrowed from the Spider high temperature hotend, which improves the flow rate at the cost of requiring a longer nozzle. This could confuse buyers who accidentally buy the traditional MK8 nozzle used in every other Creality machine and find it doesn’t work with the Ender 5 S1.
- Creality Ender-5 S1 at GeekBuying for $89.99
Specifications: Creality Ender 5 S1
Swipe to scroll horizontally
| Build Volume | 220 x 220 x 280 mm (8.7 x 8.7 x 11 in) |
| Material | PLA/PETG/ABS (up to 300 degrees) |
| Extruder Type | Direct Drive |
| Nozzle | .4mm Spider |
| Build Platform | PC Spring Steel, Heated |
| Bed Leveling | CR Touch Auto Leveling |
| Filament Runout Sensor | Yes |
| Connectivity | SD card, USB Type-C |
| Interface | 4. 3 inch color touchscreen 3 inch color touchscreen |
| Machine Footprint | 425x 460 x 570 mm (16.7 x 18.1 x 22.4 in) |
| Machine Weight | 12.1 kg (26.6 lbs) |
Included in the box: Creality Ender 5 S1
(Image credit: Tom's Hardware)The Creality Ender 5 S1 comes with everything you need to get started: tools to build and maintain the printer, a big nozzle cleaner, side cutters, a scraper and an SD card with USB adapter. You also get a spare nozzle and a 200 gram sample of white PLA.
There’s a paper copy of the quick start guide to help you get set up. The SD card has three test models, the full manual in PDF format and a video to help you assemble it.
The leveling directions in the paper quick start guide I received were incorrect. Please use the PDF for guidance.
Assembling the Creality Ender 5 S1
(Image credit: Tom's Hardware)The Ender 5 S1 is a DIY kit, and needs quite a lot of assembly. I was able to build it in about an hour, but if this is your first kit printer you may need to set aside a bit more time. Though the parts were clearly labeled, the build guide was difficult to follow in spots and I ended up putting a few things on backwards. This caused some delay and frustration.
I was able to build it in about an hour, but if this is your first kit printer you may need to set aside a bit more time. Though the parts were clearly labeled, the build guide was difficult to follow in spots and I ended up putting a few things on backwards. This caused some delay and frustration.
Watching the included build video is quite helpful and I recommend digging it out of the box and watching it first.
Leveling the Creality Ender 5 S1
(Image credit: Tom's Hardware)The Ender 5 S1 Pro comes with a CR Touch installed, making leveling more accurate if not simpler. You still need to manually adjust the bed via adjustment screws, then the CR Touch probes the surface and compensates for any deformities in the bed.
The quick start guide has the wrong directions for leveling this machine. I followed these directions and the knobs nearly fell off.
The correct directions are in the PDF manual.
First select Leveling Method from the settings menu. Next, click the home button (a house icon) which brings the bed up to zero. Click the up arrows until the bed is nearly touching the nozzle.
Next, click the home button (a house icon) which brings the bed up to zero. Click the up arrows until the bed is nearly touching the nozzle.
Slide a piece of paper under the nozzle, and click one of the corners (labeled 2 - 5) and manually adjust the bed so that the nozzle scrapes the paper. Do this for each corner.
After manually leveling, click AUTO LVL →Start and the printer will immediately go into its leveling routine. It will tap 16 points across the bed with a metal probe and create a mesh to smooth out any high or low spots on the bed.
You’re not done yet – after the Auto Level you need to check the final Z Offset. Click the Home button again and slide a piece of paper under the nozzle. If you can’t get paper under the nozzle, tap the down button until you can. Now adjust this until the paper scrapes the nozzle.
It's difficult to get the Z height perfect using the paper method, but you can easily make adjustments on the fly during your first print. Observe the first layer going down, and if the nozzle needs to be closer or farther, tap the Z button on the screen and make an adjustment.
Observe the first layer going down, and if the nozzle needs to be closer or farther, tap the Z button on the screen and make an adjustment.
Loading Filament in the Creality Ender 5 S1
(Image credit: Tom's Hardware)The Ender 5 S1 has a direct drive with a reverse Bowden tube to guide filament up from a side mounted spool holder. To load filament you need to first trim the end of the plastic at a 45-degree angle – a pointy end feeds through the gears better.
Filament is pushed through the run out sensor on the top corner of the frame, then through the Bowden tube and into the direct drive. The tube is not clamped onto the extruder, so you can pull it off in order to see the filament. I find it easier to push back the tension lever and physically push the first few inches of filament into the drive.
Preheat the hotend by pushing Prepare on the main menu, then selecting the PLA or ABS present. You can also enter your own temperature. Once the hotend reaches the proper temperature, switch to the In/out menu (located at the bottom of the screen) and enter a number of millimeters to advance the filament. 50 mm is a good number to start – you may need to run more if you’re switching from a bold to light color.
