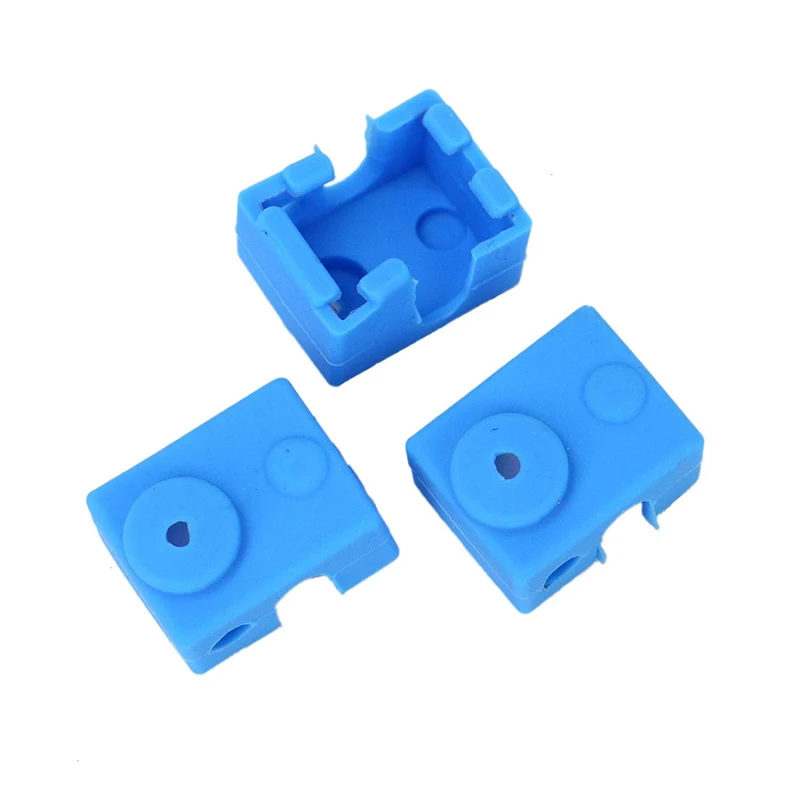
3D printer silicone spacers
Bed fixtures Springs? Silicone Spacers, or Standoffs?
3D Printing SpaceDr.Marvin
#1
So whats everyone’s take on how their bed is secured. Do you prefer springs? Silicone spacers or a more rigid setup using standoffs? What do you use and why?
I changed one printer to silicone spacers and haven’t had to level my bed in quite some time. But my prusa uses standoffs i believe.
What would be the advantage of having the flexibility with springs or the silicone spacers over the rigid standoffs? Would it be to compensate for thermal expansion? if thats the case then what about installing the standoffs while the bed is heated? wouldnt that compensate for it’s expansion.
kitedemon
#2
It depended on the printer design. If it is designed for ABL then using a second leveling system makes no sense to me. Having a dual leveling is just asking for issues. Retrofitting a printer means the tolerances for the bed accuracy are not likely good enough for a rigid connection. Thus the need for some adjustments. ABL under these conditions is a polish to take variations of the bed into account. In my experience it still needs manual leveling/tramming done.
2 Likes
Loosenut
#3
Having a ridged bed is fine if it is perfectly level to the print hot end otherwise you need something like springs to do an initial setup for the ABL to work properly. Using springs allows the manufacturer to produce a printer that can be made cheaper then one trying to get it “just right” at the factory and survive shipping. As long as strong springs or silicon spacers are used it shouldn’t be a problem.
As long as strong springs or silicon spacers are used it shouldn’t be a problem.
2 Likes
Redracefpv
#4
I have springs on my ender 5 and they seem okay, my ender 3 has tpu standoffs covered in kapton tape. my tevo tarantula has standoffs. so far I like the tarantula the most. all my printers have bltouch.
1 Like
Glenn
#5
Springs will bounce the bed incase the z hits it nothing breaks.
1 Like
Jason
#6
I use springs on all of my machines (stiff ones) but I do take the time to lower my Z limit switch all the way and keep the spring under as much tension as possible to minimize bed “wobble”. I have been considering some of the silicone stand offs as a test but not sure if they are worth it. Have to get my hands on some and experiment.
I have been considering some of the silicone stand offs as a test but not sure if they are worth it. Have to get my hands on some and experiment.
1 Like
Dr.Marvin
#7
I got my scilicone spacers from ali express. Though they dont fit my cr10s pro. Or atleast looked too small to bother with.
Dr.Marvin
#8
True, though if you have an abl setup wouldnt it negate that concern?
1 Like
Dr.Marvin
#9
Tpu standoffs… Never thought of that, ill have to look into this idea more. Did you print them in 95A or something softer?