Once the hotend reaches the proper temperature, switch to the In/out menu (located at the bottom of the screen) and enter a number of millimeters to advance the filament. 50 mm is a good number to start – you may need to run more if you’re switching from a bold to light color.
The Ender 5 S1 is an open frame 3D printer with a clean, compact design and relatively small footprint. The bed moves up and down rather than back and forth, yielding a smoother print that doesn’t suffer from Z wobble at taller heights.
Cable management is excellent on this updated version – I’ve seen older Ender 5 machines where bare wiring is allowed to run amok carelessly. This printer comes with a handful of custom clips as well as black zip ties to neatly secure the bundled wire to its frame.
The printer’s case and touch screen are combined into one smooth unit at the base of the machine and the spool holder is mounted sideways to the frame. All this keeps the footprint small and mostly square.
Another improvement in design is the addition of bracing – a pair of brackets steady the frame and two more are underneath the build plate.
Creality added hollow silicone bed mounts which fit over the leveling springs. Normally solid silicone mounts are used INSTEAD of springs. The theory is solid silicone mounts are more stable than springs and won’t vibrate loose over time. However, the unit I tested slipped out of level after a few days of printing. The leveling knobs don’t have a tight grip on the screw, which could be allowing them to slowly loosen after many hours of printing. Adding lock nuts or even a light threadlock to the leveling screws could help.
(Image credit: Tom's Hardware)The direct drive installed on this printer is said to be a Sprite, which I reviewed on the Ender 3 S1 Pro. However, this particular tool head has a custom cooling system and a hotend with aspects similar to Creality’s new high temperature Spider hotend .
This is one of those good news/bad news things. The good news is the cooling systems has a larger 5015 fan with wrap-around ducts channeling air to both the left and right sides. More good news is the Spider-like hotend has a titanium alloy heat break and a larger heater block – this allows filament to flow hotter and print faster. All metal hotends also jam less frequently since there’s no PTFE tube touching the metal where it can start to burn and degrade with time.
(Image credit: Tom's Hardware)The bad news is the larger Spider melt zone requires a longer Spider nozzle. Nowhere in either manual does Creality tell you the nozzle is non-standard.
The Spider nozzle lands somewhere between E3D’s Volcano and Creality’s normal MK8 nozzle. It’s been out long enough – this nozzle was first used in the Ender 7 – that third party manufacturers like Microswiss started making upgraded replacement nozzles , so you’ll have choices when shopping for replacements. But you need to know what you’re looking for.
I’m concerned that calling this new tool head a Sprite and not a Spider will lead to someone attempting to stick an ordinary MK8 into their Ender 5 S1 extruder. It will fit – the diameter remains the same, but the shorter length will leave a gap and cause filament to puddle within and form a nasty clog.
The removable build plate is made of coated flexible steel, which is awesome. The surface is a bit of a let down since the soft PC coating is easily damaged. My plate already suffered a few scratches, including a deep gouge resulting from that typo I talked about in the leveling directions. The surface does a good job of holding onto prints, but if your Z height is a bit too close you’ll end up embedding plastic into the surface. No fun.
Thankfully the bed is a standard Ender size and the plate can be easily replaced. I’d recommend swapping it with this double-sided PEI plate from Comgrow that has both smooth and textured surfaces.
If you’re interested in printing a lot of ABS, you should consider adding an enclosure to this machine to protect it from drafts and keep the build area toasty. You can add a simple tent style enclosure for less than $100.
Preparing Files / Software
This actually printed in 52 minutes, not an hour and 14 minutes. (Image credit: Tom's Hardware)The Creality Ender 5 S1 comes with a copy of Creality Slicer 4.8.2. This is a custom version of Cura and includes profiles for every printer Creality has ever made. You could use Cura or PrusaSlicer if you like, but as there’s no default profiles available for 3rd party slicers you’ll have to modify the profile for the older Ender 5 Pro.
The first thing I noticed was the default profile is set at 120 mm/s, much lower than the 250 mm/s Creality claims the printer can do. Acceleration is also set to 500 mm/s, when the machine itself has a Max value of 3000 mm/s. Thankfully, Cura cannot override the machine’s settings unless “Enable Acceleration” is checked – if you leave it unselected, Cura only uses that data for estimating print time.
This means Cura’s stock estimates are wildly inaccurate. My 250 mm/s Benchy printed 24 minutes faster than Cura thought it would. You can find the machine’s actual limits on the control panel (under WHAT). When I plugged these numbers into Cura (3000 for acceleration and 15 for jerk) the estimates became closer to reality, but not perfect.
However, the difference between 120 and 250 mm/s may not matter much, because the actual speed difference is tiny. On a Benchy the difference is only 3 minutes. This is because the machine needs to accelerate to the top speed, then slow down before turning a corner. Just like your car, it can’t reach top speeds instantaneously. Even if a print covers the entire bed it will rarely hit the maximum speed.
Printing on the Creality Ender 5 S1
The Ender 5 S1 comes with a generous sample spool of PLA, but you’ll need more before you know it. Check out our guide to the best filaments for 3D printing for examples of our favorite materials when you’re ready to add to your supply.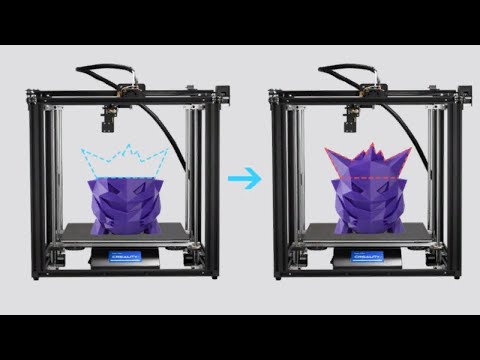
The first print I ran on the Ender 5 S1 was a pre-sliced rabbit that came preloaded on the SD car. I used the sample spool of white PLA and it printed cleanly without problem.
Creality Test Rabbit. (Image credit: Tom's Hardware)Next came several Benchy’s to test the Ender 5 S1’s quality at speed. The Benchy seen on the left was printed at Creality’s suggested speed of 120 mm/s, which printed in 1 hour and 11 minutes. The one on the right is printed at 250 mm/s, the top speed listed on Creality’s website. It printed in 52 minutes. That’s an HOUR faster than an Ender 3 S1 printing at with standard settings and a recommended speed of 50mm/s.
The difference between the 120 and 250 Benchys are negligible – the faster boat on the right has a little rough spot along the door and some stringing at the stern. Printed in Prusament Galaxy Silver.
Creative Tools 3D Benchy. (Image credit: Tom's Hardware)One of the best reasons to buy a printer with a bed that doesn’t fling back and forth is the ability to make smooth lithophanes. Lithophanes are thin 3D printed photos that reveal an image when light is placed behind it. The smoother the print, the cleaner your photo. This was printed with the sample PLA at a .16 mm layer height at 120 mm/s and only took 4 hours and 42 minutes. By comparison, my Ender 3 Pro had to be slowed to 40 mm/s to achieve a decent lithophane and took over 10 hours to print the same image – and it’s not this smooth.
Lithophanes are thin 3D printed photos that reveal an image when light is placed behind it. The smoother the print, the cleaner your photo. This was printed with the sample PLA at a .16 mm layer height at 120 mm/s and only took 4 hours and 42 minutes. By comparison, my Ender 3 Pro had to be slowed to 40 mm/s to achieve a decent lithophane and took over 10 hours to print the same image – and it’s not this smooth.
PETG was very impressive, and the Ender 5 S1 printed these two print-in-place flexi alligators with no issues or stringing. Both were printed with 3 walls for strength, but 15% lightning infill and .2 layer height for speed. The one on the left was printed at 120 mm/s in 1 hour and 17 minutes. The one on the right was printed at 250 mm/s and printed just a few minutes faster at 1 hour and 13 minutes. This is another case where the printer simply can’t achieve it’s highest speeds due to the complexity of the print. The alligators are printed in Inland Green PETG .
The alligators are printed in Inland Green PETG .
The Ender 5 S1 has an all metal hotend, which means it can run at higher temperatures without risk of damaging a PTFE tube and causing clogs. The open frame is not the best environment for some materials like ABS, but this printer is in a draft free room so I tried it anyway. I was rewarded with a beautiful print that didn’t warp or string. This was printed at 120 mm/s with a .2 mm layer height and took 25 minutes to print. Printed in Inland Blue ABS .
Mocodroid’s Snack Shark Clip. (Image credit: Tom's Hardware)Lastly, we have a TPU Cute Octopus, which I was able to print at regular speed without needing to slow it down. This is one of the best TPU prints I’ve seen in a long time and required no clean up at all. It was printed at 120 mm/s with a .2 mm layer and took 1 hour and 35 minutes to print. An Ender 3 S1 would take at least 4 hours to print this. Printed in Matterhackers Build Series Purple TPU.
Printed in Matterhackers Build Series Purple TPU.
The Ender 5 has seen a lot of improvement between the Pro and S1 editions. It’s now faster, easier to level, less likely to jam and more sturdy to prevent vibrations from marring prints. It would be nice if the Ender 5 S1 also came with a more durable bed surface, but this is a part you can easily upgrade when needed.
Retailing at $559, the Ender 5 S1 is a great 3D printer for makers looking for an Ender sized machine that takes up a little less space while moving quite a bit faster than traditional Cartesian printers. With an all-metal hotend and CR Touch, this is one of our best 3D printers right now.