Did you print them in 95A or something softer?
1 Like
Redracefpv
#10
i used soft pla with two slices of kapton tape where they touch the bed so they dont melt.
1 Like
Redracefpv
#11
my tarantula has metal standoffs and I recommend them more. @Dr.Marvin
1 Like
Jason
#12
I was just talking to one of the owners and we are going to order in some of the silicone spacers and try them out. Keep an eye out for new products.
Keep an eye out for new products.
2 Likes
Bikemike
#13
I have the silicone spacers on my ender 3 v2 and I will say, once you level the bed it stays that way. I also have the larger red knobs and that really helps. They are not that easy to compress.
I tried to order the yellow springs, but since it was a warranty thing, I was sent the silicone spacers and knobs.
2 Likes
Glenn
#14
Dr.Marvin:
True, though if you have an abl setup wouldnt it negate that concern?
It would but it depends on the sensor and the sensors are not 100 percent reliable, there are many failure modes that would still leave the Z-axis moving without the sensor being able to function. There is sensorless homing but I haven;t really looked at that to see how or if it would work on Z
There is sensorless homing but I haven;t really looked at that to see how or if it would work on Z
1 Like
Dr.Marvin
#15
Sensorless homing with a leadscrew is not reccommend, just an fyi. I suspect its a torque thing.
Dr.Marvin
#16
Cool beans. Perhaps post a link to the store page here when they come available. Also is there a need for differrnt spacer sizes for a cr10s pro over say an ender 3?
Loosenut
#17
Bikemike:
I also have the larger red knobs and that really helps
Seriously, red handles on a black machine. What is the worlds coming to.
What is the worlds coming to.
1 Like
Bikemike
#18
LOL
I must say, I have never had anything I print in red fail.
Coincidence? Maybe.
1 Like
Dr.Marvin
#19
I havent had red fail, but did have this happen.
Ironically it was for a filament review. XD lets just say i was suprised. Though i do give them respect for having filament profiles and being a random brand ive never heard of before.
Jason
#20
LOL, that’s funny.
Ender 6 Glow in the Dark Hot Bed Silicone Spacer Springs for
Glow in the Dark 3D printer heat bed silicone springs for Creality Ender 6 series
You've tried the rest now try the best silicone spacer springs.
Designed and made by our maker department ZEDorDEAD, in the UK, from the highest grade silicone combined with our secret UV reactive glow in the dark sauce, which glows like Homer Simpsons coffee stirrer, our multi ingredient secret sauce also makes the silicone last much longer (it's not reactor particles by the way) 💥.
Made with a unique squared design giving the silicone spring spacers more area of contact and micro dimpling for extra hold.
We also supply 4 nuts and washers with this listing to fit under the wheel for extra stability.
---------------------------------------------------
### THESE ARE HAND MADE IN THE UK NOT GENERIC WEAK CHEAP IMPORTS ###
Posted 1st Class Royal Mail Delivery
---------------------------------------------------
Along with our unique square design (the first company to do this) each silicone spring has a unique lowered part at the top to accommodate for the hot bed wiring.
Each set of 4 also comes with 4 M4 nuts and washers to place under the turning wheel once levelled to ensure even longer lasting bed levelling.
What you will receive:
1 set of 4 silicone spacer springs
1 set of 4 M4 nuts and washers
Specification: White silicone with green glow in the dark effect, Brand new, designed & made in the UK
Type: Silicone spacer springs for the hot bed
Inside Diameter: 4mm
Outside width: 20mm x 25mm
Height: 18mm
Which machine:
For Creality Ender 6
(see our other listings for other machines)
We also 3d print and make molds and other silicone products, get in touch for more info
Parcel Includes:
4 Hot Bed Levelling Silicone spacers, 4 M4 nuts and washers For Creality Ender 6
Payments & Shipping: Etsy or Paypal
Send us an eBay message to order via bank transfer if required
Item will be dispatched on the Same Day where possible or within 24 hours midweek.
Delivery time is 1-3 working days for delivery within United Kingdom with Royal Mail First Class Post.
Returns Policy:
If you are not fully satisfied with this product, simply return the item back to us in an unused new condition as you received them, we will process a refund once the item is received.
Contact us:
If you have any questions, then please contact us first, you can find the ask a question on this listing.
Customer Notice:
Customer satisfaction is our main priority.
We aim to provide a comfortable shopping experience to all of our customers. If you have any questions or problems, then please contact us via the message system, we will answer all of the queries put to us within 24/48 hours.
If for some reason you are not 100% satisfied with your purchase, then please do not leave negative feedback before contacting us, we can resolve any issue for you quicker than the resolution centre.