Creality seems to be capitalizing on the 3D print community’s obsession with speed, and may be overselling the Ender 5 S1’s capabilities a bit. It’s not as fast as the AnkerMake M5, which truly runs at 250 mm/s as is our favorite fastest printer.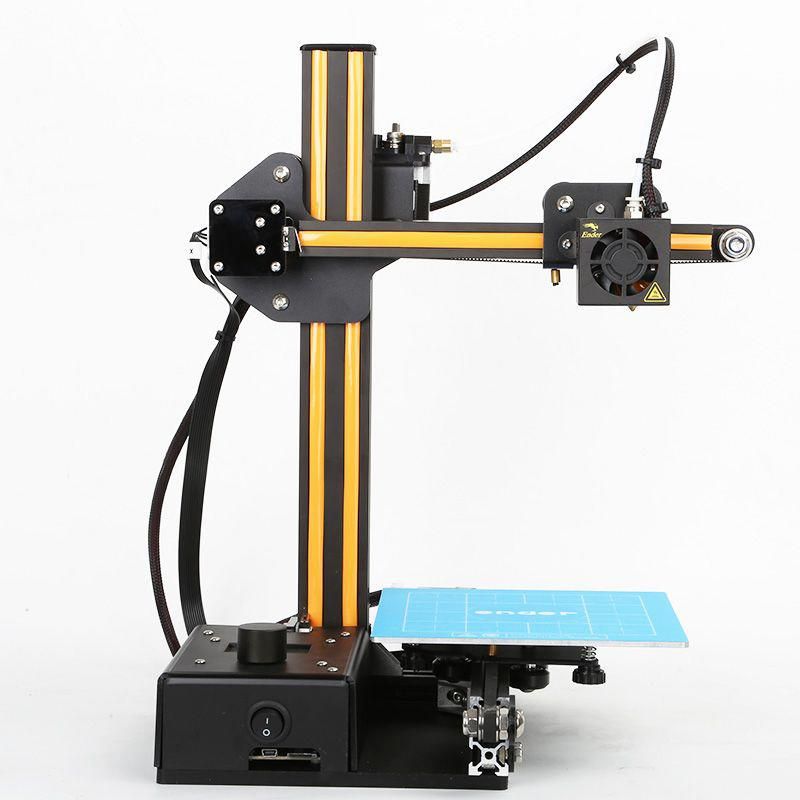 But this machine can reliably hit 150 mm/s and can certainly run circles around an Ender 3 S1. It’s definitely
But this machine can reliably hit 150 mm/s and can certainly run circles around an Ender 3 S1. It’s definitely
My only real issue with the Ender 5 S1 is how Creality did not draw attention to the longer high temperature nozzle they’ve slid into the customized Sprite extruder. Hopefully they can update the manual or website to let people know what replacement will be needed.
MORE: Best 3D Printers
MORE: Best Resin 3D Printers
MORE: Best Filaments for 3D Printing
Denise Bertacchi is a Contributing Writer for Tom’s Hardware US, covering 3D printing.
Creality Ender-5 Pro 3D Printer Review
Welcome to the Color World.
For the past few years, Creality has been the leader in the production of home budget FDM 3D printers. In particular, their most popular Creality Ender-3 printer.
At the moment, there are already several of its modifications. But in parallel with them there is another line of printers - Ender-5. And today we want to tell you about one of its versions. Creality Ender-5 Pro. nine0003
But in parallel with them there is another line of printers - Ender-5. And today we want to tell you about one of its versions. Creality Ender-5 Pro. nine0003
Unpacking
We will not delay the introduction and move on to unpacking and assembly. The printer comes in a fairly large box in a semi-disassembled state. On top is paper detailed assembly instructions and some more waste paper.
Mounted screen.
Extruder motor with feeder
Z-axis mechanism assembled. nine0003
Portal with X and Y axes, also completely finished, with a hot end and all belts.
A table with an already glued elastic magnetic substrate and a wire, at the end of which an XT60 connector is installed.
And at the very bottom of the box there are 4 vertical profiles 20x40 cm.
The lower part of the case with the control unit and all wires. nine0003
nine0003
Also included is a 250g spool of white PLA plastic.
And a box with tools and fasteners.
In addition to assembly screws, a filament spool holder, and a power cable, the box contains: a bunch of zip ties, a nozzle cleaning needle, a set of hex keys, a wrench, a small screwdriver, the most common side cutters with soft blue handles, a spare nozzle, a Teflon tube fitting and several clamps for fittings. MicroSD card 8GB with card reader. And a simple metal spatula. The set is quite standard, only tweezers are missing. nine0003
Control unit
While the printer is not assembled, let's look at the control unit. It opens from the bottom, the cover is held on by 4 screws. There is also a power supply and a control board.