If you are interested in other 3d printer or printing related products then please have a look at our other eBay listings.
Thank You for shopping with us and we hope to see you again soon!
90,000 types of plastic for 3D printerContent
-
- Pla
- ABS
- HIPS
- PVA
- Petg
- SBS 9000
Every year 3D printing becomes more popular and accessible. Previously, a 3D printer was more like a complex CNC machine, but now manufacturers are meeting users. Simplified and automated settings that many beginners drove into a stupor. Despite this, it can be difficult for a novice user to understand the variety of constantly appearing plastics for a 3D printer.
Previously, a 3D printer was more like a complex CNC machine, but now manufacturers are meeting users. Simplified and automated settings that many beginners drove into a stupor. Despite this, it can be difficult for a novice user to understand the variety of constantly appearing plastics for a 3D printer.
The choice of plastic for a 3D printer is very important, especially when the goal is to print a functional model with certain properties. It will be a shame if the printed gear breaks almost immediately, or the decorative model quickly loses its beauty.
It is important to understand whether the printer will be able to work with the selected plastic. Some materials (most often engineering) require certain conditions for successful printing.
First, decide which model you want to print. What properties should it have? Does the model need to be durable? Or is it a master model for further replication, in which the quality of the surface is important?
90% of 3D printers use 1.
75 diameter filament. 3mm diameter is rare, but it is better to check in advance which size is used in your printer.
PLA
PLA (Polylactide) is the most popular and affordable 3D printer plastic. PLA is made from sugar cane, corn, or other natural raw materials. Therefore, it is considered a non-toxic, biodegradable material.
Extruder temperature - 190-220 degrees. Table heating is not needed, but if the printer's table has a "heater" for better adhesion, you can heat it up to 50-60 degrees. PLA is very easy to work with. The only requirement is to blow the model. There is practically no shrinkage in this material. When printed, it is practically odorless, and if it smells, it smells like burnt caramel.
Pros:
-
Does not shrink. This makes it easy to build prefabricated or huge models without changing dimensions.
-
There are no specific requirements for a 3D printer. Any working 3D printer will do.
 PLA doesn't need a heated table or a closed case.
PLA doesn't need a heated table or a closed case. -
Non-toxic. Due to this, during printing it does not smell or has a barely perceptible aroma of burnt caramel.
-
Diverse color palette.
Cons:
-
PLA is poorly sanded and machined.
-
It begins to deform already with a slight heating (about 50 degrees).
-
Fragility. Compared to other materials, PLA is very brittle and breaks easily.
-
Decomposes under the influence of ultraviolet radiation. Of course, it will not fall apart into dust, but it can become more brittle and fade.
PLA is perfect for making dimensional or composite models. For example, decorative interior items, prototyping, electronics cases, etc.
Recently, PLA+ has appeared on the market. It may differ from conventional PLA in improved performance.For example, more durable, with improved layer adhesion.
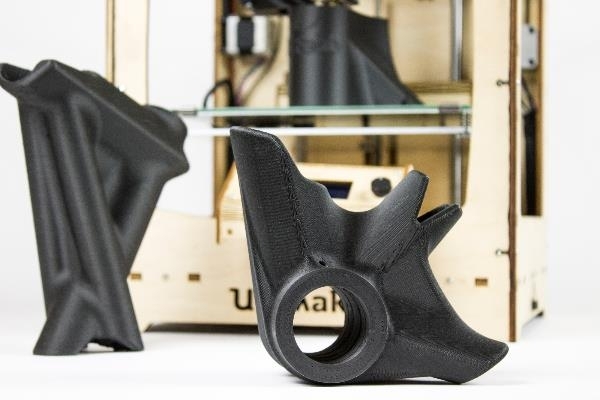
Dummy turbine
Decorative coasters
ABS
ABS (acrylonitrile butadiene styrene) is the second most popular plastic for 3D printing due to its properties, availability and low price.
Extruder temperature - 220-240 degrees. The temperature of the table is 80-100 degrees. For printing, a heated table is required at the printer. It is desirable to have a closed chamber, because ABS "does not like" drafts. Due to a sharp temperature drop, it can “unstick” from the table or crack in layers. ABS can smell bad when printing, so it is recommended to use the printer with a closed chamber and filters, or print in a well-ventilated area.
Pros:
-
Good strength characteristics allow the production of functional prototypes from ABS.
-
Simple mechanical and chemical processing.
 ABS is easy to sand and drill, and with an acetone bath you can achieve a perfectly smooth surface.
ABS is easy to sand and drill, and with an acetone bath you can achieve a perfectly smooth surface. -
It is currently the most inexpensive type of plastic for 3D printing.
-
Large selection of colors and shades.
Cons:
-
High shrinkage. Because of this, it can be problematic to manufacture overall products.
-
Printing requires a heated bed and a closed chamber. Without this, the ABS may peel off the table or crack in layers.
-
During the printing process, ABS can smell bad. Therefore, it is recommended that you print in a ventilated area or use the printer with a sealed chamber and filter.
ABS is an engineering plastic. It is suitable for the manufacture of simple functional products.
ABS after chemical treatment in an acetone bath
RU model made of ABS
ABS+ differs from conventional ABS in improved strength characteristics (elasticity, rigidity, hardness), less shrinkage and sometimes resistance to certain oils and solvents (eg gasoline).

HIPS
HIPS (high impact polystyrene) - originally conceived as a soluble support plastic for materials with high printing temperatures. For example for ABS or Nylon.
The extruder temperature is 230-260 degrees. The temperature of the table is 80-100 degrees. It is desirable to have a closed camera for a 3D printer.
Pros:
-
Less shrinkage than ABS.
-
Ease of machining.
-
The matte surface looks very advantageous on decorative products.
-
Food contact allowed (but be sure to check with a specific manufacturer for certificates)
Cons:
-
For printing, you need a printer with a heated table and a closed chamber.
-
More flexible and less durable than ABS. Because of this, it will not be possible to produce functional products.
-
Small palette of colors.

Most often, HIPS is used for its intended purpose for printing on 2x extruder printers as a support for ABS. It dissolves perfectly (though not very quickly) in limonel.
Sometimes HIPS is used as an independent material. Products from it are not very durable, but this plastic is loved for easy post-processing. HIPS can be used for models that will subsequently come into contact with food (not hot).
Using HIPS as a Soluble Support
Decorative vase made of HIPS
PVA
PVA (polyvinyl alcohol) is a material that was developed as a water-soluble support for PLA.
Extruder temperature - 190-210. Table heating is not required. PVA is a slightly "capricious" material, it is not recommended to overheat it and print at high speeds.
PVA is very hygroscopic and dissolves in plain water. Therefore, it is only used as a support for PLA or other plastics with print temperatures close to PVA.
Soluble PVA Support
Add to compare
Item added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
PETG
PETG (polyethylene terephthalate) combines the best properties of PLA and ABS. It is easy to work with, it has a low percentage of shrinkage and excellent sintering of the layers.
Extruder temperature - 220-240 degrees. Table temperature - 80-100 degrees. During the printing process, the model must be well blown.
Pros:
-
Excellent sinterability of layers.

-
PETG is very strong and wear resistant. Good impact resistance.
-
Virtually no smell when printing.
-
Non-toxic.
-
Little shrinkage.
Cons:
PETG is perfect for printing functional models. Due to its low shrinkage, it is often used to make large or composite models. Due to its low toxicity, PETG is often used for products that will come into contact with food.
Cookie cutters and patterned rolling pin
SBS
It is a highly transparent material. At the same time, it is durable and resilient. SBS is a low toxicity plastic. It can be used to print food contact models.
Extruder temperature - 230 -260 degrees. Table temperature - 60-100 degrees. You can print without the closed case on the printer.
Pros:
-
slight shrinkage
-
Transparency.
 After treatment with solvent, limonel or dichloromethane, beautiful transparent products with an almost smooth surface can be obtained.
After treatment with solvent, limonel or dichloromethane, beautiful transparent products with an almost smooth surface can be obtained. -
Easily processed mechanically or chemically.
-
Allowed contact with food.
Cons:
SBS is excellent for translucent vases, children's toys and food containers. Or functional things that require transparency, such as custom turn signals for a motorcycle or car, lamps or bottle prototypes.
Vases are perfectly printed with a thick nozzle (0.7-0.8) in one pass (printing in 1 wall or spiral printing in a slicer).
Models of bottles after chemical treatment
Nylon
Nylon (polyamide) is considered the most durable material available for home 3D printing. In addition to good abrasion resistance and strength, it has a high slip coefficient.
Extruder temperature - 240-260 degrees. The temperature of the table is 80-100 degrees. Nylon is a very capricious and hygroscopic material - it is recommended to dry the coil with plastic before use. For printing, you need a printer with a heated table and a closed chamber, without this it will be difficult to print something larger than a small gear.
The temperature of the table is 80-100 degrees. Nylon is a very capricious and hygroscopic material - it is recommended to dry the coil with plastic before use. For printing, you need a printer with a heated table and a closed chamber, without this it will be difficult to print something larger than a small gear.
Pros:
-
High strength and wear resistance.
-
High slip factor.
-
Heat resistance compared to other 3D printing plastics.
-
High resistance to many solvents.
-
Good for mechanical processing. Perfectly polished and drilled.