The power supply is quite standard for printers with such a printable area, 24 volts 350 watts in a low profile case. However, unlike the Ender-3 Pro printers, it is branded here, but not MeanWell. The logo says Lian Lida, what kind of company, we, unfortunately, do not know. nine0003
The logo says Lian Lida, what kind of company, we, unfortunately, do not know. nine0003
But the control board upset us a little. Despite the fact that Creality already has 32-bit boards on STM32 microcontrollers and they put them on the Ender-3. Here stands, one might say, an already outdated 8-bit board, also on a far from the most advanced Atmega1284 microcontroller.
I am glad that the drivers soldered on the board are not noisy A4988, but already quiet TMC2208, although they are also not the most modern, and also connected in the so-called Standalone mode. This means that it is not possible to fully use their functionality. Well, okay, at least something. nine0003
Assembly
Let's move on to assembly. It's not complicated here, especially if you follow the step-by-step instructions. We fasten 4 vertical racks to the bottom.
We install the portal from above and also fix it with screws.
We fasten the Z-axis mechanism to the back wall of the printer with 4 screws.
And already to this mechanism we attach the table itself with the frame. nine0003
On one of the vertical profiles we fix the extruder motor with a feeder on screws with T-shaped nuts.
We insert a Teflon tube into it and fix the fitting with a plastic bracket from the kit.
Install the holder for the spool of filament under the feeder
And the screen on the front of the printer. nine0003
After that, it remains only to connect and run all the wires so that they do not interfere with the movement of the printer nodes. All wires are marked and there should not be any difficulties with this.
Mechanical
So, the printer is assembled. Let's look at it in more detail. We have already seen electronics and electrics, so let's move on to mechanics. The declared print area is 220 x 220 x 300 mm. nine0003
We have already seen electronics and electrics, so let's move on to mechanics. The declared print area is 220 x 220 x 300 mm. nine0003
The printer uses Cartesian kinematics, commonly referred to as MakerBot after the company that first started using it.
The kinematics are simple, fairly reliable, but far from the fastest, since when the Y-axis moves, the X-axis motor moves along with the extruder and the beam.
To move the X and Y axes, the OpenBuilds system is used, that is, rollers that roll on aluminum V-shaped profiles. 4 rollers on two Y-axis carriages and 3 rollers on the X-axis carriage. nine0003
On all carriages, eccentrics are provided on one side, allowing you to adjust the pressure of the rollers.
On any printers with such a movement system, before the first start, you need to check if the rollers are set correctly and adjust them if necessary.
The rollers should be pressed so that nothing dangles, but at the same time it is not pinched. After all, this will directly affect the quality of printing and the durability of the rollers. nine0003
In our case, we only had to slightly loosen the rollers of the X-axis carriage.
It also makes sense to check the belt tension. The X axis has one, its tension is carried out by shifting the return roller on a small area.
The Y-axis has two belts, they are also tensioned, but it must be borne in mind that their tension should be as uniform as possible.
nine0017
Both axles are driven by NEMA17 motors. At the X axis it is normal, and on the Y with a through shaft, the motor itself is fixed in the center.
The decision is quite logical.
The Z axis is implemented differently. It runs on two 10mm shafts with linear bearings and is driven by a NEMA17 motor through an 8mm 2-way screw.
The coupling connecting the motor with the screw is rigid split.
The brass nut is ordinary, fixed on the table platform.
The platform itself is made of 4 mm aluminum sheet.
There are no stiffeners, the platform is absolutely flat. At first glance, it doesn't look very reliable.
But, looking ahead, we can say that this does not affect the quality of printing and stacking layers. However, it will not be superfluous to strengthen it.
The heated table is made in exactly the same way as the Ender-3 Pro, 3 mm aluminum sheet with a glued magnetic surface. From above, a flexible substrate with an adhesive coating is “magnetized” to it.
The wires coming from the table are not fixed in any way. nine0003
Of course, with such kinematics, the table does not make constant fast movements, but it is still not safe.
Printer calibration
There is no auto-calibration of the table. We manually move the carriage around the corners and center of the table, placing a sheet of paper under the nozzle and twisting the large comfortable adjusting knobs until we achieve the same pressure over the entire surface. The leaf should move with little resistance.
In general, the standard procedure.
Construction
A bowden extruder is installed here, the feed mechanism is placed on the printer body, and the filament is fed to the hotend through a rather long Teflon tube.
The feeder can be called already outdated - aluminum MK8, most manufacturers try not to use them and have long since switched to geared feeders like Titan or BMG, not to mention more modern solutions. nine0003
MK8, of course, also works and performs its tasks, but has problems, for example, when printing with soft flex plastics. Adjustment of a pressing of the giving gear wheel to a counter roller is provided.
The hot end is the same as the Ender-3, it is called CR10.
Also not the most modern solution, however, this hotend showed itself normally on other models and, if used correctly, does not cause significant problems. The thermal barrier in the hot end is through, the Teflon tube goes straight to the nozzle. nine0003
By the way, on such hotends, before the first print, it is advisable to get a Teflon tube and check how it is cut off. The cut must be as even as possible, otherwise the tube will not be able to fit snugly against the nozzle, and plugs will occur.