Cons:
Nylon is perfect for making wear-resistant parts - gears, functional models, etc. Sometimes nylon is used to print bushings.
Nylon gear
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
Add to compare
Product added to compare Go
| Manufacturer | Bestfilament |
Soft plastics
FLEX (TPU, TPE, TPC) is a material similar to silicone or rubber. It is flexible and elastic, but at the same time tear-resistant. For example, TPE is a rubbery plastic, while TPU is more rigid.
It is flexible and elastic, but at the same time tear-resistant. For example, TPE is a rubbery plastic, while TPU is more rigid.
FLEX are printed at a temperature of 200-240 (depending on the material). A heated table is not required. On printers with direct material feed (feed mechanism on the print head), there are usually no problems with printing. On a bowden feeder (the feed mechanism is located on the body), printing with very soft plastics can be difficult. Usually it is necessary to additionally adjust the clamping of the bar. The main nuance is the very low print speeds - 20-40mm.
Pros:
Cons:
Depending on the type of FLEXa, the models can be flexible or rubber-like. This material, depending on its softness, can be used to print gaskets, insoles, belts, tracks or other models that require flexibility or softness.
FLEX belt
Trainers with flexible soles
Wheel for switchgear model
Decorative plastics
Decorative plastics are PLA plastics with various fillers (wood or metal shavings).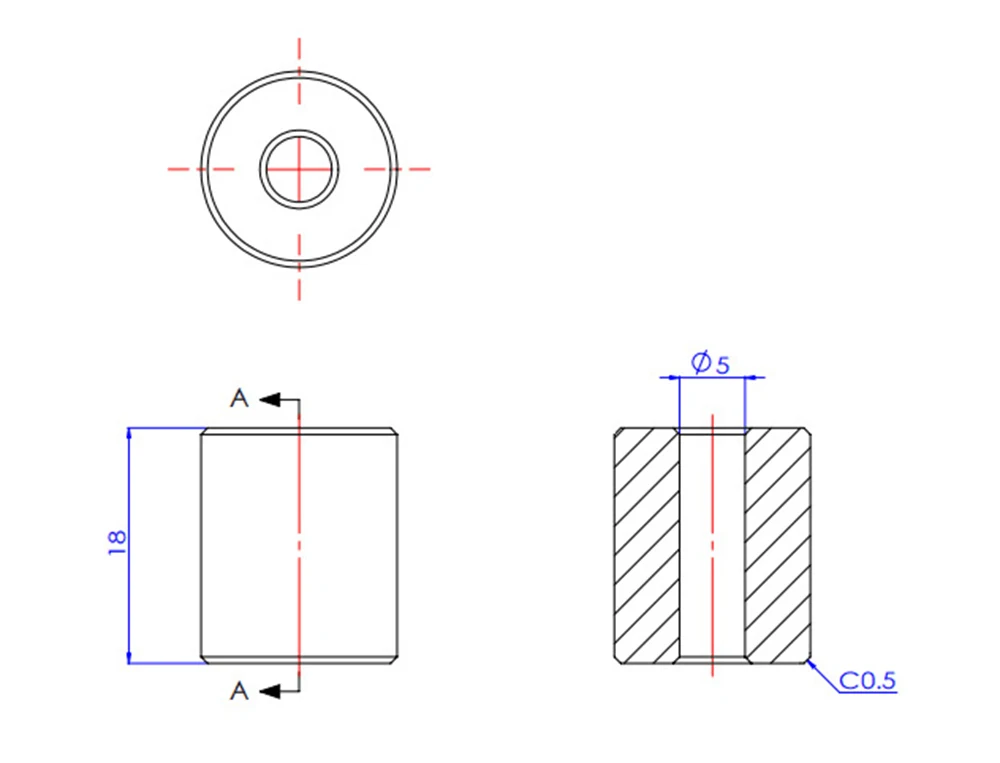 Or with dyes selected to imitate different materials. Since the base of the plastic is PLA, it is very easy to print.
Or with dyes selected to imitate different materials. Since the base of the plastic is PLA, it is very easy to print.
Extruder temperature - 200-220 degrees (depending on the manufacturer). A heated table is not required.
Pros:
Cons:
-
Some fillers (eg clay) are abrasive. For such plastics, the standard brass nozzle cannot be used. Will have to buy a harder steel nozzle.
-
Some decorative plastics can clog the small nozzle (0.4 or less). For them, you need to use a “thicker” nozzle.
Depending on the filler, different material properties are obtained. Plastics that use only dye do not require additional processing. Materials with "fillers" may sometimes require additional post-processing.
Plastics with metal fillers after printing must be processed with a metal brush. Then the Metal content will show through and the model will resemble a metal casting.
Plastics with metallic powder
These plastics are often used for printing key chains, decorative models and interior details.
If the plastic has a high content of wood dust, then it is recommended to use a larger nozzle diameter (0.5 or more), a smaller nozzle can quickly become clogged during printing.
Wood-filled plastic ground
Plastic key rings with copper dust
Engineering plastics
These are nylon-based plastics with fillers that improve strength, heat-resistant and other characteristics, help to achieve less shrinkage of the material. For example - carbon fiber, carbon fiber or fiberglass.
Extruder temperature - 240-300 degrees (depending on the manufacturer). Table temperature - 90-110 degrees. Since plastics are based on nylon, the requirements for printing are similar. This is a heated table and a closed printer case.
Pros:
-
Hardness and strength.
-
Low flammability or non-combustibility.
-
High precision due to low shrinkage.
Cons:
3D printers use brass nozzles, some plastics can quickly “waste” it during printing. For such materials it is recommended to use steel nozzles.
These are highly specialized plastics used for a specific task, depending on the filler. For example, functional parts that do not lose their shape when heated, are resistant to many solvents, etc.
Functional Carbon Fiber Composite Prototype
Composite frame
Polycarbonate ashtray
Totals
This is of course not the whole list of materials for 3D printing. There are many highly specialized engineering and decorative plastics for specific tasks.
Manufacturers are constantly trying to replenish the range of materials for 3D printing. Already familiar materials are improved for more comfortable printing. There are many interesting decorative plastics imitating different materials - ceramics, clay, wood, metals.
And of course, the assortment of engineering plastics is constantly updated. Now there are many interesting materials for highly specialized tasks - for example, burnable plastic with a low ash content for subsequent casting in metal.
Burnout plastic
Before buying a coil, read the information on the website of the manufacturer or seller. There you can find some nuances of printing for a particular plastic. The manufacturer indicates the recommended temperature range on the box. Sometimes, for quality printing, it is recommended to print several tests to adjust the temperature settings, retract, etc.
Try to store the started coil in silica gel bags. It is recommended to additionally dry high-temperature plastics before printing to remove excess moisture.
It is recommended to additionally dry high-temperature plastics before printing to remove excess moisture.
Add to compare
Product added to compare Go
| Manufacturer | Tiger3D |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
Add to compare
Product added to compare Go
| Manufacturer | Esun |
Add to compare
Product added to compare Go
| Manufacturer | FlashForge |
3d printer for silicone molds and products
With a 3D printer, you can create many complex and unusual products from various materials. In recent years, silicone 3D printing has become increasingly popular, which allows you to create implants, organ prototypes, and other useful products. Let's take a closer look at silicone printing, products that can be created with its help, the necessary equipment and the prospects for the development of new technology.
What is 3D printing silicone?
Silicone is a polymer that consists of chains of alternating silicon and oxygen atoms. This material is resistant to various temperature ranges and various chemicals.
In 2016, Wacker Chemie found the most efficient way to 3D print silicone products. Based on this technology, Fripp Design, Envisiontec, Carbon 3D developed and produced equipment and materials that made it possible to work with silicone on a 3D printer.
Silicone is most often used in the medical industry to create objects that are resistant to changing environmental conditions. Until 2016, it was possible to create medical objects from silicone only with the help of injection molding of thermoplastics (injection molding). However, the new technology of additive 3D printing allows you to create smaller parts at an acceptable cost compared to injection molded products.