Our tube was quite even, but just in case, we even trimmed it.
The top of the hot end is covered with a metal casing.
To cool the hot end radiator, a conventional 4010 axial fan is used, and a 4010 turbine fan is used to blow the model. nine0003
The casing is exactly the same as on the Ender-3. And it has a long-known minus, the radiator cooling fan blows down on the model and can cause difficulties when printing with plastics that are prone to shrinkage and do not require airflow.
And it has a long-known minus, the radiator cooling fan blows down on the model and can cause difficulties when printing with plastics that are prone to shrinkage and do not require airflow.
On the other hand, there are many alternative Ender blowers on the internet, the only thing to consider is that the bottom bracket on the Ender-5 is longer than on the Ender-3, and many models of blowers are attached to the bottom bracket on the right. nine0003
You need to choose a model that is suitable for this particular printer.
As for the strength of the frame of the entire printer, everything is fine here. Due to the use of a 20 x 40 mm profile as vertical posts, the entire frame is very strong and does not wobble at all.
The printer is controlled using a simple non-touch screen 12864 with an encoder. nine0003
This may seem like a disadvantage to some, but practice shows that such screens work stably, do not affect printing in any way, and also have a fairly large functionality.
Seal
Turn on the printer and try to print. The power button, MicroSD card slot and MiniUSB port for connecting to a computer are located on the front side of the control unit, which is convenient.
nine0017
We send all axes home and face the first oddity. The X and Y axis limit switches are on the right and rear, respectively.
In this case, clicking on them assigns zero coordinates to the axes. Zero points are usually located on the left front and all slicers are designed for this location. As a result, by exposing models in the default slicer, they will be printed backwards. A strange solution, even if it was not possible to install the limit switches in another place, it was possible to configure the firmware so that when you click on them, not the initial, but the final coordinates are assigned. In general, not very convenient, but not critical. nine0003
Test models
We calibrated the table, refilled the Tiger3D red PLA plastic and printed some routine tests. XYZ cube, Benchy boat, low poly fox and small vase in spiral mode. The models are standard, but from them you can immediately understand how well the printer can print. The speed was set to an average of 30 mm / s for the outer contours and 60 mm / s for everything else.
XYZ cube, Benchy boat, low poly fox and small vase in spiral mode. The models are standard, but from them you can immediately understand how well the printer can print. The speed was set to an average of 30 mm / s for the outer contours and 60 mm / s for everything else.
The result was very worthy. The cube is even, the corners do not protrude, the layers are laid quite evenly, there is no echo, the deviations in size are insignificant within one tenth. nine0003
Everything is fine with the benchy boat. There are no strings at all. Even the airflow was enough on a strong inclination in front, although it must be borne in mind that this side of the boat was turned directly towards the fan. The windows also turned out well, there are no hints of sagging.
The fox was also printed with its muzzle turned towards the airflow, and it turned out perfectly.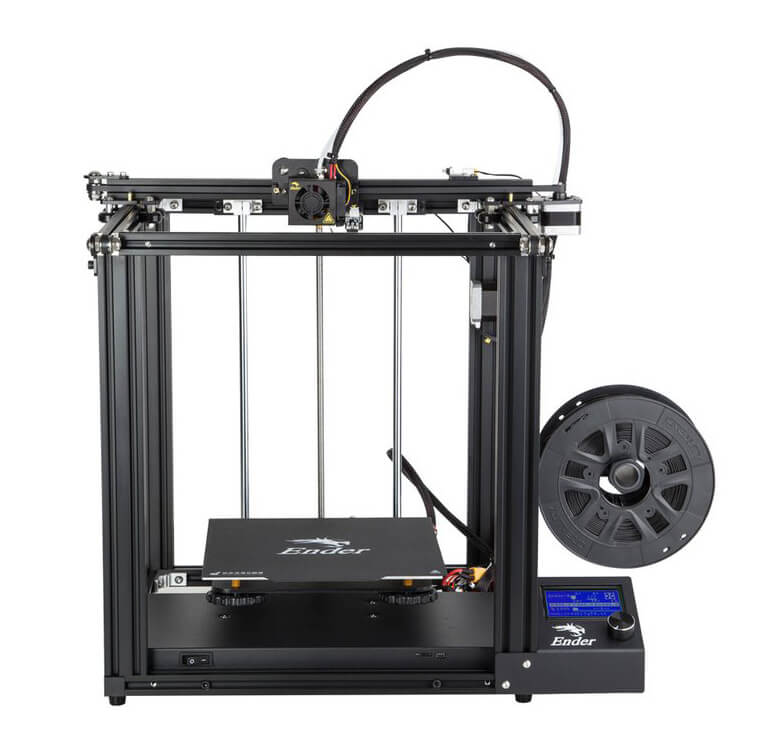 Everything is smooth, smooth. The seam of transitions between layers is almost invisible.