3D silicone printing technology
The 3D printer, which can print silicone products, has the same principle of operation as an inkjet printer.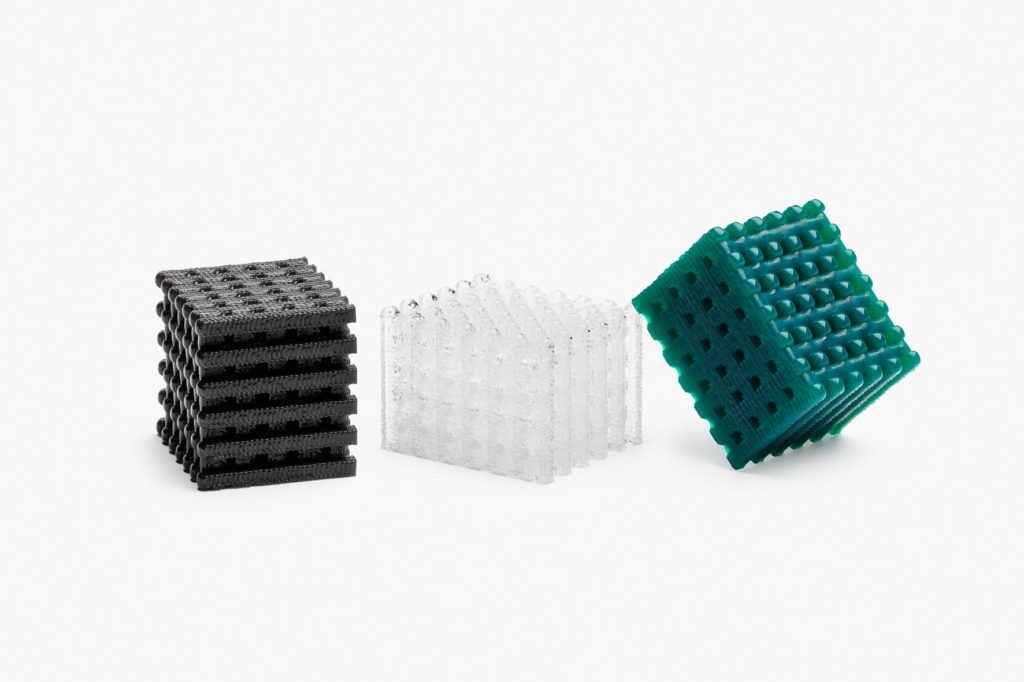 Liquid molten silicone is fed through the extruder in small droplets that are superimposed on each other, forming layers. The printer software is responsible for the correct formation of lines and shapes as a whole.
Liquid molten silicone is fed through the extruder in small droplets that are superimposed on each other, forming layers. The printer software is responsible for the correct formation of lines and shapes as a whole.
The curing process is required for the silicone to cure. It is performed using ultraviolet radiation, which forms cross-links between sections of the polymer chain. Due to this, the silicone is strengthened and becomes heat resistant.
3D printed silicone inside a microgel
Silicone 3D printed inside a microgel was developed at the University of Florida. This technology makes it possible to create more durable, but at the same time flexible and comfortable implants. At the same time, the cost of their production will be significantly lower, as well as the final cost for buyers. In the future, silicone printing inside the microgel will allow the creation of various therapeutic devices and very complex structures, such as human organs and tissues.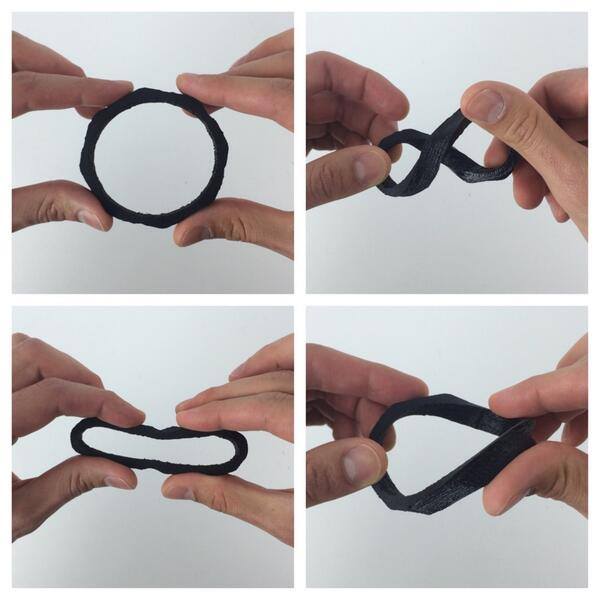
This 3D printing method allows you to create individual products of various shapes. The printing nozzle moves along a predetermined path and extrudes liquid silicone drop by drop onto the microorganic gel substrate. Depending on the complexity of the finished product, the printing process can take from several hours to several days.
Silicone Mold Printer Applications
The silicone mold 3D printer is applicable to the following industries:
- Medicine. Silicone is biologically compatible with the human body, does not have a toxic effect on it and is resistant to the influence of an aggressive environment. Thanks to this, the material is used for the production of:
- individual implants;
- respiratory masks;
- hearing aids;
- ear prostheses;
- training preoperative organ models;
- spectacle nose pads;
- contact lenses.
- Automotive industry.
 Due to the resistance of silicone to extreme temperatures and solar radiation, it is used for the production of automotive plugs, hose. The presence of waterproofing properties also allow the use of silicone for the manufacture of seals in hydraulic systems and materials for sealing automotive joints.
Due to the resistance of silicone to extreme temperatures and solar radiation, it is used for the production of automotive plugs, hose. The presence of waterproofing properties also allow the use of silicone for the manufacture of seals in hydraulic systems and materials for sealing automotive joints. - Manufacture of everyday or sports articles. The elasticity of silicone and the safety of its use makes it possible to produce insoles for running shoes, ear plugs for headphones, and wristbands.
- Manufacture of souvenirs and jewelry.
Which 3D printer is suitable for silicone products?
What to look for when choosing?
When choosing a 3D printer for printing silicone products, you should pay attention to three main parameters of the device:
- Extruder. It must be inkjet, as liquid silicone is used for printing.
- Integrated heater and pump. To prevent liquid silicone from cooling down during printing and not clumping, the printer must have a heater that will constantly maintain the same temperature.
 It is also important to have a pump. It will help to evenly supply liquid filament to the work surface from the extruder.
It is also important to have a pump. It will help to evenly supply liquid filament to the work surface from the extruder. - Covered print area. It is necessary for the vulcanization of the printed blank. An ultraviolet emitter is located in the printed area, and the area itself is closed with a darkened glass dome.
3D printer German RepRap LAM PRE-SERIES
Ideal for printing silicone products. It adopts FDM technology, in which two-component liquid silicone rubber (LSR) is mixed by a pneumatic piston and extruded by an extruder. Then each layer of material is thermally cured under the action of an infrared rod.
The FDM technology used by the printer has increased print speed, reduced waste during production, completely eliminated post-processing of the product and accelerated its time to market.
The operation of the device is controlled using the touch screen. The printer uses Simplify3D software to process 3D models.
3D printer German RepRap LAM PRE-SERIES
- Base platform heated
- The weight 80
- Material LC-3335
- Seal FDM
- Working chamber area 390 x 400 x 330 mm
- Speed 6000 mm/m or 100 mm/s
- Number of print heads 1
- Layer thickness from 100 µm
- Nozzle diameter, mm 0.
 4
4
Go to product
Top 9 Silicone 3D Printers0720
The following professional silicone 3D printers have proven themselves in the market:
- EnvisionTEC - printing medical and dental parts (Perfactory Micro, Vida HD CROWN & BRIDGE and Xede 3SP Ortho lines).
- Structo - creation of dental products (OrthoForm, DentaForm series).
- Total Z - printing of advertising, souvenir, layout and educational products (Anyform line).
- Stratasys - creation of parts for the automotive, aerospace, defense industries (Connex Objet series), printing of dental products (J720 Dental line).
- 3D Systems - printing of souvenirs, models, promotional items and educational products (sPro series).
- Sinterit Lisa Set is a system for creating advertising, souvenir, mock-up and educational products.
- Intamsys FUNMAT PRO 610 HT is an industrial printer for printing large items and testing functional parts under critical conditions.
3D printer Intamsys FUNMAT PRO 610 HT
- Software IntamSuit, Simplify 3D, Cura
- Control connection interfaces WiFi, Internet, USB
- Material PEEK, PEKK, PEI, PPSU, PC, Nylon, ABS, PLA, PVA, TPU, Carbonfiber Reinforcement
- Seal FDM
- Supported file formats STL, OBJ
- Z-axis resolution 0.0016 mm
- Resolution X and Y 0.016 mm
- Platen Temperature 300°C
- Extruder temperature 500°C
- Working chamber area 610 x 508 x 508 mm
- Number of print heads 2
- Layer thickness from 50 µm
- Thread diameter 1.
 75
75 - Nozzle diameter, mm 0.4 (0.25, 0.5, 0.6, 0.8, 1.2 mm)
- Display 7" color touch screen
Go to product
Sinterit Lisa Set
- Control connection interfaces WiFi
- Laser IR 5W
- Maximum Layer Height 0.15 mm
- Maximum consumer power 24 W
- Maximum build chamber temperature 105 °C
- Maximum platform temperature for printing 190 °C
- Max extruder temperature 275 °C
- Material PA12 smooth, flexa Black
- Minimum Layer Height 0.
 06 mm
06 mm - Seal SLS
- Food 110/120 V or 220/230 V
- Supported Software Sinterit Studio 2016
- Dimensions (mm) Sinterit Lisa - 650x550x450; Sinterit Sieve - 600x340x330; Sinterit Sandblaster - 480x370x360
- Accuracy along X, Y axes, mm 0.1
- Speed 15 mm / hour
- Layer thickness from 75 µm
- Weight, kg Sinterit Lisa - 35;Sinterit Sieve - 22.
 5;Sinterit Sandblaster-15
5;Sinterit Sandblaster-15
- Data output format STL, OBJ, 3DS, FBX, DAE, 3MF
- Max workpiece size PA12: 90x110x130 mm, flexa Black: 110x130x150 mm
- Print area Sinterit Lisa - 150x200x150 mm; Sinterit Sandblaster - 410x310x200 mm
- Operating system Microsoft Windows
Go to product
The future of silicone 3D printing
Silicone printing was originally developed for medical applications. Therefore, the most promising goal is the development and creation of silicone tissues and human organs that imitate real ones with great accuracy.
Help.

Learn more