Everything is smooth, smooth. The seam of transitions between layers is almost invisible.
Yes, and there are no complaints about the vase, the layers are laid evenly, there is not a single flaw on all surfaces.
nine0017
Printing models
Filled with gray PLA + Tiger3D and tried to print a more interesting model. This is an easter egg from blogger Makers Muse. It consists of three parts that are printed in each other and do not touch each other. And after printing, these parts should be able to rotate. True, we increased the model to 200%, therefore the gaps between the parts also increased, but in any case, this is a rather complicated model.
Most printed without any problems. From above, where strong slopes begin, difficulties appeared, the edges were bent upwards, the nozzle touched them and the thin high parts swayed a little. Because of this, bulging layers are visible in some places. However, the model was printed to the end and when removed from the table it immediately started working. All parts are free to move. nine0003
Because of this, bulging layers are visible in some places. However, the model was printed to the end and when removed from the table it immediately started working. All parts are free to move. nine0003
The next model is also printed assembled. It is a folding box. Printed folded and has many moving joints. All parts are interconnected by small jumpers so that nothing falls during printing. Then they are removed from the printed model. There were no problems. Some of the layers that were in difficult areas are sticking out a little. But all the mechanisms work, nothing stuck together. The box unfolds and assembles as it should. nine0003
We tried to print with PETG plastic from Esun. And then the first difficulties began. No matter how hard we tried, plastic constantly leaked from the nozzle during transfers. Neither different retract settings, nor temperatures, nor combing, nor even a change in print speed could save me.![]() The walls of the models turned out well, but the lids were constantly underextruded, and strings formed in the holes. nine0003
The walls of the models turned out well, but the lids were constantly underextruded, and strings formed in the holes. nine0003
Having somehow picked up the settings, we ventured to print a larger model. Here is an elephant.
This is not just a figurine, you can store cutlery in it.
Its trunk is made to hang over the sink, and water from wet forks and spoons flows through it.
The elephant is printed with supports underneath and under the ears. And also by mistake, we left supports inside the trunk. During the printing process, it was already clear that it was not perfect. When transferring, there were small streaks of plastic everywhere, especially inside. But it was possible to get rid of underextrusion on the lids. nine0003
Supports from below and from the ears separated without problems. The trunk was more difficult. From below, the supports stuck quite strongly, and they had to be removed with side cutters. And it turned out to be very difficult to get support from the trunk in general. As a result, the elephant's trunk was accidentally broken and had to be glued back with super glue. I also had to remove plastic stains from the walls, although it was not difficult.
And it turned out to be very difficult to get support from the trunk in general. As a result, the elephant's trunk was accidentally broken and had to be glued back with super glue. I also had to remove plastic stains from the walls, although it was not difficult.
In the end, it turned out like this elephant. If you don't look closely, everything is fine with him. But on closer inspection, there are many small flaws. There are traces of sagging, the surfaces above the supports leave much to be desired. He can perform his tasks, but he looks so-so. nine0003
The next thing we wanted to test on this printer was flex plastic printing. After all, the feeder and the long Teflon tube, to put it mildly, are not very suitable for this.
They took Esun eTPU 95A, it is not the softest and there was a hope that the printer could handle it. We printed a tire for a small typewriter. In the original, it is very small, so it was doubled. The speed was greatly reduced - 10 mm / s for external contours and 20 mm / s for everything else. Combing put up everywhere to avoid unnecessary transfers. And the printer coped with this task. Moreover, the tire turned out to be very high quality. Not a single gap, the layers are laid evenly, the lids closed normally. Even the seam is almost invisible. nine0003
In the original, it is very small, so it was doubled. The speed was greatly reduced - 10 mm / s for external contours and 20 mm / s for everything else. Combing put up everywhere to avoid unnecessary transfers. And the printer coped with this task. Moreover, the tire turned out to be very high quality. Not a single gap, the layers are laid evenly, the lids closed normally. Even the seam is almost invisible. nine0003
We decided to take a chance and doubled the print speed. And, unfortunately, the printer has not coped with this. At first, everything went fine, but soon the plastic jammed in the feeder and the printing ended there.
It's a shame, though expected.
Uploaded Tiger3D pink ABS plastic. You need to understand that on an open printer, and even with a through thermal barrier with a Teflon tube, printing with ABS plastic is not desirable and difficult. But it was necessary to try, besides, ABS from Tiger3D has a rather low print temperature, 235 degrees, like PETG. We decided to print some small modifications for the printer. The color is not very suitable, but at the moment it does not matter. The first is the mount for the table wires. nine0003
But it was necessary to try, besides, ABS from Tiger3D has a rather low print temperature, 235 degrees, like PETG. We decided to print some small modifications for the printer. The color is not very suitable, but at the moment it does not matter. The first is the mount for the table wires. nine0003
For every fireman, they printed on a raft and with supports, the airflow was turned off. The model turned out well, the support and raft separated without problems, although the surface above the raft was not beautiful.
The mount fits and holds the wires really well.
The second model is a screen cover. The modification is purely decorative. It was printed already without a raft on a clean table. The cover stuck well, and even the corners did not bend during printing. nine0003
The overall quality is very decent. Except that in some places there were small smudges of plastic during transfers, but they turned out to be easy to clean.
The cover is designed for the Ender-3 printer, and as it turns out, it does not quite fit the Ender-5 Pro. On the one hand, it protrudes a little.
The third model is unpretentious, this is a wheel for the feed mechanism, it makes it more convenient to manually push through the plastic, and during printing you can see how the feed takes place.
The wheel turned out well, fit normally, works as it should.
And the latest model is a slightly improved airflow.
nine0017
It printed well, although during installation it turned out that it was a bit short and pressed against the heating block. It will work for a while, but will most likely melt quickly, especially if you print with the blower turned off.
And finally, we decided to print a detailed art model, Kratos from the game God of War, perhaps one of the most beautiful plastics that we came across. Esun eSilk copper color. The layer height was made 0.12mm. The model is printed without supports, in some places it has strong slopes, just check the effectiveness of the new airflow. nine0003
Esun eSilk copper color. The layer height was made 0.12mm. The model is printed without supports, in some places it has strong slopes, just check the effectiveness of the new airflow. nine0003
Kratos turned out just fine. On this plastic, in general, even the slightest flaws are very clearly visible due to the fact that it reflects light. And any protruding layer or gap immediately catches the eye. Here everything is smooth, the layers are almost invisible. It seems that the model is polished to a shine. The seam stands out a little, but you can't get away from it, especially with such a long Teflon tube.
nine0017
Review summary
Okay, let's summarize. The printer is not perfect. Some solutions are very outdated, and the Creality Ender-5 Pro is just asking to be modified. The community of this printer is quite large and there will definitely not be a shortage of ready-made models. In addition, some models for modifications come from Ender-3. Even the control board of the printer has something to change, almost all companies producing control boards have already released versions specifically for Enders. Simply switch all the wires, install the new board in the old place and you're done. nine0003
Even the control board of the printer has something to change, almost all companies producing control boards have already released versions specifically for Enders. Simply switch all the wires, install the new board in the old place and you're done. nine0003
Despite the simple extruder and feed mechanism, the Ender-5 Pro does a good job. We had difficulties only with PETG plastic. Even with medium hardness flex at low speeds, the printer can print normally.
The body of the printer is strong and durable. Any plastic is glued to the magnetic substrate without any problems, and it is easy to remove the models. The substrate itself does not peel off from the table, even when printing with ABS plastic and a temperature of 100 degrees. The printer is quite quiet thanks to the TMC2208 drivers. nine0003
In general, the Creality Ender-5 Pro did not cause any particular delight in us, but there was no complete disappointment either. The printer is like a printer. It prints quite well, although not fast.
Watch the video version of the review on our Youtube channel !
Oops.. there seems to be no such page
Apparently, you've landed on a page that either doesn't exist or was deleted long ago. Start your search first! nine0003
Request a call back
Telephone
By clicking on the button, you agree to the privacy policy of
Item added to cart
Go to cart
Product added to comparison
Compare products
Cannot compare more than 4 products
Invoice or quotation request
Organization name:
nine0002 Your e-mailYour phone
Name of contact person:
Legal address:
Comment:
By clicking on the button, you agree to the privacy policy of
Goods on the way, find out when the delivery is
Your name:
Your e-mail
Your phone
By clicking on the button, you agree to the privacy policy
Contact us
How to call
By phone +7(495)155-45-19. Your call will be answered by an answering machine. We won't call back if you don't speak up. Each request is processed, we contact clients in accordance with requests. Prepare the information you want to report, send it to the answering machine and we will call you back. We kindly request: do not be silent and do not hang up, this is just an answering machine. 🙂 Other most effective ways to get in touch: nine0003
Your call will be answered by an answering machine. We won't call back if you don't speak up. Each request is processed, we contact clients in accordance with requests. Prepare the information you want to report, send it to the answering machine and we will call you back. We kindly request: do not be silent and do not hang up, this is just an answering machine. 🙂 Other most effective ways to get in touch: nine0003
- Write to Telegam @techno3dru
- Write to Whatsapp +74951554519
- Write Email [email protected]
Is the product in stock
On the product page, under the product name, there are 3 statuses:
- In Stock - We have this item in stock. Make a purchase with the Buy button.
- Pre-order - goods on the way, delivery soon. Find out about delivery times by clicking on 'Delivery times' or make a purchase using the Buy button.

Learn more